Материалы применяемые для изготовления режущего инструмента
Материалы для изготовления режущих инструментов




![]()
![]()
Материалы для режущих инструментов должны удовлетворять следующим требованиям:
· Иметь высокую твердость. Твердость инструмента должна превышать твердость обрабатываемого материала.
· Иметь достаточный уровень прочности (на изгиб, сжатие, циклическое нагружение) и ударной вязкости.
· Иметь высокую теплостойкость. Теплостойкость – свойство (способность) материала сохранять свою твердость, а следовательно, и режущие свойства при нагреве.
· Иметь высокую износостойкость и высокую теплопроводность. Чем больше теплопроводность, тем меньше опасность возникновения шлифовочных прижогов и трещин на лезвиях инструмента при заточке, тем меньше температура резания и больше износостойкость.
Режущие инструменты не следует целиком изготавливать из дорогих и дефицитных материалов, поскольку это неэкономично.
К основным инструментальным материалам относятся стали, твердые сплавы, керамические материалы, алмазы, синтетические сверхтвердые материалы.
Инструментальные стали. В качестве материала для станочного режущего инструмента применяются быстрорежущие стали. Это высокоуглеродистые стали с высоким содержанием вольфрама. Теплостойкость быстрорежущих сталей около 600 о С и они могут работать со скоростями резания до 100 м/мин, что во многих случаях недостаточно. Поэтому в настоящее время более широкое применение имеют твёрдые сплавы.
Твердые сплавы получают прессованием и спеканием (при 1500 – 1900 о С) порошков твердых тугоплавких карбидов WC, TiС и TaC с порошком кобальта, играющего роль пластичной связки. Таким способом из них изготавливают режущие пластинки различной формы, которые припаиваются или крепятся механическим способом к державкам или корпусам инструментов из обычных сталей (45, 50, 40Х и др.). Теплостойкость твёрдых сплавов – 900…1000 о С. Допустимые скорости резания до 800 м/мин. Твердость 85…92HRА (74…76HRC).
Различают три группы твёрдых сплавов:
· вольфрамовые твердые сплавы (WC+Co), например марки BK2, BK3, BK4, BK6, BK8 (число после буквы К означает содержание кобальта в процентах по массе, остальное – карбид вольфрама).
· титано-вольфрамовые (WC+TiC+Co), например T30K4, T15K6, T14K8, T5K10 (число после буквы К означает содержание кобальта, после буквы Т – TiC (масс. %), остальное WC).
· титано-тантало-вольфрамовые (WC+TiC+TaC+Co), например, TT7K12, TT10K8, TT7K15 (число после буквы К означает содержание кобальта, после букв ТТ – общее содержание карбидов титана и тантала (масс. %), остальное WC) .
Твердые сплавы имеют низкую пластичность. При возрастании содержания кобальта прочность и вязкость повышаются, а износостойкость и твердость сплава понижаются. Наибольшей прочностью, но наименьшей теплостойкостью (750 о С) обладает трехкарбидные сплавы, их применяют при резании с ударами, большими сечениями срезаемого слоя. Наивысшую твердость и теплостойкость (до 900 о С) имеют двухкарбидные сплавы; двухкарбидные сплавы применяются при обработке высоколегированных сталей, имеющих низкую теплопроводность. В последнее время большое внимание уделяется разработке новых твердых сплавов, не содержащих карбидов вольфрама. В таких сплавах карбиды вольфрама заменены карбидами титана с добавками молибдена, никеля и других тугоплавких металлов.
Керамические инструментальные материалы не содержат дорогостоящих и дефицитных компонентов. Основа керамики – корунд Al2O3 (технический глинозем) – минерал кристаллического строения. Получают корунд из порошка глинозема в электропечах при температуре 1720…1750 о С спеканием, отсюда название «электрокорунд». Из кристаллов электрокорунда изготавливают стандартные керамические пластины белого цвета. Белый цвет имеют кристаллы электрокорунда свободного от примесей. Примеси химических элементов придают электрокорундам различные цветовые оттенки.
Преимущества оксидной керамики:

1. Высокая твердость (90…94HRA);
2. Высокая теплостойкость (1200 о С);
3. Малое сродство с металлами исключает адгезионное взаимодействие с обрабатываемым материалом, следовательно получается меньшая шероховатость обработанной поверхности.
1. Высокая хрупкость (низкая ударная вязкость: 0,5…1,2 Дж/см 2 );
2. Плохая сопротивляемость циклическим изменениям тепловой нагрузки.
Инструменты из оксидной керамики используют при чистовой и получистовой обработке заготовок из отбеленных чугунов, труднообрабатываемых сталей, некоторых цветных и неметаллических материалов в условиях безударной нагрузки, без охлаждения и при повышенной жесткости системы СПИД (станок – приспособление – инструмент – деталь). Наибольшее применение получила минералокерамика ЦМ-332 (микролит) и ВО-13. Для повышения эксплуатационных свойств в минерралокерамику добавляют W, Mo, B, Ti, Ni, и т.п. Такие материалы называют керметами.
Алмазы и синтетические сверхтвердые материалы. Алмаз – самый твердый из известных инструментальных материалов, представляет собой одну из аллотропных модификаций углерода.
1. Высокая износостойкость;
2. Хорошая теплопроводность;
3. Небольшой коэффициент трения;
4. Малая адгезионная способность к металлам (за исключением сплавов Fe-C).
1. Низкая теплопроводность (при температурах, превышающих 700…800 о С алмаз графитизируется);
2. Большая анизотропия механических свойств (твердость и прочность в зависимости от направления действия силы на кристалл изменяются в сотни раз), что необходимо учитывать при изготовлении лезвийного инструмента.
3. Высокая стоимость и дефицитность;
4. Высокая хрупкость.
Синтетические алмазы получают путем перевода углерода в другую полиморфную модификацию в условиях высоких температур (до 2500 о С) и давлений (до 1000 ГПа). Синтетические алмазы выпускают следующих марок: АСБ – баллас (АСБ-5, АСБ-6); АСПК – карбонадо (АСПК-1, АСПК-2, АСПК-3). Указанные марки алмазов изотропны вследствие поликристаллического строения, обладают сравнительно высокой прочностью при ударах.
В режущих инструментах применяют кристаллы алмаза весом 0,3…0,8 карат (1 карат = 0,2 г) которые закрепляются в инструменте механически или при помощи пайки. Наиболее широко алмазный инструмент применяется при тонком точении и растачивании деталей из алюминия, бронз, латуней, неметаллических материалов: обработанная поверхность отличается низкой шероховатостью.
В последние годы широкое распространение получил синтетический сверхтвердый материал на основе кубического нитрида бора (КНБ). КНБ получают синтезом при температурах 1360 – 2000 о С и давлении 6000 – 9000 МПа из гексагонального нитрида бора, имеющего близкие к графиту характеристики.
1. Очень высокая твердость (9000HV) (уступает только алмазу);
2. Самая высокая теплопроводность (до 1600 о С);
3. Химически инертен к железо-углеродистым сплавам.
На основе плотных модификаций КНБ создан ряд инструментальных материалов, называемых композитами. Различают композиты с массовой долей КНБ более 95% и композиты с массовой долей КНБ около 75%.
Композиты с массовой долей КНБ более 95%: эльбор Р (композит 01), бельбор (композит 02), гексанит (композит 10) и др. Изготавливаются в виде цилиндрических столбиков диаметром 4…6 мм и высотой 3…6 мм, закрепляемые в державке режущего инструмента.
В композитах с массовой долей КНБ 75% присутствуют добавки Al3O3 и др. материалов. К ним относятся композит 05 (КНБ + Al3O3), композит 09 (поликристаллы твердого нитрида бора), которым оснащаются инструменты, работающие с ударами.
Из вновь разрабатываемых материалов перспективным является силинит-Р (материал на основе нитрида кремния), который обладает более высокими прочностью, ударной вязкостью и теплопроводностью, чем инструменты из минералокерамики, не содержит дефицитных материалов, не склонен к адгезии по отношению к большинству сталей, сплавов на основе меди, алюминия.
Материалы применяемые для режущего инструмента
Материалы, применяемые для изготовления режущих инструментов
Для изготовления режущих инструментов применяют различные материалы:
- Сталь инструментальная углеродистая
- Сталь легированная
- Сталь быстрорежущая
- Твердые сплавы
- Минералокерамические материалы
- Алмазы
Сталь быстрорежущая
Быстрорежущими называют стали, содержащие от 8,5 до 19% вольфрама и от 3,8 до 4,4% хрома, а также кобальт и ванадий.
После термической обработки, включающей закалку и многократный (двух- или трехкратный) отпуск при температуре 550..600° С, инструмент из быстрорежущих сталей может иметь твердость HRC 63—65, и характеризуется повышенным сопротивлением износу и теплостойкостью до 600° С.
В настоящее время выпускаются следующие марки быстрорежущей стали:
- Р9, Р18, Р9Ф5, Р18Ф2 — стали нормальной производительности;
- Р9К5, Р14Ф4, Р9К10, Р18К5Ф2 и Р10К5Ф5 — стали повышенной производительности.
Обозначение быстрорежущих сталей:
- Буква Р обозначает, что сталь относится к группе быстрорежущих;
- Цифра, стоящая после буквы Р, показывает среднее содержание вольфрама в процентах;
- Цифра после буквы К — среднее содержание кобальта;
- Цифра после буквы Ф — среднее содержание ванадия.
Резцы из быстрорежущей стали рекомендуется применять там для инструмента, где нет быстроходных и мощных станков и, следовательно, не могут быть эффективно использованы резцы с пластинками из твердого сплава, либо при работе с ударами, когда твердосплавные резцы недостаточно прочны.
Быстрорежущую сталь марки Р18 применяют для изготовления особенно ответственного режущего инструмента и фасонных резцов.
Быстрорежущие стали марок Р9К5, Р9К10, Р18К5Ф2 и Р10К5Ф5 — стали повышенной производительности — имеют более высокую твердость, красностойкость и повышенную износостойкость по сравнению с быстрорежущей сталью Р18, рекомендуется применять при обработке труднообрабатываемых легированных сталей, высокопрочных нержавеющих и жаропрочных сталей и сплавов.
При обработке чугуна быстрорежущую сталь применять не рекомендуется.
Твердые сплавы
Твердые сплавы — наиболее производительные из всех существующих инструментальных материалов.
Твердые сплавы, изготовляемые в СССР, делятся на три группы:
- вольфрамовая (однокарбидные);
- титано-вольфрамовая (двухкарбидные);
- титано-тантало-вольфрамовая (трехкарбидные).
Однокарбидные твердые сплавы условно обозначаются буквами ВК и цифрой, указывающей процент содержания кобальта. Например, в сплаве ВК8 содержится 92% карбида вольфрама и 8% кобальта. К этой же группе относятся марки ВК2, ВК3М, ВК4 и ВК8.
Двухкарбидные твердые сплавы обозначаются буквами ТК и цифрами, стоящими после каждой из этих букв, которые указывают соответственно процент содержания карбида титана и кобальта. Например, твердый сплав Т15К6 содержит 15% карбида титана, 6% — кобальта, остальные 79% составляет карбид вольфрама.
К группе двухкарбидных твердых сплавов относятся марки Т5К10, Т14К8, Т15К6, Т30К4 и Т5К12В.
Трехкарбидные твердые сплавы условно обозначаются буквами ТТК и цифрами, стоящими после букв ТТ и К, которые указывают соответственно процент содержания карбида титана, карбида тантала и кобальта. Например, твердый сплав ТТ7К12 содержит 7% карбида титана и карбида тантала (из них 4% TaC и 3% TiC), 12% кобальта, остальные 81% составляет карбид вольфрама.
Твердые сплавы изготовляют в виде пластинок, которые припаивают или механически прикрепляют к стержню резца.
Основное преимущество твердых сплавов заключается в их исключительно высокой твердости (HRA 87—91), хорошей сопротивляемости истиранию сходящей стружкой и высокой температурной стойкости (800—900° С). Благодаря этим ценным свойствам, резцы с пластинками из твердого сплава пригодны для обработки самых твердых металлов и неметаллических материалов (стекла, фарфора, пластмасс) со скоростями резания, превышающими в 3—4 раза и более скорости, допускаемые быстрорежущими резцами. Недостатком твердых сплавов является их хрупкость.
В табл. 11 приведены свойства и назначение основных марок твердых сплавов.
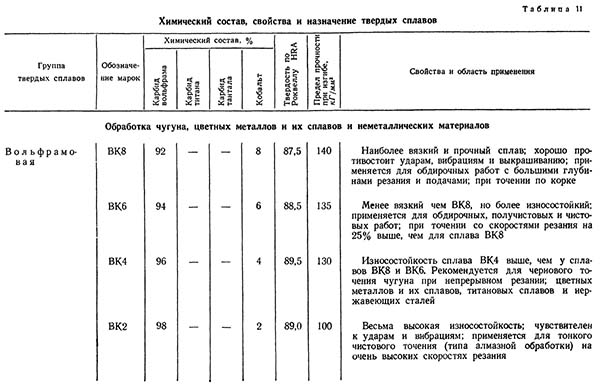
Cвойства и назначение основных марок твердых сплавов

Cвойства и назначение основных марок твердых сплавов

Cвойства и назначение основных марок твердых сплавов
Минералокерамические сплавы
Минералокерамические сплавы имеют высокую температурную стойкость (до 1100..1200° С) и исключительно высокую износостойкость. Это позволяет обрабатывать металлы, особенно чугун, резцами с минералокерамическими пластинами на более высоких скоростях резания по сравнению с твердосплавными резцами. Основным недостатком минералокерамических пластинок является их повышенная хрупкость. Поэтому при применении резцов с минералокерамическими пластинками следует избегать ударов, вибраций и других неблагоприятных условий работы, которые могут привести к разрушению пластинок.
Испытания резцов, оснащенных минералокерамическими пластинками, показали, что при получистовом и чистовом точении деталей из стали, чугуна и цветных металлов в условиях безударной работы они могут успешно заменить по производительности резцы с твердосплавными пластинками. Эти же испытания показали, что минералокерамические пластинки в целях меньшего их выкрашивания и поломок лучше крепить механическим путем, чем припаивать или приклеивать к стержням.
Краткий исторический обзор получения материалов для изготовления режущих инструментов
Основоположниками учения о резании металлов считают выдающихся русских ученых И. А. Тиме (1838—1920), К. А. Зворыкина (1861 — 1928), Я. Г. Усачева (1873—1941).
Работы этих ученых получили мировое признание и до сих пор не утратили своей ценности.
В 1868 г. профессор Петербургского горного института И. А. Тиме подробно исследовал процесс резания различных металлов. Он впервые объяснил, как происходит процесс образования стружки, и дал классификацию стружек, получающихся при резании металлов в различных условиях. И. А. Тиме определил пути дальнейшего развития учения о резании металлов. Он также первый в мире теоретически вывел формулы для определения силы резания и объяснил явление усадки стружки.
Крупный вклад в области резания металлов сделал профессор К. А. Зворыкин. В 1893 г. им впервые был создан прибор для определения силы резания. Он первый дал схему сил, действующих на резец, и теоретически вывел наиболее точную для своего времени формулу для определения силы резания.
Мировую известность получили также работы старшего мастера Петербургского политехнического института Я. Г. Усачева. Применив микроскоп, он впервые в 1912 г. произвел глубокое исследование процесса образования стружки и наметил новое направление в науке о резании металлов — изучение физических явлений процесса резания. Я. Г. Усачев установил явление наклепа, объяснил процесс образования нароста, разработал метод определения температуры резца и др.
Достойными продолжателями русских ученых дореволюционного периода являются наши ученые, создавшие советскую школу резания металлов, отличительной особенностью которой является тесное содружество науки с производством, ученых с новаторами производства. Работами советских ученых совместно с рабочими-новаторами было создано впервые в мировой науке высокопроизводительное резание металлов (резание с большими скоростями и подачами). Это явилось важным резервом дальнейшего повышения производительности труда в машиностроении.
Особенно значительный вклад в учение о резании металлов был сделан советскими учеными А. В. Панкиным, В. А. Кривоуховым, Н. И. Резниковым, И. М. Беспрозванным, М. Н. Лариным, Г. И. Грановским, П. П. Грудовым.
Материалы для режущих инструментов

Материалы для режущих инструментов.
Твердость материала, из которого изготовлен инструмент, должна превышать твердость обрабатываемого материала. В связи с тем, что на рабочую часть инструмента действуют значительные силы резания, создающие деформации изгиба, инструментальный материал должен обладать прочностью. На твердость и прочность инструментального материала существенное влияние оказывает соотношение легирующих компонентов и углерода, входящих в их состав в виде карбидов. С увеличением количества карбидов и уменьшением их зернистости твердость и износостойкость инструмента повышается, а прочность понижается.
Теплостойкость инструмента определяется температурой, выше которой снижается твердость и возрастает износ.
Износостойкость инструмента характеризуется сопротивляемостью инструмента истиранию под действием сил трения, возникающих в процессах резания.
Теплопроводность инструмента определяется способностью его отводить возникающее в процессах резания тепло от режущих граней инструмента. Чем выше теплопроводность, тем лучше отводится тепло от режущих кромок, благодаря чему повышается стойкость инструмента.
Адгезионная способность инструментального и обрабатываемого материала характеризуется температурой, при которой происходит налипание обрабатываемого материала на режущие грани инструмента. Она зависит от молекулярных сил, развивающихся при высоких температурах и давлениях в точках контакта режущего инструмента с обрабатываемой поверхностью. Чем выше температура налипания обрабатываемого материала на инструмент, тем качественней должен быть материал, из которого инструмент изготовлен.
Инструментальные стали.
Инструментальные стали делят на:
- углеродистые;
- легированные;
- быстрорежущие.
Углеродистые инструментальные стали.
Для того, чтобы изготовить режущий инструмент применяют углеродистые стали марки У10А, У11А, У12А и У13А. Буква У означает, что сталь углеродистая инструментальная. Число после буквы указывает, сколько примерно углерода в десятых долях процента содержится в данной стали.
Если в конце названия марки стали есть буква А, то это говорит о том, что сталь относится к группе высококачественных (У10А; У12А).
После закалки и отпуска твердость инструмента из этих сталей составляет HRC 60—64. Однако при нагреве до температуры свыше 220—250°С твердость инструмента резко снижается. Поэтому в настоящее время на токарных станках такой инструмент используется только на работах, связанных с невысокими скоростями резания (некоторые типы метчиков, зенкеров и разверток).
Легированные инструментальные стали.
Легированные инструментальные стали — это такие, в состав которых с целью повышения физико-механических свойств вводятся специальные примеси (легирующие элементы).
При введении хрома, молибдена, вольфрама, ванадия, титана и марганца твердость стали повышается, так как они образуют с углеродом простые или сложные соединения (карбиды), которые обладают высокой твердостью (особенно карбиды вольфрама и ванадия). При этом у стали сохраняется достаточная вязкость. Никель, кобальт, алюминий, медь и кремний, растворяясь в железе, упрочняют сталь.
При соответствующей термообработке инструмент имеет твердость HRC 62—64 и сохраняет ее при нагреве до температуры 250—300°С. Зенкера, развертки, метчики, протяжки изготовляют из сталей марок 9ХС, ХВГ и ХВ5.
Быстрорежущие инструментальные стали.
Быстрорежущие инструментальные стали — это легированные стали со значительным содержанием вольфрама, кобальта, ванадия и молибдена. Они сохраняют полученную после термообработки твердость HRС 62 – 64 при нагреве до температуры 600°, а некоторые марки комплексно легированных сталей сохраняют свою твердость даже при нагреве до температуры 700—720°С.
Эти качества быстрорежущих сталей позволяют увеличивать в процессе обработки скорости резания в два-три раза по сравнению с инструментом, изготовленным из углеродистой и обычной легированной инструментальной стали.
Все марки быстрорежущей стали обозначаются буквой Р (Р9, Р12, Р18), число, проставленное после буквы Р, показывает среднее процентное содержание вольфрама в этой стали.
Широкое применение имеют быстрорежущие стали, содержащие 3—5% молибдена (Р6М3, Р6М5). Эти стали по прочности превосходят сталь Р18, хотя имеют несколько меньшую теплостойкость. Их обычно применяют для инструментов, работающих в условиях тяжелых силовых режимов.
При обработке легированных, жаропрочных и нержавеющих сплавов и сталей эффективно применение быстрорежущих сталей повышенной производительности, в состав которых входит ванадий и кобальт (Р10КФ5, Р18К5Ф2), или комплекснолегированных сталей (марки Р18МЗК25, Р18М7К25 и Р10М5К25). При наличии в стали 10% и более кобальта твердость ее после термообработки составляет 67—68 и сохраняется до температуры нагрева 640 – 720°С.
Быстрорежущие инструментальные стали применяются для изготовления резцов, сверл, зенкеров, разверток, метчиков, плашек и другого инструмента. .
Твердые сплавы.
Твердые сплавы состоят из карбидов тугоплавких металлов, которые равномерно распределены в кобальтовой связке. Их изготовляют методом прессования и спекания. Твердые сплавы имеют высокие показатели плотности и твердости, которая не снижается даже при нагреве до 800— 900°С. По составу твердые сплавы разделяются на три группы:
- вольфрамовые;
- титановольфрамовые;
- титанотантало-вольфрамовые.
Основными марками твердого сплава вольфрамовой группы, применяемыми для изготовления режущего инструмента являются ВКЗ, ВКЗМ, ВК4, ВК4М, ВК6 ВК6М ВК6В, ВК8, ВК8В, ВК10. В обозначении марки твердого сплава этой группы буква В обозначает группу, буква К и число, следующее за ней — процентное содержание кобальта, являющегося связывающим металлом. Буква М обозначает, что структура сплава мелкозернистая, а буква В — что она крупнозернистая.
Твердые сплавы титановольфрамовой группы.
Твердые сплавы титановольфрамовой группы состоят из зерен твердого раствора карбида вольфрама в карбиде титана, избыточных зерен карбида вольфрама и кобальта, являющегося связкой. Основными марками сплава этой группы являются Т5К10, Т5К12, Т14К8, Т15К6. В обозначении сплавов этой группы число после буквы Т показывает процентное содержание карбида титана, а число после буквы К — содержание кобальта в процентах. Остальное в сплаве — карбиды вольфрама.
Твердые сплавы титанотанталовольфрамовой группы.
Твердые сплавы титанотанталовольфрамовой группы состоят из зерен карбидов титана, тантала, вольфрама и связки, в качестве которой также использован кобальт. Марками этой группы сплавов являются ТТ7К12, ТТ8К6, ТТ10К8Б и ТТ20К9. В обозначении этой группы сплавов число после букв ТТ показывает содержание карбидов титана и тантала, а число после буквы К — содержание кобальта в процентах.
В зависимости от содержания карбида вольфрама, карбида титана, карбида тантала и кобальта твердые сплавы имеют различные свойства. Чем больше кобальта, тем сплав более вязок и лучше сопротивляется ударной нагрузке. Поэтому для изготовления инструментов, которыми выполняют обдирочные работы, используют сплавы с большим содержанием кобальта. При обработке стали применяют твердые сплавы, содержащие карбид титана, так как на инструмент из этих сплавов стальная стружка меньше налипает.
Вольфрамокобальтовые твердые сплавы.
Согласно ГОСТ 3882 – 74 твердые сплавы группы ВК (вольфрамокобальтовые) рекомендуются для обработки хрупких материалов (чугун, бронза). Сплавы группы ТК (титановольфрамокобальтовые) рекомендуются для обработки вязких материалов (сталь, латунь). Сплавы титанотанталовольфрамовой группы применяются при неблагоприятных условиях работы инструмента с ударными нагрузками, при обработке стальных отливок и поковок.
Минералокерамические материалы.
Минералокерамические материалы для режущего инструмента изготавливают в виде пластинок из окиси алюминия Al2O3 (глинозема) методом прессования под большим давлением с последующим спеканием. Они имеют высокую твердость, температуростойкость (до 1200°С), износостойкость и достаточную прочность на сжатие. К недостаткам этих материалов относится большая хрупкость и малая ударная вязкость. Инструменты, оснащенные минералокерамикой, обычно используются при чистовой обработке при точении с постоянной нагрузкой и в случае отсутствия вибрации.
Синтетические материалы.
Синтетический алмаз характеризуется высокими твердостью и износостойкостью, химически мало активен. Имеет небольшой коэффициент трения и слабую склонность к налипанию стружек обрабатываемого материала. Недостатки алмаза его хрупкость и сравнительно низкая температуростойкость (750—850°). Алмазные резцы применяют для финишной обработки цветных металлов, сплавов и неметаллических материалов.
Кубический нитрид бора (КНБ) — синтетический сверхтвердый материал (эльбор, кубанит, гексанит) состоящий из соединений бора и азота. Твердость его несколько ниже твердости алмаза, но температуростойкость значительно выше (1200 – 1300°С). Он химически инертен к материалам, содержащим углерод, поэтому при обработке сталей и чугунов его износостойкость значительно выше износостойкости алмазов. Вставками из КНБ оснащаются токарные резцы для обработки закаленной стали и высокопрочных чугунов.
Материалы для изготовления металлорежущих инструментов
Инструментальные стали предназначены для производства таких деталей, как резцы, сверла, метчики, протяжки, пилы и т. п. Такие стали должны обладать высокой твердостью режущей кромки (63. 66 HRC), высокой прочностью, износостойкостью, теплостойкостью. Для изготовления режущего инструмента в зависимости от условий его работы применяют стали нескольких групп теплостойкости.
Нетеплостойкими являются углеродистые стали У7—У13, наиболее дешевые. Они имеют невысокую прокаливаемость. Термообработка включает сфероидизирующий отжиг, закалку на мартенсит от температур выше Ac1 (760. 820 °С) и низкий отпуск при значениях температуры 150. 250 °С. После термообработки твердость сталей составляет 62. 69 HRC. Из углеродистых нетеплостойких сталей изготовляют детали небольшого сечения (табл. 20.1).

К нетеплостойким легированным относят стали марок 9ХФ, 11ХФ, 9ХС, ХВГ, ХГС и др. Закалку сталей проводят от значений температуры 820. 870 °С, а отпуск — при 130. 250 °C (твердость 57. 63 HRC). Прокаливаемость этих сталей выше, чем углеродистых, вследствие того, что в их составе присутствуют хром, марганец, кремний, вольфрам. Данные стали применяют для изготовления фрез, сверл, протяжек, пил, ножей, штампов холодного деформирования и др. (см. табл. 20. 1).
Стали повышенной теплостойкости называются быстрорежущими. Они содержат значительное количество самого тугоплавкого металлического элемента — вольфрама (6. 18 %). Именно при легировании вольфрамом твердые растворы (мартенсит и аустенит) приобретают теплостойкость, а карбиды вольфрама W2C, (Fe, W)6C обеспечивают повышенную износостойкость при высоких температурах. Легирование кобальтом способствует повышению рабочей температуры инструментов из быстрорежущих сталей (табл. 20.2).

Быстрорежущие стали имеют специальную маркировку: за буквой P указывают процентное содержание вольфрама в стали, затем следуют буква M и содержание молибдена, %, буква К и содержание кобальта, %. Содержание хрома и ванадия не приводят. Например, сталь Р6М6К5 содержит, %: 6 W; 6 Mo; 5 Co.
Быстрорежущие стали подвергают сложной термообработке. Сначала проводят высокотемпературную закалку (от 1 270. 1 290 °С), а затем трехкратный отпуск при значениях температуры 550. 570 °С. Высокая температура нагрева под закалку необходима для того, чтобы растворить в аустените тугоплавкие карбиды вольфрама и хрома MC, M2C, М7С3, M23C6. После растворения карбидов аустенит становится высоколегированной фазой, у которой точка Mк окончания мартенситного превращения находится существенно ниже значения комнатной температуры. Вследствие этого после закалки быстрорежущие стали содержат кроме мартенсита и остаточный аустенит Aост, причем содержание последнего может достигать 80 %. Проведение последующего трехкратного отпуска вызвано необходимостью устранения остаточного аустенита. При высоком отпуске последовательность фазовых превращений является следующей:

При каждом последующем отпуске эти фазовые превращения повторяются, что приводит после третьего нагрева к уменьшению остаточного аустенита до 5. 10 %. Проведение высокого отпуска устраняет вероятность сколов инструмента при высокой скорости резания. После термообработки твердость сталей составляет 58. 64 HRC (см. табл. 20.2).
Инструмент из быстрорежущих сталей (резцы, сверла, фрезы) выдерживает большие усилия и скорости обработки при резании, а значения рабочей температуры достигают 640 °С. Обычно инструмент из этих сталей применяют для обработки резанием заготовок из легированных, высокопрочных и жаропрочных материалов.
Твердые сплавы применяют при изготовлении режущей части инструмента для труднообрабатываемых материалов. Получаемые методом порошковой металлургии, эти сплавы состоят из карбидов тугоплавких металлов, связанных кобальтом. Твердые сплавы изготовляют трех видов: вольфрамовые, титановольфрамовые, титанотанталовольфрамовые.
Вольфрамовые сплавы содержат карбид WC и кобальтовую связку. Эти сплавы маркируют буквами BK и цифрами, означающими количество кобальта, %, например: ВКЗ, BK10 и др. Сплавы имеют твердость 88. 90 HRC, обладают высокой износостойкостью, теплостойкостью (до 800 °С), что позволяет применять высокие скорости резания при обработке чугуна, цветных сплавов и неметаллических материалов.
Титановолъфрамовые твердые сплавы содержат карбиды WC и TiC. В маркировке указывают букву T и процентное содержание карбида титана, затем букву К и количество кобальта, %, например: Т15К6, Т5К10 и др. Твердость сплавов составляет 87. 92 HRC; они теплостойки до 900. 1000 °С. Из этих твердых сплавов изготовляют инструмент, применяемый для высокоскоростного резания сталей.
Титанотанталовольфрамовые сплавы содержат карбиды TiC, TaC, WC. Маркировка сплавов включает буквы TT с последующими цифрами, соответствующими суммарному содержанию карбидов TiC и TaC, %, и буквой К с указанием количества кобальта, %, например: ТТ7К12, ТТ10К8 и др. Сплавы имеют твердость 87. 90 HRC; обладают умеренной теплостойкостью, хорошим сопротивлением ударным нагрузкам. Инструмент из этих сплавов применяют для черновой и чистовой обработки жаропрочных сплавов (точения, фрезерования, строгания). Твердые сплавы изготавливают в виде стандартных пластин, которыми оснащаются резцы, фрезы, сверла и др.
Сверхтвердые инструментальные материалы изготовляют на основе синтетического алмаза и нитрида бора. Эти материалы подразделяют на две группы: порошкообразные — для изготовления абразивного инструмента; поликристаллические — для оснащения лезвийного металлорежущего инструмента.
Поликристаллы на основе алмаза теплостойки до 800 °С. Основные марки этих материалов — «баллас» (АСБ1, АСБ5 и др.) и карбонадо (АСПК, АМК, CMK и др.). Поликристаллы на основе нитрида бора (ПСТМ) обладают высокой теплостойкостью (до 1500 °С): ими оснащают лезвийный инструмент для обработки резанием закаленных и цементованных сталей и чугунов. Также их впаивают в качестве режущей кромки в одну из вершин сменных неперетачиваемых пластин.
Керамику используют как режущую кромку инструментов. Оксидную керамику производят на основе оксидов алюминия (Al2O3) с добавлением 6 % оксида магния (MgO) или оксида хрома (Cr2O3). Основные марки: ЦМ322, ВО-13, В014 и др. Оксиднокарбидную керамику получают методами порошковой металлургии, для чего используют смесь из WC, Мо2С или Мо2С + TiC. Такая керамика по свойствам занимает промежуточное положение между твердыми сплавами и оксидной керамикой.
Материалы для изготовления металлорежущего инструмента: инструментальные стали
 Чтобы режущий инструмент можно было использовать для резания металла, необходимо приложение соответствующей силы при условии, что при достаточной прочности инструмента его твердость будет выше твердости обрабатываемого материала.
Чтобы режущий инструмент можно было использовать для резания металла, необходимо приложение соответствующей силы при условии, что при достаточной прочности инструмента его твердость будет выше твердости обрабатываемого материала.
При резании режущая часть металлорежущего инструмента, которая соприкасается с обрабатываемым материалом, подвергается большим давлениям, нагреву и трению, что влечет за собой износ режущего инструмента, а иногда и его разрушение. В связи с этим, к материалам, применяемым для изготовления режущего инструмента, предъявляются такие требования:
- достаточная прочность и твердость;
- износостойкость при высокой температуре нагрева и в течение длительного промежутка времени.
Прочность и твердость инструмента определяется твердостью HRC (HRA) материалов, пределом прочности при сжатии σс, пределом прочности при изгибе σи, и ударной вязкостью αн. Износостойкость определяется достаточной твердостью материалов в нагретом до высоких температур состоянии – теплостойкостью (красностойкостью).
Материалы, применяемые для изготовления режущего инструмента:
- стали: углеродистые, легированные, быстрорежущие, конструкционные;
- твердые сплавы;
- алмазы;
- минералокерамические материалы;
- эльбор;
- абразивные материалы.
Инструментальные углеродистые стали
Содержание углерода в сталях составляет 0,6-1,4%, от его величины во многом зависят свойства материала. Химический состав и марки инструментальных углеродистых сталей приведены в ГОСТ 1435-74 (заменен ГОСТ 1435-90, затем ГОСТ 1435-99).
После соответствующей термической обработки углеродистые стали могут иметь твердость HRC 58-64. Однако такой инструмент при резании выдерживает нагрев до 200-250° С. При большей температуре нагрева резко снижается твердость инструмента (кривая 8 на рисунке), и он быстро разрушается.
Инструментальные легированные стали
Режущую способность инструментальной углеродистой стали можно повысить путем добавления легирующих элементов (присадок), чаще всего:
- хрома,
- молибдена,
- вольфрама,
- ванадия и др.
Стали с такими присадками называют легированными.
После термической обработки эти стали способны в процессе резания выдерживать нагрев до температуры 250-300°С. Инструмент из легированных сталей способен работать при скоростях, превышающих примерно в 1,2-1,4 раза скорости резания при работе с инструментом из инструментальных углеродистых сталей.
Химический состав инструментальных легированных сталей, их марки и группы определяет ГОСТ 5950-73 (заменен ГОСТ 5950-2000). Для изготовления режущего инструмента чаще всего применяются легированные стали таких марок: хромовольфрамовая ХВ5, хромокремнистая 9ХС, хромовольфрамомарганцовистая ХВГ.
Изменение твердости инструментальных и обрабатываемых материалов в зависимости от температуры представлено на рисунке.
 Обозначения: 1 — ЦМ-332; 2 — ВК2; 3 — Т30К4; 4 — Т15К6; 5 — ВК8; 6 — Т5К10; 7 – P18; 8 — У10; 9 — Р9; 10 — 10ХНМА; 11 — 18ХГТ.
Обозначения: 1 — ЦМ-332; 2 — ВК2; 3 — Т30К4; 4 — Т15К6; 5 — ВК8; 6 — Т5К10; 7 – P18; 8 — У10; 9 — Р9; 10 — 10ХНМА; 11 — 18ХГТ.
Инструментальные быстрорежущие и конструкционные стали
Инструмент, изготовленный из стали с содержанием 6-19% вольфрама и 3-4,6% хрома, способен в процессе резания выдерживать нагрев до температуры 600°С (кривые 7 и 9), не теряя своих режущих свойств. Поэтому такую сталь называют быстрорежущей.
После термической обработки инструмент из инструментальных быстрорежущих сталей приобретает твердость НRС 62-63 и может использовать при скоростях резания, в 2-3 раза превышающих скорости, допускаемые при работе с инструментом из инструментальной углеродистой стали.
Наиболее эффективными способами повышения теплостойкости, твердости и износостойкости быстрорежущих сталей:
- Увеличение содержания ванадия.
- Дополнительное легирование кобальтом.
Химический состав быстрорежущих сталей по ГОСТ 19265-73
Марка стали
Углерод
Хром
Вольфрам
Ванадий
Кобальт
Молибден
Р18
Р12
Р9
Р6МЗ
Р6М5
Р18Ф2
Р14Ф4
Р18К5Ф2
Р10К5Ф5
Р9К5
Р9К10
Р6М5К5
Р9М6К8
- Р – сталь относится к группе быстрорежущих;
- цифра после Р – среднее содержание вольфрама в процентах;
- цифра после К – среднее содержание кобальта;
- цифра после Ф – среднее содержание ванадия;
- цифра после М – среднее содержание молибдена.
Содержание марганца, никеля и кремния в быстрорежущих сталях не превышает 0,5% каждого, серы – не более 0,03%, фосфора – не более 0,035%.
Допускается содержание молибдена до 1% в сталях всех марок; при этом содержание вольфрама должно быть в пределах, указанных в таблице выше. Сталь с содержанием молибдена более 1% дополнительно обозначается буквой М.
 Сталь Р18 – наиболее старая быстрорежущая сталь, с которой обычно сравниваются все остальные. Сталь Р9 принадлежит к разряду низковольфрамовых. Количество вольфрама в ней в 2 раза ниже, чем в стали Р18, количество ванадия при этом повышено, благодаря чему она равноценна стали Р18 по режущим свойствам при обработке конструкционных углеродистых сталей. Однако заготовки из стали Р9 плохо поддаются шлифованию и отделке, поэтому ее не рекомендуется использовать при изготовлении инструментов, для которых шлифование является трудоемким процессом (протяжки, шеверы и др.).
Сталь Р18 – наиболее старая быстрорежущая сталь, с которой обычно сравниваются все остальные. Сталь Р9 принадлежит к разряду низковольфрамовых. Количество вольфрама в ней в 2 раза ниже, чем в стали Р18, количество ванадия при этом повышено, благодаря чему она равноценна стали Р18 по режущим свойствам при обработке конструкционных углеродистых сталей. Однако заготовки из стали Р9 плохо поддаются шлифованию и отделке, поэтому ее не рекомендуется использовать при изготовлении инструментов, для которых шлифование является трудоемким процессом (протяжки, шеверы и др.).
Стали Р6М5 (молибденовая) и Р12 (вольфрамовая) по режущим свойствам близки к стали P18. При этом они экономичнее стали Р18 и технологичнее стали Р9. Они обладают повышенной пластичностью в нагретом состоянии, поэтому особенно эффективны при изготовлении инструмента методом пластической деформации, в частности, сверл.
Ванадиевая сталь Р18Ф2 за счет большего содержания ванадия обладает повышенной износостойкостью по сравнению с Р18.
 Стали Р9, Р18, Р12, Р6М5, Р6МЗ и Р18Ф2 относятся к сталям нормальной производительности. Остальные стали, указанные в таблице, относятся к материалам повышенной производительности. Кобальтовые стали Р9К5, Р9К10, Р18К5Ф2 и Р10К5Ф5 имеют более высокую твердость, износостойкость и красностойкость по сравнению со сталью Р18 (в 2- 3 раза). Они применяются преимущественно для изготовления сверл, резцов, фрез и других инструментов, работающих с повышенными скоростями резания.
Стали Р9, Р18, Р12, Р6М5, Р6МЗ и Р18Ф2 относятся к сталям нормальной производительности. Остальные стали, указанные в таблице, относятся к материалам повышенной производительности. Кобальтовые стали Р9К5, Р9К10, Р18К5Ф2 и Р10К5Ф5 имеют более высокую твердость, износостойкость и красностойкость по сравнению со сталью Р18 (в 2- 3 раза). Они применяются преимущественно для изготовления сверл, резцов, фрез и других инструментов, работающих с повышенными скоростями резания.
Максимальную эффективность ванадиевые и кобальтовые быстрорежущие стали демонстрируют при обработке деталей из легированных сталей твердостью НВ 300-350, а также при обработке деталей из жаропрочных сталей и сплавов. Кроме стандартных марок быстрорежущей стали для изготовления инструмента используются и другие марки, нового поколения.
Один из распространенных методов получения быстрорежущей стали – порошковая металлургия (металлокерамическая сталь или пульверсталь). Такой метод позволяет значительно сократить карбидную неоднородность (до 1-го балла по ГОСТ 19265-73) и повысить режущие свойства инструмента в сравнении с инструментом из проката, изготовленным обычным металлургическим способом.
В целях экономии при изготовлении резцов державку делают из конструкционной стали, а пластинки – из быстрорежущей. Нет необходимость изготовлять инструмент целиком из дорогостоящего материала, так как резание осуществляется только режущей частью. Форма и размер пластинок определяются ГОСТ 2379-77.
Сверла, метчики, развертки и другие сложные инструменты делают сварными: хвостовик – из конструкционной стали, рабочую часть – из быстрорежущей. Углеродистые и легированные конструкционные стали используют для изготовления хвостовиков, державок, корпусов и деталей крепления сборного и составного режущего инструмента.
Источник материала: Аршинов В. А., Алексеев Г А. Резание металлов и режущий инструмент. Изд. 3-е, перераб. и доп. Учебник для машиностроительных техникумов. — М,, «Машиностроение», — 1976
6.3. Материалы для изготовления режущего инструмента
Для того чтобы режущий инструмент мог резать его материал должен обладать в той или иной мере следующим комплексом свойств: он должен быть значительно тверже обрабатываемого материала; он должен быть теплостоек, то есть обладать способностью сохранять высокую твердость при нагреве, сопровождающим процесс резания; он должен быть прочным и износостойким.
В настоящее время для изготовления режущего инструмента применяются инструментальные стали, твердые сплавы, металлокерамика и синтетические сверхтвердые материалы.
Инструментальные сталидля режущего инструмента подразделяются на: углеродистые (У10, У12); легированные (9ХС, ХВГ); быстрорежущие (Р6М5, Р6М5К5). Стали после термообработки имеют примерно одинаковую твердость — НRCЭ63 … 67. Однако углеродистые стали сохраняют эту твердость при нагреве лишь до 250 0 С, легированные — до 350 0 С, а быстрорежущие до 630 0 С. Теплостойкость быстрорежущих сталей обусловлена легированием их вольфрамом, молибденом и кобальтом. Из инструментальных сталей углеродистые самые дешевые, а быстрорежущие наиболее дорогие.
Из углеродистых сталей изготавливают инструмент малых размеров, работающий с малыми скоростями резания (преимущественно слесарный инструмент). Легированные стали используют для изготовления среднего и крупного по размерам инструмента, работающего с малыми скоростями резания, например – протяжки. Быстрорежущие стали применяются для изготовления инструмента, как правило сложной формы) работающего с значительными скоростями резания – сверла, метчики, фрезы, некоторые виды резцов
Твердые сплавыполучают методом порошковой металлургии. Твердые сплавы содержат зерна карбидов вольфрама, титана и тантала, а в качестве связки используется кобальт. Эти компоненты, приготовленные в виде порошка, смешивают, спрессовывают в виде пластин и затем спекают.
Однокарбидные твердые сплавы (ВКЗ, ВК6-М, ВК10-ОМ) называются вольфрамокобальтовыми Они содержат карбид вольфрама (В) и кобальт (К). Цифра после К обозначает процентное содержание кобальта, а массовая доля карбида вольфрама определяется разностью между 100% и массовой долей кобальта
Двухкарбидные твердые сплавы (Т5К10, Т15К6) называются вольфрамотитановыми. Буква Т и цифра после нее обозначают массовую долю карбида титана в твердом сплаве, а буква К и цифра после нее — массовую долю кобальта, остальное — массовая доля карбида вольфрама.
Трехкарбидные твердые сплавы (ТТ7К12, ТТ10К8) называются вольфрамотитанотанталовыми Буквы ТТ и цифра после них обозначают массовую долю карбидов титана и тантала, цифра за буквой К — массовая доля кобальта, остальное — массовая доля карбида вольфрама.
Безвольфрамовые твердые сплавы состоят из карбидов и карбо-нитридов титана с никельмолибденовой связкой (КНТ-16 и ТН-20). Твердый сплав КНТ-16 состоит из карбонитрида титана TiCN — 74%, никеля Ni — 19,5%, молибдена Мо … 6,5%. Твердый сплав ТН-20 — из карбида титана TiC — 79%, никеля Ni — 15%, молибдена Мо — 6%.
Сплавы имеют твердость НRА 87 … 92 и сохраняют ее при нагреве до 800 … 850 0 С, однако они уступают быстрорежущим сталям в прочности и значительно их дороже.
Из твердосплавных пластинок делается режущая часть большинства резцов и многих фрез.
Минералокерамика.Минералокерамические инструментальные материалы изготовляют из глинозема Аl2О3(ЦМ-332 — оксидная керамика) или из смеси Аl2О3с карбидами, нитридами и другими соединениями титана, хрома, молибдена (В-3, ВОК-60 — керметы). Металлокерамические материалы обладают высокой твердостью, тепло- и износостойкостью, но имеют низкие механические свойства. Они используются для чистовой и получистовой обработки без ударных нагрузок.
Синтетические сверхтвердые материалыподразделяются на материалы на основе искусственных алмазов (АС2, АС4) и кубического нитрида бора (КНБ): композит 01 (эльбор-Р), композит 02 (белбор), композит 03 (исмит), композит 05 (композит), композит 010 (гексанит-Р). Синтетические материалы поставляются в виде заготовок или готовых сменных пластин, используемых при чистовой обработке цветных металлов, закаленной стали и высокопрочных чугунов. Не уступая металлокерамике по теплостойкости и прочности, синтетические материалы несопоставимо более твердые, но они и самые дорогие из инструментальных материалов.

