Нарезание наружной и внутренней резьбы ручным инструментом
Pereosnastka.ru
Обработка дерева и металла
В машиностроении широко используют высокопроизводительные методы обработки резьб с помощью резьбонарезных и резьбонакатных универсальных головок. Однако в слесарно-сборочных работах часто приходится нарезать резьбу вручную. Для нарезания резьбы применяют различные метчики и плашки.
Нарезание внутренней резьбы. Для нарезания внутренней резьбы используют метчики, которые могут быть трех-, четырех-перовыми и многогранными. Просверленное отверстие, в котором нарезают резьбу метчиком, должно быть обработано зенкером или проточено. При нарезании резьбы материал частично «выдавливается», поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы. Изменение диаметра отверстия при нарезании резьбы в заготовках из твердых хрупких металлов меньше, чем в заготовках из мягких и вязких металлов.
Диаметр сверла для обработки отверстия под нарезание метрической и трубной резьб определяют по справочным таблицам.
При ручном развертывании отверстий или нарезании резьбы обычно используют набор воротков под все стандартные размеры квадратов хвостовиков разверток и метчиков. Размеры воротка для закрепления метчика выбирают в зависимости от диаметра нарезаемой резьбы. Вороток очень прост в изготовлении и позволяет быстро и надежно закрепить развертку или метчик (от 4 до 12 мм). Вороток имеет термически обработанный корпус с рукоятками, ввернутыми в корпус. Окно в корпусе расположено под углом 45° к оси ручек. В окне установлен точно подогнанный подвижной кулачок, который перемещается винтом и обеспечивает закрепление квадратного хвостовика метчика. В корпусе с двух сторон прикреплены винтами две планки, препятствующие выпаданию кулачка из окна корпуса.
На рис. 2, а показан прием захвата руками воротка с метчиком и установка его по угольнику, уложенному на деталь. Вороток прижимают правой рукой к метчику, а левой рукой поворачивают его вправо до тех пор, пока метчик не врежется на несколько ниток в деталь и не займет устойчивое положение. Затем вороток берут за рукоятку двумя руками и вращают с перехватом рук через каждые пол-оборота. При этом периодически проверяют перпендикулярность осп метчика плоскости детали по угольнику. Для облегчения работы вороток с метчиком вращают не все время по часовой стрелке, а один—два оборота вправо и пол-оборота влево и т. д. Благодаря такому возвратио-вращательному движению метчика стружка ломается, получается короткой (дробленой), а процесс резания значительно облегчается. При нарезании резьбы применяют смазочно-охлаждающую жидкость.
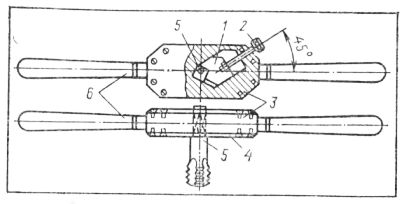
Рис. 2. Нарезание резьбы с помощью воротка
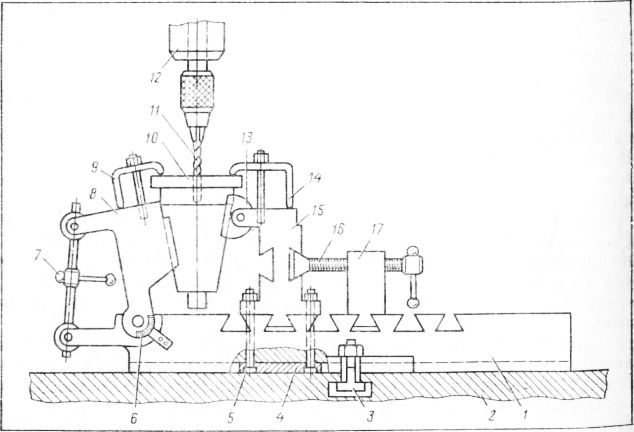
Нарезание резьбы в отверстиях на сверлильных станках резьбо-нарезными головками является более производительным способом. Прежде чем приступить нарезанию резьбы, необходимо наладить сверлильный станок, установить скорость резания 5—8 м/мин и закрепить хвостовик головки в шпинделе. Затем положить левой рукой деталь на стол станка и установить ее в такое положение, чтобы ось отверстия совпала с осью метчика. Правой рукой захватывают рукоятку шпинделя и, опуская ее вниз, вводят метчик в отверстие детали. Как только метчик достигнет заданной глубины, шпиндель автоматически переключается на обратное вращение; в это время правой рукой поднимают рукоятку вверх и выводят метчик из обработанного отверстия детали.
