Измерительные линейки штангенинструмент и микрометрический инструмент
Измерительные инструменты
Линейка
Применяется для геометрических построений, линейных измерений и вычислений. На линейке, как правило, нанесена шкала (или шкалы) с ценой деления, зависящей от назначения линейки. В промышленности, на пример, с помощью усадочной линейки сравнивают нормативный и действительный размеры, поверочная линейка служит для проверки прямолинейности образующих и плоскостности поверхностей обработанных изделий и т.д.
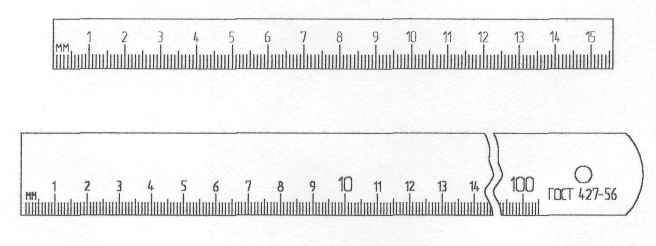
Рис. 1. Измерительные металлические линейки
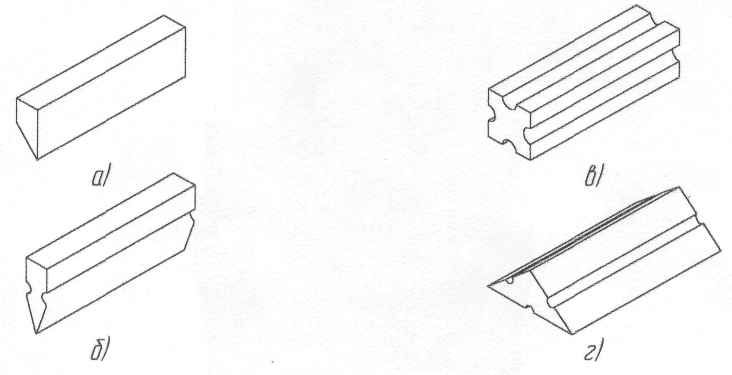
Рис. 2. Лекальные линейки: а — с односторонним скосом, б — с двусторонним скосом, в — четырехгранные, г — трехгранные
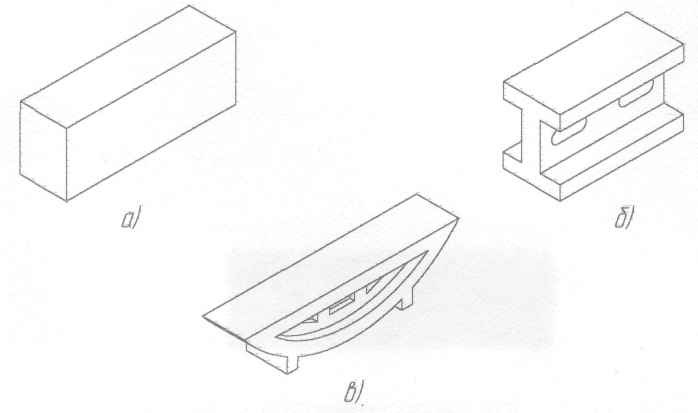
Рис. 3. Проверочные линейки: а — стальная прямоугольного сечения, б — стальная двутаврового сечения, в — чугунные мостики
Штангенинструмент
Обобщенное название средств измерения и разметки внешних и внутренних размеров. Штангенинструмент представляет собой две измерительные поверхности, между которыми устанавливается размер, одна из которых составляет единое целое с линейкой (штангой), а другая соединена с двигающейся по линейке рамкой. На линейке находится через 1 мм деления, на рамке устанавливается или гравируется нониус. Наиболее распространенный штангенинструмент — штангенциркуль.
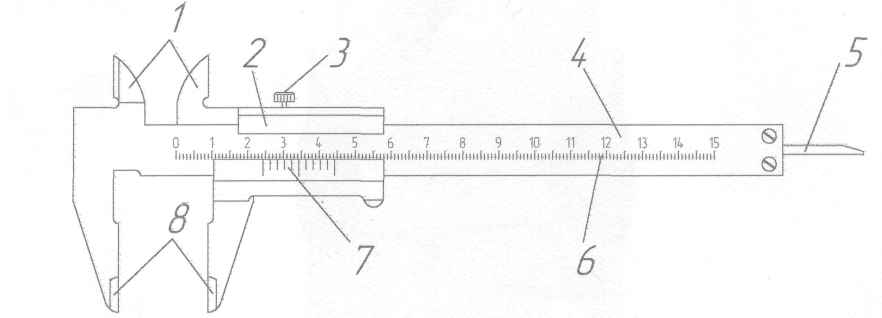
Рис. 4. Штангенциркуль ШЦ-I двусторонний с глубиномером: 1 — губки для внутренних измерений, 2 — рамка, 3 — зажим рамки, 4 — штанга,
5 — линейка глубиномера, 6 — шкала штанги, 7 — нониус,
8 — губки для наружных измерений
Штангенрейсмас
Вместо неподвижной губки имеет основание, нижняя поверхность которого является рабочей и соответствует нулевому отчету по шкале.
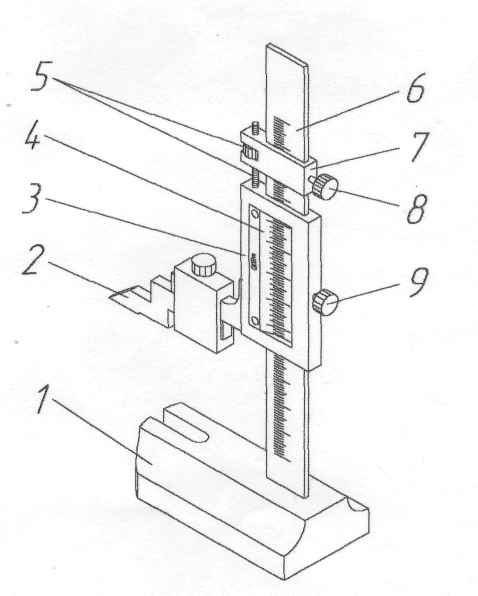
Рис. 5. Штангенрейсмас ШР:
1- основание, 2 — разметочная ножка, 3 — рамка, 4 — нониус,
5 — винт и гайка микрометрической подачи, 6 — штанга,
7 — рамка микрометрической подачи, 8 — зажим рамки
микрометрической подачи, 9 — зажим рамки
Микрометр
Измерительный прибор, применяемый для измерения линейных размеров абсолютным контактным методом. Действие микрометра основано на перемещении винта вдоль оси при вращении его в неподвижной гайке. Перемещение пропорционально углу поворота винта вокруг оси. Полные обороты отсчитываются по шкале, нанесенной на стебле микрометра, а доли оборота — по круговой шкале, нанесенной на барабане.
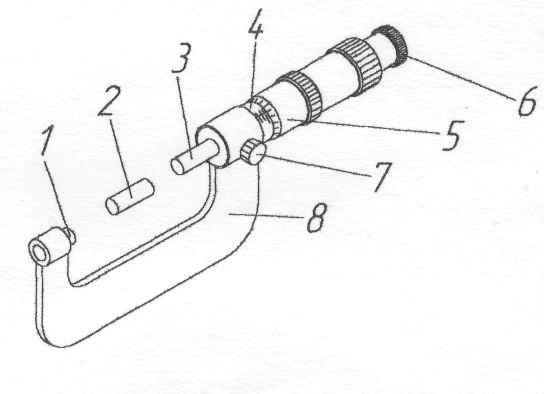
Рис. 6. Микрометр МК:
1 — пятка, 2 — установочная мера, 3 — микрометрический винт,
4 -стебель, 5 — барабан, 6 — трещотка, 7 — стопор, 8 – скоба
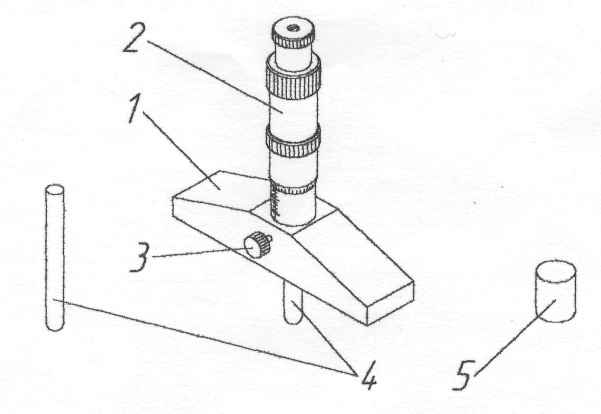
Рис. 7. Микрометрический глубиномер:
1 — основание, 2 — микрометрическая головка, 3 — стопор,
4 — сменные измерительные стержни, 5 — установочная мера
Нутромер
Измерительное средство для определения внутренних линейных размеров, устанавливаемое при измерении на детали. Измерения производятся двумя сферическими наконечниками, расположенные под углом 180 градусов.
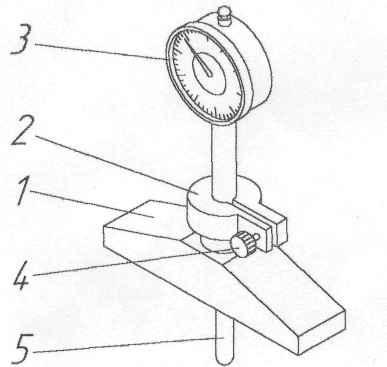
Рис. 8. Глубиномер со стрелочной отсчетной головкой:
1 — основание, 2 — державка, 3 — отсчетное устройство,
4 – винт крепления отсчетного устройства
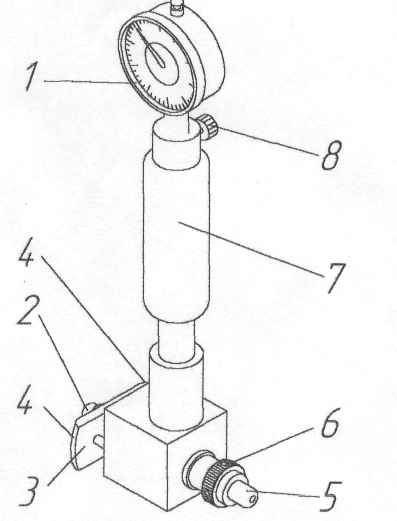 1 — отсчетное устройство, 2 — подвижный стержень, 3 — центрирующая планка (мостик), 4 — скругленные поверхности (опоры), 5 — неподвижный стержень, 6 — контргайка, 7 — ручка, 8 -винт «>
1 — отсчетное устройство, 2 — подвижный стержень, 3 — центрирующая планка (мостик), 4 — скругленные поверхности (опоры), 5 — неподвижный стержень, 6 — контргайка, 7 — ручка, 8 -винт «>
Рис. 9. Нутромер со стрелочной отсчетной головкой и угловой передачей:
1 — отсчетное устройство, 2 — подвижный стержень, 3 — центрирующая планка (мостик), 4 — скругленные поверхности (опоры), 5 — неподвижный стержень, 6 — контргайка, 7 — ручка, 8 -винт
Резьбоизмерительные инструменты
Резьбоизмерительные приборы — средства измерения и контроля резьбы. Различают резьбоизмерительные инструменты для комплексного контроля и измерения отдельных параметров, наружной и внутренней резьб, цилиндрической и конической резьб, ходовых винтов и т.д. Наибольшим разнообразием отличаются резьбоизмерительные инструменты для измерения наружных резьб. Внутренние резьбы обычно измеряют по слепкам. Для измерения отдельных параметров резьбы используют микрометры, оптиметры, нутромеры. Измерение профиля резьбы в деталях с относительно крупным шагом производят приборами измерительный узел которых разворачивается на угол профиля резьбы, а наконечник перемещается вдоль ее боковой поверхности. Шаг резьбы определяют в осевом сечении на инструментальных и универсальных микроскопах и проекторах.
Калибр
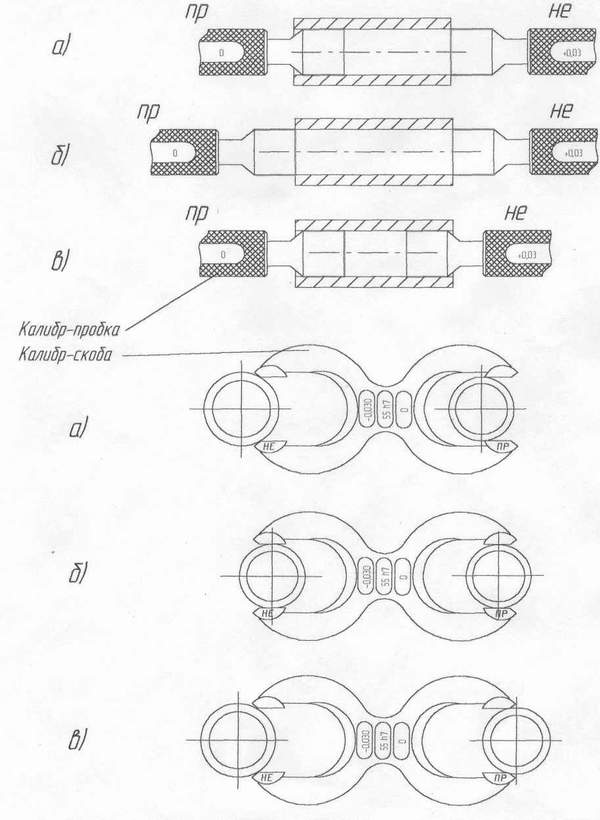
Измерительный бесшкальный инструмент, предназначенный для контроля размеров, формы и взаимного расположения частей изделий. Контроль состоит в сравнении размера изделия с калибром по вхождению или степени прилегания их поверхностей. Такое сравнение позволяет рассортировать изделия на годные (размер находится в пределах допуска) и бракованные с возможным исправлением или неисправимые.
Так для контроля размера отверстия Ø55Н7 (+0,030) используют калибр-пробку, на которой указывается маркировка 55 Н7. На проходной стороне калибра наносится символ ПР – и нижнее предельное отклонение 0, а на непроходной, соответственно НЕ и верхнее предельное отклонение +0,030. Проходной калибр-пробка изготовляют по наименьшему предельному размеру, а непроходной — по наибольшему предельному.
Для контроля вала размером Ø55h7 (-0,03) используют калибры-скобы. Непроходную скобу изготавливают по наименьшему предельному размеру вала, а проходную — по наибольшему. Схема контроля отверстия и вала калибрами показана на рис. 10.
 а — детали годные, б — размер деталей меньше допустимого, в — размер деталей больше допустимого наибольшего «>
а — детали годные, б — размер деталей меньше допустимого, в — размер деталей больше допустимого наибольшего «>
Рис. 10. Контроль отверстия и вала предельными калибрами:
а — детали годные, б — размер деталей меньше допустимого, в — размер деталей больше допустимого наибольшего
Зубоизмерительные приборы
Используют для контроля цилиндрических колес (прямозубых и косозубых, с наружным и внутренним зацеплением), конических колес, червяков и червячных фрез. Приборы, служащие для контроля цилиндрических колес внешнего зацепления, часто снабжают приспособлениями для контроля других колес или элементов зацепления зуборезного инструмента и т.д.
Штангензубомер
Предназначается для измерения толщины зуба и представляет собой сочетание штангенглубомера и штангенциркуля. Внешне отличается формой губок.
Нормалемер
Зубоизмерительный прибор для определения длины общей нормали цилиндрических зубчатых колес. При определении можно использовать любые измерительные средства для наружных линейных измерений, имеющие две параллельные измерительные поверхности, которые можно ввести во впадины между зубьями, например штангенциркуль. Конструктивно нормалемер отличается от штангенциркуля формой наконечников, видом отсченных устройств, оформлением.
Данный материал предоставлен Уральским государственным лесотехническим университетом (Кафедра Технологии металлов)
Измерительные линейки, штангенинструмент и микрометрический инструмент
Измерительные линейки (рис. 2) относятся к штриховым мерам и предназначены для измерения размеров изделий 14. 17 квалитетов точности прямым методом. Конструкция линеек однотипна. Они представляют собой металлическую полосу шириной 20. 40 мм и толщиной 0,5. 1,0 мм, на широкой поверхности которой нанесены деления. Линейки изготовляются с одной или двумя шкалами, верхние пределы измерений 150, 300, 500 и 1000 мм, цена деления 0,5 или 1 мм. Линейки с ценой деления 1 мм могут иметь на длине 50 мм от начала шкалы полумиллиметровые деления.

Допустимые отклонения действительной общей длины шкалы линеек от номинального значения находятся в пределах ±0,10. 0,20 мм в зависимости от общей длины шкалы, а отдельных участков шкалы — в пределах ±0,05. 0,10 мм. Поверку линеек, т.е. определение погрешности нанесения штрихов производят путем сравнения с образцовыми измерительными линейками, которые называют штриховыми мерами. Погрешность сравнения не должна превышать 0,01 мм.
Штангенинструмент предназначен для измерений абсолютных линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей. К нему относятся штангенциркули, штангенглубиномеры и штангенрейсмасы.
ГОСТ 166—80 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-1 с ценой деления 0,1 мм, ШЦ-П с ценой деления 0,05 мм и ШЦ-1И с ценой деления 0,05 и 0,1 мм. Кроме того, на заводах применяют ранее изготовленные штангенциркули с ценой деления нониуса 0,02 мм.
Штангенциркуль показан на рис. 3 Штангенциркуль состоит из линейки-штанги, имеющей на конце неподвижные губки для измерения наружных и внутренних поверхностей. На подвижной рамке расположена шкала-нониус и линейка глубиномера для измерения глубин отверстий и пазов. Винт служит для фиксации рамки после окончания измерения. Шкала, нанесенная на линейке- штанге , имеет деления через 1 мм.
Для измерения необходимо освободить подвижную рамку с помощью винта, поместить измеряемую деталь между губками и винтом закрепить рамку. Показания снимают по основной шкале линейки-штанги и шкале-нониусу после удаления измеряемой детали. По шкале-линейке отсчитывают целое число миллиметров, а по нониусу — десятые и сотые доли миллиметра.
При отсчете с помощью нониуса сначала по основной шкале определяют целое число миллиметров перед нулевым делением нониуса, затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.

Рис. 3 : / — неподвижные измерительные губки, 2 — подвижные измерительные губки, 3 — рамка, 4 — зажим рамки, 5 — рамка микрометрической подачи, б — зажим рамки микрометрической подачи, 7 — штанга, 8 — гайка и винт микрометрической подачи рамки, 9 — нониус
Штангенглубиномеры (ГОСТ 162—80) принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстий и пазов. Рабочими поверхностями штангенглубиномеров (рис. 4) являются торцевая поверхность штанги и база для измерений — нижняя поверхность основания с рамкой микрометрической подачи и нониусом. Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в штангенглубиномерах некоторых типов вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 и 0,01 мм.
Штангенрейсмасы (ГОСТ 164—80) являются основными измерительными инструментами при разметке деталей и определении их высоты. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания. Конструкция и принцип штангенрейсмаса принципиально не отличаются от конструкции и принципа действия штангенциркуля. Для измерения или разметки деталей станина 3 (рис. 5) штангенрейсмаса устанавливается на измерительный стол и с помощью подвижной рамки 2, закрепленной на ней держателем 4, по линейке-штанге 1 и нониусной шкале 5 определяют показания.

Рис 4. Штангенглубиномер. 1 —основание, 2 — зажим рамки, 3 — рамка, 4 — зажим рамки микрометрической подачи, 5 — рамка микрометрической подачи, 6 — штанга, 7 — гайка и винт микрометрической подачи, 8 — нониус
На предприятиях применяются штангенрейсмасы с индикаторным и цифровым отсчетом показаний. В первом случае вместо нониусной шкалы на подвижной рамке устанавливается индикатор часового типа с ценой деления 0,05 ил 0,01 мм, а во втором — зубчатое колесо ротационного фотоэлектрического счетчика импульсов, которое находится в зацеплении с зубчатой рейкой, нарезанной на штанге прибора. За один оборот зубчатого колеса счетчик дает 1000 импульсов. Показания счетчика передаются цифровому показывающему или записывающему устройству. Погрешность измерения в этом случае не превышает 15 мкм

Рис. 5. Штангенрейсмас
Микрометрические инструменты предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и пазов и т.д. К ним относятся гладкие микрометры, микрометры со вставками, микрометрические глубиномеры, микрометрические нутромеры.
Принцип действия этих инструментов основан на использовании винтовой пары («винт-гайка») для преобразования вращательного движения микрометрического винта в поступательное. Схема и устройство микрометрического инструмента представлены на рис. 6. Основными частями микрометрических инструментов являются: корпус 1, стебель 2, внутри которого с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой — гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения винта 3. На винт установлен барабан 4, соединенный с трещоткой 5, обеспечивающей постоянное усилие измерения (для микрометрических нутромеров трещотка не устанавливается). Стопор 8 служит для закрепления винта в нужном положении.

Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной 6 и круговой 7. По продольной шкале отсчитывают целые миллиметры и половины миллиметров, по круговой шкале — десятые и сотые доли миллиметра.
Рис. 6. Гладкий микрометр
Гладкие микрометры МК (ГОСТ 6507—78) выпускаются с различными пределами измерения: 0. 300 мм с диапазоном показаний шкалы25 мм, а также 300. 400; 400. 500 и 500. 600мм. Предельная погрешность микрометров зависит от верхних пределов измерения и может составлять от ± 3 мкм для микрометров МК-25 до ± 50 мкм для микрометров МК-500. Выпускаются микрометры с цифровым отсчетом результата измерения. Отсчетное устройство в таких метрах действует по механическому принципу.

Микрометрический глубиномер (ГОСТ 7470—78, рис. 7) предназначен для абсолютных измерений глубин отверстий, высот выступов и т.д. Он имеет стебель 5, закрепленный на траверсе. Одной измерительной поверхностью является нижняя плоскость траверсы 6, другой — плоскость микрометрического винта 1. Микрометрический винт, установленный в стебле 5, приводится во вращение трещоткой 3, соединенной с барабаном 4, и фиксируется гайкой 2. В комплект микрометрического глубиномера входят установочные меры с плоскими измерительными торцами.
Рис. 7. Микрометрический глубиномер
Микрометрический нутромер (ГОСТ 10-75, рис. 8) предназначен для абсолютных измерений внутренних размеров. При измерении измерительные наконечники 1 приводят в соприкосновение со стенками контролируемого отверстия с помощью кольца 4. Микрометрические нутромеры не имеют трещоток, поэтому плотность соприкосновения определяется на ощупь. Установка нутромера на ноль выполняется либо по установочному кольцу, либо по блоку концевых мер с боковиками, устанавливаемыми в струбцину. Снятие показаний осуществляется по шкале 3 или индикатору 6, установленному в корпусе 5. Микрометрические нутромеры НМ имеют пределы измерений 50. 75, 75. 175, 75. 600, 150. 1250, 800. 2500, 1250. 4000, 2500. 6000 и 4000…10000 мм. При необходимости увеличения пределов измерений используются удлинители 2.

4 5 6
Рис. 8. Микрометрический нутромер
Измерительные линейки, штангенинструмент и микрометрические инструменты
Измерительные линейки, штангенинструмент и микрометрические инструменты
Измерительные линейки
Измерительные линейки (рис. 1.7) относятся к штриховым мерам и предназначены для измерения размеров изделий 14. 18 квалитетов точности прямым методом.
Они предназначены для измерений высот, длин, диаметров, глубин в различных отраслях промышленности, в том числе и в машиностроении. Их основное преимущество — простота конструкции, низкая стоимость, надежность и простота в измерении. Измерение производят прикладыванием линейки к измеряемому объекту, чаще всего совмещая нулевой штрих линейки с краем детали. Отсчет по шкале на другом краю детали дает искомый результат измерения. Но это не обязательно. Так, например, при измерении диаметра отверстия снимаются два показания: с одной стороны отверстия и с другой. Вычитая из большего значения меньшее, получаем размер диаметра.
Конструкции линеек однотипны. Они представляют собой металлическую полосу шириной 20. 40 мм и толщиной 0,5. 1,0 мм, на широкой поверхности которой нанесены деления. Линейки изготавливают с одной или двумя шкалами, с верхними пределами измерений 150, 300, 500 и 1 000 мм и ценой деления 0,5 или 1 мм. Линейки с ценой деления 1 мм могут иметь на длине 50 мм от начала шкалы полумиллиметровые деления.
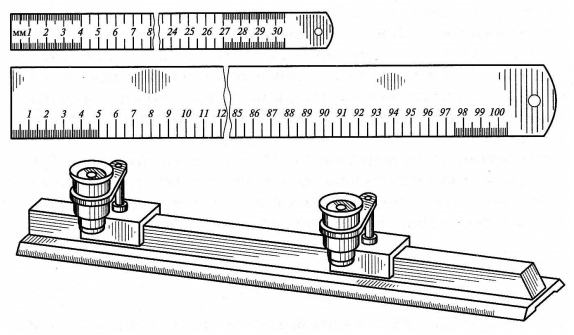
Рис. 1.7. Линейки металлические
Допускаемые отклонения действительной общей длины шкалы линеек от номинального значения находятся в пределах +(0,10. 0,20) мм в зависимости от общей длины шкалы, а отдельных подразделений— не более ±(0,05. 0,10) мм.
Поверку (калибровку) линеек, т. е. определение погрешности нанесения штрихов, производят по образцовым измерительным линейкам, которые называются штриховыми мерами. Погрешность такого сравнения не превышает 0,01 мм.
Штангенинструмент
Предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей.
К нему относятся штангенциркули (рис. 1.8), штангенглубино- меры и штангенрейсмасы.
Основными частями штангенциркуля являются штанга-линейка с делениями шкалы 1 мм и перемещающаяся по линейке шкала-нониус 5. По штанге-линейке отсчитывают целое число миллиметров, а по нониусу— десятые и сотые доли миллиметра.
По основной линейке 1 с неподвижными губками 2 перемещается рамка 3 с подвижными измерительными губками. Для плавного перемещения рамки по штанге-линейке предусмотрено микрометрическое устройство 7, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке установлен стопорный винт 4. Для измерения глубины отверстий пазов и других внутренних элементов деталей используется линейка глубиномера 6.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (рис. 1.8, г).
Основные типы нониусов (I—IV) представлены на рис. 1.9.
Основными характеристиками нониуса являются величина отсчета по нониусу (цена деления нониуса) а и модуль нониуса у, которые определяются по следующим формулам:
где i — цена деления основной шкалы, мм; n — число делений нониуса; l — длина шкалы нониуса мм.
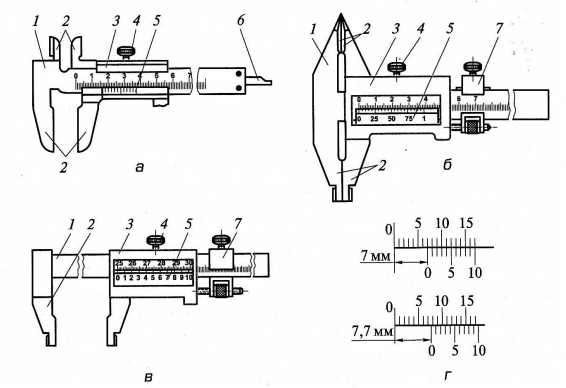
Рис. 1.8. Конструкция штангенциркулей:
а — типа ШЦ-1; б — типа ШЦ-П; в — типа ШЦ-Ш; г — отсчет по нониусу; 7 — штанга-линейка; 2 — измерительные губки; 3 — рамка; 4 — винт зажима рамки; 5 — нониус; 6 — линейка глубиномера; 7 — рамка микрометрической подачи
Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05; 0,02 мм. Основные метрологические характеристики штангенинструментов, применяемых в машиностроении, представлены в табл. 1.2.
ГОСТ 166—89 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-1 с ценой деления 0,1 мм, ШЦ-П с ценой деления 0,05 мм и 0,1 мм, ШЦ-Ш с ценой деления 0,05 и 0,1 мм. Кроме того, на заводах применяют ранее изготовленные штангенциркули с ценой деления нониуса 0,02 мм, а также индикаторные штангенциркули с ценой деления индикатора 0,1; 0,05; 0,02 мм.
В штангу индикаторного штангенциркуля (рис. 1.10) вмонтирована зубчатая рейка 2, по которой перемещается зубчатое колесо 3 индикатора, закрепленного на рамке 1. Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра.
Для линейных измерений в последнее время применяют также штангенинструменты с электронным цифровым отсчетом (рис. 1.11). В этих приборах вдоль штанги также располагается многозначная мера, по которой отсчитывается величина перемещения подвижной рамки. В качестве многозначной меры используются фотоэлектрические или емкостные преобразователи. Большинство штангенинструментов с электронным отсчетным устройством имеют возможность представления результата измерения непосредственно на шкалу прибора либо на подключаемый к нему микропроцессор. Цена деления таких приборов составляет 0,01 мм.
Штангенглубиномеры (ГОСТ 162 — 90) (рис. 1.12) принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстий и пазов. Рабочими поверхностями штангенглубииомеров являются торцовая поверхность штанги-линейки 1 и база для измерений — нижняя поверхность основания 4. Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в некоторых типах штангенглубииомеров вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 и 0,01 мм.
Штангенрейсмасы (ГОСТ 164—90) (рис. 1.13) являются основными измерительными инструментами для разметки деталей и определения их высоты. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания.
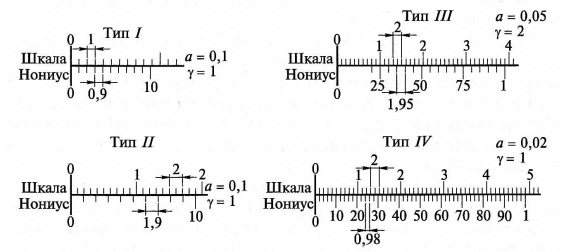
Рис. 1.9. Типы нониусов
Измерительное средство
Цена деления шкалы, мм
Диапазон показаний шкалы, мм
Пределы измерений инструмента, мм
Предельные погрешности инструмента, мкм
Измерительные линейки, штангенинструмент и микрометрический инструмент
Министерство образования и науки Украины
Харьковский национальный экономический университет
Реферат на тему:
Методы и инструменты измерения линейных размеров
Студент факультета ЭИ
2го курса 2й группы Дитиненко С. А.
Содержание
2. Плоскопараллельные концевые меры длины
3. Измерительные линейки, штангенинструмент и микрометрический инструмент
4. Средства измерений с механическим преобразованием
5. Средства измерений с оптическим и оптико-механическим преобразование
Введение
Измерительная техника является неотъемлемой частью материального производства. Без системы измерений, позволяющей контролировать технологические процессы, оценивать свойства и качество продукции, не может существовать ни одна область техники.Совершенствование методов средств и измерений происходит непрерывно. Их успешное освоение и использование на производстве требует глубоких знаний основ технических измерений, знакомства с современными образцами измерительных приборов и инструментов.Средства измерений — технические средства, используемые при измерениях и имеющие нормированные метрологические свойства. Средства измерений делят на меры и измерительные приборы.Мера — средство измерений, предназначенное для воспроизведения физической величины заданного размера, например концевая мера длины, гиря—мера массы. Однозначная мера воспроизводит физическую величину одного размера (например, концевая мера длины), а многозначная мера—ряд одноименных величин различного размера (например, штриховая мера длины). Специально подобранный комплект мер, применяемых не только в отдельности, но и в различных сочетаниях с целью воспроизведения ряда одноименных величин различного размера, называется набором мер (например, наборы плоскопараллельных концевых мер длины).Измерительные приборы — средства измерений, предназначенные для выработки сигнала измерительной информации в форме, доступной для непосредственного восприятия наблюдателем. По назначению измерительные приборы делят на универсальные — предназначенные для измерения одноименных физических величин различных изделий, и специализированные — служащие для измерения отдельных видов изделий (например, размеров зубчатых колес) или отдельных параметров изделий (например, шероховатости, отклонений формы поверхностей).
Плоскопараллельные концевые меры длины
Плоскопараллельные концевые меры длины (ГОСТ 9038-90) предназначены для передачи размеров от эталона к изделию. Они используются для хранения и передачи единицы длины, проверки и градуировки различных мер и средств измерений, проверки калибров, а также для определения размеров изделий, настройки приспособлений , точных разметочных и координатно-расточных работ, наладки станков и инструментов и т.д.
В соответствии с ГОСТ 9038-38 концевые меры длины имеют форму прямоугольного параллелепипеда с двумя плоским взаимно параллельными измерительные поверхностями :

За размер плоскопараллельной концевой меры длины принимается ее средняя длина l, которая определяется длинной перпендикуляра, проведенного из середины одной из измерительной поверхностей меры до середины противоположной.

Одним из основных свойств концевых мер длины, обеспечивающих их широкое применение, является притираемость, способность прочно сцепляться при прикладывании или надвигании одной меры на другую.

Измерительные линейки, штангенинструмент и микрометрический инструмент
Измерительная линейка. Относятся к штриховым мерам и предназначены для измерение размеров изделий 14…17 квалитетов.

Штангенциркули предназначены для измерения наружных и внутренних размеров изделий. Они выпускаются четырех типов: ШЦ—I ШЦТ—I (ШЦ—1 без верхних губок и с нижними губками, оснащенными твердым сплавом); ШЦ—II (рис. б) и ШЦ—111 (ШЦ—П без верхних губок). Основные части штангенциркулей: штанга 1, измерительные губки 2, рамка 3, зажим рамки 4, нониус 5, глубокомерная линейка 6 и микрометрическая подача 7 для установки на точный размер. При измерениях наружной стороной губок штангенциркулей ШЦ—II размер Ь = 10 мм прибавляется к отчету.По способу снятия показаний, штангенциркули делятся на:нониусные циферблатные — оснащенны циферблатом для удобства и быстроты снятия показанийцифровые — с цифровой индикацией для безошибочного считывания

Дата добавления: 2018-08-06 ; просмотров: 334 ; Мы поможем в написании вашей работы!
Измерительные инструменты: виды, применение, техника измерения

Штангенциркуль
Штангенинструмент- общее название средств измерения, имеющих в своей конструкции мерную штангу. Stange — стержень, прут (нем).
Нониусный штангенциркуль, очень популярный измерительный инструмент в машиностроении и домашнем инструментарии.
Основным элементом штангенинструмента является штанга, на которую нанесена главная шкала, с шагом 1 миллиметр и скользящий по ней ползун, с расположенным на нем нониусом (еще одна шкала).
Нониусный штангенциркуль довольно универсальный инструмент, но его разновидности могут отличаться узкой специализацией:
- штангенрейсмас- измерительный инструмент, имеющий основание, которое и является началом шкалы. Измерения штангенрейсмасом производятся на мерном столе, к которому предъявляются технические требования.
- штангенглубиномер- измерительный инструмент, применяющийся для определения геометрических параметров отверстий, пазов, уступов и т.д.
- штангензубомер- измерительный инструмент применяющийся для определения толщины зубьев.
Конструкции нониусных штангенциркулей отличаются типоразмерами и характеристиками, формой подвижной рамки (ползуна), пределами измерения.
По исполнению, нониусные штангенциркули подразделяются на односторонние и двусторонние, с наличием глубиномера или без него.
Нониусные штангенциркули имеют предел измерения равный 0,1 миллиметра или 0,05 миллиметров. Предел измерения нониусной шкалы равен величине одного деления шкалы основной.
В процессе измерения, при помощи нониусного штангенциркуля, целое число миллиметров определяется по нулевому штриху на шкале нониуса, а количество десятых долей миллиметра определяется по полностью совпадающим штрихам на основной шкале и шкале нониуса.
Применение нониусного штангенциркуля
Для проведения качественного измерения нониусным штангенциркулем. необходимо удостовериться в его пригодности и работоспособности.
Точные рабочие поверхности инструмента (губки) должны быть без следов износа и повреждений, не перекошены. Рамка должна двигаться, но не шататься на основной штанге, рабочие поверхности не должны быть подвержены коррозии, риски и штрихи основной штанги и нониуса хорошо читаться.
Удостоверившись в отсутствии повреждений, коррозии, геометрической целостности и возможности корректного перемещения рамки, сомкните мерительные поверхности (губки) инструмента и посмотрите на просвет.
При отсутствии износа, губки должны плотно прилегать друг к другу, а нулевые штрихи нониуса и основной штанги должны полностью совпадать.
При смыкании рабочих мерительных поверхностей, просвет (согласно нормативам) не должен превышать 3-х микрон для мерительного инструмента с отсчетом по нониусу 0,05 миллиметра и 6-и микрон для мерительного инструмента с отсчетом по нониусу 0,1 миллиметра.
Техника измерения нониусным штангенциркулем
Измеряемую поверхность предварительно очищают и удостоверяются в возможности качественного проведения измерения. Для проведения измерения, инструмент удерживают в правой руке, при этом подвижная рамка перемещается большим пальцем.
После разведения мерительных поверхностей на расстояние необходимое для помещения измеряемой детали, инструмент смыкают, с небольшим усилием.
Критично важно правильное расположение инструмента для достижения минимально возможного значения ( для наружного измерения) и максимально возможного ( для внутреннего). То есть расположение инструмента должно быть строго перпендикулярно измеряемой поверхности.
Проведение измерений глубиномером проводится непосредственным опиранием торца штанги инструмента на плоскость детали и нажатием на подвижную рамку.
В результате нажатия, измерительный щуп выдвинется на возможную глубину.
В случае проведения разметочных работ, в штангенциркулях предусмотрена дополнительная рамка (микрометрическая подача), связанная с основной рамкой винтовой подачей, для точного перемещения.
Основная и дополнительная рамки имеют возможность жесткой фиксации на главной штанге с целью избежания случайного перемещения.
Линейка измерительная металлическая
Трудно ошибиться, если предположить, что первым измерительным инструментом, с которым знакомится человек, это измерительная линейка, во всех своих проявлениях (портняжный метр, геометрический треугольник и т.д.).
Простота и доступность в использовании, делают её самым распространенным измерительным инструментом, правда для не очень точных значений.
При изготовлении поверхность линейки оснащают одной или двумя измерительными шкалами, а само производство и параметры регламентируются ГОСТом.
Согласно ГОСТа 427-75 от 1975 года (который актуален до сих пор), линейки должны изготавливаться со следующими пределами измерений:
- 150 мм;
- 300 мм;
- 500 мм;
- 1000 мм;
- 1500 мм;
- 2000 мм;
- 3000 мм.
Внимательным ГОСТом, также регламентируется параметры наносимых миллиметровых, полусантиметровых, сантиметровых штрихов, а также диаметр отверстия под гвоздик.
Производят измерительные металлические линейки из стальной холоднокатанной термообработанной ленты с полированной поверхностью группы прочности 1П и 2П, с последующим гальваническим хромированием.
Нулевое значение шкалы ( начало отсчета) совпадает с одним из торцов, тогда как второй скруглен и оснащен отверстием (предположительно, под гвоздик, для удобства хранения).
Каждая пяти миллиметровая риска (в сантиметре), для удобства считывания, изготовляется немного выше, своих миллиметровых собратьев, а десятая делается еще выше и получает цифровое обозначение.
Просвет между поверочной плитой и плоскостью линейки, положенной на плиту шкалой вверх, не должен превышать 0,5 мм для линеек с длиной шкалы 150, 300, 500; 0,7- для линеек с длиной шкалы 1000 мм и 1 миллиметр просвета для линеек более одного метра.
Допускаемое отклонение размеров шкалы метровой металлической линейки- +/- 0,2 миллиметра.
Эксплуатация металлической измерительной линейки
Совпадение нулевой отметки (начало отсчета) с торцом линейки позволяет проводить измерение отверстий, пазов, выступов, ступеней и не требующие высокой точности осевые расстояния.
Простота использования измерительной металлической линейки позволяет производить замеры методом прикладывания. Нередко исследуемый предмет фотографируют совместно с линейкой, чтобы впоследствии ориентироваться в геометрических параметрах.
Для определения межосевого расстояния отверстий с одинаковыми диаметрами ( если конструкция детали позволяет приложить измерительный инструмент к плоскости), линейкой замеряют расстояние одноименных поверхностей ( правые края отверстий, левые края отверстий), стараясь, чтобы измерение происходило через центры.
Угольники поверочные
Измерение угловых величин, дисциплина к которой иногда приходится обращаться в строительстве или машиностроении.
В качестве измерительного инструмента для этих целей используют универсальные угловые измерители ( с возможностью устанавливать угловые величины) или специализированные поверочные угольники.
При проектировании, конструкторы чаще выбирают целые угловые величины 30, 45,
60, 90, 120 градусов.
Для нанесения разметки, поверки или определения углов, используют:
- угольник столярный;
- угольник плотницкий,
- угольник комбинированный;
- угломеры;
- транспортиры;
- уровень угломеры;
- угольник-уровень;
- уровни угловые и т.д.
При поверке прямых углов применяют угольники.
Угольники у которых сторона не превышает 500 миллиметров, изготавливаются из цементируемой стали с последующей термообработкой и цементацией поверхности.
Угольники поверочные подразделяются на классы точности:
- нулевой класс точности;
- первый класс точности;
- второй класс точности;
- третий класс точности.
Самый точный — нулевой.
Микрометр механический
Механические микрометры, являются универсальным инструментом, для точных измерений контактным методом. Точность измерения микрометров — от 0,002 до 0,05 миллиметра (в зависимости от параметров измерения и класса точности).
Конструкция механического микрометра
Конструктивно, механический микрометр, представляет собой скобу, подковообразной формы.
С одной стороны скобы размещается измерительная пятка, а с другой, собственно механизм микрометра ( стебель).
Стебель состоит из:
- барабан с трещоткой;
- микрометрический винт;
- стопор.
Главные элементы измерительного устройства, это микрометрический винт и микрометрическая гайка.
Винтовая микрометрическая пара преобразовывает угловое перемещение барабана в линейное перемещение микрометрического винта.
Полные обороты отсчитываются по шкале, нанесенной на стебле микрометра, а доли оборота, отсчитывают по круговой шкале нанесенной на барабан.
Из-за трудности изготовления точной винтовой пары на большой длине, оптимальным считается перемещения винта в гайке только на длину не более 25 миллиметров.
По этой причине, для измерения, изготовляют несколько типоразмеров микрометров, с шагом 25 миллиметров:
- 0-25 мм;
- 25-50 мм;
- 50-75 мм;
- 75-100 мм и т.д.
Предельный диапазон измерений самого большого микрометра заканчивается на трёх метрах.
При измерении длин более 25 миллиметров, применяется микрометры со сменными пятками, а установка такого микрометра на ноль производят при помощи концевых мер.
Измерение микрометром
Деталь зажимают между измерительными плоскостями, применяя постоянное осевое усилие которое обеспечивается храповым механизмом (трещоткой).
Вращение микровинта следует прекратить после трёх щелчков.
При измерении с помощью механического микрометра, правильно, удерживать его за скобу.
Выставленный размер на микрометре можно зафиксировать, а после измерительных работ необходимо поверить инструмент при помощи эталона.
Мерительный инструмент — штангенциркуль, микрометр, циркуль по металлу и металлическая линейка
Основными мерительными инструментами в процессе проведения ремонтных работ являются штангенциркуль, микрометр, циркуль по металлу и металлическая линейка.
Устройство штангенциркуля
Штангенциркуль применяется для измерения линейных величин с точностью до десятых долей миллиметра. Как видно из рисунка, штангенциркуль является универсальным прибором, позволяющим измерять внешние и внутренние размеры деталей, а также размеры углублений.
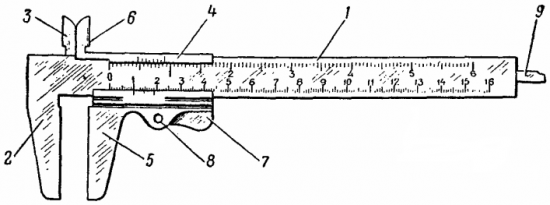
Рис. 1. Штангенциркуль: 1 — метрическая линейка, 2, 3 — неподвижные губки, 4 — движок, 5, 6 — подвижные губки, 7 — стопор, 8 — ось стопора, 9 — линейка.
Он состоит из штанги в виде метрической линейки 1 с неподвижными губками 2 и 3 и движка 4 с подвижными губками 5 и 6. С обратной стороны метрической линейки имеется продольный паз, в котором расположена более узкая линейка 9 шириной 4 — 5 мм, жестко скрепленная с движком 4. Таким образом, при перемещении движка вдоль метрической линейки 1 линейка 9 выходит на соответствующую величину за торец метрической линейки.
Для фиксации положения движка 4 при измерении в ней имеется пружинный тормоз, который освобождается посредством нажатия стопора 7 (в некоторых конструкция штангенциркулей вместо стопора установлен винт, фиксирующий положение рамки нониуса). На движке 4 имеется косой срез, на котором нанесен нониус.
Нониус (рис. 2) представляет собой шкалу длиной 9 мм, разделенную на 10 частей, по 0,9 мм каждая. В крайнем левом положении движка штангенциркуля eгo губки должны плотно прилегать одна к другой, при этом торцы метрической и узкой линейки должны находиться на одной линии, а нулевое деление метрической линейки должно совпадать с первой риской нониуса (при этом десятая риска нониуса должна совпадать с девятым делением масштабной линейки).
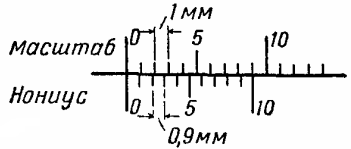
Рис. 2. Соотоношение делений нониуса и масштаба метрической линейки
Как пользоваться штангенциркулем
Для измерения деталь помещается между губками штангенциркуля. Передвигая движок, необходимо свести губки до плотного прилегания к поверхности измеряемой детали. Отсчет размера на штангенциркуле ведется в следующем порядке:
- определяется положение первой риски нониуса относительно делении метрической линейки;
- определяется, какая риска нониуса совпадает с риской (любой) метрической линейки;
- делается отсчет путем сложения обоих показаний.
Пример (рис. 3, а). Нулевая риска нониуса находится между 31-м и 32-м делениями метрической линейки, а eгo четвертая риска совпадает с какой-то риской линейки. При этом измеренная величина будет 31,4 мм. Чему равны показания штангенциркуля, приведенные в примерах на рис. 3, б и в?
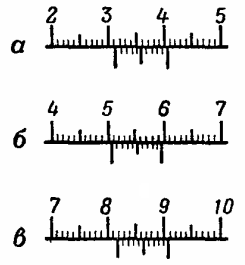
Рис. 3. Примеры отсчета показаний штанrенциркуля
Ответ: б — 50,8 мм; в — 81.9 мм.
Штангенциркуль следует предохранять от ударов, механических нагрузок и смазывать тонким слоем машинного масла для предотвращения коррозии и заедания подвижных частей.
В последнее время широкую популярность получили электронные штангенциркули с цифровым отсчетным устройством. Другие виды этих мерительных инструментов рассмотрены здесь: Штангенциркули — виды и примеры использования

Микрометр — один из самых распространенных мерительных инструментов. На рисунке 4 изображен плоский микрометр. Он применяется для наружных измерений от 0 до 25 мм с точностью 0,01 мм.
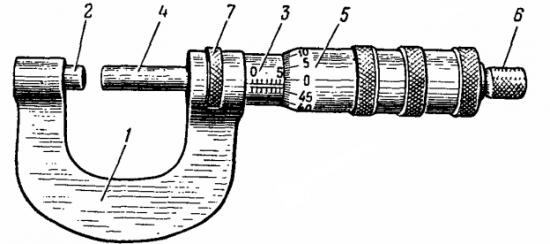
Рис. 4. Микрометр: 1 — скоба; 2 — пятка; 3 — втулка; 4 — микрометрический винт; 5 — барабан; 6 — трещотка-фрикцион; 7 — стопорное приспособление
Микрометр состоит из скобы 1 с пяткой 2, втулки 3, запрессованной в скобу, микрометрического винта 4, барабана 5, трещетки-фрикциона 6 и стопорноrо приспособления 7. Внутри втулки 3 нарезана микрометрическая резьба с шагом 0,5 мм. Барабан 5 закреплен на микрометрическом винте 4, также имеющем резьбу с шагом 0,5 мм. Поэтому при одном обороте барабана 5 микрометрический винт 4 перемещается в осевом направлении на 0,5 мм.
На лицевой стороне втулки нанесена продольная шкала с ценой деления 0,5 мм. По окружности барабана, 5, на скошенном eгo крае, также нанесена шкала, состоящая из 50 делений, равномерно распределенных по окружности. Ввиду этого при повороте барабана на одно деление по шкале, нанесенной на eгo окружности, происходит перемещение микрометрического винта в осевом направлении на 0,01 мм.

Для измерения детали нужно поместить между торцами пятки 2 микрометрическоrо винта 4. Затем, вращая микрометрический винт посредством трещетки-фрикциона, необходимо зажать деталь между торцами микрометрическоrо винта и пятки. Усилие сжатия детали при измерении ограничивается фрикциооном. B данном микрометре оно равно 700 +200 г. Блаrодаря этому в процессе измерения не деформируется деталь и предохраняется от порчи микрометре.
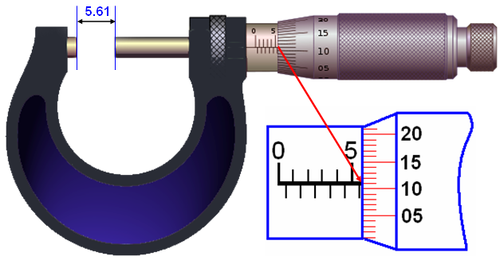
Показания микрометра отсчитываются в следующем порядке. Вначале отсчитывается число миллиметров по шкале втулки микрометра (с точностью до 0,5 мм), ограниченной торцом барабана, затем к нему добавляется число сотых долей миллиметра, соответствующее делению шкалы барабана, расположенному против oceвoгo штриха шкалы втулки.
Пример. На шкале втулке цифра 15, полумиллиметровое деление и часть последующего полумиллиметрового деления, с осевой линией шкалы втулки совпадает 13-е деление шкалы барабана, следовательно, размер детали равен 15,5 + 0,13 = 15,63 мм.
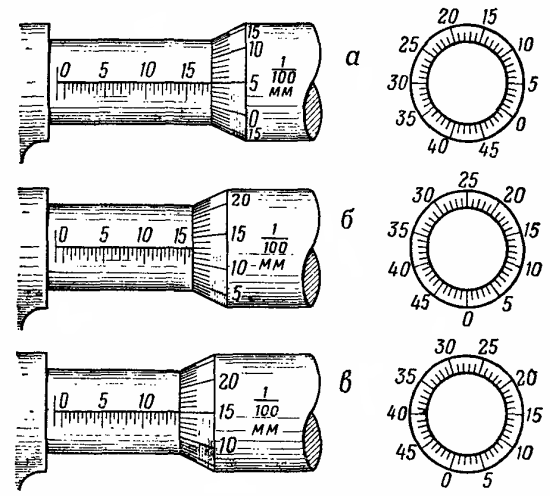
Рис. 5. Примеры отсчета показаний микрометра: а — 17,55 мм; б — 15,63 мм; в — 14,15 мм
Торцы микрометрического винта и пятки микрометра необходимо оберегать от ударов и царапин, приводящих к снижению точности показаний микрометра.
Металлическая линейка
Металлическая линейка применяется для измерения расстояния между двумя тoчками с точностью до 1- 0,5 мм. Она представляет собой стальную полосу, на которой нанесены деления в миллиметрах.

Металлическая линейка, как и любой мерительный инструмент, должна иметь клеймо изгoтовителя. Линейкой без клейма запрещается пользоваться для измерений. Достаточно иметь металлическую линейку длиной 200 — 500 мм. Линейка должна быть ровной, без зазубрин, с четко нанесенными делениями.
Циркуль по металлу
Циркуль по металлу служит для разметочных работ, нанесения окружностей на поверхности твердых материалов и для измерений методом переноса (путем измерения величины раствора ножек циркуля металлической линейкой).

Циркуль должен иметь иметь заточенные и слегка закаленные острия ножек. Люфты и заедания в шарнире циркуля недопустимы.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:

