Сварка алюминия постоянным током в среде аргона
Сварка алюминия постоянным током
Автор: Игорь
Дата: 10.07.2016
- Статья
- Фото
- Видео
Существует несколько способов сварки, которые зависят не только от применяемой техники, но и от режимов, которые выставляет пользователь. Если рассматривать использование электросварки, то здесь может возникнуть несколько вариантов, которые зависят от рода тока. Сварка алюминия постоянным током является как раз одной из таких разновидностей. Она используется не так часто, как переменным током, но все же имеет ряд особенностей, которые определяются полярностью. Мастера отдают предпочтение переменному электричеству, так как оно сочетает в себе преимущества обоих полярностей.

Сварка алюминия на постоянном токе обратной полярности
Когда идет сварка алюминия постоянным током, то приходится выбирать, что более важно для сварочного процесса. Ведь свойства сваривания алюминия являются далеко не самыми лучшими, поэтому, следует подбирать подходящие условия, которые бы смогли удовлетворить технологические требования и обеспечили ровный и плотный сварочный шов алюминия. Основной проблемой этого формирования становится оксидная пленка, с которой не может справиться высокая температура сварки, так как она плавится при 2200 градусах Цельсия, а алюминий при 680. Обратная полярность постоянного тока помогает разрушить ее благодаря катодному распылению, которое отлично воздействует в сочетании с флюсами и предварительной обработкой.

Сварка алюминия аргоном постоянным током
Преимущества 
- При использовании постоянного тока прямой полярности получается стабильная дуга, которая помогает формировать качественный и ровный шов;
- Если используется постоянный ток для сварки алюминия обратной полярности, то обеспечивается катодной распыление, уничтожающее оксидную пленку.
Недостатки
- Приходится выбирать между стабильной дугой или разрушением оксидов;
- Без разрушения оксидной пленки невозможно достичь высокого качества сварки, так как она обволакивает расплавленный металл, не давая ему нормально соединиться;
- Сложно подобрать параметры оборудования для сваривания конкретной толщины металла при таком режиме работы.
Нюансы при сварке постоянным током
Перед тем как варить алюминий электросваркой требуется в первую очередь разобраться с параметрами оборудования. Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и сварка алюминия электродом с ним получается очень проблематичной. При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.

Ток для сварки алюминия
К прочим нюансам данного процесса можно отнести высокую текучесть металла в расплавленном состоянии, с которой не поможет справиться ни какой род тока, а лишь мастерство сварщика. Также стоит учитывать повышенную предрасположенность к напряжению, что предполагает подогрев металла и тщательную просушку электродов перед использованием. Здесь нужно учитывать низкую глубину проварки металла, так что при работе с толстыми заготовками может потребоваться дополнительная обработка кромок. В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения.

