Какими инструментами обрабатывают мелкие отверстия различной формы?
Олимпиадные задания по технологии для 8 класса. Мальчики
1. Технология это:
А) Наука — посвященная изучению окружающей среды.
Б) Наука — посвященная изучению общества.
В) Наука – о преобразовании материалов, энергии и информации.
Г) Наука – о строении материалов.
2. К энергетическим машинам относятся:
А) Автомобили
Б) Токарные станки
В) Генераторы
Г) Самолеты
3. Однолезвинный режущий инструмент, применяемый при обработке заготовок на токарных станках, называется
А) Фреза
Б) Резец
В) Сверло
Г) Зенкер
4. Виды механических передач, применяемых в токарном станке.
А) Реечная, цепная
Б) Цепная, веревочная
В) Цепная, зубчатая
Г) Реечная, зубчатая, ременная
5. Назначение стусла:
А) Для проведения параллельных линий
Б) Для точной распиловки досок
В) Для проведения перпендикулярных линий
Г) Для точной распиловки заготовок под углом 900, 450, 600
6. Что такое шерхебель?
А) Инструмент для обработки чистовой поверхности искусственного материала.
Б) Рубанок с плоским ножом.
В) Рубанок для строгания с узким и закругленным ножом.
Г) Для отделочных работ древесины.
7. Какими инструментами обрабатывают мелкие отверстия различной формы:
А) Напильник с мелкой насечкой
Б) надфиль
В) Напильник с крупной насечкой
Г) Крейцмейсель
8. Сталь – это сплав:
А) Железа с кремнием
Б) Железа с кислородом
В) Железа с азотом
Г) Железа с углеродом
9. К неразъемным соединениям деталей относится:
А) Винтовое соединение
Б) Болтовое соединение
В) Струбционное соединение
Г) Клепка
10. Как называется природный рисунок на обработанной поверхности древесины?
А) Сердцевинные лучи
Б) Рисунок
В) Текстура
Г) Эскиз
11. Расходная часть бюджета семьи включает:
А) Расходы на отдых, развлечения
Б) Зарплату
В) Пенсию
Г) Доход от предпринимательской деятельности
12. Доходная часть бюджета семьи включает:
А) Оплату на развлечения и отдых
Б) Зарплату
В) Оплату продуктов питания
Г) Оплату коммунальных услуг
13. К транспортным машинам относятся
А) швейные машины
Б) генераторы
В) тепловозы
Г) фрезерные станки
14. Для успешного выбора профессии необходимо:
А) Знать какие профессии в настоящее время являются востребованными и высокооплачиваемыми
Б) Опираться на мнение друзей
В) Опираться на мнение родственников
Г) Чувствовать перспективу
15. К отделочным работам в строительстве относятся:
А) Постилка полов
Б) Побелка потолков
В) Монтаж электропроводки
Г) Застекление окон
16. Вращательное движение в поступательное преобразует передача
А) ременная
Б) цепная
В) зубчато-реечная
Г) зубчатая цилиндрическая
17. Для рубки металлов используется
А) ножовка
Б) зубило
В) напильник
Г) сверло
18. Какая часть отсутствует на токарном станке по обработке древесины
А) передняя бабка
Б) задняя бабка
В) подручник
Г) подъемник
19. Выполнение проекта завершается
А) обоснованием оптимальной идеи проекта
Б) выполнением изделия
В) презентацией (защитой) результатов проекта
Г) оформлением пояснительной записки
20. К профессиям типа “человек-человек” относится
А) программист
Б) инженер
В) педагог
Г) бухгалтер
Школьная олимпиада по технологии (мальчики)
Класс
1. Технология это:
А) Наука — посвященная изучению окружающей среды.
Б) Наука — посвященная изучению общества.
В) Наука – о преобразовании материалов, энергии и информации.
Г) Наука – о строении материалов.
2. К энергетическим машинам относятся:
Б) Токарные станки
Однолезвинный режущий инструмент, применяемый при обработке заготовок на токарных станках, называется
Виды механических передач, применяемых в токарном станке.
А) Реечная, цепная
Б) Цепная, веревочная
В) Цепная, зубчатая
Г) Реечная, зубчатая, ременная
5. Назначение стусла:
А) Для проведения параллельных линий
Б) Для точной распиловки досок
В) Для проведения перпендикулярных линий
Г) Для точной распиловки заготовок под углом 900, 450, 600
Что такое шерхебель?
А) Инструмент для обработки чистовой поверхности искусственного материала.
Б) Рубанок с плоским ножом.
В) Рубанок для строгания с узким и закругленным ножом.
Г) Для отделочных работ древесины.
7. Какими инструментами обрабатывают мелкие отверстия различной формы:
А) Напильник с мелкой насечкой
В) Напильник с крупной насечкой
8. Сталь – это сплав:
А) Железа с кремнием
Б) Железа с кислородом
В) Железа с азотом
Г) Железа с углеродом
9. К неразъемным соединениям деталей относится:
А) Винтовое соединение
Б) Болтовое соединение
В) Струбционное соединение
Как называется природный рисунок на обработанной поверхности древесины?
