Какой буквой обозначается быстрорежущая инструментальная сталь?
Быстрорежущие инструментальные стали: марки, характеристики, маркировка
Такой материал, как быстрорежущие стали, отличается уникальными свойствами, что дает возможность использовать его для изготовления инструментов, обладающих повышенной прочностью. Характеристики сталей, относящихся к категории быстрорежущих, позволяют производить из них инструменты самого различного назначения.

Фрезы, метчики, развертки – типичные изделия, производимые из высококачественной быстрорежущей стали
Характеристики быстрорежущих сталей
К категории быстрорежущие стали относят сплавы, химический состав которых дополнен рядом легирующих добавок. Благодаря таким добавкам сталям придаются свойства, позволяющие использовать их для изготовления режущего инструмента, способного эффективно работать на высоких скоростях. Быстрорежущие инструментальные стали от обычных углеродистых сплавов как раз и отличает то, что инструмент, который из них изготовлен, может с успехом применяться для обработки твердых материалов на повышенных скоростях.

Фрезеровка детали на профессиональном гравировальном станке
К наиболее примечательным характеристикам, которыми отличаются быстрорежущие стали различных марок, нужно отнести следующие.
- Твердость, сохраняемая в горячем состоянии (горячая твердость). Как известно, любой инструмент, используемый для выполнения обработки резанием, в процессе такой обработки интенсивно нагревается. В результате нагрева обычные инструментальные стали подвергаются отпуску, что в итоге приводит к снижению твердости инструмента. Такого не происходит, если для изготовления была использована быстрорежущая сталь, которая способна сохранять свою твердость даже при нагреве инструмента до 6000. Что характерно, стали быстрорежущих марок, которые часто называют быстрорезы, обладают даже меньшей твердостью по сравнению с обычными углеродистыми, если температура резания находится в нормальных пределах: до 2000.
- Повышенная красностойкость. Данный параметр любого металла характеризует период времени, в течение которого инструмент, изготовленный из него, способен выдерживать высокую температуру, не теряя своих первоначальных характеристик. Быстрорежущие стали в качестве материала для изготовления режущего инструмента не имеют себе равных по данному параметру.
- Сопротивление разрушению. Режущий инструмент, кроме способности переносить воздействие повышенных температур, должен отличаться и улучшенными механическими характеристиками, что в полной мере демонстрируют стали быстрорежущих марок. Инструмент, изготовленный из таких сталей, обладающий высокой прочностью, может успешно работать на большой глубине резания (сверла) и на высоких скоростях подач (резцы, сверла и др.).
Характеристики и назначение быстрорежущих сталей
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
Правила маркировки сталей, относящихся к категории быстрорежущих, строго регламентированы соответствующим ГОСТ, что значительно упрощает процесс их расшифровки.
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала. Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К. После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.

Пример расшифровки марки быстрорежущей стали
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие категории:
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.

Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам. Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок. Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.

Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
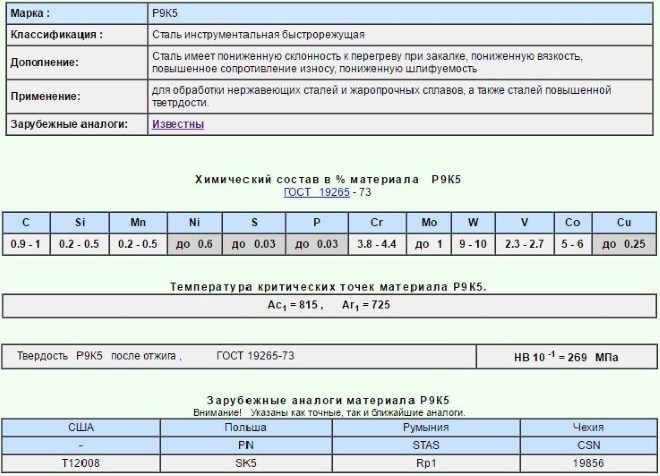
Свойства стали марки Р9К5
Методы производства и обработки
Для производства инструментов, изготавливаемых из быстрорежущих сплавов, используются две основные технологии:
- классический метод, который предполагает разливку расплавленного металла в слитки, в дальнейшем подвергающиеся проковке;
- метод порошковой металлургии, при котором расплавленный металл распыляется при помощи струи азота.
Классическая технология, предполагающая проковку изделия из быстрорежущего сплава, которое предварительно было отлито в специальную форму, позволяет наделить такое изделие более высокими качественными характеристиками.
Подобная технология помогает избежать формирования карбидных ликваций в готовом изделии, а также дает возможность подвергнуть его предварительному отжигу и дальнейшей закалке. Кроме того, данная технология изготовления позволяет избежать такого явления, как «нафталиновый излом», которое приводит к значительному повышению хрупкости готового изделия, изготовленного из быстрорежущего сплава.
Закалка готовых инструментов, выполненных из быстрорежущего сплава, осуществляется при температурах, которые способствуют лучшему растворению в них легирующих добавок, но в то же время не приводят к росту зерна их внутренней структуры. После выполнения закалки быстрорежущие сплавы имеют в своей структуре до 30% аустенита, что не самым лучшим образом сказывается на теплопроводности материала и его твердости. Для того чтобы уменьшить количество аустенита в структуре сплава до минимальных значений, используются две технологии:
- проводят несколько циклов нагрева изделия, выдержки при определенной температуре и охлаждение: многократный отпуск;
- перед выполнением отпуска, изделие подвергается охлаждению до достаточно низкой температуры: до –800.
Улучшение характеристики изделий
Чтобы инструменты, изготовленные из быстрорежущих сплавов, обладали высокой твердостью, износостойкостью и коррозионной устойчивостью, их поверхность необходимо подвергнуть обработке, к методам выполнения которой относятся следующие.
- Насыщение поверхностного слоя изделия азотом — азотирование. Проводиться такая обработка может в газовой среде, состоящей из азота (80%) и аммиака (20%), либо полностью в аммиачной среде. Время выполнения подобной технологической операции — 10–40 минут, температура, при которой она осуществляется — 550–6600. Использование газовой среды, содержащей азот и аммиак, позволяет сформировать менее хрупкий поверхностный слой.
- Насыщение поверхностного слоя изделия углеродом и азотом — цианирование, которое осуществляется в расплаве цианида натрия или других солей с этим же анионом. В зависимости от назначения детали цианирование может быть высоко-, средне- и низкотемпературным. Чем выше температура и время выдержки детали в расплаве, тем больше толщина получаемого слоя.
- Сульфидирование, которое выполняется в жидких расплавах сульфидов, куда добавляются соединения серы. Проводится такая процедура на протяжении 45–180 минут, при этом температура расплава должна составлять 450–5600.
Инструменты, изготовленные из быстрорежущих сплавов, также подвергают обработке паром, что позволяет улучшить характеристики их поверхностного слоя. Следует иметь в виду, что все вышеперечисленные операции выполняются с инструментом, режущая часть которого уже заточена, отшлифована и подвергнута термической обработке.
Быстрорежущие инструментальные стали: характеристики, маркировка и расшифровка
Содержание: Скрыть Открыть
- Характеристики быстрорежущих сталей
- Расшифровка обозначения марки
- Улучшение параметров изделий

Такой особый материал, как быстрорежущие стали, отличается наличием неповторимых параметров, позволяющих применять стали этой марки для производства инструментария.
Параметры сталей, принадлежащих к категории быстрорежущих, дают возможность делать из них инструменты самого разного назначения.
Характеристики быстрорежущих сталей
К подобной категории относятся стали, среди компонентов которых имеется ряд специальных легирующих добавок. Благодаря их наличию, готовые стали приобретают новые свойства, позволяющие изготовленный из них инструмент с успехом использовать для выполнения работ на повышенных скоростях. Отличием их от стандартных разновидностей сталей с содержанием углерода как раз и является то, что инструмент, основой для изготовления которого они становятся, предназначается именно для обработки твердых разновидностей металлов на повышенной скорости.
Самые важные параметры, которые могут выделять быстрорежущие стали:
- Высокая степень твердости, сохраняемая даже при нагреве. Не секрет, что каждый инструмент, применяемый для резки или обработке металла, в процессе работы нагревается до высокой температуры. Если его изготовить из обычной стали, то, при нагреве, она подвергнется отпуску, и его прочность снизится. Этого не случится, если при изготовлении использована легированная инструментальная сталь, прочность которой остается неизменной даже температуре нагрева в 6 тысяч градусов. Если сравнить такие стали с обыкновенными углеродистыми, то плотность их будет на порядок меньше;
- Увеличенная степень красностойкости. Этот параметр, по отношению к любому из металлов, характеризует продолжительность временного периода, на протяжении которого исследуемый металл способен выдерживать влияние повышенного температурного режима, без потери собственных начальных характеристик. Именно поэтому быстрорежущий тип легированных инструментальных сталей в качестве материала для производства режущего инструмента не может найти себе равных на протяжении длительного времени.
- Сопротивления разрушительному влиянию. Инструмент для резчика, помимо способности перенесения длительного влияния высоких температур, должен иметь и особые механические параметры.
Расшифровка обозначения марки
Впервые такая марка стали была изобретена британскими специалистами. По той причине, что она может применяться для проведения обработки металлов на высокой скорости, ей было дано название «rapidsteel». Подобное свойство этого типа сталей и полученное впоследствии название привело к тому, что все их наименования начинаются с буквы Р.
Первая цифра, которая ставится после буквы Р, обозначает содержание в процентах такого химического элемента, как вольфрам. Помимо этого, в составе быстрорежущей стали содержатся такие элементы, как молибден и кобальт, получившие обозначение М, и К соответственно. После каждой из этих букв в составе маркировки идет число, значением которого становится содержание требуемого вещества в общем количестве.

Улучшение параметров изделий
Для того, чтобы инструменты, изготовленные из этой разновидности сталей, имели повышенную прочность, устойчивость к износу и влиянию коррозии, их поверхность подвергается специальной обработке. Имеются следующие ее варианты:
- Обработка азотом, выполняющая в полностью газовой среде, в составе которой находится 80% азота, и 20% аммиака, или же 100% аммиака. Необходимое время для исполнения подобной технологической операции составляет от 10 до 40 минут, а температура – от 550 до 6600 градусов. Применение газовой среды, одновременно с аммиаком и формалином, давало возможность создания менее хрупкого слоя на поверхности;
- Процесс насыщения углеродом и азотом, иначе называемый цианирование, так как оно выполняется в расплаве натриевых солей. По тому назначению, которое имеет указанная деталь , можно выяснить, куда она будет использована, и отрегулировать туда подачу вещества для обработки;
- Сульфидирование, при котором выполняется погружение в жидкую ванну с жидким серным оксидом с добавлением серных оксидов. Температура, при которой выполняется процедура, составляет от 550 до 6600 градусов по Цельсию.
Кроме того, те инструменты, которые производятся их быстрорежущей стали, могут подвергать обработке паром, что дает возможность улучшения прочности их поверхностей и сохранения ее на более долгий срок. Отдельно стоит отметить, что до выполнения вышеуказанной операции инструмент должен быть термически обработан, с заточкой и шлифовкой режущей части.
Основным предназначением сталей, обозначаемых как быстрорежущие, становится обработка горизонтальных поверхностей из твердых металлов, которые невозможно обработать стандартными ресурсами/
Полезная информация
Марки стали. Расшифровка обозначений, применение, ГОСТы на производство
Пример расшифровки стали 12Х18Н10Т (X12CrNiTi18-10):
- 12 — содержание Углерода 0,12%;
- Х18 — содержание Хрома (Cr) 18%
- Н10 — содержание Никеля (Ni) 10%;
- Т — содержание Титана (Ti) не более 1-1,5%, поэтому цифра не указана.
Пример расшифровки стали 09Г2С:
- 09 — содержание Углерода 0,09%;
- Г2 — содержание Марганца (Mn) 2%;
- C — содержание Кремния (Si) не более 1-1,5%, поэтому цифра не указана.
Пример расшифровки стали 20ЮЧ и 20ЮЧА:
- 20 — углерода 0,2%
- Ю — содержанию Алюминия (Al) 0,03-0,1%
- Ч — содержание редкоземельных металлов РЗМ, цирконий Zr, титан Ti, кальций Ca, церий Ce с целью глобуляризации сульфидных неметаллических включений.
- А — стоит в конце марки стали и означает, что сталь высококачественная, т.е. концентрация серы и фосфора в ней не должно превышать 0,025 %
Расшифровка обозначений марки стали.
- Ст — обыкновенная нелегированная сталь. Пример Ст 3 — углерода 0,3% (в десятых доля процента), Ст3кп (кипящая сталь), ст3сп (спокойная сталь), ст3пс (полуспокойная сталь), ст3св (свариваевамя сталь). Отутствие букв — означает спокойная сталь.
- группа А — сталь с гарантируемыми механическими свойствами (поставляемая сталь не подвергается термической обработке). Пример ст 0 — ст 6.
- группа Б — сталь гарантированного состава (подвергаются термической обработке у потребителя). Пример БСт3.
- группа В — сталь с гарантированными составом и механическими свойствами (для сварных конструкций). Пример ВСт3сп.
- Пп — пониженная прокаливаемость. Пример ст 58пп. Применяют для изготовления деталей тонких сечений, требующих высокой поверхностной твердости и подвергаемых термической обработке с нагревом ТВЧ.
- Качественная нелегированная сталь. Пример ст 20 — углерода 0,2% (в сотых долях процента), аналогично ст 10, ст 45, ст 65.
- К — качественная углеродистая сталь. Если буква К стоит в конце марки стали. Пример сталь 20К, сталь 15К. Используется для производства днищ, котлов, сосудов высокого давления.
- Л — литейная конструкционная сталь. Если буква Л стоит в конце маркировки. Пример сталь 110Г13Л – содержит 1,1 % С, около 13 % Mn, литейная. Метод производства этой стали — литьё.
- Конструкционная низколегированная сталь. Пример ст 09Г2С углерода 0,09% (в сотых долях процента), содержание Марганца (Mn) 2%, содержание Кремния (Si) не более 1-1,5%, поэтому цифра не указана.
- С — строительная сталь. Если буква С стоит в начале маркировки. После неё указывается минимальный предел текучести стали. Также применяются дополнительные обозначения: К — повышенная коррозионная стойкость (С390К, С375К); Т — термоупрочнённый прокат (С345Т, С390Т); Д — повышенное содержание меди (С345Д, С375Д).
- Е — сталь с особыми магнитными свойствами. Если буква Е стоит в начале маркировки. Например, сталь марки ЕХ9К5, из которой изготавливают мощные постоянные магниты.
- У — углеродистая инструментальная сталь. Пример сталь У8ГА углерода 0,08%, буква Г — означает повышенное содержание марганца, А — высококачественная сталь.
- А — высококачественная сталь. Если буква А стоит в конце маркировки. Пример сталь 40А, означает, что сталь содержит около 0,40 % углерода и относится к сталям высокого качества.
- Э — электротехническая сталь ЭТС. Её называют технически чистым железом. Тонколистовая сталь, используемая при изготовлении шихтованных магнитопроводов электротехнического оборудования — электромагнитов, трансформаторов, генераторов, электродвигателей. Пример 10880, 21880 и т. д. Первая цифра показывает вид обработки: 1 — кованный или горячекатаный; 2 — калиброванный. Вторая цифра — наличие/отсутствие нормируемого коэффициента старения: 0 — без коэффициента; 1 — с коэффициентом. Третья цифра — это группа по основной нормируемой характеристике. Две последние связаны со значениями основной нормируемой характеристики.
- А — автоматная сталь. Если буква А стоит в начале марки стали. Пример АС20ХГНМ, А12, А20. Сталь с пониженной пластичностью Используется для производства неответственных деталей, шпилек, больтов, гаек массового производства.
- АС – автоматная легированная свинцом (АС35Г2 содержит 0,35 % С, 2 % марганца и свинец менее 1%).
- Р — быстрорежущая инструментальная сталь. Если буква Р стоит в начале марки стали. Пример сталь Р6М5 — вольфрама 6%, молибдена 5%.
- Ш — подшипниковая сталь. Пример сталь ШХ9 — хрома 0,9%, высокое содержание углерода около 1%. Шарикоподшипниковые стали имеют высокую прочность, износоустойчивость, выносливость.
Таблица 1. Расшифровка химических элементов в обозначении марки стали.
Элемент
Элемент в таблице Менделеева
Буква в марке стали
Таблица 2. ГОСТы на производство стали.
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки.
Быстрорежущие стали
Существует огромное количество различных металлов, которые обладают своими определенными достоинствами и недостатками. Быстрорежущие стали зачастую применяются для изготовления инструментов, которые должны обладать повышенной прочностью, некоторых ответственных деталей. Рассмотрим особенности этого сплава подробнее.

Характеристики быстрорежущих сталей
Быстрорежущие стали – сплавы, которые имеют достаточно большое количество легированных добавок. За счет добавления различных химических веществ свойства металла серьезно меняются. Рассматривая характеристики следует отметить, что материал подобного типа специально создается для эксплуатации при высоком показателе трения, который возникает на момент резания. Состав быстрорежущей инструментальной стали существенно повышает твердость металла, за счет чего он может работать на повышенной скорости.

Основные характеристики быстрорежущих сталей
Характеристики быстрорежущей стали следующие:
- Высокая твердость. Рассматривая основное назначение подобного металла следует учитывать, что он может использоваться для обработки деталей или заготовок путем резания. Как показывают проведенные тесты, качественная быстрорежущая сталь сохраняет свои основные эксплуатационные качества при нагреве инструмента даже до температуры 6000 градусов Цельсия. Кроме этого быстрорежущая сталь обычного качества может иметь даже меньшую твердость в сравнении с обычным углеродистым металлом.
- Повышенная стойкость к высокой температуре. Устойчивость к воздействию повышенной температуры определяет то, как долго инструмент сможет работать без изменения своих эксплуатационных качеств. Из-за слишком высокого показателя трения металл может нагреваться, что становится причиной изменения кристаллической решетки. В результате основные свойства быстрорежущей стали могут существенно измениться. Как правило, нагрев становится причиной повышения пластичности и снижения твердости, за счет чего износ поверхности проходит намного быстрее.
- Устойчивость к разрушению. Режущий инструмент, который может работать на высокой скорости, должен обладать повышенной механической устойчивостью. Кроме этого инструмент может работать при высоком показателе подачи, что позволяет работать на большой глубине резания.
Именно химический состав быстрорежущей стали определяет ее основные эксплуатационные качества.
Классификация и маркировка быстрорежущих сталей
Все быстрорежущие стали классифицируются непосредственно по химическому составу, для чего проводится расшифровка маркировки. Инструментальные стали быстрорежущие делятся на следующие три группы:
- Сплавы с полезными примесями, в которых процентное содержание кобальта не более 10%, а вольфрама 22%. Маркировка металла этой группы следующая: P10M4Ф3К10 и Р6М5Ф2К8 и другие.
- Сплавы, в составе которых не более 5% кобальта и до 18% вольфрама. Виды быстрорежущей стали этой группы следующие: Р9К5, Р10Ф5К5 и другие.
- Варианты исполнения металла, расшифровка которых определяет процентное содержание кобальта и вольфрама более 16%. Представителями этой группы можно назвать марки Р9 и Р18, Р12 и Р6М5.
При применении подобного металла получающаяся кромка не реагирует на механическое воздействие, по всей длине показатель твердости остается неизменным и металл не выкрашивается. Вышеприведенная классификация быстрорежущей стали определяет то, при какой скорости резания и подаче может использоваться сплав.

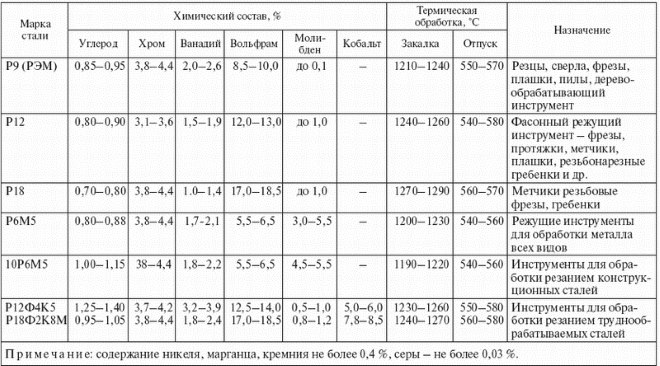
Состав быстрорежущих сталей различных марок
Рассматривая обозначение быстрорежущей стали следует уделить внимание тому, что первая буква для обозначения этой группы «Р». Цифра, которая идет первой в обозначении указывает процесс вольфрама в составе. Далее могут идти буквы, обозначающие легирующие элементы. Стоит учитывать, что расшифровка металла указывает на точное содержание определенных легирующих элементов, которые изменяют эксплуатационные качества материала.
Область применения различных марок быстрорежущих сталей
Рассматривая применение износостойкого металла следует уделить внимание тому, что конкретный состав металла определяет его эксплуатационные качества. Инструмент изготовленный из подобного металла может выдерживать длительную эксплуатацию.

Режущий инструмент из быстрорежущей стали
Область применения достаточно обширна:
- Изготовление сверл. Сверла имеют достаточно сложную форму и конструкцию, которая получается путем литья.
- Изготовление резцов. Сегодня для удешевления резцов их основная часть изготавливается из недорого металла, и только режущая кромка из износостойкого материала.
- Изготовление напаек для режущего инструмента. В некоторые случаях режущая кромка сменная.
- Изготовление фрез. Фрезы также получаются методом литья расплавленного металла.
Материал может использоваться для получения инструмента, который будет выдерживать высокую нагрузку.
Сегодня, при повсеместной установке станков с ЧПУ, режущий инструмент повышенной устойчивости является единственным выходом из сложившейся ситуации, когда высокие скорости обработки создают проблемы.
Особенности термической обработки быстрорежущих сталей
Для увеличения эксплуатационных качеств быстрорежущей стали могут применяться стандартные методы обработки. Однако при этом учитывается состав металла. Примером назовем то, что процесс закалки предусматривает нагрев среды до температуры, которая позволяет обеспечить условия для растворения различных примесей и добавок.
После того, как обработка быстрорежущей стали была завершена, в сплаве остается до 30% аустенита, что существенно повышает теплопроводность и твердость.
Для уменьшения показателя аустенита в структуре могут применяться две технологии:
- Для повышения качества термической обработки нагрев проводится в несколько этапов. При этом выдержка проводится при определенной температуре, а также проводится многократный отпуск.
- Отпуск подразумевает охлаждение заготовки до низкой температуры, которая часто составляет — 800 градусов Цельсия.
- Закалка должна проводится при достаточно высокой температуре, так как только в этом случае происходит полное перестроение кристаллической решетки.
- Для охлаждения используется самая различная среда. Примером назовем применение масла иди соляных ванн. Обычная вода становится причиной появления самых различных дефектов, к примеру, трещин или окалин. После этого приходится выполнять дополнительную обработку для удаления дефектов.

Микроструктура быстрорежущей стали Р6М5: а) литое состояние; б) после ковки и отжига; в) после закалки; г) после отпуска
Кроме этого улучшение характеристик проводится следующим образом:
- Проводится насыщение поверхностного слоя цинком. Для того чтобы оказать требуемое воздействие на поверхность подобная операция предусматривает нагрев поверхности до 5600 градусов Цельсия. Выдержка может проходить в течение от 5 до 30 минут.
- Также может происходить насыщение поверхности азотом. Чаще всего подобная процедура проводится в газовой среде. Выдерживается заготовка или деталь в течении 10-40 минут, температура нагрева варьирует в пределе 550-6600 градусов Цельсия.
- В некоторых случаях химический состав металла изменяется путем сульфидирования поверхности. Подобным образом можно повысить твердость и прочность поверхности.
- В качестве дополнительной обработки на поверхность напыляется различный материал. За счет этого существенно изменяются эксплуатационные качества инструмента или детали.
Сегодня часто встречается ситуация, когда поверхность обрабатывается паром, что позволяет существенно повысить характеристики поверхностного слоя. Зачастую дополнительная обработка проводится в случае, когда режущая кромка была полностью подготовлена.
Маркировка быстрорежущих сталей




![]()
![]()
Все быстрорежущие стали обозначаются первой буквой Р (рапид — скорость), следующая цифра содержание вольфрама (буква В пропускается), затем указывается после букв М, Ф и К содержание молибдена, ванадия и кобальта. При использовании быстрорежущих сталей распространенной ошибкой является подход к ней как к «самозакаливающейся стали». Т.е. достаточно нагреть сталь и охладить на воздухе, и можно получить твердый износостойкий материал. Такой подход абсолютно не учитывает особенности высоколегированных инструментальных сталей.
Перед закалкой быстрорежущие стали необходимо подвергнуть отжигу. В плохо отожженных сталях наблюдается особый вид брака: нафталиновый излом, когда при нормальной твердости стали она обладает повышенной хрупкостью.
Грамотный выбор температуры закалки обеспечивает максимальную растворимость легирующих в α-железе, но не приводит к росту зерна.
После закалки в стали остается 25 ÷ 30 % остаточного аустенита. Помимо снижения твердости инструмента, остаточный аустенит приводит к снижению теплопроводности стали, что для условий работы с интенсивным нагревом режущей кромки является крайне нежелательным. Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском. При обработке стали холодом ее охлаждают до -80 ÷ -70 ºC, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2 — 3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается.
63. трорежущая сталь Р18 относится к быстрорежущим сталям нормальной производительности. Эта сталь, содержащая 18% вольфрама, долгое время была наиболее распространенной. Инструменты, изготовленные из этой стали, после термической обработки имеют твердость HRC 62-65, красностойкость 600 о С и достаточно высокую прочность. Сталь Р18 сравнительно хорошо шлифуется. Существенным недостатком этой стали является большая карбидная неоднородность, особенно значительная в прутках большого сечения.
При увеличении карбидной неоднородности прочность стали снижается и при работе наблюдается выкрашивание режущих кромок инструмента и снижение его стойкости.
Большое количество избыточной карбидной фазы делает сталь Р18 более мелкозернистой, менее чувствительной к перегреву при закалке, более износостойкой. Из стали Р18 могут изготовляться всевозможные инструменты, в том числе такие сложные как шеверы, долбяки, протяжки и др.
Сталь Р18 относится к быстрорежущим сталям нормальной теплостойкости. Быстрорежущие стали наиболее характерны для режущих инструментов. Они сочетают высокую теплостойкость (500-650°С) в зависимости от состава и обработки) с высокими твердостью (до HRC 68-70), износостойкостью при повышенных температурах и повышенным сопротивлением пластической деформации. Быстрорежущие стали позволяют повысить скорость резания в 2 — 4 раза по сравнению со скоростями, применяемыми при обработке инструментами из углеродистых и легированных инструментальных сталей.
Быстрорежущие стали широко применяют для режущих инструментов, работающих в условиях значительного нагружения и нагрева рабочих кромок. Инструмент из быстрорежущих сталей обладает достаточно высокой стабильностью свойств, что особенно важно в условиях гибкого автоматизированного производства.
Высокие режущие свойства быстрорежущих сталей обеспечиваются легированием сильными карбидообразующими элементами (вольфрамом, молибденом, ванадием), элементами, повышающими температуру ( ‘ )-превращения (кобальтом, алюминием), и применением специальной термической обработки, заключающейся в закалке с высоких температур (1200 — 1300 °С) и отпуске, вызывающем дисперсионное твердение.
Для стали Р18 основным является карбид М6С (Fe3W3C).
Для получения высоких теплостойкости и твердости достаточно большая доля распадающегося карбида должна быть переведена при закалке в твердый раствор (аустенит, мартенсит), что насыщает его углеродом, вольфрамом, молибденом, ванадием, хромом.
Последующий отпуск при температурах 550-560 °C повышает твердость до максимальных значений вследствие выделения дисперсных, карбидов и распада остаточного аустенита.
В зависимости от химического состава, а следовательно, и уровня основных свойств быстрорежущие стали подразделяют на стали нормальной и повышенной теплостойкости (производительности). Если содержание ванадия не превышает 2%, их относят к быстрорежущим сталям нормальной теплостойкости (производительности). Это стали Р18, Р9 , Р6М5 .
Быстрорежущие стали с более высоким содержанием ванадия, а также дополнительно легированные кобальтом относят к сталям повышенной теплостойкости (Р12ФЗ , Р6М5ФЗ , Р18К5Ф2 , Р9К5 , Р6М5К5 , Р9М4К8 и др.).
К группе быстрорежущих сталей повышенной производительности следует отнести и быстрорежущие дисперсионно-твердеющие сплавы с интерметаллидным упрочнением. Их высокая теплостойкость и режущие свойства обеспечиваются высокими температурами ( ‘ )-превращения и упрочнением вследствие выделения при отпуске интерметаллидов.

64.Твёрдые сплавы — твёрдые и износостойкие металлические материалы, способные сохранять эти свойства при 900—1150 °C. В основном изготовляются из высокотвердых и тугоплавких материалов на основе карбидов вольфрама, титана, тантала, хрома, связанные кобальтовой металлической связкой, при различном содержании кобальта или никеля. Различают спечённые и литые твёрдые сплавы. Главной особенностью спеченных твердых сплавов является то, что изделия из них получают методами порошковой металлургии и они поддаются только обработке шлифованием или физико-химическим методам обработки (лазер, ультразвук, травление в кислотах и др), а литые твердые сплавы предназначены для наплавки на оснащаемый инструмент и проходят не только механическую, но часто и термическую обработку (закалка, отжиг, старение и др). Порошковые твердые сплавы закрепляются на оснащаемом инструменте методами пайки или механическим закреплением.
Твердые сплавы различают по металлам карбидов, в них присутствующих: вольфрамовые — ВК2, ВК3,ВК3М, ВК4В, ВК6М, ВК6, ВК6В, ВК8, ВК8В, ВК10, ВК15, ВК20, ВК25; титано-вольфрамовые — Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В; титано-тантало-вольфрамовые — ТТ7К12, ТТ10К8Б.Безвольфрамовые ТНМ20, ТНМ25, ТНМ30
По химическому составу твердые сплавы классифицируют:
§ вольфрамокобальтовые твердые сплавы (ВК);
§ титановольфрамокобальтовые твердые сплавы (ТК);
§ титанотанталовольфрамокобальтовые твердые сплавы (ТТК).
Твердые сплавы по назначению делятся (классификация ИСО) на:
§ Р — для стальных отливок и материалов, при обработке которых образуется сливная стружка;
§ М — для обработки труднообрабатываемых материалов (обычно нержавеющая сталь);
§ К — для обработки чугуна;
§ N — для обработки алюминия, а также других цветных металлов и их сплавов;
§ S — для обработки жаропрочных сплавов и сплавов на основе титана;
§ H — для закаленной стали.
Твердые сплавы в настоящее время являются распространенным инструментальным материалом, широко применяемым в инструментальной промышленности. За счет наличия в структуре тугоплавких карбидов твердосплавный инструмент обладает высокой твердостью HRA 80-92 (HRC 73-76), теплостойкостью (800—1000 °C), поэтому ими можно работать со скоростями, в несколько раз превышающими скорости резания для быстрорежущих сталей. Однако, в отличие от быстрорежущих сталей, твердые сплавы имеют пониженную прочность (σи = 1000—1500 МПа), не обладают ударной вязкостью. Твердые сплавы нетехнологичны: из-за большой твердости из них невозможно изготовить цельный фасонный инструмент, к тому же они ограниченно шлифуются — только алмазным инструментом, поэтому твердые сплавы применяют в виде пластин, которые либо механически закрепляются на державках инструмента, либо припаиваются к ним.
65.Жаросто́йкая (окалиносто́йкая) сталь — это сталь, обладающая стойкостью против коррозионного разрушения поверхности в газовых средах при температурах свыше 550 °C, работающая в ненагруженном или слабонагруженном состоянии. Жаростойкость (окалиностойкость) стали характеризуется сопротивлением окислению при высоких температурах. Для повышения окалиностойкости сталь легируют элементами, которые изменяют состав и строение окалины. В результате введения в сталь необходимого количества хрома (Cr) или кремния (Si), обладающих бо́льшим родством с кислородом (O), чем железо (Fe), в процессе окисления на поверхности образуются плотные оксиды на основе хрома или кремния. Образовывающаяся тонкая плёнка из этих оксидов затрудняет процесс дальнейшего окисления. Чтобы обеспечить окалиностойкость до температуры 1100 °C в стали должно быть не менее 28% хрома (например сталь 15Х28). Наилучшие результаты получаются при одновременном легировании стали хромом и кремнием.
[править]Маркировка
Пример: 20Х25Н20С2.
§ Цифры вначале маркировки указывают на содержание в стали углерода в сотых долях процента.
§ Буква без цифры — определённый легирующий элемент с содержанием в стали менее 1%:
§ Буква и цифра после неё — определённый легирующий элемент с содержанием в процентах (цифра).
Марки инструментальной стали.

Инструментальная сталь — легированная или углеродистая сталь, предназначенная для изготовления режущих и измерительных инструментов, штампов холодного и горячего деформирования, деталей машин, испытывающих повышенный износ при умеренных динамических нагрузках.
По форме, размерам и предельным отклонениям металлопродукция соответствует требованиям:
- прокат стальной горячекатаный круглый — ГОСТ 2590-88;
- прокат стальной горячекатаный квадратный — ГОСТ 2591-88;
- прокат стальной горячекатаный шестигранный — ГОСТ 2879-88;
- прутки кованые квадратные и круглые — ГОСТ 1113-88;
- полосы — ГОСТ 103-76, ГОСТ 4405;
- прутки, мотки калиброванные — ГОСТ 7417, ГОСТ 8559, ГОСТ 8560 квалитетов h11 и h12;
- прутки со специальной отделкой поверхности — ГОСТ 14955 квалитетов h11 и h12.
Инструментальная легированная сталь ГОСТ 5950-2000
Легированная сталь — сталь, в которую в процессе легирования в определенных количествах вводят специальные элементы, обеспечивающие требуемые свойства. Такие элементы называют легирующими. Они могут повышать прочность и коррозионную стойкость стали и снижать опасность ее хрупкого разрушения.
Легирование стали может проводиться на различных этапах производства металла и заключается во введении легирующих элементов в расплав или шихту. В процессе легирования стали вводимые элементы могут образовывать с основой стали особые химические соединения. Такие интерметаллидные, карбидные и нитридные элементы обладают высокой твердостью и прочностью, химической стойкостью, жаропрочностью и т.п. Равномерное распределение по всему объему твердого раствора и достаточное количество этих элементов в стали придают металлу необходимые свойства при легировании стали.
Для легирования стали используются следующие химические элементы: марганец (Mn) — Г; кремний (Si) — С; хром (Cr) — Х; никель (Ni) — Н; медь (Cu) — Д; азот (N) — А; ванадий (V) — Ф; ниобий (Nb) — Б; вольфрам (W) — В; селен (Se) — Е; кобальт (Co) — К; бериллий (Be) — Л; молибден (Mo) — М; бор (B) — Р; титан (Ti) — Т; алюминий (Al) — Ю.
Чистые металлические элементы при легировании стали обычно не используются. Чаще для легирования стали применяют ферросплавы (сплавы железа) и лигатуры (вспомогательные сплавы). Это экономически выгоднее и позволяет избежать ряда технологических трудностей в процессе легирования стали.
ГОСТ 5950-2000 регулирует нормы изготовления прутков, полос и мотков горячекатаных, кованых, калиброванных и со специальной отделкой поверхности из инструментальной легированной стали, а также нормы химического состава для стали 3Х2МНФ, 4ХМНФС, 9ХФМ, слитков, заготовок, лент, труб, поковки и другой металлопродукции.
Классификация легированных сталей
По количеству легирующих элементов:
- высоколегированная — общая масса легирующих элементов более 10%;
- среднелегированная — общая масса легирующих элементов более 2,5-10%;
- низколегированная — общая масса легирующих элементов до 2,5%.
- I — для изготовления инструмента, используемого для обработки металлов и других материалов в холодном состоянии;
- II — для изготовления инструмента, используемого для обработки металлов давлением при температурах выше 300°С.
По способу дальнейшей обработки:
- а — горячекатаная и кованая металлопродукция для горячей обработки давлением и холодного волочения без контроля структурных характеристик;
- б — горячекатаная и кованая металлопродукция для холодной механической обработки с полным объемом испытаний.
По качеству изготовления:
- обычная;
- высококачественная — А.
По качеству и отделке поверхности:
- горячекатаная и кованая: 2ГП — для подгруппы «а», 3ГП — для подгруппы «б» повышенного качества, 4ГП — для подгруппы «б» обычного качества;
- калиброванная — Б и В;
- со специальной отделкой поверхности — В, Г, Д.
- завод «Электросталь» — ЭИ;
- златоустовский металлургический завод — ЗИ.
Марки инструментальной легированной стали
Марки инструментальной легированной стали I группы: 13Х, 8ХФ, 9ХФ, 11ХФ (ИХ), 9ХФМ, Х, 9Х1, 12Х1 (120Х, ЭП430), 6ХС, 9Г2Ф, 9ХВГ, 6ХВГ, 9ХС, В2Ф, ХГС, 4ХС, ХВСГФ, ХВГ, 6ХВ2С, 5ХВ2СФ, 6ХЗМФС (ЭП788), 7ХГ2ВМФ, 9Х5ВФ, 8Х6НФТ (85Х6НФТ), 6Х4М2ФС (ДИ55), Х6ВФ, 8Х4В2МФС2 (ЭП761), 11Х4В2МФ3° C2 (ДИ37), 6Х6В3МФС (ЭП569, 55Х6В3СМФ), Х12, Х12МФ, Х12Ф1, Х12ВМФ.
Марки инструментальной легированной стали II группы: 5ХНМ, 5ХНВ, 5ХНВС, 7Х3, 8Х3, 4ХМФС (40ХСМФ), 4ХМНФС, 3Х2МНФ, 5Х2МНФ (ДИ32), 4Х3ВМФ (3И2), 3Х3М3Ф, 4Х5 МФС, 4Х4ВМФС (ДИ22), 4Х5МФ1С (ЭП572), 4Х5В2ФС (ЭИ958), 4Х2В5МФ (ЭИ959), Х3В3МФС (ДИ23), 05Х12Н6Д2МФСГТ (ДИ80).
Обозначение марки стали: первые цифры — массовая доля углерода в десятых долях процента, затем буквы — вещество, используемое в качестве легирующего элемента, цифры, стоящие после букв, — средняя массовая доля соответствующего легирующего элемента в целых единицах процентов. Начальную цифру опускают, если содержание углерода не менее 1%. Буква «А», в середине марки стали — содержание азота, в конце — сталь высококачественная. Например, сталь 5ХНМ — 0,5 С, 1 Cr, 1 N1, до 0,3 Mo.
Нестандартные легированные стали, выпускаемые, например, заводом «Электросталь» обозначаются соответствующим сочетанием букв (в данном случае «ЭИ»), после которого идет порядковый номер стали. Например, ЭИ959, ЭП761, ДИ80 и др.
Применение инструментальной легированной стали
| Марка стали | Область применения |
|---|---|
| Х12МФ | Детали для работы под давлением порядка 1400-1600Мпа. Профилировочные ролики сложной формы, эталонные шестерни, накатные плашки, секции кузнечных штампов, сложные дыропрошивные матрицы и пуансоны вырубных и просечных штампов, пуансоны и матрицы холодного выдавливания для больших давлений. Не применяется для сварных конструкций. |
| 4-9ХС, ХВГ | Ответственные детали с повышенной износостойкостью, усталостной прочностью при изгибе, контактном нагружении, а также упругими свойствами. Сверла, развертки, метчики, плашки, гребенки, фрезы, машинные штампели, клейма для холодных работ. Не применяется для сварных конструкций. |
| 4Х5МФС | Мелкие молотовые штампы, крупные молотовые и прессовые вставки при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного и массового производства, пресс-формы литья под давлением алюминиевых, цинковых и магниевых сплавов. |
| 3Х3М3Ф | Инструменты для горячего деформирования на кривошипных прессах и горизонтально-ковочных машинах, подвергающихся в процессе работы интенсивному охлаждению (как правило, для мелкого инструмента), пресс-формы литья под давлением медных сплавов, ножи для горячей резки. |
| Р6М5, Р6М5К5, Р6М5Ф3, Р6М5К8, Р18, Р7М2Ф6, Р12МФ5, Р9М4К8, Р10М4К14, Р12М3К5Ф2, Р12М3К8Ф2, Р12М3К10Ф2, Р12М3К10Ф2 | Дисковые фрезы, сверла развертки, зенкеры, метчики, протяжки; фрезы червячные, концевые, дисковые; шеверы. |
Инструментальная углеродистая сталь ГОСТ 1435-99
Углеродистая сталь — сталь, не имеющая в своем составе легирующих элементов, но содержащая углерод в различной концентрации: до 0,25% — низкоуглеродистая сталь, 0,24-0,6% среднеуглеродистая сталь, более 0,6 — высокоуглеродистая сталь.
ГОСТ 1435-94 регулирует нормы изготовления прутков и полос кованых, горячекатаных, калиброванных и со специальной отделкой поверхности из инструментальной углеродистой (нелегированной) стали, а также нормы химического состава для слитков, заготовок, листов, лент, проволоки и другой металлопродукции.
Классификация углеродистых сталей
- быстрорежущая — Р;
- шарикоподшипниковая — Ш;
- электротехническая — Э.
По химическому составу:
- качественная;
- высококачественная — А.
По назначению в зависимости от массовой доли хрома, никеля и меди:
- 1 — для продукции всех видов, кроме патентированной проволоки и ленты;
- 2 — для патентированной проволоки и ленты;
- 3 — для продукции всех видов, изготавливающейся с многократными нагревами, усиливающими возможность проявления графитизации стали, а также для продукции, от которой требуется повышенная прокаливаемость (кроме проката для сердечников, патентированной проволоки и ленты).
По способу дальнейшей обработки:
- а — прокат горячекатаный и кованый для горячей обработки давлением (осадки, высадки), холодного волочения;
- б — для холодной механической обработки (обточки, фрезерования и т.п.).
По качеству и отделке поверхности:
- для горячекатаной и кованой стали: 2ГП — для подгруппы «а», 3ГП — для подгруппы «б»;
- для калиброванной стали — Б и В.
- для проката со специальной обработкой поверхности — В, Г, Д.
По состоянию материала:
- сталь без термической обработки;
- термически обработанная сталь — ТО;
- нагартованный прокат — НГ (для прутков калиброванных и со специальной отделкой поверхности).
Марки инструментальной углеродистой стали
Марки инструментальной углеродистой стали: У7, У8, У8Г, У9, У10, У11, У11А, У12, У13, У13А, У7А, У8А, У8ГА, У9А, У10А, У12А.
Обозначение марки стали: У — углеродистая, следующая за ней цифра — средняя массовая дол углерода в десятых долях процента, Г — повышенная массовая доля марганца.
Применение инструментальной углеродистой стали
| Марка стали | Область применения |
|---|---|
| У7(А) | Инструменты для обработки дерева (топоры, стамески и т.п.); небольшие пневматические инструменты (зубила, обжимки и т.п.); кузнечные штампы; игольная проволока; слесарно-монтажные инструменты: молотки, кувалды, отвертки, плоскогубцы, кусачки и др. |
| У8(А), У8(Г, ГА), У9(А)) | Инструменты, используемые в условиях, не вызывающих разогрева режущей кромки и обрабатывающих дерево: фрезы, топоры, стамески, пилы и т.п. Накатные ролики, плиты и стержни для форм литья под давлением оловянно-свинцовистых сплавов. Для слесарно-монтажных инструментов (обжимки для заклепок, кернеры, отвертки, плоскогубцы, кусачки). Для профилей простой формы и пониженных классов точности; холоднокатаная лента толщиной 0,02-2,5мм. |
| У10А, У12А) | Сердечники. |
| У10, У10А) | Игольная проволока. |
| У10(А), У11(А)) | Инструменты, используемые в условиях, не вызывающих разогрева режущей кромки и обрабатывающих дерево: пилы ручные и машинные поперечные и столярные, сверла спиральные. Для штампов холодной штамповки (вытяжные, высадочные, обрезные, вырубные) небольших размеров; для калибров простой формы и пониженных классов точности; для накатных роликов, напильников, шаберов слесарных и т.п. Напильники, шаберы, х/к лента толщиной 0,02-2,5мм. |
| У12(А)) | Метчики ручные, напильники, шаберы слесарные; штампы для холодной штамповки (обрезные, вырубные) небольших размеров и без переходов по сечению; холодновысадочные пуансоны и штемпели мелких размеров, простой формы и пониженных классов точности. |
| У13(А)) | Инструменты с пониженной износостойкостью (без разогрева режущей кромки): напильники, бритвенные лезвия и ножи, скальпели, шаберы, гравировальные инструменты. |
Инструментальная быстрорежущая сталь ГОСТ 19265-73
Прутки и полосы из инструментальной быстрорежущей стали изготавливаются согласно требованиям ГОСТ 19265-73.
Инструментальная быстрорежущая сталь используется для изготовления, чаще всего, режущих инструментов. Быстрорежущая инструментальная сталь сочетает в себе высокую теплоустойчивость (600-6500С в зависимости от состава и обработки) с высокой твердостью, износостойкостью (при повышенных температурах) и повышенным сопротивлением пластической деформации.
Свариваемость быстрорежущей стали: при стыковой электросварке со сталью 45 и 40Х свариваемость инструментальной стали хорошая.
Инструментальная быстрорежущая сталь может изготовляться методом легирования стали или без него. В последнем случае она будет являться одним из видов углеродистой стали. В зависимости от того к какому виду она относится, быстрорежущая инструментальная сталь обладает свойствами и классификацией легированной стали или углеродистой стали.
Марки инструментальной быстрорежущей стали
Марки инструментальной быстрорежущей стали: Р18, Р6М5, Р9К5, Р9К9, Р6М5К5, Р6М4К9, Р6М5Ф3, Р9М4К8 и т.д.
Обозначение марки стали: Р — быстрорежущая сталь, цифра — содержание вольфрама в десятых долях процента, М, К — легированная молибденом или кобальтом соответственно.