Сварка алюминия аргоном
Материалы и инструмент
- Сварочный аппарат, без которого невозможна была бы электросварка алюминия электродом. Он подбирается в зависимости от способа, так как возможно еще применение газа;
- Присадочный материал, в качестве которого могут выступать алюминиевые электроды или сварочная проволока;
- Баллон с инертным газом, если используется сварка алюминия аргоном постоянным током.
- Надежные шланги для соединения баллона с горелкой;
- Горелка, которая рассчитана специально для аргонодуговой сварки;
- Редуктор, чтобы изменять давление газа, подаваемое с баллона;
- Манометр, чтобы следить за уровнем давления, с которым ведется работа.
Выбор материалов и оборудования
Электросварка алюминия на постоянном токе обратной полярности может проводиться стандартным методом, при использовании обычной электросварки и электродов, а также аргонодугового аппарата. Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
С подбором расходного материала все проще, так как для электросварки нужны специальные электроды, которые предназначены для чистого металла или его определенного сплава, а для аргонодугового способа требуется сварочная проволока, состав которой бы максимально совпадал с составом свариваемого металла или его сплава.
Пошаговая инструкция
Сварка алюминия постоянным током в среде аргона предполагает следующий ряд действий:
- Подготовка металла, куда входит обработка кромок, механическая очистка и обработка растворителем, которым может стать ацетон или другая похожая жидкость;
- Далее следует расположить на поверхности сваривания флюс, который улучшит соединение;
- После этого можно приступать к настройке техники, в соответствии с заданным режимом;
- Далее уже идет сама сварка, во время которой следует провести шов по всей поверхности кромок;
- Дать остыть шву и проверить его качество каким-либо из доступных методов.
Процесс проходит преимущественно в нижнем положении, так как металл сильно растекается в горизонтальном или потолочном.»
Можно ли варить алюминий постоянным током?
- Авторизуйтесь для ответа в теме
#1 energyos
- Наверх
- Вставить ник
#2 tig
- Наверх
- Вставить ник
#3 ЛехаКолыма
все здравствуйте вот видео сварка алюминия в среде гелия
- Наверх
- Вставить ник
#4 АВН
- Наверх
- Вставить ник
#5 ЛехаКолыма
- Наверх
- Вставить ник
#6 АВН
- Наверх
- Вставить ник
#7 blazen79
- Наверх
- Вставить ник
#8 АВН
- Наверх
- Вставить ник
#9 blazen79
- Наверх
- Вставить ник
#10 АВН
- Наверх
- Вставить ник
#11 marat
- Наверх
- Вставить ник
#12 ЛехаКолыма
- Наверх
- Вставить ник
#13 АВН
- Наверх
- Вставить ник
#14 ЛехаКолыма
- Наверх
- Вставить ник
#15 АВН
- Наверх
- Вставить ник
#16 kuznezs
Бывают души маленькие,как кошелёк,туда только деньги положить можно.
А бывают такие души,куда помещаются и небо,и земля,и люди,и животные.
- Наверх
- Вставить ник
#17 Шурпет

- Город: Саратов
- Наверх
- Вставить ник
#18 kuznezs
Бывают души маленькие,как кошелёк,туда только деньги положить можно.
А бывают такие души,куда помещаются и небо,и земля,и люди,и животные.
- Наверх
- Вставить ник
#19 Шурпет
- Город: Саратов
- Наверх
- Вставить ник
#20 мутный
- Наверх
- Вставить ник
- Страница 1 из 4
- 1
- 2
- 3
- Вперед
- »
Похожие темы
Где в Санкт Петербурге можно повысить разряд?
Видеосъемка сварочного процесса — можно или нельзя?

Исправить деформацию симметричной сваркой. Можно?

Здравствуйте как можно реализовать адаптивный импульсный режим ручной дуговой сварки (АИРД) модерни

Как правильно варить автомобильные диски в среде аргона
Темы с аналогичными тегами: TIG
Трещины

МЕТАЛЛОВЕДЕНИЕ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
Mix-режим(AC+DC) в тиг.
Восстановление пресс -форм наплавкой и последующей доводкой
Вебинар — Способы эффективной защиты от сварочных брызг.
Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 скрытых пользователей
Особенности сварки алюминия
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
- Что нужно учитывать при сварке алюминия?
- Способы сварки алюминия
- Технология сварки алюминия с помощью аргона
- Что нужно для сварки?
- Как правильно подготовить алюминий?
- Подготовка аргона для сварки
- Процесс сварки алюминия аргоном
- Преимущества и недостатки сварки алюминия аргоном
- Настройка аргоновой сварки для алюминия
- Техника безопасности
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Преимущества и недостатки сварки алюминия аргоном
Технология аргонной сварки имеет такие преимущества:
- универсальность способа;
- стабильность дуги;
- формирование аккуратного шва;
- достаточная прочность сварного соединения;
- уменьшение области прогрева;
- экономный расход газа и присадки;
- формирование шва без примесей и пор.
Надо отметить и недостатки:
- необходимость в специальном оборудовании;
- высокие требования к настройке аппарата и подготовке заготовок;
- необходимость получения достаточных навыков.
Настройка аргоновой сварки для алюминия
Настройка процесса сварки алюминия включает следующие действия:
- Настройка сварочного аппарата. На нем устанавливаются такие параметры: баланс тока с установкой полярности (CLEAN WD.), величина сварочного тока (CURRENT), функция заварки кратера (тумблер DOWN SLOPE) или медленное затухание дуги, функция продувки газом (POST TIME) для охлаждения сварной ванны и горелки.
- Настройка электродов. Правильно подбирается диаметр электродов и их вылет из горелки.
- Настройка расхода аргона. Она зависит от диаметра присадочного прутка. При сварке на открытом воздухе расход увеличивается.
При настройке режимов используются соотношения, приведенные в таблице:
| Толщина Al, мм | Сила тока, А | Диаметр электрода, мм |
|---|---|---|
| до 1 | 30–42 | 1,6 |
| 1,1–1,5 | 46–60 | 2,3 |
| до 2 | 71–80 | 2,3 |
| 3 и более | 90–300 | 3,2–5 |
Настраивать оборудование и режимы необходимо с особой тщательностью. Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.
Техника безопасности
При проведении работ необходимо учитывать наличие электрического тока, яркого свечения дуги, раскаленного металла, который может разбрызгиваться, высоких температур. Сварщик должен надеть специальную маску со световым фильтром синего цвета. Обязательны перчатки, защищающие руки от брызг расплава и одежда, способная защитить от них все тело.
Электрооборудование должно быть надежно защищено. Необходимо использовать устройство защитного отключения и автоматические выключатели. Газовый баллон комплектуется редуктором понижения давления. Перед началом работ необходимо изучить правила техники безопасности и строго их соблюдать.
При сварке алюминия приходится сталкиваться со сложностями, вызванными его специфическими свойствами. Аргонная сварка при правильном подходе, использовании качественных материалов и оборудования обеспечивает надежность соединения.
Cварка алюминия постоянным и переменным током
 Алюминий и его сплавы характеризуются легкостью, прочностью, устойчивостью к коррозии. Такой комплекс свойств делает металл широко востребованным в различных сферах промышленности. Сварка изделий из алюминия ведется практически всеми известными промышленными способами. Возможна работа с постоянным током обратной полярности и с переменным током.
Алюминий и его сплавы характеризуются легкостью, прочностью, устойчивостью к коррозии. Такой комплекс свойств делает металл широко востребованным в различных сферах промышленности. Сварка изделий из алюминия ведется практически всеми известными промышленными способами. Возможна работа с постоянным током обратной полярности и с переменным током.
- Особенности работы с металлом
- Сварка алюминия переменным током
- Сваривание постоянным током
Особенности работы с металлом
Сварка алюминия постоянным током или переменным сопровождается образованием защитной оксидной пленки на поверхности металла. Оксид алюминия – тугоплавкое соединение. Оно отрицательно влияет на стабильность процесса сваривания и снижает прочность сварного шва (образуются непровары). Эта особенность требует тщательного подхода к выбору материалов и методов работы.
Так, работать лучше вольфрамовыми электродами с использованием переменного тока. Постоянный ток тоже позволяет сваривать алюминий, но при условии обратной полярности. Разрушение тугоплавкой пленки происходит в полупериод обратной полярности. Прямая полярность – это большое количество брызг, проблемы со стабилизацией дуги и черный налет на поверхности шва (прожоги).
Сварка алюминия переменным током
Сварка алюминия переменным током производится в среде аргона или гелия. Режим работы тока — TIG.
Специалисты советуют использовать метод вытянутой руки, но без выхода электрода из защитной среды.
TIG-сварка применяется для изготовления металлоконструкций из алюминия в химической, пищевой, авиационной промышленности, в некоторых ядерных технологиях. В качестве присадки используют алюминиевую проволоку. Тонкие листы можно сваривать без присадки.
 Угол наклона горелки в вертикальной плоскости не менее 15 и не более 40 градусов.
Угол наклона горелки в вертикальной плоскости не менее 15 и не более 40 градусов.- Расход газа может достигать 12 л/мин в зависимости от диаметра форсунки.
- По окончанию сварки проводят продувку газом, чтобы защитить шов и охладить вольфрамовый электрод.
При аргонодуговой сварке рекомендуется подключать осциллятор дополнительно к основному источнику питания, чтобы облегчить поджиг. Устройство подает на электрод высокочастотные импульсы с большим напряжением, которые помогают ионизировать защитный газ. После зажигания дуги осциллятор работает в режиме стабилизатора, подавая импульсы только во время перемены полярности. Это позволяет добиться более ровного горения.
Сваривание постоянным током
Сварка алюминия на постоянном токе обратной полярности проводится в режиме MIG.
Лучше использовать импульсно-дуговые аппараты, в которых предусмотрена программа сварки алюминиевых сплавов.
Для создания инертной среды берут аргон. На электрод подключают положительный полюс, а на металлоконструкцию – отрицательный.
Обратная полярность нужна для создания термической нагрузки, при которой плавится оксидная пленка. Это обеспечивает надежное сваривание кромок изделия. Недостатком метода считается невозможность регулирования плотности тока.
Особенности сварки переменным током:
- Вертикальный угол наклона горелки должен находиться в диапазоне 10-20 градусов.
- Нельзя допускать попадания воздуха в среду защитного газа.
- Форсунка должна находиться на расстоянии 10-15 мм от металла.
Существуют технологии безаргонной сварки электродами на основе хлоридов и фторидов металлов. Эти соединения стабилизируют дугу и позволяют расплавить оксидную пленку.
При выборе метода сварки алюминия и его сплавов ориентируются на предназначение изделий и условия их эксплуатации. Качество сварного шва должно быть оптимальным для конкретных условий.
Как варить алюминий: обзор моделей и правила работы.

Сварка алюминия – сложный технологический процесс. Использование аргона во многом помогает его облегчить. Аргонодуговая сварка не столь распространена, как MMA или MIG, и в основном используется в профессиональной сфере. Но сейчас все больше и больше сварщиков хотят освоить этот метод. О том, как правильно варить алюминий аргоном, узнаете из данной статьи.
Содержание:
- 1. Сложности процесса
- 2. Какое оборудование необходимо?
- 3. Подготовка поверхности металла
- 4. Алгоритм сварки
- 5. Статьи по теме
Помимо производственной и строительной сферы, сварка с использованием аргона широко распространена в ремонте автомобилей. Есть и специализированные организации, которые оказывают услуги по аргонодуговой сварке. Скажем сразу, стоимость работ недешевая – за 1 см сварочного шва могут назначить цену в 100 – 120 рублей. Это обосновано сложностью технологии: далеко не каждый сварщик умеет варить аргоном – такие мастера на вес золота. Хотите стать одним из них? Тогда расскажем по порядку о тонкостях аргонной сварки алюминия.
Сложности процесса
- Алюминий – очень капризный металл, поэтому к нему нужен особый подход. Это обусловлено следующими его свойствами.
- Оксидная пленка – присутствует на поверхности металла и имеет температуру плавления выше, чем у самой заготовки. От нее нужно избавиться, не повредив при этом деталь.
- Большая усадка – может стать причиной изменения формы шва при его застывании.
- Легкая окисляемость – является причиной появления тугоплавкой пленки на расплавленном металле. Это препятствует образованию монолитного шва.
- Низкая температура плавления – данный вид металла начинает плавиться при температуре 660 °C. Поэтому при воздействии слишком высоких температур, необходимых для удаления оксидной пленки (свыше 2000 °C), металл теряет свою прочность.
- Сохранение цвета при плавлении – усложняет контроль состояния металла. Бывает сложно зрительно определить, что материал перегрет, поэтому могут возникнуть прожоги.
- Большая текучесть – усложняет формирование сварочной ванны, в некоторых случаях приходится использовать теплоотводящие подкладки.
- Высокая теплопроводность – требует проведения сварки с силой тока, в 1,5 раза превосходящей значение тока сварки сталей, которые плавятся при гораздо более высокой температуре.
- Подверженность образованию трещин и пор – является причиной ослабления сварного шва. Поры образуются при испарении водорода, содержащегося в алюминии, а трещины – при охлаждении детали (обычно происходит на заготовках из сплавов алюминия).
Часть этих проблем решает умение сварщика и правильная подготовка поверхности, а часть – аргонная сварка алюминия. Ведь аргон вытесняет кислород из зоны образования шва, создает электропроводную плазму, разрушает оксидную пленку. В результате удается получить качественное эстетичное соединение, не подверженное трещинам и деформации. Именно поэтому данный метод применяют при выполнении ответственных соединений. Но прежде чем описывать сам процесс, разберемся, что понадобится для работы.
Какое оборудование необходимо?

Важно помнить, что алюминий нельзя сваривать на постоянном токе прямой полярности, поэтому аппараты постоянного тока (DC) для работы однозначно не подходят. Нужен аппарат переменного тока (AC) либо универсальный (AC/DC). Очень удобны модели инверторного типа: к их достоинствам относится компактность, легкость регулировок, стабильность процесса сварки.
При покупке оборудования важно правильно определить необходимую для работы силу тока. Выбор делают исходя из толщины соединяемых деталей и типа шва. Например, для сварки металла толщиной 2 мм с отбортовкой кромок сила тока должна достигать 80 – 85 А. Если же работать с заготовкой толщиной в 4 мм и выбрать соединение встык, нужна сила тока до 150 А. Для сварки более толстого металла (до 5 – 6 мм) приходится делать двухстороннее соединение – сила тока может превышать 200 А (подробные рекомендации представлены в таблице).
Рекомендации специалистов. Выбирая сварочное оборудование, обратите внимание на модели BRIMA TIG-200 AC/DC и BlueWeld Prestige TIG 222 AC/DC HF/Lift. Они имеют микропроцессорное управление, бесконтактное высокочастотное возбуждение дуги, функцию форсирования дуги. Контроль рабочих параметров упрощается за счет электронного дисплея. Максимальное значение сварочного тока достигает 200 А. У аппарата BlueWeld предусмотрена защита от короткого замыкания и перепадов напряжения, есть возможность подключения водяного охлаждения для продолжительной работы без угрозы перегрева. Если вам нужен аппарат с большим значением силы тока, подойдет аргонодуговая установка СЭЛМА УДГУ-251 АC/DC (250 А), работающая от трехфазной сети. В конструкции предусмотрены колеса для удобства перемещения.
Также аргонодуговая сварка требует применения дополнительного оборудования: газового баллона, рукавов для соединения с рабочим инструментом, горелки. Оснасткой являются неплавящиеся вольфрамовые электроды и присадочный пруток (параметры выбора приведены в таблице).
Подготовка поверхности металла
Важным этапом является очистка кромок заготовок. Прежде всего нужно провести механическую обработку и обезжиривание. Для удаления жировых и масляных следов используют ацетон или другой растворитель. Также может потребоваться разделать кромки – обычно это необходимо заготовкам толщиной свыше 4 мм. Данный процесс заключается в их скосе, чтобы сварочная ванна находилась ниже поверхности детали – для формирования корня шва. Чтобы исключить прожоги, оставляют небольшое притупление. Для тонких деталей применяется метод отбортовки, то есть кромки загибаются под прямым углом относительно листа таким образом, чтобы при стыковке они плотно прилегали друг к другу. Правильная подготовка кромок перед аргонной сваркой алюминия поможет снять деформацию и напряжение в заготовке и повысит качество формирования шва.
Важно удалить с металла оксидную пленку. С этой целью кромки заготовок на ширине до 30 мм подвергают абразивной обработке, например, проходятся наждачной бумагой. Может использоваться и напильник.
Рекомендации специалистов. Чтобы обеспечить эффективный отвод тепла, заготовку размещают на стальной или медной прокладке. Особенно важна такая мера при работе с тонкими листами – это поможет избежать прожогов.
Алгоритм сварки
После того как детали будут готовы к сварке, необходимо правильно настроить сварочный ток, выбрать электрод нужного диаметра и присадочную проволоку. Воспользуйтесь информацией, приведенной ниже. Если сварочный аппарат двухрежимный, его нужно перевести в режим переменного тока (АС).
Таблица
| Способ формирования шва | Сила тока, А | Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм |
| С отбортовкой кромок | 45 – 50 | 1,0 | 1,0 | — |
| 70 – 75 | 1,5 | 1,6 – 2,0 | — | |
| 80 – 85 | 2,0 | 1,6 – 2,0 | — | |
| Встык, односторонний | 55 – 75 | 2,0 | 1,5 – 2,0 | 1,0 – 2,0 |
| 100 – 120 | 3,0 | 3,0 – 4,0 | 2,0 – 3,0 | |
| 120 – 150 | 4,0 | 3,0 – 4,0 | 2,0 – 3,0 | |
| Встык, двусторонний | 120 – 180 | 4,0 | 3,0 – 4,0 | 3,0 – 4,0 |
| 200 – 250 | 5,0 | 4,0 – 5,0 | 3,0 – 4,0 | |
| 240 – 270 | 6,0 | 4,0 – 5,0 | 3,0 – 4,0 |
 Рекомендации специалистов. Начало сварочных работ ведется на большем значении тока, так как необходимо хорошо прогреть металл. По мере формирования шва ток нужно убавлять, так как тепло распространяется по траектории стыка – это поможет избежать прожогов.
Рекомендации специалистов. Начало сварочных работ ведется на большем значении тока, так как необходимо хорошо прогреть металл. По мере формирования шва ток нужно убавлять, так как тепло распространяется по траектории стыка – это поможет избежать прожогов.
Важно правильно подобрать интенсивность подачи инертного газа. Во многом это зависит от силы тока и скорости ведения горелки. Например, при сварке алюминиевого листа толщиной в 1 мм с силой тока до 50 А расход аргона составляет 4 – 5 л/мин. Если приходится обрабатывать деталь толщиной в 4 – 5 мм, а значение сварочного тока превышает 150 А, расход увеличивается до 8 – 10 л/мин. Чрезмерная подача аргона в зону сварки может стать причиной подмешивания в газ воздуха, что негативно скажется на формировании шва. Если же, напротив, газа недостаточно, не удастся добиться эффективной защиты сварочной зоны от кислорода.
Рабочий процесс начинается с продувки газом. Для этого горелку включают на 20 секунд. Подносят рабочую часть к металлу на расстоянии до 2 мм – это оптимальное расстояние для возбуждения электрической дуги. Важно помнить, что аргонная сварка алюминия, впрочем, как и других металлов, не терпит разжигания дуги касанием. Поток аргона защищает зону сварки от кислорода, а электродуга расплавляет кромки и присадочную проволоку (при ее использовании). Для формирования шва следует держать горелку так, чтобы электрод был расположен под углом в 70 – 80° относительно детали.
Если вы используете присадочную проволоку, она должна подаваться под прямым углом относительно электрода. Проволока движется перед электродом, так удается лучше защитить шов. Подача присадочного материала осуществляется короткими возвратно-поступательными движениями. Процесс заключается в том, что проволока приближается к поверхности и касается кончиком, затем направляется назад и вверх. Недопустимы поперечные движения электрода и проволоки. Чтобы шов был равномерным, движения сварщика должны быть плавными. Если делать резкие движения, металл может разбрызгиваться.
Рекомендации специалистов. При аргонной сварке алюминия на протяжении всего шва старайтесь соблюдать одинаковое расстояние между электродом и заготовкой – оно должно быть не более 1,5 – 2,5 мм. Чем оно меньше, тем короче будет дуга, а металл расплавится равномерно. В итоге вы получите эстетичное и прочное соединение.
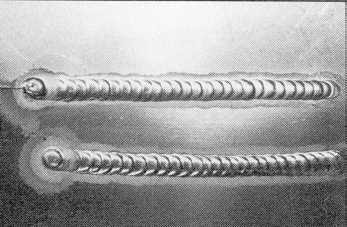
Из-за усадки алюминия при нагреве расплавленный металл быстро застывает. Поэтому углубление в конце шва при охлаждении может лопнуть. Чтобы этого не случилось, необходимо в конце шва направить дугу в обратную сторону и заварить это углубление. После окончания следует продуть горелку газом – не более 10 секунд. Как определить качество шва? Он должен иметь одинаковую ширину, а его структура – напоминать чешуйки. При этом не должно быть пузырей, наплывов и непроваров.
Вот и все, что нужно знать об аргонной сварке алюминия на начальном уровне. Надеемся, что наша статья помогла вам разобраться в технологии и особенностях процесса. Чтобы приступить к работе, вам понадобится оборудование для TIG-сварки. Купите его в нашем интернет-магазине и как можно быстрее приступайте к работе!

