Инструмент для разводки зубьев пилы
Как развести зубья у ножовки по дереву
Для обработки деревянных заготовок, изменения длины и формы часто применяется пила. Этот инструмент представлен сочетанием рабочей части и рукоятки. При этом рабочая часть представлена металлической пластиной с режущими элементами, которые расположены в определенной последовательности относительно друг друга. Только при правильном и своевременно обслуживании можно исключить вероятность износа изделия. Примером можно назвать разводку зубьев, которая выполняется время от времени для обеспечения плавного хода инструмента по полученному срезу.

Приспособление для развода зубьев пилы
Разводка режущей кромки в разные стороны позволяет исключить вероятность застревания полотна на момент работы. Примером можно назвать случай, когда при разрезе толстого бревна полотно нельзя сдвинуть с места и вынуть. Также пила может заклинить по причине нагрева металла и его расширения, горячая часть может разогреть смолу и превратить его в своего рода клей.
Использовать приспособление для разводки зубьев ножовок следует для того, чтобы избежать подобных проблем. Не стоит забывать о том, что допущенные ошибки при работе могут привести еще к большим проблемам. Провести рассматриваемую процедуру можно при применении следующих инструментов:
- Встречаются специальные механизмы. Они позволяют в ручном режиме провести смещение отдельных элементов относительно друг друга. Стоит учитывать, что подобный вариант исполнения изготавливается под определенные изделия.
- Чаще всего используются механические разводки. Они позволяют проводить изменение угла положения, а также их ширины. Этот инструмент характеризуется более высокой эффективностью в применении.
- Подручный вариант исполнения не предназначен для работы с ножовкой по дереву, но может применяться для этого. Примером назовем плоскогубцы и другие подручный инструменты, встречающиеся практически в каждой мастерской.

Если пиление проводится часто, то специалисты рекомендуют приобрести специальное приспособление, позволяющее быстро выставить требуемый угол.
Как правильно развести зубья ножовки?
Довольно распространенным вопросом можно назвать то, как развести зубья у ножовки по дереву. Если они смещены в одной линии, распил получается узким, и рабочая часть застревает в одном месте. При этом происходит быстрый нагрев металла, за счет чего он начинает расширяться. Чтобы провести развод зубьев качественно рекомендуется использовать специальные механизмы. Рекомендации по проводимой работе выглядят следующим образом:
- Пила зажимается в тиски для надежной фиксации. Исключить вероятность повреждения рабочей части можно за счет применения фанеры в качестве подкладки.
- Все режущие элементы отгибаются через один поочередно на рекомендуемый угол.
При рассмотрении того, как сделать развод на ножовке отметим, что несколько элементов, отклоненные на больший угол могут стать причиной усложнения пиления.
Требования к разводке ножовки
Для того чтобы правильно провести разводку нужно уделить внимание основным требованиям. Они следующие:
- Процедура проводится при фиксации инструмента.
- Должен строго выдерживаться требуемый угол, отклонение от него становится причиной снижения качества полученного среза.
- На момент работы уделяется внимание тому, чтобы поверхность не имела дефектов.

Стоит учитывать, что слишком большой показатель становится причиной увеличения ширина распила, за счет чего снижается показатель производительности. Именно поэтому для развода зубьев должно применяться специальное приспособление.
Разводка зубьев в домашних условиях
Сегодня в домашних условиях практически не встретишь специальные устройства, предназначенные для обслуживания ножовки по металлу. Однако даже при его отсутствии есть возможность провести работу подручными инструментами. Рекомендации следующие:
- Для начала ножовка должна быть надежно закреплена в тисках. Это связано с тем, что для загиба нужно прикладывать большое усилие.
- Провести загиб можно при применении пассатижей. Для того чтобы выдерживать правильный угол следует предварительно создать шаблон.
- Нельзя пропускать не один элемент режущей кромки. При этом следует уделять внимание состоянию поверхности, так как выявленные дефекты указывают на то, что ножовка по дереву не может использоваться.
Даже в домашних условиях при отсутствии специального механизма можно провести правильную разводку и существенно продлить эксплуатационный срок пилы по дереву. При этом важно выдержать требуемый угол, так как слишком широкий распил становится причиной существенного снижения производительности, слишком узкий приводит к нагреву рабочей части и ее сильному износу.
Некоторые фирмы предоставляют услуги, связанные с проведение подобной работы. Отметим, что стоимость специального механизма относительно небольшая, поэтому лучше всего его приобрести и процедуру можно будет проводить неоднократно.
Разводка для пил стальная STAYER MASTER 1529_z01




8 шт. за 1 080 р.
В упаковке 8 штук
Цена за упаковку: 1 080 р.
Цена за ед. товара: 135 р.

Спишите до 62 р. бонусами Начислим 1 бонус
- В вашем городе:39 шт.
На складе: 39 шт. - Самовывоз: сегодня, из 1 магазина
- Курьером: завтра, от 190 р.

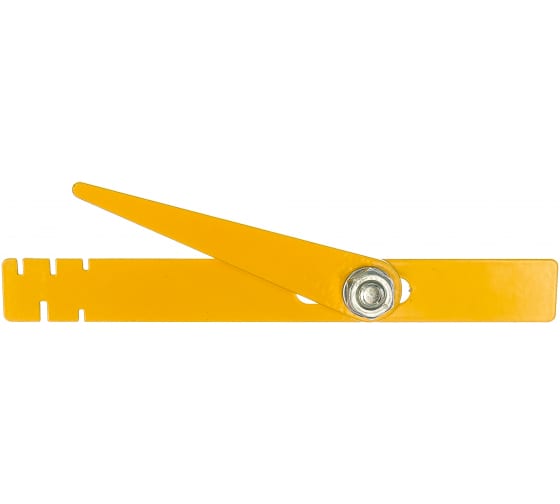
Разводка STAYER MASTER стальная 1529_z01 используется для ножовок по дереву с зубом 2-9TPI. Позволяет точно выставлять ширину разведения зубьев. Оснащена отверстием для подвеса.
Особенности регулируемой разводки для пил STAYER 1529_z01
Технические характеристики регулируемой разводки для пил STAYER 1529_z01
- *Производитель оставляет за собой право без уведомления дилера менять характеристики, внешний вид, комплектацию товара и место его производства. Указанная информация не является публичной офертой
Нашли ошибку в описании?
 Германия — родина бренда
Германия — родина бренда Китай — страна производства
Китай — страна производства
Информация об упаковке
- Единица товара: Штука
- Вес, кг: 0,10
- Длина, мм: 221
- Ширина, мм: 20
- Высота, мм: 66
Документация
- Сертификат дилера
- Скачать всю документацию
Сервисное обслуживание
Поможем решить любую проблему с товаром
Устраним любую неисправность по гарантии. Срок указан без учета логистики
Обращайтесь за обслуживанием в авторизованные сервисы производителя
Отзывы о разводке STAYER MASTER регулируемая 1529_z01
Вопросы и ответы о разводке STAYER MASTER регулируемая 1529_z01
Есть вопросы о товаре?
Расходные материалы для разводки STAYER MASTER регулируемая
Способы получения товара в Москве
Самовывоз
сегодня, из 1 магазина
Доставка курьером
завтра, от 190 р.
Транспортная компания
Рассчитать стоимость доставки
- Реквизиты
- Франшиза
- Социальная активность
- Информация для инвесторов
- Сертификаты
- Производители
- Правовая информация
- Распродажа
- Наши акции
- Наборы
- Поставщикам
- Организациям
- Франшиза
- Доставка курьером
- Доставка транспортной компанией
- Самовывоз
- Способы оплаты
- Сервисный центр ВсеИнструменты.ру
- Сопровождение обращений
- Обратная связь
Работа у нас
Вы принимаете условия политики конфиденциальности и пользовательского соглашения каждый раз, когда оставляете свои данные
в любой форме обратной связи на сайте ВсеИнструменты.ру
Разводки для пил в Москве
Разводка для пил
Разводка для пил стальная STAYER MASTER 1529_z01
1529_z01 Разводка для пил STAYER регулируемая 1529_z01
1528_z01 Разводка для пил STAYER силуминовая 1528_z01
Разводка STAYER MASTER стальная используется для ножовок по дереву с зубом 2-9TPI. Позволяет точно выставлять ширину разведения зубьев. Оснащена отверстием для подвеса. Технические характеристики регулируемой разводки для пил STAYER 1529_z01 Количество в наборе, шт 1 Па.
Стальная регулируемая. Разводка для пилы предназначена для равномерного попеременного разведения зубьев ножовки в разные стороны на заданный угол относительно продольной оси
Регулируемая разводка для пил STAYER MASTER, 1529_z01 — Универсальный инструмент для ножовок по дереву, позволяющий точно выставлять ширину разведения зубьев.. -Отверстие для подвеса: да -Для пил с зубом: 2 -9TPI
Производитель: STAYERКоличество пилок: 1 шт
Высококачественная разводка 1528_z01 от бренда STAYER служит для разводки режущей кромки пил по дереву с целью обеспечения плавности хода и устранения застревания инструмента в ходе работы, разводка предназначается для пил с зубом 2-9TPI. Износостойкий материал корпуса.
Разводка для пил STAYER MASTER, 1528_z01 — Универсальный инструмент для ножовок по дереву, позволяющий быстро и точно выстав-лять ширину разведения зубьев.. -Отверстие для подвеса: да -Для пил с зубом: 2 -9TPI
Надежная разводка 1529_z01 от производителя STAYER служит для разводки зубьев пил по дереву с целью обеспечения гладкости пиления и устранения застревания ножовки во время работы, разводка предназначается для пил с зубом 2-9TPI. Качественный материал корпуса устойчив к.