А) Сердцевинные лучи
11. Расходная часть бюджета семьи включает:
А) Расходы на отдых, развлечения
Г) Доход от предпринимательской деятельности
12. Доходная часть бюджета семьи включает:
А) Оплату на развлечения и отдых
В) Оплату продуктов питания
Г) Оплату коммунальных услуг
К транспортным машинам относятся
А) швейные машины
Г) фрезерные станки
14. Для успешного выбора профессии необходимо:
А) Знать какие профессии в настоящее время являются востребованными и высокооплачиваемыми
Б) Опираться на мнение друзей
В) Опираться на мнение родственников
Г) Чувствовать перспективу
15. К отделочным работам в строительстве относятся:
А) Постилка полов
Б) Побелка потолков
В) Монтаж электропроводки
Г) Застекление окон
Вращательное движение в поступательное преобразует передача
Г) зубчатая цилиндрическая
Для рубки металлов используется
Какая часть отсутствует на токарном станке по обработке древесины
А) передняя бабка
Выполнение проекта завершается
А) обоснованием оптимальной идеи проекта
Б) выполнением изделия
В) презентацией (защитой) результатов проекта
Г) оформлением пояснительной записки
К профессиям типа “человек-человек” относится
Учебный год
Школьная олимпиада по технологии (мальчики)
Класс
1. Технология – это:
а. наука о преобразованиях материалов, энергии, информации;
б. наука о физических процессах;
в. наука о химических процессах;
г. наука о социальных процессах.
2. Изучая технологию в школе, Вы осваиваете:
а. методы решения физических задач;
б. анализ химических процессов;
в. анализ биологических явлений;
г. методы конструирования и создания изделий.
3. К каким машинам относится персональная ЭВМ?
а. к энергетическим;
б. к технологическим;
в. к транспортным.
4. В каком приспособлении токарного станка по обработке древесины можно закрепить заготовку для вытачивания декоративной тарелки ?
в. в патроне (стакане).
5. Какая часть токарно-винторезного станка служит для закрепления и подачи сверл и зенковок, а также поддержания конца заготовки при помощи центра ?
а. коробка подач;
б. коробка скоростей;
6. Технологическая операция – это:
а. законченная часть технологического процесса, выполняемая на одном рабочем месте;
б. законченная часть технологического процесса, выполняемая на разных рабочих местах;
в. законченная часть технологического процесса.
7. Какой строгальный инструмент применяют для фигурной обработки лицевых кромок заготовок?
8. Оптимальный зазор между подручником и заготовкой в токарном станке по обработке древесины?
9. Пиломатериалы изготавливают на :
а. на лесопильных рамах;
б. на рейсмусовых станах;
в. на циркулярных станках;
г. на токарных станках.
10.Каким столярным инструментом размечают и проверяют углы в 45° ?
11.Каким ручным электрифицированным инструментом можно
изготовить из 10 мм фанеры круг диаметром 200 мм ?
а. электрической дрелью;
б. фрезерной машинкой;
в. вибрационной шлифовальной машинкой;
г. электрическим лобзиком.
12. Проволоку изготавливают способом:
13. Какой элемент штангенциркуля отсчитывает десятые доли?
в. подвижная рамка;
г. миллиметровая линейка штанги.
14. Какой цветной металл входит в классификацию редких металлов?
15. Какой буквой на рисунке обозначен фальцевый одинарный угловой шов?

16.Какой вид термической обработки стали применяют для снятия
внутреннего напряжения закаленной стали ?
17. В каком виде декоративного творчества применяют наборные рисунки из шпона разных пород древесины?
г. росписи по дереву.
18. Нарисуйте принципиальную электрическую схему цепи:

19. В доме на садовом участке планируется использовать следующие электроприборы: электроплиту мощностью – 1 кВт, обогреватель мощностью – 1,5 кВт, холодильник — 200 Вт, кухонный комбайн – 300 Вт, стиральную машинку – 1 кВт, осветительные приборы – 300 Вт. Напряжение сети 220 Вт. Какого сечения нужно выбрать провода для открытой проводки, если для медного провода:
| Допустимые длительные нагрузки, А | Сечение жилы, мм |
| 17 | 1 |
| 23 | 1,5 |
| 26 | 2 |
| 30 | 2,5 |
| 34 | 3 |
| 41 | 4 |
20. Дальность действия сотовых телефонов определяется использованием:
б. акустических колебаний;
в. электромагнитных волн;
г. механических колебаний.
21. Для увеличения амплитуды или мощности электрических колебаний используется:
22. Источники наполнения бюджета семьи:
б. плата за продукты питания;
в. оплата коммунальных услуг;
г. плата за транспортные услуги.
23. Целесообразен ли менеджмент в семейной экономике?
в. иногда целесообразен, иногда нет.
24. Необходим ли менеджмент в предпринимательской деятельности?
в. иногда необходим, иногда нет.
25. Имеет ли место риск в деятельности предпринимателя?
в. иногда имеется, иногда нет.
26. В настоящее время на рынке труда в России наиболее востребованы:
в. инженерно-технологические работники.
27. Чтобы не ошибиться в выборе профессии необходимо:
а. выбирать самую высокооплачиваемую профессию;
б. ориентироваться на содержание и оплату будущее деятельности, соотнеся её со своими возможностями;
в. ориентироваться на содержание будущей деятельности независимо от своих возможностей.
