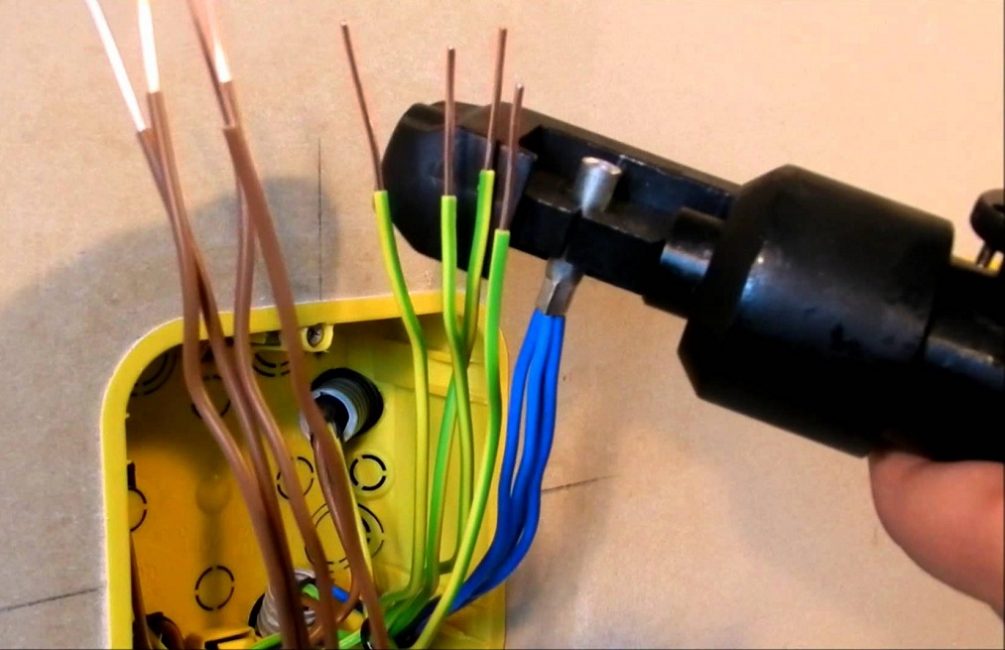
Инструмент для скрутки проводов в распределительной коробке
Способы соединения проводов в распределительной коробке

Существует много способов соединения между собой проводов. Для того, чтобы выбрать каким способом вы будете соединять провода, вам необходимо иметь представления о всех способах.
Выбор способа соединения проводов зависит от нескольких факторов.
- Материал из которого сделана жила провода (алюминий или медь).
- Сечение жил (маленькое, большое, одинаковое, разное).
- Количество проводов.
- Условия воздействия на соединение (на улице, в доме, в земле, в бетоне)
- Структура жилы провода (многопроволочная или однопроволочная).
Рассмотрим возможные способы соединения проводов в распределительной коробке.
Соединение при помощи скрутки

Метод состоит в скрутке двух и более проводов между собой с предварительным очищением изоляции.
Плюсы соединения проводов скруткой заключаются в том, что этот метод материально не затратен и прост.
Минус в ненадежности этого соединения и невозможности соединить провода различной структуры (меди и алюминия).
Да и ПУЭ этот метод не упоминается как разрешенный. Многие говорят что это дедовский метод.
Но этот метод до сих пор пользуется популярностью совместно с такими способами как сварка и пайка.

Но скрутку можно сварить. И в ПУЭ сварка разрешена.
Сварка проводов

Сварка проводов заключается в том, что концы проводов свариваются при помощи специального аппарата. На конце скрутки получается капля из сваренных проводов. В месте сварки скрутка представляет собой единое целое и провода в этом месте не окисляются.
Соединение получается качественное и долговечное. Минусы в том, что для производства качественной сварки требуется специальное оборудование (специальные сварочный аппарат), необходимы навыки работы, трудоемкость, неразъемность соединения.
Для сварки можно использовать и инверторный сварочный аппарат, но тогда сварка оказывается хрупкой, так как напряжение сварки 40-90 вольт. Тогда как для сварки проводов лучше всего использовать аппарат с выходным напряжением 12-36 вольт.
Пайка проводов

Пайку проводов используют вместе со скруткой. Концы скрутки паяют с помощью простого или специального паяльника для пайки скруток.
Концы проводов опускают в специальную ванночку в которой находится расплавленное олово. В зависимости от размера и мощности специального паяльника можно паять скрутки из разного количества проводов.
Всем хороша пайка! Но есть у неё и недостатки – это необходимость иметь специальный инструмент. Многие пишут ещё что неудобство в том что пайка неразъемная. А зачем её разбирать? Сделал, изолировал, закрыл коробку и забыл!
Соединение проводов с помощью колпачков СИЗ
(соединительных изолирующих зажимов)

О СИЗах я уже писал. Это пластиковые колпачки с конусной пружиной внутри.
Данными колпачками очень хорошо соединять многожильные провода. СИЗы в основном используются при подключении люстр, светильников, разводки проводников в самой люстре.
Но можно использовать и для усиления скруток в распределительных коробках. Также накручивают СИЗы и на скрутку из алюминиевых проводов.
Плюсы соединения колпачками СИЗ это:
Низкая их стоимость, простота соединения, противовозгараемые свойства колпачков, маркировка по цветам.
Из минусов – это не очень высокая надежность такого соединения.
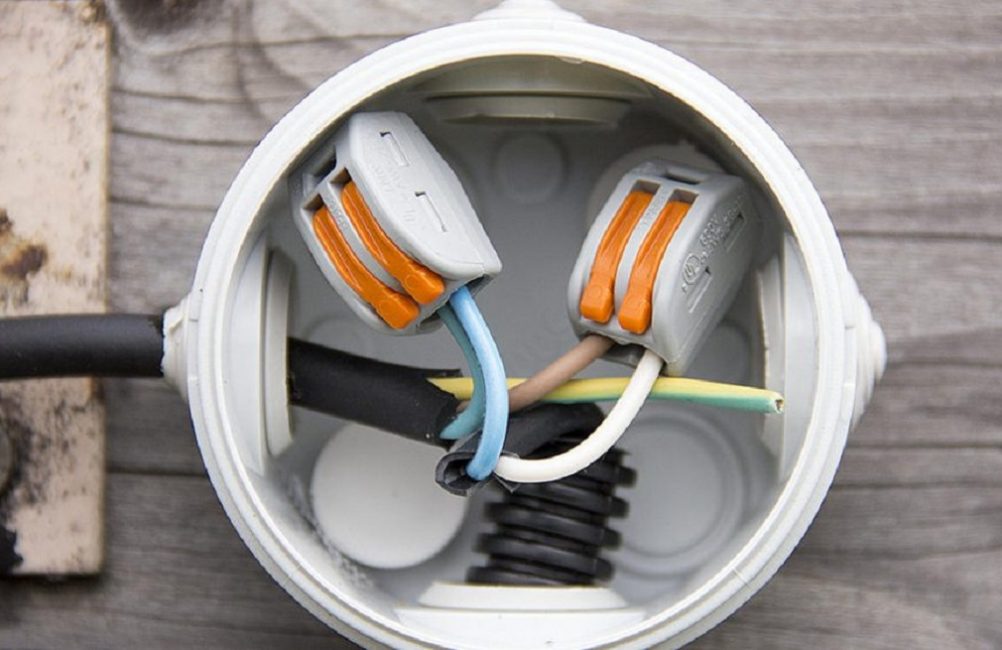
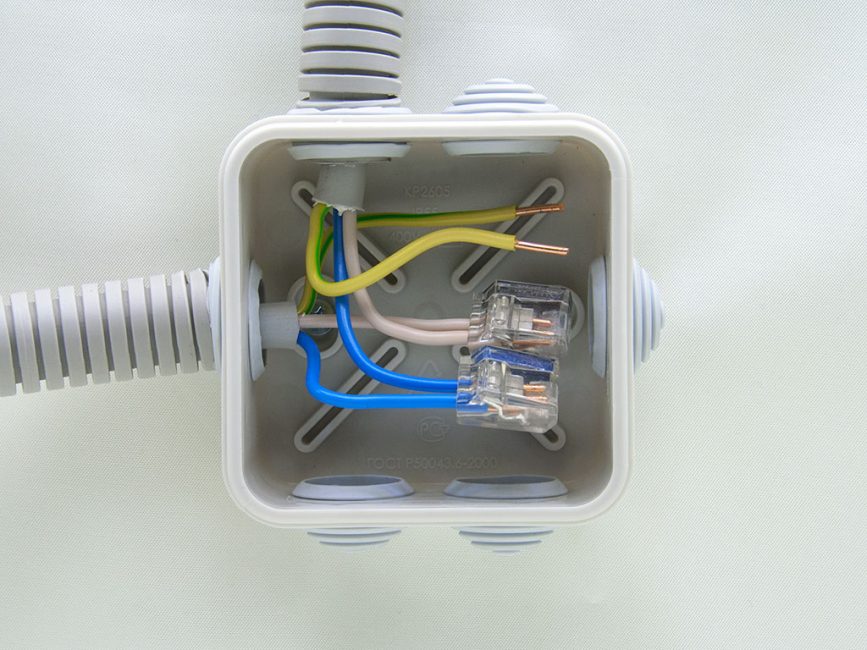
С помощью клеммников Wago

Самозажимные клеммы Wago сделаны на основе пружинящего эффекта специальной прижимной пластины. С помощью рычажковых клемм Wago можно соединять как провода из моножилы, так и многожильные провода. Есть специальные клеммники Wago со смазкой, с помощью которых можно соединять алюминиевые и медные провода.
Если эти клеммники настоящие, не подделка то они могут выдержать достаточно большой ток. Есть мастера которые применяют эти клеммники для соединения проводов в коробках. Я бы не стал этого делать. Да и в ПУЭ об этом ничего не сказано.
Клеммники Wago удобны для подключения точечных светильников, люстр, расключения проводов в люстре.
Достоинства данного способа – это простота соединения, легкость, довольно хорошая надежность, можно соединять провода из разных металлов.
Недостатки – это стоимость клеммников.
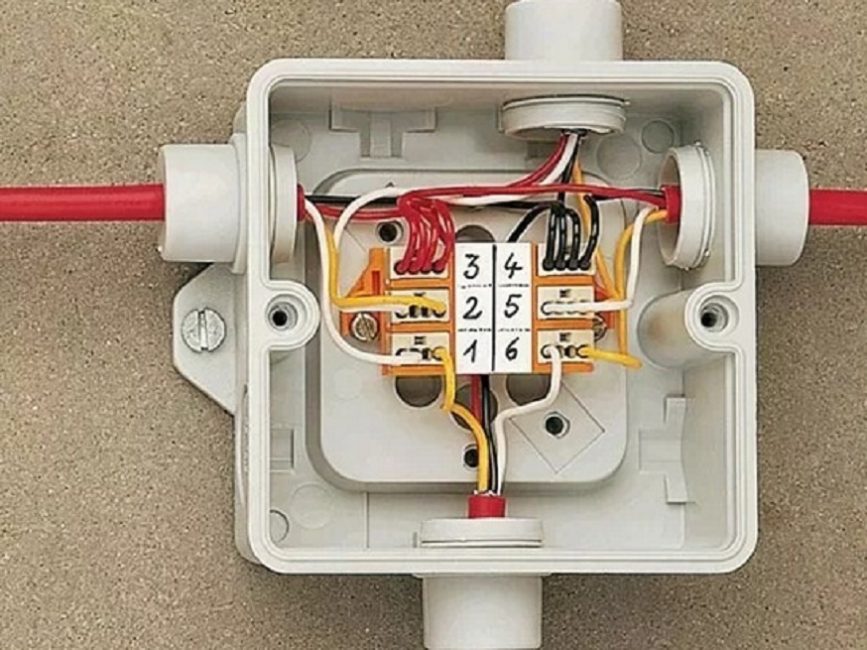
Соединение с помощью клеммных винтовых колодок

Клеммные винтовые колодки бывают разных размеров. В зависимости от сечения провода выбираем размер клеммной колодки. Как по мне, я бы не стал соединять провода в коробке при помощи клеммных винтовых колодок. Если только деваться уже некуда. Тем более что колодки продаются сейчас неудовлетворительного качества.
Как максимум – это соединения проводов при монтаже люстр, бра, точечных светильников.
Плюсы этого способа – простота монтажа, невысокая цена колодки, возможность соединения проводов из разных металлов. Минусы – качество соединения. Винты нужно время от времени подтягивать.
Соединение с использованием болта

Кроме болтов нужно еще иметь две гроверные шайбы, обыкновенные согласно количеству соединяемых проводов и гайки соответствующего диаметра. Очищаем провод от изоляции на нужную длину, из очищенного провода делаем кольцо соответствующее диаметру болта и соединяем как показано на рисунке. Чтобы между каждым проводом была шайба.
Гайки закручиваются по часовой стрелке, значит направление кольца должно быть тоже по часовой стрелке, дабы кольцо не разошлось. Затягиваем очень хорошо, только резьбу срывать не надо. Если ещё законтрогаить – фиг что будет такому соединению.
Плюсы – простота, дешевизна, надежность, можно соединять провода из разных металлов. Минусы – громоздкость. Если нужно сделать такое соединение в распределительной коробке, то коробка нужна соответствующего размера.
Соединение с помощью зажима “орех”

Зажим “орех” представляет собой две пластины со специальными выемками для проводов и скрепленных между собой по углам четырьмя винтами. Всё это заключено в пластиковую оболочку, как показано на рисунке.

Пластиковый корпус состоит из двух половинок, скрепленных между собой специальными пружинными зажимами.
Для соединения нужно вставить соединяемые провода между пластин предварительно очистив их концы от изоляции и затянуть винтами. После чего на соединение нужно надеть пластиковый корпус. Какая-то дополнительная изоляция не нужна.
Преимущества – простоты соединения, небольшая стоимость “ореха”, можно соединять провода из разных металлов. Недостатки – нужно периодически подтягивать винты, которые ослабляются со временем.
Опрессовка гильзами

Для опрессовки гильзами нужно иметь провода и гильзы. Да еще специальные клещи для опрессовки. Гильзы существую разного диаметра. Подбираем гильзу в зависимости от сечения и количества соединяемых проводов.
Очищаем концы проводов от изоляции на нужную нам длину, складываем вместе вставляем в гильзу и клещами опрессовываем в нескольких местах.
С помощью гильз можно соединять также провода из разных металлов, вставив их с разных концов гильзы.

Достоинства такого соединения – качество, можно соединять провода из разных металлов. Недостатки – нужен специальный инструмент, процесс соединения требует большего времени.
Соединять провода опрессовкой можно также в распредкоробке.
Мы рассмотрели способы соединения проводов.

Прочитав статью вы решите какой способ выбрать вам. Какой бы способ вы не выбрали, нужно чтобы соединение проводов было надежным и долговечным.
Как и чем спаять провода в распределительной коробке
Все без исключения электромонтажные схемы предусматривают наличие разветвления и соединения кабелей и проводов. Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
- Для чего нужны распределительные коробки
- Общие правила коммутации
- Преимущества пайки в сравнении с другими способами соединения
- Пайка проводов
- Выбор мощности паяльника
- Тип припоя
- Защита места пайки от окисления
- Технология пайки и лужения
- Пайка с помощью горелки и тигля
- Меры предосторожности
Для чего нужны распределительные коробки

Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника. Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Преимущества пайки в сравнении с другими способами соединения

Инструмент для снятия изоляции с проводов – стриппер
Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Пайка проводов

Снятие изоляции с провода
Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг. Запас в данном случае также неуместен.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
 Основные виды соединения проводов под пайку
Основные виды соединения проводов под пайку
Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника

Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» — припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
Как можно соединить провода в распределительной коробке?
Соединение проводов влияет на безопасность и надежность электропроводки. Выполняется разными способами, с использованием соединительных устройств, приспособлений в зависимости от характеристик проводов.
Почему используют распределительную коробку?
Распределительная (иначе распаечная, разветвительная) коробка — это вид монтажной коробки в которой выполняется коммутация проводов, электрические соединения. Может быть круглой, прямоугольной, квадратной по форме, пластиковой, стальной, стеклопластиковой, алюминиевой по материалу.

Устройство является контейнером, назначение которого при любом способе соединения проводов в распределительной коробке, — скрыть разветвление электросети. Кроме того, он позволяет эффективно перераспределять нагрузку на сети, предотвращать в них короткие замыкания.
Существует много способов как соединить провода в распределительной коробке. Самый простой — скрутка — был раньше приоритетным. Сегодня считается опасным, ненадежным. Ему на смену пришли специальные соединительные устройства, приспособления, разработанные под различные характеристики соединяемых кабелей.
Способы соединения проводников
Правильно соединить провода между собой, значит, обеспечить надежность и безопасность электрической сети. Виды соединения проводов многочисленные. Можно использовать давно применяемые — скрутку, пайку, болтовое соединение. Проще и быстрее выполнить работу, применив соединитель кабельный — специальное устройство, позволяющее надежно соединять кабеля разного диаметра, одно- и многожильные, из различных материалов,
Использование клеммных колодок
Колодки для соединения проводов являются видом электроустановочных изделий. Их называют клеммниками, клеммами, клеммными блоками, терминальными блоками, КБ, клеммными зажимами, клеммными соединителями. Содержат 2 металлических контакта или больше. Последние имеют узлы, в которых закрепляются кабели, и размещены внутри диэлектрического корпуса, часто герметичного (заполненного гелем).

Существует много видов клеммных соединителей. Их различают:
- по способу монтажа: винтовые, разъемные, нажимные, барьерные, проходные;
- одно-, двух- и многорядные;
- для одно- двух-, трехрядных и многоярусных кабелей;
- угловые и прямые;
- для одно- и многожильных, гибких проводников;
- по способу зажима провода: винтовые, пружинные, ножевые, концевые.
Соединитель кабельный недорогой. Содержит зажимную клеть, заключенную в корпус из пластика. Для изготовления зажима используется фосфористая бронза, нержавеющая сталь; корпуса — полиамид; винтов — латунь, никелированная или оцинкованная сталь.
Соединяют электрические провода устройством в таком порядке:
- с концов кабелей снимают изоляцию;
- 1 проводник вставляют в зажимную клеть, фиксируют, в зависимости от вида клеммника винтом, пружиной, ножом;
- для образования сети в него устанавливают еще 1 или несколько проводников и зажимают тем же способом.
Пружинные клеммы
Это клеммные колодки, в которых фиксация кабелей производится пластиной (шиной) под действием усилия пружины. Виды соединения электрических проводов с помощью таких устройств:
- быстрые, позволяющие экономить до 80% времени электрика-монтажника;
- не требуют применения отвертки — проводник фиксируется механизмом клеммы после вставки;
- обеспечивают постоянное контактное усилие на проводник, не деформируют его;
- позволяют соединять разные по материалу, сечению кабели.

Как соединить два провода:
- снимают с проводников изоляцию (1 см);
- поднимают рычажок на корпусе клипсы;
- вставляют конец кабеля в соединитель;
- опускают рычажок на место.
Имеются варианты клеммников без рычажков. В них провод автоматически зажимается после ввода в паз соединителя. Большинство из них выпускается заполненными внутри специальным гелем, что делает устройства герметичными соединителями, обеспечивающими высший уровень защиты.
Установка колпачков СИЗ
Соединитель кабельный данного типа представляет конусный колпачок, изготовленный из негорючего пластика. Внутри может содержать конусную металлическую пружинку или втулку с крупной резьбой. Используется для более качественного соединения скруткой, защищает его, обеспечивая надежную изоляцию.

Колпачки с пружинкой накручивают на выполненную заранее скрутку. Пружинка за счет давления проводников раздвигается, обеспечивая дополнительное сдавливание места соединения.
Колпачки с резьбой можно накручивать на концы кабелей без устройства предварительной скрутки. Сделав 2-3 поворота, получают надежное соединение скруткой внутри колпачка СИЗ.
Опрессовка специальными гильзами
Соединитель электрических проводов представляет трубчатые элементы — гильзы. Подходит для сетей со средним и большим током. Обеспечивает хороший электрический контакт, прочность соединения — самую высокую среди применяемых методов. В минусах способа — проводник в дальнейшем нельзя разъединить.

Производят соединение проводов без пайки в таком порядке:
- Снимают у кабелей на концах изоляцию. Применяют нож, специальный инструмент.
- Концы вставляют внутрь трубки из аналогичного материала. Размещение должно быть плотным — доуплотнение, если необходимо, делают, вставляя в трубку отрезки оголенного кабеля.
- Проводят обжатие гильзы, используя специальные пресс-клещи. Делают это вблизи обоих ее концов, причем в разных направлениях. Если сечение гильз больше 120 мм², соединитель кабельный опрессовывают инструментом, имеющим гидравлический привод.
Получаемое с помощью специальных обжимных гильз объединение проводов необходимо изолировать.
Пайка или сварка
Надежное соединение проводов в электросети обеспечивается их сваркой. В результате образуется цельный проводник, который не окисляется, имеет минимальное сопротивление, исключает замыкание.

Как правильно соединять провода сваркой:
- с проводников снимают изоляцию, зачищают жилы наждачной бумагой до блеска;
- соединяют провода скруткой;
- в углубление угольного электрода засыпают флюс;
- включают сварочный аппарат (24 В, минимальная мощность — 1 кВт), прижимают электрод к месту сварки, держат, пока не образуется контактная точка в виде шарика;
- счищают с места сварки флюс, покрывают контактную точку лаком;
- изолируют соединение.
Такие же результаты дает пайка электромонтажных соединений. Проведение ее аналогично сварке. Отличие:
- в использовании припоя, который расплавляется паяльником;
- обязательном заполнении припоем скрутки внутри.
Пайка соединяет кабеля надежно, но способ не эффективен:
- если кабели подвергаются воздействию тепла;
- когда соединения подвергаются механическим воздействиям.
Соединение проводов в распределительной коробке: типы соединений и их применение
Для разводки электропроводки используют специальные устройства, называемые распределительными (распаечными) коробками. Их монтаж полностью исключает вероятность выхода оголенных жил наружу. Соединение проводов внутри распределительной коробки допускается только посредством сварки, опрессовки и посредством специальных зажимных устройств.
Назначение распределительных коробок
Распредкоробка может иметь любую форму – квадратную, прямоугольную, круглую или даже овальную
При прокладке электропроводки ее разводят равномерно от щитка ко всем помещениям. В каждом из них провода вновь разветвляются и уходят к конечным точкам потребления: розеткам, выключателям, светильникам и пр. В узловых точках устанавливаются распредкоробки – пустотелые конструкции, предназначенные для сокрытия мест разводки. Их заделывают в стену в 10-30 см от потолка или оставляют снаружи в виде накладных устройств.
Основное предназначение подобных конструкций – защита мест соединения от контакта с горючими материалами, физических повреждений, пыли и влаги. Кроме того, выполняют распределительные коробки и эстетическую роль, закрывая места пайки или не слишком эстетичные клеммы.
По ГОСТ Р 50571.15-97, для доступа к содержимому такие конструкции снабжаются крышками или дверцами. Отверстия по бокам предназначены для вывода проводов. Замуровывать их без возможности свободного открытия запрещено. Даже при монтаже коробки в стену ее крышка должна находиться на поверхности и открываться быстро и без усилий. Иногда распредкоробки могут содержать уже встроенные клеммы.
Изделия, предназначенные для внутренней проводки, должны иметь уровень защиты IР20-30 и выполняться из полистирола, полипропилена. Степень защиты распаечных коробок, монтируемых во взрывоопасных зонах – IР44. Конструкции, устанавливаемые вне помещений, изготавливаются из атмосферостойких материалов и имеют уплотнительные швы.
Монтаж коробки
Для удобства все линии следует промаркировать
Место ее установки необходимо продумать. Ведь к ней должен обеспечиваться быстрый доступ. При вмонтировании коробки в стену для нее готовят отверстие в виде углубления. Далее она крепится с помощью раствора алебастра.
Для подвода проводов в стенах готовятся штробы. Все жилы укладываются в защитные пластиковые или металлические трубы. Одновременно делают каналы для подрозетников. Все жилы в целях безопасности обязательно маркируются. Кабель, идущий непосредственно от щитка, обозначается словом «ввод». Он должен иметь 2-3 жилы и сечение 4 мм 2 .
Для освещения используются жилы 1,5 мм 2 , для розеток 2,5 мм 2 . При составлении схемы соединения проводов в распределительной коробке фаза должна идти к фазе (белые провода), заземление соответственно только к заземлению (жилы светло-зеленого цвета), а нуль только к нулю (цвет жил голубой).
При укладке проводов в распредкоробку между ними оставляют небольшое расстояние (припуск) около 1 см. При использовании любого из методов соединения жил их обязательно изолируют пластиковыми колпачками или обычной изолентой.
При диагностике собранной сети подключают самый мощный прибор и проверяют, не появился ли нагрев жил. Если это произошло, распредкоробку разбирают и ищут соединение с недостаточной площадью контакта. Возможно также, что были использованы жилы недостаточного сечения. В этом случае их заменяют.
Способы соединения

Сварка медных проводов
При выборе того или иного способа соединения следует ориентироваться в первую очередь на предполагаемую нагрузку на сеть. Согласно требованиям ПЭУ, монтаж любых видов электромагистралей в распределительной коробке может осуществляться тремя основными способами.
Наиболее часто используется сварка и опрессовка. Допускается также соединение посредством специальных винтовых или болтовых зажимов. При этом их размер должен точно соответствовать сечению проводов и количеству жил.
Сварка

Сварка жил в распредкоробке
Сварной метод походит только для сопряжения проводов, выполненных из однородных металлов. Он относится к одним из надежнейших способов соединения. В отличие от скруток или даже болтовых соединений, переходное сопротивление в нем отсутствует, что сводит к минимуму вероятность перегрева контакта и его замыкания.
Этот метод в корне отличается от пайки – расплавления между проводами промежуточного материала (чаще всего оловянно-свинцового припоя). При сварке промежуточный металл не используется. Производится только расплавление соприкасающихся частей, в результате чего провода превращаются практически в единое целое.
Спаечные соединения из-за наличия третьего, более рыхлого материала, способны со временем ослабляться. Плюс в местах стыков из-за разницы составов возникают разрушающие химические реакции. Поэтому для соединения проводов внутри распределительной коробки расплавлением, согласно ПЭУ, требуется именно сварка.
- Для проведения работ достаточно минимальных навыков. В быту для этих целей чаще всего используется точечная или дуговая сварка, которая производится на графитовых (для меди) или угольных электродах
- Начинающим сварщикам лучше использовать аппарат с постоянным током напряжением 12-32 Вт. Опытные монтажники предпочитают работать с более мощными агрегатами с переменной силой тока
- 5-6-сантиметровые концы проводов предварительно зачищают, а затем скручивают. При этом 5-6 сантиметров жилы должны остаться без скрутки. Их необходимо плотно прижать друг к другу. Для формирования расплавленного шарика при сопряжении трех и более жил оставляют только пару концов, остальные обрезают
- Даже скрутку обжимают обычными плоскогубцами или зажимом
- Расплавление производят поверх скрутки в течение 2-3 секунд. Для этого к ее верхней части подсоединяется заземление от сварочного инвертора
- Если сила тока в аппарате выбрана правильно, дуга должна получиться устойчивой. Залипание электродов при этом не происходит
- Для сварки пары проводов из меди, имеющих сечение 1,5 мм 2 вполне достаточно 70 А, для трех жил 90 А. Если они имеют большее сечение 2,5 мм 2 , силу тока потребуется увеличить до 80-100 А
Опрессовка
Наиболее прочным и надежным способом соединения проводов в распределительной коробке является соединение с помощью гильз с последующим обжимом (опрессовкой). Он обеспечивает идеальный контакт и повышенную прочность сопряжения.
Использовать его можно для разных видов проводов, как медных, так и алюминиевых разных сечений. Но чаще всего подобный метод используется для средних и больших токов. Подобный способ широко применяется даже в промышленных масштабах для опрессовки проводов на высоковольтных линиях или подстанциях.
Технически этот способ довольно прост:
- При выборе гильз используют правило соответствия материалов. Согласно требованиям обустройства электроустановок, медные провода следует опрессовывать только медными гильзами, а алюминиевые – соответственно алюминиевыми. Для сопряжения жил, изготовленных из разных видов материалов, используют комбинированные медно-алюминиевые виды гильз
- Для многожильных проводов необходимо приобрести специальные изолированные наконечники
- В подготовленную заранее гильзу вставляются зачищенные концы проводов
- Далее ее обжимают пресс-клещами. Для гильз небольшого диаметра удобней пользоваться инструментом с фигурными губками. Если гильзы имеют большее сечение (от 12 мм 2 ), применяются специальные механические клещи с гидравлическим приводом
- Во избежание повреждения жил, особенно хрупких алюминиевых, слишком давить и усердствовать не нужно
- Последний этап – изоляция. Для нее можно использовать изоленту или термоусадочные трубки
Использование винтовых или болтовых зажимов

Зажимные болты или винты требуют периодического поджима
Простейший способ, при котором провода располагают между болтами и гайками. Он подходит как для соединения медных или алюминиевых проводов в распределительной коробке, так и сопряжения жил из разных материалов, то есть соединения меди с алюминием.
Как известно, эти материалы не совместимы гальванически. При их соединении напрямую вы получите мини-батарейку, которая со временем просто окислится в процессе электролизной реакции. В результате произойдет ослабление контакта, его нагрев и, как следствие, обгорание провода или замыкание. Во избежание процесса окисления между медной и алюминиевой жилой необходимо проложить иной материал, в данном случае стальную шайбу.
Для этого конец каждой жилы закручивают колечком так, чтобы ушко полностью было закрыто шайбой и не соприкасалось с соседним проводником. Располагаться оно должно так, чтобы колечко стягивалось внутрь.
Промышленностью выпускаются специальные зажимы для стыковки меди и алюминия, содержащие пасту, тормозящую процесс окисления. Использование оцинкованных болтов и шайб запрещено. Ведь для сопряжения разных материалов допускается использование металлов с небольшим электрохимическим потенциалом.
Так как узлы с болтами и винтами получаются довольно громоздкими, последние годы их заменяют более компактными клеммниками, оснащенными гаечными зажимами. Внешне эти устройства выглядят как трубки, снабженные с двух сторон отверстиями с резьбой для вставки винтов. Для многожильных проводов выпускаются специальные наконечники из латуни. Жилы с большим сечением заключают в болтовые клеммники, оборудованные открывающиеся крышкой.
Метод использования обычных винтовых или болтовых зажимов имеет еще один существенный недостаток. Контакты в них со временем ослабляются, поэтому винты и болты требуется периодически поджимать. При соединении же клеммами гайки не ослабляются даже со временем, поэтому не требуют периодического поджима. Вероятность их замыкания минимальна.
Клеммы
Использование клемм полностью удовлетворяет требованиям ПУЭ. Однако их применение оправдано только в том случае, если распределительная коробка оснащена уже готовыми контактными площадками. Кроме того, подобный способ больше подходит для укладки в коробке многожильных кабелей – одножильные провода обжать без повреждений сложнее, да и вместе с клеммой они займут немало места.
Развести кабели в стороны в этом случае будет проблематично. Идеальным вариантом использование клеммных колодок является соединение жилой под винт, без обжимных клемм.
Увидеть наглядно процесс соединения жил в распределительной коробке можно в следующем видеоролике. В нем подробно рассказывается о каждом из рекомендованных типов соединений электрических проводов в распределительной коробке:
ВИДЕО: Все типы соединений проводов. Как соединить провод.
Соединение проводов в распределительной коробке: типы соединений и их применение
Для нас очень важна обратная связь с нашими читателями. Если Вы не согласны с данными оценками, оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Благодарим за ваше участие. Ваше мнение будет полезно другим пользователям.
Обзор аппаратов для сварки медных проводов

Качественные соединения медных проводов в электропроводке – залог безопасности и гарантия долгого срока службы.
Для соединений используют скрутку, пайку или сварку. Сварочное соединение превосходит все остальные по надежности. А сам процесс сварки проводов возможен при использовании специального аппарата.
Описание сварочного процесса
Электрические медные кабели состоят из нескольких жил, каждая из которых скручивается отдельно. При ремонтах работу приходится проводить прямо в распределительных коробках, что доставляет определенные неудобства. Чтобы каждую скрутку запаять по длине паяльником (точечного соединения будет недостаточно) на высоте, придется затратить много времени и сил. Сваркой достаточно соединить провода только в конце скрутки. А компактные аппараты, используемые при работе, облегчают процесс.
Сварка меди осложняется тем, что она становится хрупкой уже при 300°C, а плавится при 1080°C. Поэтому, кроме теоретических знаний, необходимо иметь опыт работы. Для тех, кто впервые столкнулся с необходимостью сварки контактов в распределительной коробке, рекомендуется попрактиковаться на опытных образцах.
Скрутки медных проводов можно заварить обычным инверторным аппаратом или с помощью самодельного устройства на основе понижающего трансформатора. Электрики пользуются узкоспециализированным аппаратом, предназначенным специально для сварки скруток. Порядок работы не зависит от выбранного устройства и выглядит следующим образом:
- Освободить от изоляции провод на расстояние около 100 мм.
- Сделать скрутки нужных жил. Длина каждой должна быть около 50 мм.
- Присоединить рядом со скруткой массу.
- Подвести электрод к проводам до образования дуги. Контакт – 1-2 сек. Скрутка сварена.
- Следующую скрутку варить после остывания предыдущей.
- Осталось провести изоляцию каждой скрутки с помощью термоусадочных трубок или изоленты.
 Сила тока, которая необходима для сварки проводов, обычно составляет 30-90 ампер и полностью зависит от количества жил в скрутке и их сечения, а также от фактического напряжения питающей сети. Аппарат для сварки должен обладать функцией регулировки тока. Работа ведется при напряжении 12 или 36 вольт. В качестве электрода при сварке проводов идеальным решением будет выбор угольных с содержанием меди.
Сила тока, которая необходима для сварки проводов, обычно составляет 30-90 ампер и полностью зависит от количества жил в скрутке и их сечения, а также от фактического напряжения питающей сети. Аппарат для сварки должен обладать функцией регулировки тока. Работа ведется при напряжении 12 или 36 вольт. В качестве электрода при сварке проводов идеальным решением будет выбор угольных с содержанием меди.
Не забудьте обесточить свариваемые провода!
Краткий обзор устройств
Специализированные устройства ТС 700 производства Призма используются исключительно для сварки скруток меди и алюминия (во втором случае с применением флюса). Они отличаются простотой и удобством использования. Очень компактные размеры устройства и небольшой вес, а также простота самого процесса сварки – именно то, что необходимо для столь кропотливой работы. Прибор дает на выходе напряжение 12 В, а потребляемая мощность при работе — от 1 до 1,5 кВт (в зависимости от модификации). Выпускается упрощенная модель для бытовых нужд ТС 700-1, для электриков ТС 700-2 и для крупных производств ТС 700-3. Комплектуются двумя силовыми кабелями, один из которых снабжен пассатижами для зажима скрутки, а второй – держателем электродов. Имеется переносная сумка с ремнем для ношения на плече. Бытовая модель сваривает скрутки до 16 мм в диаметре, две другие – до 24 мм. Цена первой – 7600 рублей, второй 8950 и третьей 9300.
Мини «ДОН» — аппарат цифровой инверторный с питанием от сети 220 В. Небольшие размеры, удобный функционал. Снабжен устройством для блокировки при скачущем напряжении, цифровой индикатор показывает текущее напряжение в сети, что облегчает подбор диаметра электрода для сварки. Есть функция защиты от залипания и регулировки тока. При необходимости изготовитель может поставить модель, приспособленную для работы в опасных условиях. Цена устройства 8000 рублей.
Аппараты МИКРОША-160ПНЦ и МИКРОША-180ПНЦ аналогичны по выполняемым функциям и по стоимости.
Аппарат ТС700 и рассказ про него в видео
Инверторные аппараты
 Медные скрутки можно сваривать с помощью универсальных инверторных устройств. Лучше всего выбирать компактные модели с небольшим весом. Рассмотрим некоторые модели.
Медные скрутки можно сваривать с помощью универсальных инверторных устройств. Лучше всего выбирать компактные модели с небольшим весом. Рассмотрим некоторые модели.
РЕСАНТА САИ-160 аппарат российского производства. Работает от сети 220 В, может регулировать ток в диапазоне от 10 до 160 ампер и выдавать дугу с напряжением 26 В. Вес аппарата 4, 5 кг. Цена 6300 рублей.
QUATTRO ELEMENTI A 160 Nano 643-255 – итальянская марка. На российском рынке продаются аппараты, изготовленные в Китае. Компактные по размерам, вес 4,9 кг. Прекрасно подходит для бытовых нужд. Работает от сети 220 В. Цена 5950 рублей.
PFTRIOTMax Welder DC-200 C инверторный аппарат, отличающийся низким уровнем шума и точностью работы. Родина бренда США, в продаже на российском рынке модели, изготовленные в Китае. Вес 4, 5 кг, имеется переносной ремень, что делает аппарат мобильным. Диапазон тока 10-200 ампер, питание от сети 220 В. При сварке используют электроды до 5 мм в диаметре. Цена аппарата от 7600 до 9600 рублей.
Сварочный инвертор FUBAG IQ 160 от германских производителей. Малогабаритный, вес 6,9 кг. Работает от сети с напряжением 150-240 В. Регулировка тока от10 до 160 ампер. В комплекте 2 медных кабеля – с держателем электродов и с зажимом для заземления. Цена порядка 7000 руб.
СВАРОГ ARC 160 Easy Z213 H – российский аппарат в прочном металлическом корпусе с бесступенчатой регулировкой силы тока. Подключение кабелей осуществляется через специальные разъемы, что очень удобно. Диапазон тока 10-160 А, питание от сети 220 В. Вес – 4 кг. Цена аппарата 9000 рублей.
Как выбрать аппарат
 В любом деле, главным ориентиром для выбора прибора, является цель приобретения, цена и функциональные возможности. Для бытовых целей приобретать специализированное устройство для сваривания медных или алюминиевых скруток вряд ли целесообразно. Лучше такой прибор взять в аренду на время. Но если вам приходится часто заниматься сваркой проводов, то конечно, специальный аппарат просто необходим.
В любом деле, главным ориентиром для выбора прибора, является цель приобретения, цена и функциональные возможности. Для бытовых целей приобретать специализированное устройство для сваривания медных или алюминиевых скруток вряд ли целесообразно. Лучше такой прибор взять в аренду на время. Но если вам приходится часто заниматься сваркой проводов, то конечно, специальный аппарат просто необходим.
Для дома более выгодно приобретение универсального инверторного аппарата. С помощью которого вы сумеете выполнить любую требуемую сварку – круг их возможностей необычайно велик. Другой вопрос в том. что сварка скруток потребует от вас определенных знаний, но это поправимо.
При подборе варочного инвертора, обратите внимание на мощность и источник питания. Излишне мощный аппарат – роскошь. Для дома вполне подойдет модель с мощностью 4-5 кВт.
Из желательных функций, которые существенно облегчают процесс сварки, желательно наличие «горячего старта», защиты от залипания и нечувствительность к перепадам напряжения питающей сети. Сила тока до 160 А позволяет варить металл толщиной до 5 мм, этого обычно вполне хватает для бытовых целей.
Для неопытных сварщиков инверторные модели – лучший выбор. Они просты в использовании, что позволит новичку быстро освоить азы сварочного ремесла.
Из недостатков сварочных инверторов можно отметить высокую стоимость и создание помех в сети.
Можно ли сделать устройство для сварки из подручных материалов?
В хозяйстве мастерового хозяина всегда найдется старенький неиспользуемый трансформатор, на основе которого можно сделать домашний сварочный аппарат для медных проводов. Схема устройства несложная, с монтажом справится любой новичок. Для изготовления потребуются:
- Трансформатор;
- Материал для кожуха или готовая коробка;
- Кабель электрический;
- Пассатижи для зажима скрутки;
- Держатель электрода;
- Угольный электрод, который может быть изготовлен из сердечника круглой батарейки большого размера или крупноформатной угольной щетки.
- Автоматы
Самодельный аппарат и рассказ про него в видео ниже
Заниматься изготовлением самодельных аппаратов допустимо только в случае, когда вы хорошо знакомы с понятиями работы электротехнических устройств. Подробных описание самодельных конструкций масса, ниже приведены фотографии некоторых из них. Трансформаторы можно использовать от старых телевизоров, от микроволновой печи, и другие. Достаточная мощность трансформатора для изготовления сварочника лежит в пределах 200- 450 ватт.
Принципиальная схема сборки представлена на рисунке:

Домашний прибор хорош тем, что не требует значительных вложений денежных средств, а функций его хватает на решение бытовых задач по сварке.
Соблюдайте правила безопасности при работе с электрическими приборами! Так, ни в коем случае, не включайте трансформатор от микроволновой печи для проверки в сеть! Напряжение на оригинальной вторичной обмотке доходит до 2000 В! Только после ее удаления возможно использование такого трансформатора для наших целей, а вторичную обмотку придется сделать самостоятельно.
Еще один самодельный аппарат и рассказ про него
Параметры сварочных работ с медью
Выбор силы тока конкретно к диаметру скрутки, количеству проводов в ней и их сечения имеет первостепенное значение для качественного результата. Лучшие значения подбираются опытным путем и главную роль играют в этом профессиональные навыки. Для примерной ориентировки по значениям ниже приведена таблица рекомендуемых параметров.
| Сечение провода, мм | Количество проводов в скрутке | Оптимальный режим тока, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Заваривание в вакууме
Существует способ сварки меди с помощью электронных лучей в условиях вакуума. Для работы требуется специальный аппарат и вакуумная камера. Этот метод применим только в условиях оборудованных производственных мастерских или лабораториях.
Суть метода электронно-лучевой сварки в вакууме заключается в проплавлении меди направленным лучом конусной формы, обеспечивающем высокую точность работы.
Что дает лучевая сварка в вакууме:
- Провода подвергаются нагреву меньшей температурой, что положительно влияет на их сохранность. Они не покоробятся от такого нагрева.
- Направленный характер нагрева позволяет распределить нужную температуру на поверхности шва и по его глубине, что повышает качество сварки.
- Вакуумная среда исключает насыщение меди газами, поэтому соединение имеет пластичные свойства.
Сварка ведется непрерывно, есть возможность работать с паузами. Методы подбираются оператором в зависимости от поставленной задачи.
Сварочные аппараты изобретены давно и имеют множество вариантов. При этом, ученые продолжают работу по модернизации и видов аппаратов и способов сварки. Для конкретной задачи по сварке скруток меди можно применить практически любой известный аппарат – отличие будет в удобстве использования. Лучший результат по получению качественного соединения достигнуть с наименьшими затратами возможно с применением специализированного оборудования для этих работ.
Пайка скруток проводов в распределительной коробке

Когда нужно соединить медные провода в распределительной коробке, я делаю скрутки и пропаиваю их. Однако в настоящий момент ходит много споров о надежности: кто-то утверждает о надежнейшем пропаянном соединении, а кто-то ругает пайку и рекомендует пружинные клеммники. Стоит заметить, что сторонники паяльника — бывалые, советской закалки электрики.
Сегодня мы не будем выяснять что лучше — на мой взгляд, объективной оценкой качества соединений будет сравнительный тест на экстремальных токах, возможно в будущем мы проведем подобный тест. Но сейчас поговорим о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Хочется заметить: несмотря на то, что процесс немудреный и его несложно освоить, выполнять его нужно с тщательностью и аккуратностью. Ведь все возгорания, как правило, от плохого контакта в тех или иных местах.
Инструмент
Для выполнения всех операций нам понадобится следующий инструмент:
Паяльник 100-150 Вт с медным жалом. Обычный, без наворотов в виде несгораемого жала и прочего. Жало может быть прямым или изогнутым.

Также нам понадобятся бокорезы (кусачки), плоскогубцы (пассатижи) и строительный нож. При работе с толстыми скрутками, где например будут присутствовать жилы 4 мм², понадобятся дополнительные плоскогубцы.

К необязательному инструменту можно отнести клещи для снятия изоляции: обойтись можно и без них, однако с этим инструментом дела идут быстрее.

Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:

Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.

Вот еще достаточно неплохой припой REXANT:

При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.

Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией. Вообще, нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 — после скручивания лишнее откусится бокорезами. Конечная длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой, смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки. Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.

Распаечная коробка скручена, можно приступать к пропаиванию.
Пайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально. Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.

Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к основанию — припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к основанию скрутки, можно и наоборот — от основания к краю.

Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее — припой заполняет места соприкосновения жил.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу проявляется качество припоя: «дерьмовым» так и не получится пропаять со второго раза.

После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного потренироваться и возможно, перепробовать несколько разных припоев.