Тип: японская пила, материал обработки: дерево, длина полотна: 120 мм, шаг зубьев: 22, ручка: фиксированная
Разводка для пил STAYER 1528_z01, предназначена для ножовок по дереву, позволяющий быстро и точно выставлять ширину разведения зубьев
Разводка для пил STAYER 1529_z01, предназначена для регулирования ширины разведения зубьев ножовок по дереву
Разводка STAYER MASTER для пил силуминовая 1528_z01
Алюминиевая. Разводка для пилы предназначена для равномерного попеременного разведения зубьев ножовки в разные стороны на заданный угол относительно продольной оси
Универсальный инструмент для ножовок по дереву, позволяющий точно выставлять ширину разведения зубьев.Особенности:изготовлена из высококачественной инструментальной стали
Разводка для пил Stayer 1528_z01, предназначена для ножовок по дереву, позволяющий быстро и точно выставлять ширину разведения зубьев. Характеристики Отверстие для подвеса: есть Шаг зубьев, TPI: 2-9 Количество в наборе, шт: 1 Комплектация Разводка для пил — 1 шт
Полотно пильное (3680х20 мм) к пиле ленточной напольной В2-ФР-2П Станкостроитель
Разводка для пил Stayer 1529_z01, предназначена для регулирования ширины разведения зубьев ножовок по дереву. Характеристики Длина, мм: 170 Отверстие для подвеса: есть Шаг зубьев, TPI: 2-9 Материал: сталь Количество в наборе, шт: 1 Комплектация Разводка для пил — 1 шт
Универсальный инструмент для ножовок по дереву, позволяющий точно выставлять ширину разведения зубьев
Тип товара: Строительный аксессуар / инструмент Модель: 1528 Тип: Разводка Цвет: Комбинированная расцветка Назначение: Для пил
Универсальный инструмент для ножовок по дереву, позволяющий быстро и точно выстав-лять ширину разведения зубьев.Особенности:изготовлена из высококачественной инструментальной стали
Универсальный инструмент для ножовок по дереву, позволяющий точно выставлять ширину разведения зубьев. изготовлена из высококачественной инструментальной стали
Металлический дизайн рукоятки для лучшей надежности в своем классе Безинструментальная замена лезвий: в 10 раз быстрее Обрезиненная рукоятка для большего комфорта Компактный дизайн
Производитель: ЭнкорДлина полотна: 290 мм
Официальный дилер STAYER. Разводка для пил STAYER 1529_z01, предназначена для регулирования ширины разведения зубьев ножовок по дереву
Адаптер для пил Makita 5603; 5703; 5704; 5705 — 1 шт
Все Разводки для пил, представленные на данной странице, характеризуются отличными техническими характеристиками, высоким качеством исполнения и надежностью. Каждый из 34 товаров на сайте предлагается по привлекательной для Москвы стоимости. Для заказа доступны модели по цене от 12 до 1419 рублей.
Как правильно точить и разводить пилу
Как и любой инструмент, ручные ножовки нуждаются в уходе и обслуживании. Обеспечить высокую точность и чистоту реза можно лишь при том условии, что зубья правильно заточены и разведены. Для этого не нужно специального оборудования, достаточно простейшего инструмента и базовых знаний.
- Теоретическая часть
- Инструменты и приспособления, подготовка к работе.
- Развод зубьев пилы
- Профиль зубьев и углы заточки
- Процесс точения пошагово
- Подводка и правка

Теоретическая часть
Чтобы обеспечить высокое качество реза нужно понимать механизм воздействия кромок зубьев ножовки на обрабатываемый материал. В отличие от стали и пластика древесина — материал неоднородный, именно из-за этого качества и были разработаны несколько видов пил, отличающихся профилем зубьев, углом их заточки и степенью развода. Все разновидности ножовок по дереву, их характеристики и технические данные указаны в ГОСТ 26215–84.
 Основные типы зубьев ножовок по дереву. 1 — для поперечной распиловки Тип 1; 2 — для поперечной распиловки Тип 2; 3 — для продольной распиловки Тип 1; 4 — для продольной распиловки Тип 2; 5 — для универсальной распиловки
Основные типы зубьев ножовок по дереву. 1 — для поперечной распиловки Тип 1; 2 — для поперечной распиловки Тип 2; 3 — для продольной распиловки Тип 1; 4 — для продольной распиловки Тип 2; 5 — для универсальной распиловки
Существует три типа ножовок: для поперечного, продольного распила, а также универсальные. Основное отличие заключено в принципе резания: при распиловке древесины поперёк волокон на пути зуба встречаются фрагменты разной плотности. С одной стороны, это обстоятельство играет на руку: образующаяся стружка имеет меньший размер и легко удаляется из зоны контакта, что допускает наличие заточки с обеих сторон зуба для пиления, как в прямом, так и в обратном направлении подачи. С другой стороны, резание поперёк волокон происходит отчасти на удар, соответственно необходимы более тупые углы спусков режущих кромок.
Пиление древесины вдоль волокон можно охарактеризовать как повторяющиеся циклы микрострогания. Усилие, оказываемое на зуб, в этом случае равномерное, поэтому зубья имеют асимметричную форму и направлены острием в сторону резания. При этом кромка, образующаяся при вершине зуба, направлена строго перпендикулярно плоскости полотна. При пилении вдоль волокон образуется удлинённая стружка, отвод которой из зоны контакта затруднён. Также при продольном резании отмечается большее выделение влаги, смол и клейких веществ, что в сочетании с первым фактором не допускает пиления в обоих направлениях. Снятие стружки происходит при прямой подаче инструмента: перпендикулярное направление кромки способствует выбросу опилок в сторону пиления. При обратном движении обеспечивается удаление остатков стружки и самоочистка кромок.

Зубья всех типов ножовок имеют разводку, они поочередно наклонены в разные стороны от продольной оси полотна. За счёт этого в продольном профиле ряда зубьев ножовки образуется некое подобие ласточкиного хвоста — два набора режущих клиньев, сформированных остриями режущих кромок зубьев. Соответственно на дне пропила ножовка формирует две канавки, чем обеспечивается равномерный ступенчатый съём и эффективный отвод стружки.
Инструменты и приспособления, подготовка к работе.
Полотна ножовок по дереву изготавливают из коррозионностойких легированных сталей твёрдостью 40–50 единиц по HRC. Благодаря использованию такого материала инструмент сохраняет свои качества, даже если не использовался в течение нескольких десятков лет. Чтобы вернуть в строй даже старое ржавое полотно достаточно лишь правильно заточить и развести зубья, а для этого потребуется некоторый инструмент и оснастка. Сразу оговоримся, что современные ножовки с калённой зубчатой кромкой (где видны цвета побежалости) не точатся и не разводятся, разве только после отжига полотна.
Надёжное закрепление ножовки обеспечивается с помощью отрезка доски, на торце которой сделан пропил параллельно широкой стороне. Пропил нужно проделывать той же ножовкой, которая обрабатывается, глубина составляет порядка 70–80 мм. Полотно нужно вставить в пропил обухом вниз так, чтобы зубья выступали из пропила на высоту не менее 50 мм. Само деревянное стусло нужно зажать в тисках, либо закрепить к любому стационарному объекту, обездвижив полотно с помощью широкого и тонкого клина
 В качестве дальнейшего улучшения стусла можно использовать подобный держатель для быстрой фиксации полотна пилы
В качестве дальнейшего улучшения стусла можно использовать подобный держатель для быстрой фиксации полотна пилы
Обработка металлов такой твёрдости возможна ручным и механизированным способом. В первом случае можно использовать напильники твёрдостью 60 или 65 HRC, либо алмазные надфили. При механической обработке используется электрическое точило с установленным на нём камнем из белого электрокорунда на вулканитовой связке. Оптимальный диаметр круга — 120. 160 мм, желательно чтобы толщина не превышала 8 мм, в ином случае потребуется заправить торец до тарельчатого профиля. Зернистость абразивных частиц должна составлять Р 120–140 или выше.
Чтобы выполнить развод зубьев требуется инструмент под названием разводка. Это тонкая пластина на ручке, имеющая один или несколько поперечных надрезов разной ширины. Обух ножовки должен входить в один из пропилов настолько плотно, чтобы наклон рукоятки относительно полотна находился под прямым углом +/- 2°. Чтобы развод был равномерным и симметричным в обоих направлениях, на разводке крепится угловой регулируемый ограничитель в виде металлической дуги.

Развод зубьев пилы
Зубья ножовки разводят перед тем, как заточить. Полотно должно быть плотно зажато в тисках, зубья очищены от смолы и мелкой древесной пыли. Перед тем, как разводить зубья, нужно откалибровать инструмент. Для этого потребуется набор щупов и металлическая линейка. Величина, на которую следует отгибать зубья, установлена стандартом и составляет в среднем 1/10 шага или расстояния между вершинами. Измерив шаг зубьев, нужно подобрать соответствующий набор щупов или подкладок, общая толщина которого равна дистанции развода.
Вначале следует выбрать произвольный зуб и отогнуть его на некую величину, на глаз добиваясь правильной величины отгиба. После этого к плоскости полотна прижимается набор дистанционных подкладок, общая толщина которых эквивалентна величине развода. Металлическую линейку нужно прижать кромкой к подкладкам и добиться, чтобы при прохождении мимо вершины зуба обеспечивалось лишь лёгкое касание.

Далее всё просто: когда контрольный зуб отогнут на нужную величину, по нему устанавливается ограничитель наклона разводки, он должен упираться в бок полотна пилы. Иногда требуется сместить ограничитель, чтобы за счёт более сильного отгибания скомпенсировать обратную деформацию зубьев, появляющуюся вследствие упругих свойств полотна. Начиная от контрольного зуба, отгибают все остальные, поочередно в противоположных направлениях. Для ускорения процесса рекомендуется сначала делать отгиб только в одну сторону, а затем в другую, в обоих случаях отгибая зубья через один. Остается добавить, что развод в процессе эксплуатации садится в 2–3 раза медленнее заточки. Чтобы проверить, хорошо ли разведена ножовка, необходимо измерить штангенциркулем толщину зубчатой части в разных местах- она должна быть на 20% больше номинальной толщины полотна.

Профиль зубьев и углы заточки
Помимо стандартных полотен ножовок по дереву имеются и другие, определённые стандартами других стран. Однако, не смотря на все многообразие, существует некая единая тенденция в определении угла атаки зуба, угла заточки режущих кромок, а иногда и в методах доработки вершин.
Зубья ножовок первого типа имеют форму равнобедренного треугольника с углом при вершине (он же угол атаки) 40–50° для первого исполнения и 50–60° для второго. Для ножовок второго типа характерны более острые профили зубьев (менее 40°) и их наклонное положение в сторону реза (исполнение 1), либо прямоугольный профиль с пологой затыловкой. Ножовки третьего типа также имеют наклонное положение зуба, но при этом угол при вершине составляет 35–45°. Эта информация носит исключительно справочный характер: при заточке профиль зуба не меняется, но умение разбираться в типах полотен поможет определить правильную технику точения.

К наиболее популярным нестандартным типам полотен относятся кинжальные и «волчий зуб». Ножовки с кинжальным зубом очень схожи с полотнами первого типа второго исполнения по ГОСТ, их характерный признак — разная высота зубьев и большая толщина полотна, за счёт чего обеспечивается увеличение давления для снятия более крупной стружки. Профиль «волчий зуб» состоит из нескольких пар зубьев второго типа, чередующихся с зубьями первого типа, спаренных в М-образные хвосты. Основная трудность заточки таких пил заключается в необходимости индивидуально подобрать углы заострения кромок для зубьев каждого типа.
Процесс точения пошагово
При ручной заточке напильником проще контролировать съём материала и задавать корректные углы кромок. Полотно нужно зажать в стусле или тисках, обеспечив выступ зубьев над губками порядка 30–35 мм. Разводка выполняется до заточки по трём причинам:
- чтобы впоследствии не повреждались режущие кромки;
- чтобы заранее обеспечивался немного более сильный развод, что компенсируется снятием некоторой доли металла с зубьев;
- чтобы направленность режущих кромок и развод зубьев были однородными.
Важнейшее правило заточки ножовок по дереву гласит: зуб должен иметь плоскую боковую сторону со стороны, в которую выполнялся его развод. Таким образом, режущие кромки соседних разведённых зубьев направлены навстречу друг другу, то есть внутрь канала, образованного разводом.
После зажатия полотна необходимо уточнить угол заточки режущих кромок. В идеале он должен определяться твёрдостью обрабатываемой древесины, но поскольку ножовка используется для пиления различных пород, для всех типов профиля устанавливается универсальное значение 60–75° от плоскости зуба. Есть определённая трудность в том, чтобы определить угол заточки относительно плоскости полотна для уверенного контроля положения инструмента. Сделать это можно с помощью ровной металлической пластины, выбрав за эталон наименее изношенный зуб, обычно такой можно найти ближе к рукояти.

При заточке нужно обрабатывать те зубья, которые расположены кромками к себе. Выдерживая правильный угол между гранью напильника и полотном, а также немного наклоняя напильник в сторону кромок, нужно произвести 2–3 съёма материала с режущих граней, оказывая нажим при движении от себя. После каждого прохода нужно следить, чтобы металл снимался по всей поверхности грани, при необходимости корректируя положение напильника. Чтобы заточка была равномерной, количество движений напильника на каждом зубе должно быть одинаковым. Хорошим результатом заточки считается равномерное осветление спуска лезвия по всей площади.
Заточку лезвия на абразивном круге выполнить сложнее ввиду того, что полотно не имеет упора. Однако при должной сноровке можно добиться аккуратного съёма металла с обеих сторон каждого зуба. Как и при ручной заточке, движение режущего инструмента должно быть направлено в сторону плоской части зуба, таким образом, все полотно протачивается дважды с переворотом.
Подводка и правка
Сталь, из которой изготовлено полотно ножовки, обладает вязкостью, из-за чего возможно образование заусенцев на режущей кромке. Чтобы их снять, достаточно подчистить плоские грани зуба в направлении от основания к вершине. Поскольку править отогнутый зуб плоским напильником очень сложно, лучше использовать абразивную бумагу на 80–120 грит, свернув её в небольшую трубочку.

Для выполнения точных припасовочных пропилов многие мастера рекомендуют немного притуплять вершину зубьев, чтобы образовать третью режущую кромку. Делать это лучше миниатюрным надфилем с алмазной присыпкой, имеющим как минимум одну плоскую грань. Надфиль подводится к зубу таким образом, чтобы его рабочая поверхность располагалась перпендикулярно плоскости полотна (не зуба). Затем проводится 1–2 легких съёма, движение осуществляется от основания зуба к вершине.
Как заточить ножовку по дереву и развести зубья
Ножовки разных типов используются при выполнении повседневных работ на приусадебных участках, дачах, а также во время проведения ремонтов, при которых применяется натуральная древесина в качестве основного материала. Пила требует периодического обслуживания. В определенный момент нужно заточить ножовку по дереву, поскольку она стала выполнять свою функцию хуже, чем раньше. Чтобы не испортить полотно и вернуть инструменту былую производительность, нужно следовать нескольким простым советам.

Как определить момент, когда ножовку пора наточить
Чтобы не укорачивать срок службы полотна ножовки, точить ее нужно только тогда, когда она уже не может выполнять качественный рез, или же требует прикладывать больше усилий во время работы с ней. Основными признаками затупившейся пилы можно назвать следующие:
- закруглились кончики зубьев, исказилась их форма;
- изменился звук работы пилы: появилось ощущение, что древесина не разрезается, а разрывается по волокнам;
- снизилась скорость распила по сравнению с новой ножовкой;
- на разрезе стали появляться зазубрины и задиры;
- ножовку периодически клинит даже при ровном резе.

Если появился хотя бы один из перечисленных признаков, значит ручная пила нуждается в обслуживании. К нему относится как непосредственная заточка зубьев, так и их правильная разводка.
Общие требования к заточке
Заточка ножовки — довольно кропотливый процесс, в котором важна точность. Чтобы его облегчить, следует использовать только хорошие напильники и надфили, обладающие достаточной остротой. Если пилу приходится точить часто, лучшим решением будет завести отдельный комплект инструментов для этой работы. Перед заточкой не помешает посмотреть на зубцы ножовки. Если их оттенок темнее полотна — значит они каленые. Наточить такую ножовку по дереву не выйдет.
При заточке в домашних условиях следует снимать металл равномерно. На каждый отдельный зуб делается равное количество проходов надфилем, независимо от того, насколько он был изношен до коррекции. При этом нельзя менять угол заточки, задаваемый наклоном напильника, или же вращать его вокруг своей оси. Движения должны совершаться строго от себя, поскольку именно при такой технологии достигается эффективность снятия металла ножовки, а работник может уверенно контролировать инструмент в руках.

Для того, чтобы во время заточки не возникало дополнительных сложностей, полотно пилы следует жестко закрепить в тисках. Желательно наличие источника прямого света, который позволит не всматриваться в результаты работы.
Разводка зубьев
Начинается все с проверки расстояния между зубцами. Оно предназначена для того, чтобы пила не клинила в пропиле. Подгонять его следует под тот вид древесины, с которым чаще всего приходится работать. Если придется работать с твердыми породами дерева, зубцы разводятся на расстояние в 1,5-2 раза большее, чем толщина полотна. Для мягкой древесины следует развести зубья у ножовки на расстояние в 2-3 раза больше.
Одним из ключевых моментов при выполнении разводки является сохранение равномерности. Если зубья пилы будут отогнуты на разное расстояние от центра, это приведет к постоянным клинам и ухудшению качества среза и скорости распиловки древесины. Поэтому рекомендуется применять приспособление для развода зубьев, которое так и называется — «разводка». Благодаря упору с его помощью невозможно отогнуть зуб на большее расстояние, чем предусмотрено стандартом.
Зубцы делятся на две группы через один и загибаются последовательно по всей длине режущей стороны полотна. Сначала эта процедура проводится для одной группы, в которой разведенные зубья должны быть отогнуты в определенном направлении, потом она повторяется для противоположного направления.
Выравнивание высоты
После того, как была выполнена разводка, ножовку нужно проверить на одинаковость высоты зубьев. Так как усилие к ней могло прикладываться неравномерно, есть шанс появления зубцов с меньшим износом, которые будут выступать над остальными.
Чтобы выявить такие зубья на ножовке, можно воспользоваться простым методом. Для него понадобится плотная бумага или картон по длине режущего полотна. Лист нужно положить на ровную поверхность, например стол, хорошо выровнять, после чего с силой прижать к нему режущую часть полотна. Зубцы, которые выбиваются из общего ряда, сделают более глубокие вмятины на поверхности.

Благодаря этому их можно легко обнаружить и скорректировать до начала заточки. Чтобы убрать лишнюю высоту, применяются различные надфили. Во время выполнения этой работы следует стремиться максимально сохранить форму каждого зуба ножовки.
Необходимый инструмент для заточки
Чтобы выполнить такую, казалось бы, простую операцию потребуется довольно внушительный список инструментов. Однако, если какого-то из них нет под рукой, можно попробовать найти ему замену. Без чего не удастся обойтись, так это без верстака с тисками, поскольку только с их помощью пилу можно жестко зафиксировать для работы. Остальной перечень выглядит так:
- устройство «разводка», которую в случае отсутствия можно заменить качественными пассатижами. При этом придется самому определять примерное расстояние от центра для каждого зуба;
- точильный брус с наждачной бумагой или же набор надфилей и напильников;
- молоток;
- дополнительный источник света;
- в некоторых случаях для проведения точных замеров может понадобиться штангенциркуль и транспортир.


Отдельного упоминания стоит метод заточки ручных ножовок при помощи болгарки. В таком случае потребуется наличие непосредственно самой УШМ, верстака и пары струбцин, поскольку полотно нужно будет зафиксировать горизонтально.
Заточка пилы своими руками
Пила подготавливается к заточке путем фиксации в тисках, губки которых в идеале должны быть деревянными, чтобы не повредить поверхность пилы. Пошаговая инструкция по заточке ножовки по дереву своими руками выглядит следующим образом:
- Ножовка фиксируется максимально близко зубьями к губкам тисков, но так, чтобы не была нарушена их разводка во время зажимания воротка под углом в 90° к поверхности верстака.
- Напильник берется в рабочую руку рукоятью, второй рукой придерживается его кончик с обратной стороны. Так усилие будет распределяться равномерно.
- Заточка обычной ручной ножовки выполняется под углом 15-30° к зубцу. Если износ не слишком сильный, «родной» угол заточки будет хорошо просматриваться.
- Угол напильника к полотну должен составлять около 30-45°. Для этого нужно стать так, чтобы рабочая рука была ниже вспомогательной.
- Напильник должен перемещаться только от себя, с одинаковым усилием и количеством движений для каждого зуба. Для острого надфиля обычно достаточно 3-5 движений, чтобы выправить заточку отдельного зубца.
- Таким образом проходится одна сторона полотна, после чего оно переворачивается, фиксируется аналогичным образом, и действия повторяются для второй стороны.
Если при выполнении работ по заточке прикладывать неравномерное усилие или же делать разное количество движений напильником, это может привести к смещению зубьев по отношению друг к другу, искажению их размеров и формы. В конечном итоге такая ножовка будет требовать профессиональной переточки, а то и вовсе окажется непригодной для дальнейшего использования.
Заточка при помощи болгарки
Если есть желание, можно ускорить процесс, воспользовавшись электроинструментом. Для этого потребуется закрепить полотно пилы горизонтально таким образом, чтобы его зубцы слегка выступали за край верстака при помощи нескольких струбцин. Чем жестче будет фиксация, тем меньше будет погрешностей в заточке вследствие вибрации. Перед применением болгарки следует выполнить те же подготовительные операции, что и в случае с ручной заточкой, а именно проверку разводки и высоты зубьев.
Для снятия слоя металла применяются не шлифовочные, а отрезные абразивные диски. Дело в том, что интервал между зубьями невелик, и туда невозможно поместить толстый диск, не повредив соседний зубец. Оптимальными будут отрезные круги с толщиной 0,8-1,5 мм.
Во время выполнения работ обязательным является использование защитного инвентаря, как минимум специальных очков и перчаток. Это позволит защитить себя в случае повреждения отрезного круга. Щиток также должен быть смонтирован на положенном месте.
Диском нужно аккуратно проходить в пространстве между каждым зубцом, затачивая сначала одну сторону, а потом другую. При этом нужно довольно хорошо уметь обращаться с УШМ, поскольку угол заточки и количество снимаемого металла контролируется только самим работником. Если есть сомнения в успешности такого проекта, лучше сначала поэкспериментировать со старой ножовкой, которую будет не жалко испортить, чтобы набить руку.
Рекомендации
Устали от волны на доске? Мы расскажем как правильно разводить зубья ленточной пилы. Часть 2.
Любой лесопромышленник, собирающийся приобрести пилораму, естественно, надеется на получение прибыли. Но нужно помнить о том, что для стабильной работы лесопильного предприятия необходимо качественно подготавливать пилы. Причем делать это придется практически ежедневно. В предыдущих статьях мы рассказывали о наладке процесса пиления, о новом способе заточки ленточных пил, а также начали разговор об одном из самых сложных процессов при подготовке пил к работе — процессе разводки зубьев. В этой публикации мы подробнее поговорим об этом процессе.
II. Ручной усовершенствованный способ разводки зубьев (по типу пресса)
Чтобы при разводе не возникал эффект «качелей», необходимо перед нажатием толкателя на зуб так зафиксировать тело ленточной пилы, чтобы оно не имело возможности двигаться. Это можно сделать только при жестком зажатии тела пластиной под разводимым зубом.
Наиболее просто это можно сделать, разделив функции зажатия тела пилы и надавливания толкателем на зуб. Такие станки продаются. Однако разводить по очереди двумя движениями очень неудобно, хотя в принципе и возможно. Но главное состоит в том, что, хотя производители и решили проблему «качелей», сам станок делают очень некачественно, да к тому же и без некоторых основных узлов, что все равно не позволяет хорошо разводить ленточную пилу такими разводными.
Станок, который одним нажатием последовательно сначала жестко зажимает тело пилы пластиной, а затем производит нажатие толкателем на зуб, изготовлен очень хорошо и со всеми необходимыми узлами, смогла сделать только фирма IRN. Мы одними из первых, лет десять назад, приобрели у них такой разводной. До сих пор на нем разводятся пилы, и мы им очень довольны.
Когда мы начали три года назад продавать наши заточные станки с профильным диском, то в комплект к нему всем рекомендовали разводной станок фирмы IRN. Но в последние год-полтора с этими разводными стали возникать проблемы. Цена на них увеличилась в два раза — с 12 тыс. до 25 тыс. рублей, а главное, качество изготовления ухудшилось. По крайней мере, многим из тех, кто брал этот разводной в комплект к нашему заточному, приходилось сначала привозить его к нам на доработку, после чего проблем с разводом ленточных пил у них уже не было.
Чтобы таких проблем у пользователей больше не возникало, нами был разработан и сейчас начинается серийно выпускаться разводной станок под индексом РС30/60.
III. Развод двух зубьев сразу
Станки, производящие развод двух зубьев сразу, изготавливаются следующих видов:
• вместе с заточным станком;
• отдельно только разводной станок, работающий от двигателя;
• отдельно только разводной станок с ручной подачей в виде колеса ( фото 1 ) или рычага.
Станки для этого варианта сильнее всего рекламируются продавцами, потому что они вроде бы должны облегчать работу заточнику, проводя развод двух зубьев сразу на обе стороны ленточной пилы. Это очень хорошая рекламная «лапша» для ушей тех, кто никогда самостоятельно не разводил ленточные пилы. Те же, кто хотя бы раз готовил пилу к работе, прекрасно знают, что каждый зуб на пиле разводится индивидуально. Зуб всегда отводится толкателем на величину, большую, чем необходимый развод. При отводе толкателя обратно зуб всегда отпружинивает на некоторое значение назад. Причем даже для одной пилы отпружинивание назад каждого конкретного зуба может колебаться в пределах 5 — 25 единиц индикатора. Поэтому заточнику практически всегда приходится делать два-три нажатия, часто до разных значений индикатора каждое (то есть с разным усилием), для получения необходимого значения развода. Также встречаются зубья, которые пружинят хуже других и уже при одном-двух нажатиях до показаний индикатора, как на хорошо пружинящих зубьях, остаются на значениях, больших, чем необходимый развод, и их приходится специально отгибать обратно.
Теперь вам должно быть понятно, что одним нажатием хорошо развести два зуба сразу просто невозможно. Но станки хорошо продаются, и некоторые даже довольны получаемым результатом. Разводя пилу на таком станке, всегда надо знать: вы никогда не получите гарантированно хороший развод ленточной пилы. Развод всегда будет непредсказуем. При небольших подачах каретки, случайно попавшейся партии пил с более менее одинаково отпружинивающими зубьями, новым чистым механизмом иногда удается пилить нормально. Но проблемы обязательно возникают потом. А вот искать причину этих проблем начинают где угодно, только не в разводном, считая, что он очень хороший. Почти на всех таких разводных производители даже индикаторы не ставят. Объясняя это тем, что вы один раз все установите, а дальше только разводите: молоточки бьют всегда одинаково и чего тут проверять. А вы проверьте и убедитесь сами, какой большой разброс в значениях развода на самом деле.
К тому же на точность получаемого развода в этих станках сильно влияют те же причины, что и в классических: попадание грязи в механизм, риски на упоре толкателя и опорных пластинах. Особенно сильно сказывается высота разводимой части зуба.
IV. Автоматический
Единственный действительно автоматический разводной станок изготавливается фирмой Wood-Mizer. Развод каждого зуба производится с одной стороны пилы пневмотолкателем несколькими регулируемыми по силе ударами с постоянным контролем по электронному микрометру реально получаемого развода. Следующий зуб для развода толкателем автоматически будет подан только после того, как индикатор покажет заданное значение. После окончания развода одной стороны станок останавливается. Затем пила снимается со станка, выворачивается, снова устанавливается на станок, и производится развод с другой стороны.
Станок был бы очень хорош, если бы не его цена. Она на сегодняшний день составляет примерно 350 тыс. рублей, что неоправданно даже для сервисных центров, не говоря уже о простой пилораме. И хотя представители фирмы Wood-Mizer утверждают, что они продают эти разводные станки, я лично их ни разу в работе не встречал и видел только на выставках.
Рекомендации по подготовке разводного станка к работе
Индикатор
• Перед разводом необходимо обязательно деревянным бруском снять заусенцы, образовавшиеся после заточки, иначе индикатор будет давать неверные показания.
• Если у вас индикатор ведет измерения в дюймах, лучше сразу заменить его на индикатор, измеряющий в миллиметрах, так как одно деление индикатора в дюймах соответствует приблизительно двум с половиной делениям индикатора в миллиметрах. Таким образом, когда заточник делает допуск в два деления в дюймах, это соответствует пяти делениям в миллиметрах, что очень много, и наоборот допуск в два деления в миллиметрах соответствует всего половине деления в дюймах. Разводка, когда индикатор отградуирован в миллиметрах, становится более точной. Пила пилит равномерно, без рывков.
• Головка индикатора должна ходить мягко, без заеданий и не застревая.
• Для того чтобы острие зуба обязательно упиралось в плоскость торца индикатора, он должен иметь диаметр 7 — 10 мм.
• Каждый день или хотя бы раз в неделю обязательно надо проверять ноль индикатора. Для этого берется стеклянная (ее проще сделать) или металлическая пластина толщиной не менее 2 мм, длиной 100 — 150 мм (так чтобы она становилась на опорные точки) и шириной 40 — 50 мм. Пластина ставится на место пилы, фиксируется подпружиненными упорами или упорной пластиной, которые должны прижимать тело пилы к неподвижной пластине, и выставляется ноль.
Поскольку стекло практически идеально ровное, ноль выставляется очень точно, главное здесь не передавить, иначе стекло просто расколется.
Неподвижная и подвижная пластины
• Плоскости пластин должны быть прямоугольными, без изгибов, выработки и грязи. Торец неподвижной пластины, к которому прижимается зуб, должен быть прямым, без выработки.
• Перед каждой разводкой пластину обязательно надо почистить, иначе прилипшая на нее грязь обязательно собьет разводку и сделает ее неравномерной.
Опорные точки
• По мере работы опорные точки изнашиваются, в них появляются углубления, в которые может время от времени попадать спинка ленточной пилы, и зубья будут разводиться на разной высоте. Пила будет пилить рывками. Изношенные опоры необходимо заменять.
Подпружиненные упоры
• Следите за тем, чтобы во время надавливания на зуб для развода тело ленточной пилы не отжималось от неподвижной пластины, то есть пружинам упоров хватало силы его держать. Если все же тело отходит, попробуйте подтянуть пружину специальными винтами.
• Также надо следить за износом торцов этих упоров. Они должны прижимать тело всей плоскостью. Если вы это упустите, то получите «качели».
Постарайтесь заставить заточника делать допуск при разводе не более двух-трех делений. Тогда пила будет пилить долго и качественно. Но, как показывает практика, обычно делается допуск пять-десять делений.
В этом случае даже самая лучшая ленточная пила может заволнить уже после первого бревна.
Для проверки разводки отдельно продаются недорогие индикаторы. Если вы хотите, чтобы заточник более ответственно относился к разводке, купите этот прибор и хотя бы иногда им пользуйтесь.
Очень важно устанавливать начальное положение пилы в разводном устройстве (рис. 2). Многие ставят нижний уровень по впадине зуба. Это неправильно. Развод зуба получается дугой от корня. Это очень большой рычаг, поэтому уже при небольшом затуплении, а на сучках, скорее всего, сразу пила будет волнить. Нижнюю границу необходимо устанавливать в зависимости от типа пилы, учитывая, что чем она меньше, тем устойчивее будет пила в пропиле. Но при этом надо всегда помнить: чем сильнее зафиксирован каленый зуб в теле пилы, тем расстояние должно быть больше. Иначе при разводе вы просто будете ломать зубья.
• Constant hardness — 3 мм.
• Flex back — Hard Edge, Hard Back при слабой фиксации зуба — 3,5 мм.
• Flex back — Hard Edge, Hard Back при средней и сильной фиксации зуба — 4 мм.
Но даже при правильной установке высоты при смятой опорной плоскости неподвижной пластины вы все равно получите радиус (рис. 2а) и соответствующее качество пиления. Необходимо, чтобы плоскости неподвижной пластины были ровными, тогда конец зуба будет отгибаться по ломаной и тем самым приобретет максимальную устойчивость к нагрузкам (рис. 2б).
Толкатель зуба
Упор толкателя должен приходиться приблизительно на 2 мм ниже вершины зуба, тогда развод будет проводиться нормально.
Внимание. Зубья надо разводить не одним сильным нажатием, а двумя-тремя не очень сильными. Тогда вы всегда правильно разведете зубья и ни один не сломаете.
Если вы перегнули каленый зуб, отгибая его назад, нужно браться, чтобы он не сломался, не за режущую кромку, а чуть ниже, за спинку.
Даже хороший заточник в силу описанных выше причин никогда не знает, правильно ли он развел ленточную пилу. Необходимо, чтобы заточник обязательно, после того как был проведен развод в одну сторону, снова быстро просмотрел развод 7 — 15 зубьев. Если развод соответствует тем значениям, которые должны быть, тогда все в порядке и можно работать дальше. Если же он увидит другие цифры, необходимо срочно приводить станок в порядок, иначе получится заколдованный круг. Пила плохо пилит, волнит, испытывает сильные напряжения, быстро возвращается к заточнику, у него растет объем работ. Вместо трех-пяти ленточных пил в день, ему надо делать 10 — 15. Пилы мало пилят и быстро рвутся. В итоге из-за одной неверной операции в убытке все: хозяин теряет деньги на пилах, заточник не справляется с объемом работ, рамщик не может нормально работать.
Теперь вы знаете, как правильно подготовить ленточную пилу к работе. Важно помнить, что пилорама приобретается для получения прибыли. Поэтому на любую пилораму необходимо ежедневно качественно готовить пилы. Распиливание пиловочника ленточными пилами действительно может дать очень хороший доход, если все делать грамотно. Следующие статьи будут посвящены настройкам самой пилорамы и тому, как привить своим рабочим навык выпускать только качественный пиломатериал с максимальным выходом продукции.