28. Быстрое и успешное продвижение в общественной, научной,
служебной или другой сфере деятельности:
29. Методы дизайна (художественного конструирования — выбора формы, цвета, композиции изделия) необходимо использовать при создании проектируемого изделия для:
а. повышения его конкурентоспособности;
б. для уменьшения его стоимости;
в. для улучшения экологических свойств изделия;
г. для облегчения создания изделия.
30. Профессионально созданием интерьера помещения занимается :
31. Творчество, в том числе техническое творчество, это:
а. результат анализа информации по теме проекта;
б.результат анализа прототипов проектной деятельности на рынке товаров и услуг;
в. создание нового;
г. результат практической деятельности.
32. Создание ранее объективно не существовавшего, с помощью
которого решается определенная техническая задача:
в. рационализаторское предложение.
33. Усилению парникового эффекта и изменению климата способствуют:
а. атомные электростанции;
б. тепловые электростанции;
34. Кислотные дожди определяются выбросами в атмосферу:
а. сельского хозяйства;
б. железнодорожного и авиационного транспорта;
в. коммунального хозяйства;
г. металлургического производства и тепловых электростанций.
35. Выполнение проекта завершается:
а. оформлением пояснительной записки;
б. изготовлением изделия;
в. презентацией проекта;
г. оформлением чертежей и технологических карт.
1. Перед изготовлением изделия в процессе выполнения проекта необходимо:
а. оформить пояснительную записку;
б. продумать презентацию проекта;
в. разработать чертежи и технологическую карту.
37. Что не входит в экономический расчет себестоимости изделия?
а. затраты на электроэнергию;
б. технология изготовления;
в. стоимость материалов;
г. амортизация оборудования;
38. Установите соответствие между характеристиками проектного изделия и критериями его оценки.
1 –Конструктивные Ответ: 1_____________________
2 – Эстетические Ответ: 2_____________________
б – оригинальность формы;
в – цветовое решение;
г – удобство в эксплуатации;
д – композиционная завершенность;
е – соответствие конструкции назначению.
Примечание. К цифре поставьте буквы.
39. Поставьте на чертеже те размеры детали, которых не хватает для её изготовления:

40. Какой чертеж детали имеет внешнюю резьбу?

Учебный год
Дата добавления: 2018-08-06 ; просмотров: 806 ; Мы поможем в написании вашей работы!
Инструменты, применяемые на сверлильных станках
Отверстия на сверлильных станках обрабатывают различным режущим инструментом: сверлами, зенкерами, зенковками, развертками, резцами и метчиками.
Сверла
Сверла служат для образования отверстий в различных материалах. Существуют следующие разновидности свёрл: спиральные с прямыми канавками, перовые для глубокого, кольцевого сверления и центровочные.
Сверла изготовляют из быстрорежущих, легированных и углеродистых сталей, а также их оснащают пластинками из твердых сплавов.
Наибольшее распространение в промышленности получили спиральные сверла. Спиральные сверла изготовляют диаметром от 0,1 до80 мм. Они состоят из рабочей части, хвостовика (конусного или цилиндрического), служащего для крепления сверла в шпинделе станка или в патроне, и лапки являющейся упором при удалении сверла из шпинделя.
Рабочая часть сверла представляет собой цилиндрический стержень с двумя спиральными канавками, по которым стружка из просверливаемого отверстия выходит наружу.
Режущая часть сверла заточена по двум коническим поверхностям, имеет переднюю и заднюю поверхности
и две режущие кромки, соединенные перемычкой под углом 55°.
На цилиндрической части по винтовой линии проходят две узкие ленточки, которые центрируют и направляют сверло в отверстие. Ленточки значительно снижают трение сверла о стенки отверстия. Кроме того, для уменьшения трения на рабочей части сверла по направлению к хвостовику сделан обратный конус (диаметр сверла уменьшается от 0,03 до0,1 ммна каждые100 ммдлины).
Существуют и другие разновидности свёрл.

Разновидности сверл:
а, б — спиральное,
в — с прямыми канавками,
г — перовое,
д — ружейное,
е — однокромочное с внутренним отводом стружки для глубокого сверления,
ж — вухкромочное для глубокого сверления,
з — для кольцевого сверления, и центровочное,
к — с твердосплавными пластинками
Сверла перовые представляют собой круглый стержень, на конце которого оттянута плоская лопатка, имеющая две режущие кромки, наклоненные друг к другу под углом 120°, и применяются сравнительно редко.
Сверла глубокого сверления используют в основном при сверлении сквозных и глухих отверстий в валах, шпинделях и других деталях большой длины. Обладая довольно низкой производительностью, они обеспечивают, однако, прямолинейные, точные и чистые отверстия.
К сверлам этого типа относятся: ружейные, однокромочные и двухкромочные с внутренним отводом стружки.
На рис. показано сверло для обработки глубоких отверстий с двумя режущими кромками (К1 и К2), расположенными с левой стороны от оси сверла. Такой тип сверла относится к группе ружейных сверл.
Ружейное сверло
Эти сверла применяются для сверления точных отверстий диаметром от3 мми более с прямолинейной осью.
В машиностроении применяют и другие виды свёрл.
Зенкеры
Служат для дальнейшей обработки ранее просверленных отверстий или отверстий, полученных при литье или
штамповке заготовок. В отличие от спиральных сверл зенкеры (имеют три или четыре режущие кромки и у них отсутствует перемычка.
Зенкер, как и спиральное сверло, имеет канавки. Угол наклона канавки СО выбирается в зависимости от обрабатываемого материала. Для более твердых материалов угол (О принимается больше, для мягких — меньше. Угол наклона канавки для зенкеров общего назначения составляет 10-30°.
Зенкеры:
а — спиральный из быстрорежущей стали;б — спиральный с пластинками из твердого сплава; в — основные углы зенкеров; г — насадной; оснащенный пластинками твердого сплава; д — насадной из быстрорежущей стали; е — с механическим креплением твердосплавных пластин.
Зенкеры бывают двух типов: цельные с коническими хвостовиками и насадные. В свою очередь, насадные могут быть цельными и со вставными ножами.
Рабочая часть цельного зенкера выполняется из быстрорежущей стали и приваривается к коническому хвостовику, и изготовленному из конструкционной стали. Ножи насадных зенкеров изготовляют из быстрорежущей стали или твердого сплава.
Цельные зенкеры, подобно сверлу, закрепляют непосредственно в коническом отверстии шпинделя сверлильного станка, а насадные насаживают на специальную оправку, имеющую также конический хвостовик для крепления в шпинделе станка. Цельные зенкеры с коническим хвостовиком изготовляют трехзубыми. Ими обрабатывают отверстия диаметром до35 мм.
Насадные зенкеры имеют четыре зуба и служат для обработки отверстий диаметром до100 мм.
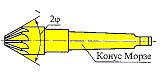
Развертки
Применяют для окончательной обработки отверстий с целью получения высокой точности и меньших параметров шероховатости поверхности. Режущая часть развертки (рис. 2.3.3.1.) расположена к оси под углом 2ф и выполняет основную работу резания. Для обработки вязких металлов ф = (12 – 15)° для хрупких и твердых материалов Ф = (3 – 5)° .
Твердосплавные развертки имеют угол ф = (30-45)°. Направляющий конус развертки расположен под углом 45°. Он направляет развертку, предохраняя ее зубья от повреждений. Задний угол на режущей части принимается от 6 до 15°. На калибрующей части угол а обычно равен нулю. Передний угол у принимается от 0 до 15°. Для хрупких металлов у = 0°, для твердосплавных разверток у от 0 до -5°.
По своей конструкции и назначению развертки делятся на ручные и машинные, цилиндрические и конические, насадные и цельные.
Ручные развертки изготовляют с цилиндрическим хвостовиком; ими вручную обрабатывают отверстия диаметром 3 до50 мм.
Машинные развертки выпускают с цилиндрическими и коническими хвостовиками и используют для развертывания отверстий диаметром от 3 до100 мм. Обрабатывают отверстия этими развертками на сверлильном или токарном станке.
Типы разверток:
а — части и элементы разверток; б — машинная развертка с цилиндрическим хвостовиком; в — машинная развертка с коническим хвостовиком; г — машинная развертка со вставными ножами; д — насадная развертка, оснащенная пластинками твердого сплава.
Насадные развертки служат для развертывания отверстий диаметром от 25 до300 мм. Их насаживают на специальную оправку, имеющую конический хвостовик для крепления.
Конические развертки применяют для развертывания конических отверстий. Обычно в комплект входят две развертки; черновая и чистовая.
Метчики
Метчик применяют для нарезания внутренних резьб , он представляет собой винт с продольными прямыми или винтовыми канавками, образующими режущие кромки, и служащими одновременного для вывода стружки.
Метчики по своей конструкции и назначению делятся на следующие основные виды:
ручные (слесарные) для нарезания метрических, дюймовых и трубных резьб вручную; в комплекте содержатся два три метчика;
гаечные (длинные и короткие) для нарезания метрических и дюймовых резьб в гайках и сквозных отверстиях различных деталей, преимущественно на сверлильных станках. Для нарезания гаек на станках-автоматах используют гаечные длинные метчики с изогнутым хвостовиком. Они также могут применяться на сверлильных станках для непрерывного нарезания гаек специальными приспособлениями;
машинные: для нарезания метрических, дюймовых и трубных резьб в сквозных или глухих отверстиях на сверлильных станках с механизмом изменения направления вращения шпинделя, а также на токарных станках.
Части, поверхности и режущие элементы метчиков
Обработка отверстий
Виды отверстий и их назначение
На вертикально-сверлильных и координатно-расточных станках получают и обрабатывают цилиндрические, конические, резьбовые и ступенчатые отверстия (как правило, в заготовках, не являющихся телами вращения). Отверстия в деталях имеют различное служебное назначение. Их используют для соединения деталей в узлы, установки крепежных элементов (болтов, винтов, штифтов, шпилек, шайб) и т.д.
Характеристика видов лезвийной обработки отверстий
На сверлильных и расточных станках для изготовления отверстий используют разные виды лезвийной обработки (Рис.1; Рис.2): сверление, рассверливание, зенкерование, развертывание, зенкование, цекование, снятие фасок, растачивание, нарезание резьбы и др.
Сверление. Применяют для получения сквозных и глухих отверстий в сплошном материале заготовки спиральным сверлом. При этом диаметр обрабатываемых отверстий обычно не превышает 15 мм. Формообразование поверхностей при сверлении (Рис.1, а) осуществляется двумя движениями, которые сообщаются инструменту: вращательным и поступательным. Вращение инструмента является главным движением резания Dr и кинематически воспроизводит направляющую окружность 2. Непрерывное прямолинейное движение инструмента в вертикальной плоскости является движением подачи ВSD и воспроизводит образующую 1.
За скорость главного движения резания при сверлении принимают окружную скорость точки режущей кромки инструмента, наиболее удаленной от оси сверла:
v = πdn /(60.1000) м/с,
где d – диаметр спирального сверла, мм; n – частота вращения режущего инструмента, мин -1 .
Подачей SВ, мм/об, при сверлении называют перемещение сверла в вертикальной плоскости за один его оборот.
При сверлении отверстия в сплошном материале глубина резания t, мм, равна половине диаметра сверла. Ее измеряют в плоскости, перпендикулярной направлению подачи: t = d / 2.
Просверленные отверстия имеют параметр шероховатости Ra = 5. 16 мкм и точность, соответствующую 12. 14му квалитету. Большая сила резания, смятие (а не резание) при сверлении из-за поперечной режущей кромки сверла, а также не жесткость сверла, его консольное закрепление приводят к тому, что даже малые неточности в заточке, отклонения от симметричности конструкции режущей части могут вызвать увод оси сверла (при глубине сверления L ≥ 5d) и «разбивку» отверстия (увеличение его диаметра по сравнению с диаметром сверла). Для спиральных сверл «разбивка» составляет 1% от диаметра сверла. Поэтому отверстия, полученные сверлением, как правило, имеют, отклонения формы в продольном и поперечном сечениях, а также отклонение расположения оси отверстия от базовых поверхностей изделия. Просверленные отверстия обычно используют для болтовых соединений либо для последующего нарезания резьбы.
Рассверливание. Вид обработки, предназначенный для увеличения диаметра ранее просверленного отверстия (Рис.2 а), спиральным сверлом большего диаметра (более 15 мм). Параметры шероховатости и точности такие же как при сверлении. Глубина резания при рассверливании:
где D – диаметр инструмента, мм; d – диаметр обрабатываемого отверстия, мм.
Зенкерование. Применяют для обработки глухих и сквозных отверстий, предварительно подготовленных сверлением либо полученных в заготовках литьем, ковкой или штамповкой (Рис.2 б). Различают черновое и чистовое зенкерование. Обработку выполняют многолезвийным инструментом – зенкером. По сравнению со сверлом зенкер имеет большее число режущих лезвий и большую жесткость. Меньшая глубина и меньшая сила резания позволяет получить отверстие более точное по геометрической форме и размерам (8. 12 квалитет точности) и шероховатость обработанной поверхности Ra = 3,2. 10 мкм.
Развертывание. Применяют для окончательной обработки цилиндрических и конических отверстий (Рис.2 в), обычно после зенкерования или растачивания. Различают следующие виды развертывания: черновое (нормальное), чистовое (точное) и тонкое. При развертывании достигается точность, соответствующая 6. 9му квалитету, и шероховатость Ra = 0,32. 1,25 мкм. Развертывание осуществляют развертками, представляющими собой многолезвийный инструмент с четным числом режущих лезвий. Стандартные цельные машинные развертки в зависимости от их диаметра имеют 6. 14 режущих лезвий. Например, если диаметр развертки не превышает 10 мм число лезвий равно 6, у разверток диаметром 11. 19 мм число лезвий равно 8 и т.д. Большое число режущих лезвий, малые толщины среза (глубина резания t= 0,1. 0,4 мм) и наличие калибрующей части обеспечивают высокую точность обработки.
При зенкеровании и развертывании глубина резания t = (D d) / 2.
Зенкование. Применяют для получения конических и цилиндрических углублений под головки винтов и болтов, в предварительно обработанных отверстиях (Рис.2 г, д). Обработку выполняют зенкерами и зенковками.
Цекование. Используют для обработки плоских поверхностей со стороны торца отверстия, которые служат опорными поверхностями под крепежные детали. Этот вид обработки обеспечивает перпендикулярность оси отверстия к опорной поверхности. Обработку осуществляют зенковкой-подрезкой, цековкой (Рис.2 е).
Нарезание резьбы. Машинный способ (на станках) применяют для нарезания резьбы треугольного профиля всех размеров в сквозных и глухих отверстиях. Обработка осуществляется машинными или машинно-ручными метчиками (Рис.2 ж).
Растачивание. Как правило, применяют для обработки отверстий больших размеров (более 40 мм), предварительно подготовленных сверлением либо полученных в заготовках литьем, ковкой или штамповкой, а также отверстий нестандартных размеров, для которых отсутствует осевой инструмент. Наиболее часто растачивание используют для обработки отверстий в корпусных деталях. Обработку выполняют расточными резцами с одним лезвием или многолезвийным инструментом (пластинчатые резцы и др.). Растачивание используется как предварительная обработка заготовок (параметр шероховатости Ra = 6,3. 12,5 мкм и точность по 10. 13му квалитету) и как окончательная (параметр шероховатости Ra = 0,2. 0,8 мкм и точность по 5. 7му квалитету).
Формообразование при растачивании осуществляется по методу следов: направляющая окружность 2 воспроизводится вращательным движением инструмента, которое является главным движением резания и определяет скорость резания v. Поступательное движение инструмента (движение подачи) воспроизводит прямую –образующую 1.
Технологическое оборудование и его назначение
На вертикально-сверлильном станке выполняют обработку отверстий невысокой точности сверлением, рассверливанием, зенкерованием, развертыванием, зенкованием, цекованием и нарезанием резьбы.
На координатно-расточном станке, как правило, выполняют растачивание высокоточных отверстий, центры которых строго координированы относительно базовых поверхностей заготовок, а также обработку осевым инструментом: зенкерование, развертывание, зенкование, цекование и др. Кроме того, на станке можно выполнить разметку, контроль линейных размеров обработанных поверхностей и межцентровых расстояний. Координатно-расточной станок позволяет обрабатывать корпусные детали.
Основные узлы вертикально-сверлильного станка модели 2Н125.
На фундаментной плите 1 (Рис.3) закреплена колонна 3, на вертикальных направляющих которой установлены стол 2 и сверлильная головка 6. Стол и сверлильная головка могут перемещаться по направляющим колонны. В сверлильной головке расположен шпиндель, в котором устанавливают режущий инструмент. Коробка подач 4 и коробка скоростей 5, изменяют вертикальную подачу и частоту вращения шпинделя соответственно.
Основные узлы координатно-расточного станка модели 2Б440А.
На станине станка 1 (Рис.4) жестко закреплена стойка 2 с расточной головкой 3. По направляющим станины в продольном направлении перемещаются салазки 6, по верхней части которых в поперечном направлении движется стол 5. Стол и салазки оснащены направляющими качения. На станке имеется оптическая система отсчета перемещений стола и салазок, обеспечивающая гарантированную точность установки их координат (0,004 мм). В расточной головке расположены коробка скоростей и привод вертикальной подачи шпинделя 4.
Установка заготовок и режущих инструментов на станках
При обработке на вертикально-сверлильных и координатно-расточных станках заготовки устанавливают и закрепляют на столе станка с помощью универсальных или специальных приспособлений (Рис.5). Способ закрепления заготовки выбирают в зависимости от ее формы и размера.
Прижимные планки применяют при закреплении заготовок сложной формы или больших габаритных размеров в условиях единичного изготовления деталей (Рис.5 а). При обработке сквозных отверстий заготовку устанавливают на подкладки, что обеспечивает свободный выход инструмента из отверстия.
Установку на призме и закрепление струбциной (или прижимными планками) применяют при обработке отверстий на цилиндрической поверхности заготовки типа вала (Рис.5 б). Длинные заготовки (например, валы) устанавливают на две призмы. Машинные тиски используют для установки и закрепления заготовок небольших размеров с плоскими торцами (Рис.5 в). При обработке сквозных отверстий заготовку в машинных тисках устанавливают на подкладки.
Закрепление в трехкулачковом патроне применяют при обработке отверстий в торцах заготовках, имеющих цилиндрическую форму (Рис.5 г). Патрон крепят на столе станка.
На вертикально-сверлильном станке при установке заготовки необходимо обеспечить совпадение оси вращения шпинделя с осью обрабатываемого отверстия. Это достигается совмещением вершины сверла с размеченным и накерненным центром отверстия перемещением заготовки по столу станка.
На координатно-расточном станке для установки стола с закрепленной заготовкой в положение, при котором базовая исходная точка совпадает с осью шпинделя, применяют центроискатель, а также оптические устройства отсчета координат перемещения стола и салазок. Это обеспечивает изготовление отверстий с высокой точностью межосевых расстояний (до 0,004 мм) и высокой точностью их формы.
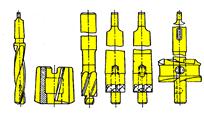
Способ установки режущего инструмента на вертикально-сверлильном станке зависит от формы хвостовика и условий работы. Инструменты с коническим хвостовиком 1 устанавливают непосредственно в шпиндель 2 станка (Рис.6 а) или с помощью переходных конических втулок 3 (Рис.6 б), если размер конуса хвостовика инструмента меньше размера конического отверстия шпинделя. Инструмент с цилиндрическим хвостовиком 4 устанавливают в цанговом 5 (Рис.6 в) или кулачковом 6 (Рис.6. г) сверлильных патронах. При необходимости последовательной смены инструментов используют быстросменные патроны 7 (Рис.6 д).
Развертку закрепляют в качающемся, плавающем или самоустанавливающемся патронах, которые во время работы позволяют инструменту свободно устанавливаться по отверстию и иметь точное направление. При нарезании резьбы в сквозных отверстиях метчики крепят в быстросменном, качающемся и плавающем патронах, а в глухих отверстиях – в предохранительном патроне.
На координатно-расточном станке режущий инструмент (сверло, зенкер и т.п.) с коническим хвостовиком 1 (Рис.7) устанавливают в шпинделе станка 2 в переходных втулках 3 (Рис.7 а, б), а с цилиндрическим хвостовиком 4 – в державке с цанговым зажимом 5 (Рис.7 в).
Расточные резцы 1 (Рис.8) на координатно-расточном станке устанавливают в консольных державках 3, закрепленных в шпинделе 2, с наклонной (Рис.8 а) или прямой (Рис.8 б) установкой резца, а также в универсальном резцедержателе, конструкция которого позволяет осуществить механическую подачу в радиальном направлении во время вращения шпинделя.
Интернет-магазин TOOLSUA предлгает качественный инструмент самой различной номенклатуры и производителей. На нашем сайте Вы можете найти металлорежущий инструмент, токарные патроны, слесарный, абразивный инструмент и многое другое. Все инструменты изготовлены в соответствие с ГОСТ.
Обработка отверстий: методы, и их применение
Вряд ли изготовление и сборка любого механизма возможна без сверления и последующей обработки отверстий в нем, ведь сверление и слесарное дело стали просто неразделимыми понятиями. Точно так же невозможно обойтись без сверления в большинстве других сфер деятельности. А после того, как проделаешь отверстие в чем-угодно (неважно, с помощью сверления или других), нужно произвести его обработку, чтобы подогнать размеры и снизить шероховатость стенок.
Обработку отверстий делают при помощи нескольких способов, это зависит от требований к заготовке. В частности, различают 3 основных способа (сверление, зенкерование и развертывание), а также разновидности этих способов (рассверливание, зенкование, цекование). Рассмотрим все эти процессы более подробно.
Сверление

Как несложно догадаться, перед обработкой отверстия его нужно чем-то сделать. Так вот, самый распространенный и часто встречающийся метод проделывания отверстий — сверление.
Сверление — это разновидность механической обработки с целью образования отверстий, выполняемый сверлом. Данный процесс бывает «ручным» (как несложно догадаться, его делают ручными инструментами), а также «машинным» (выполняется на специальных станках).
Обычно, чтобы проделать менее, чем двенадцати миллиметровое отверстие в не особо твердых материалах (таких, как стали конструкционного типа, цветмет и сплавы из него, а также полимерные сплавы), используют ручные сверлильные приспособления.
А чтобы проделать отверстия крупнее 12 миллиметров или улучшить производительность в случае массового производства, процесс сверления происходит на сверлильном стационарном или настольном оборудовании (станках). Первые бывают вертикальными или радиально-сверлильными.
Рассверливание
Рассверливание отверстия является подвидом обычного сверления. По своей сути – это расширение размера отверстия, проделанного ранее. Рассверливание отверстий также делают сверлами.
Совет: крайне не рекомендовано пытаться рассверливать отверстия, образованные не в ходе сверления, а другими методами, например штампованием. Причиной является то, что подобные отверстия отличаются разной твердостью материала внутренних стенок.
Во время литья образуется окалина. При ковке и штамповке в различных местах металлической заготовки возникает неоднородное внутреннее напряжение. Это приводит к тому, что во время обработки сверло подвергается постоянно меняющимся нагрузкам. А это способно вызвать смещение оси сверла или и вовсе его поломку.
Если обрабатывать отверстия подобным методом (сверление и рассверливание), то можно добиться X квалитета (измерение точности). Шероховатость после сверления у стенок отверстия возможна в рамках показателя не более Rz 80.
Зенкерование

Названием «зенкерование» именовали механическую обработку резанием проделанных ранее отверстий. Его основной целью является придание отверстию нужной формы и избавление от различных дефектов, а также увеличение точности (вплоть до VIII квалитета), уменьшение показателя шероховатости (Ra 1,25 и менее).
Если отверстие не особо большое, то подобную обработку делают на обычном настольном станке, а если нужно обработать отверстие побольше, то это проще сделать на спецоборудовании на фундаменте.
Отдельно отметим, что про ручное оборудование использовать нет смысла. С ним попросту невозможно добиться нужных показателей.
У «зенкерования» есть 2 подвида, такие как зенкование и цекование.
Во время зенкерования отверстий нужно придерживаться ряда правил:
- Сверление зенкерование производятся во время одного подхода. Зенкерование нужно производить после окончания сверлильных работ, не вынимая детали из станочных креплений. По сути, в ходе одного «подхода» производят обработку детали двумя инструментами.
- Во время зенкерования отверстий, не подвергавшихся обработке, в деталях корпусов нужно надежно и прочно фиксировать деталь.
- При выборе размера припуска обязательно нужно делать это согласно специальным таблицам.
- Зенкерование нужно делать в том же режиме работы станка, как и сверление перед ним.
- Правила охраны труда соблюдать нужно аналогичные тем, что используются при сверлильной обработке.
Зенкование

Зенкованием называют отделку цилиндрообразных или конусообразных отверстий, которые предназначаются для формирования углублений под утопленные головки крепежа. Делают это специнструментом, который называется «зенковка».
Есть ряд правил, которых нужно придерживаться при зенковании отверстий:
- Зенкуется отверстие исключительно после полного его просверливания.
- Сверление зенкование отверстия производятся во время одного подхода. Зенкование нужно производить после окончания сверления, не вынимая детали из станочных креплений. В ходе одного «подхода» производят обработку двумя инструментами.
- Использовать можно только невысокую частоту оборотов шпинделя (не более 100 оборотов в минуту), причем в это время нужно применять эмульсию. Глубину обработки можно проверить обычным штангенциркулем.
- Если использовать для зенкования цилидрическую зенковку, у которой размер цапфы превышает размер отверстия, которое нужно обработать, нужно сделать следующее. Вначале сверлится отверстие, которое по размеру совпадает с цапфой. Затем оно зенкуется, а после всего этого производится рассверливание до нужного размера.
Цековка (цекование)

Цекованием называется зачистка торцов детали. Применяется это во время обработки под крепеж. Процесс производят с помощью специнструмента — «цековки».
Развертывание
Развертывание делают с помощью резания. Этот вид обработки гарантирует повышенную точность (вплоть до VI квалитета) и минимальную Ra — 0,63 и меньше.
В ходе процесса инструмент, называющийся развертка, снимает микроскопическую стружку со стенок отверстия. Развертывание делают или вручную или на станках (чаще всего это стационарные станки).
У развертывания также есть свои правила:
1. Нужно точно придерживаться величины припуска, согласно специальных таблиц.
2. Если развертывание делается вручную, его нужно проводить в 2 этапа: сначала черновое, а потом чистовое.
3. Во время развертывания отверстия в заготовке из стали поверхность, которая обрабатывается, нужно подвергать смазке эмульсией (подходит также минеральное масло). Если заготовка из чугуна, смазки не требуется.
4. Если развертывание делается вручную, его нужно делать исключительно по ходу часовой стрелки. Иначе стенки могут быть повреждены стружкой. Кстати, отверстие нужно время от времени очищать от нее.
5. Сверление и развертывание отверстий нужно производить в ходе одного «подхода», не вынимая детали из креплений и производя обработку детали двумя инструментами по очереди.
Инструменты и приспособления, применяемые при обработке отверстий
Зенкерыпредназначены для обработки отверстий в заготовках, полученных отливкой штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости. По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое).
 Зенкеры:Выбор конструкции зенкера и материала рабочей
Зенкеры:Выбор конструкции зенкера и материала рабочей
 части в значительной степени зависит от обрабатываемого
части в значительной степени зависит от обрабатываемого
материала и параметров обрабатываемого отверстия:
* зенкеры из быстрорежущей стали, имеющие три-четыре
зуба и диаметр от 10 до 40мм, применяются для обработки
отверстий в заготовках из конструкционной стали;
* зенкеры, оснащенные пластинами из твердого сплава,
имеющие три-четыре зуба и номинальный диаметр от 14
а б в г д е до 50мм, используются при обработке отверстий в
а-спиральный цельный; б-насадной; заготовках из труднообрабатываемых и закаленных сталей;
в- цилиндрический; г- со сменно * зенкеры с насадными головками из быстрорежущей
составляющей; д- сборный; е- двусторонний стали номинальным диаметром от 32 до 80мм
предназначены для обработки отверстий в заготовках из
 63
63
* перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных
* для обработки глухих отверстий диаметром от 15 до 25мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания.

 Зенковкии цековкипредназначены для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки.
Зенковкии цековкипредназначены для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки.
Зенковки для обработки отверстий под цилиндрические
 головки винтов изготавливаются с цилиндрическим и
головки винтов изготавливаются с цилиндрическим и
коническим хвостовиком. Зенковки с цилиндрическим
хвостовиком выпускаются диаметром 15; 18; 20; 22 и 24мм; а
 зенковки с коническим хвостовиком – диаметром 15; 18; 20; 22
зенковки с коническим хвостовиком – диаметром 15; 18; 20; 22
24; 26; 30; 32; 33; 34; 36 и 40мм.
Зенковки для обработки конических углублений с углами
 60, 90 и 120º также изготавливают с цилиндрическим,
60, 90 и 120º также изготавливают с цилиндрическим,
и с коническим хвостовиком. Зенковки с цилиндрическим хвостовиком
изготавливают диаметром 8; 10; 12; 16; 20; 25мм, а с коническим
хвостовиком – диаметром 16; 20; 25; 31,5; 40; 63 и 80мм.
 Разверткибывают цилиндрические и конические.
Разверткибывают цилиндрические и конические.
Конические развертки предназначены для развертывания конусных

 отверстий. Ручные развертки приводят во вращение ручным воротком.
отверстий. Ручные развертки приводят во вращение ручным воротком.
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых
расположены канавки; зубья служат для образования режущих кромок и отвода
наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а
верхняя – калибрующая – направляет развертку и окончательно калибрует отверстия.
Ручные развертки на своей хвостовой части имеют квадратный конец для
вращения их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток
 из трех штук: черновая (обдирочная), промежуточная и чистовая развертки. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
из трех штук: черновая (обдирочная), промежуточная и чистовая развертки. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
Для более чистой обработки поверхности отверстий и охлаждения инструмента при
развертывании просверленные отверстия в стали смазывают минеральным маслом, в
меди – эмульсией, в алюминии – скипидаром, а в латуни и бронзе отверстия
развертывают без смазывания.
Отверстия развертывают вручную следующим способом. Деталь прочно укрепляют в тисках. В отверстие детали вставляют развертку, чтобы ось развертки совпала с осью отверстия. Затем начинают вращать вороток с разверткой вправо, плавно подавая его вперед. Развертку вращают только в одну сторону.
| | | следующая лекция ==> | |
| Развертывание отверстий | | | Типичные дефекты при зенкеровании, причины их появления и способы предупреждения |
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет