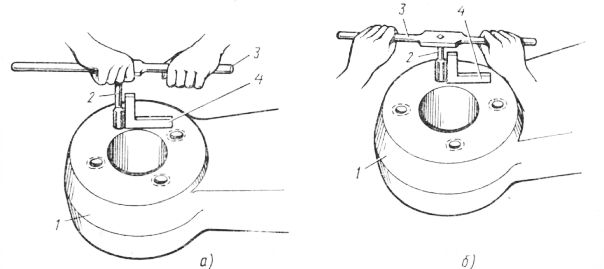
Рис. 3. Нарезание резьбы с помощью автоматической резьбонарезной головни
Резьбонарезатель с пневматическим приводо предназначен для нарезания мелких резьб. Четырехклапанный ротационный пневмодвигатель приводит во вращение через редуктор свободно сидящие зубчатые колеса. При нажатии на корпус муфты сцепляются с зубчатым колесом, обеспечивая рабочий ход (нарезание резьбы). Когда корпус за рукоятку оттягивают на себя, шпиндель смещается под действием пружины вниз, муфта сцепляется с зубчатым колесом, и происходит ускоренное вывинчивание метчика из отверстия.
Инструмент включают нажатием на курок. Редуктор и реверсивный механизм смазывают густой смазкой через имеющееся в корпусе отверстие. Метчик смазывают маслом. Нельзя допускать перекоса метчика относительно оси отверстия детали. При нарезании резьбы следует слегка нажимать на корпус, а следовательно, и на метчик. При прекращении нажатия на метчик пневмоиарезатель изменит направление вращения, а метчик вывернется из отверстия. После нарезания резьбу промывают, продувают воздухом и проверяют.
Поломка метчиков является одной из причин брака деталей; она происходит в основном в результате ошибок в приемах работы и некачественного подбора метчиков. На рис. 5, а доказана тpex-штырьковая вилка, предназначенная для удаления сломанных метчиков из нарезаемого отверстия.. Прежде чем начать выворачивать сломанный метчик из детали, нужно в отверстие залить керосин, чтобы облегчить удаление осколка метчика. Затем отвертку вставляют в шлиц вилки и, осторожно раскачивая, выворачивают осколок сломанного метчика. Если из отверстия торчит обломок метчика, выступающую часть захватывают плоскогубцами или ручными тисочками и удаляют из отверстия. При отсутствии выступающей части сломанного метчика в его канавку вставляют вилку и, слегка вращая вороток влево, осторожно выворачивают метчик из отверстия детали. Иногда приходится для извлечения сломанного метчика, изготовленного из быстрорежущей стали, нагревать в муфельной печи деталь вместе с метчиком и охлаждать ее вместе с печью. Отожженный этим способом метчик высверливают.
Если сломан метчик из углеродистой стали, деталь вместе с застрявшим обломком нагревают докрасна, медленно охлаждают, высверливают застрявшую часть метчика и выворачивают специальным конусообразным метчиком со спиральной левой резьбой.
Если деталь имеет большие размеры и ее нагрев затруднен, применяют следующие способы:
1) к сломанному метчику приваривают электрод (планку или прутик) и выворачивают сломанный метчик;
2) на обломок метчика устанавливают хвостовик сломанного метчика и сваривают их по всей окружности, после чего гаечным ключом выворачивают сломанный метчик.
Иногда для извлечения осколков метчиков их травят раствором азотной кислоты, который хорошо растворяя материал метчика незначительно действует на материал детали (алюминиевый сплав). В качестве катализатора применяют кусочки железной проволоки, которые опускают в раствор кислоты, залитой в отверстие. Через каждые 5—10 мин кислоту удаляют из отверстия пипеткой и отверстие вновь наполняют кислотой. Процесс продолжают несколько часов, до тех пор, пока металл метчика не будет окончательно разрушен. После этого отверстие промывают. Запрещается разламывать (разбивать) метчик на мелкие кусочки закаленным пробойником, напоминающим кернер, из-за возможной травмы глаз, кроме того, при этом повреждается резьба в детали. Можно извлекать метчик электроискровым способом, если габаритные размеры детали позволяют применить этот метод.
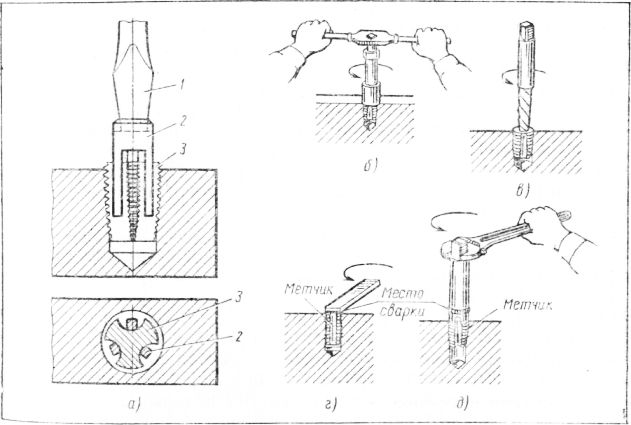
Рис. 5. Приемы удаления поломанных метчиков из отверстия заготовки
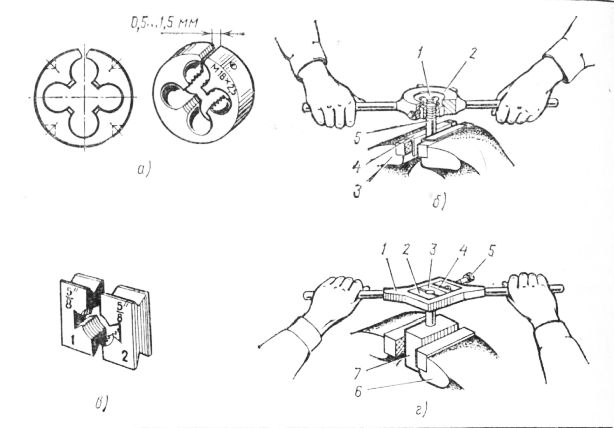
Рис. 6. Нарезание резьбы плашкой
При нарезании резьбы метчиком на станке следует руководствоваться правилами техники безопасности при работе на сверлильных станках. При нарезании резьбы метчиками и плашками вручную в деталях с сильно выступающими острыми частями следят за тем, чтобы при повороте воротка не поранить руки. При использовании электро- и пневмоинструментов соблюдают соответствующие правила техники безопасности.
Нарезание наружной резьбы. Наружную резьбу нарезают плашками вручную и на станках. В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки изготавливают цельными и разрезными. Цельные плашки представляют собой стальную закаленную гайку, в которой прорезаны сквозные продольные отверстия для выхода стружки. С обеих сторон плашки имеются заборные части — 1,5—2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход.
Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль. На рис. 7, б показан способ установки круглой плашки в обойму воротка и приемы нарезания резьбы на шпильке, установленной между алюминиевыми прокладками в губках тисков. При нарезании резьбы нужно следить за тем, чтобы вороток не создавал перекоса резьбы.
Раздвижные (призматические) плашки состоят из двух квадратных половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифры на квадратных поверхностях, а на боковых сторонах имеются угловые пазы, которыми их крепят в угловых выступах воротка.
Для обеспечения врезания в нижней части плашек имеются фаски, а для равномерного распределения давления винта на полуплашки (во избежание перекоса полуплашек) в квадратном окне корпуса воротка установлен направляющий сухарь. Сухарь винтом перемещается совместно с полуплашкой по направляющим угловых выступов окна корпуса воротка и создает равномерное давление на нарезаемую деталь, закрепленную в тисках. При этом нужно следить за тем, чтобы обрабатываемая деталь была смазана, а полуплашки врезались в нее примерно на 1—2 витка. Вороток вращают двумя руками на один-два оборота вправо и на пол-оборота влево. Для предупреждения брака и поломки зубьев в полуплашках необходимо следить за перпендикулярным положением оси плашки по отношению к оси нарезаемой детали; полуплашки должны врезаться в деталь без перекоса.
Чтобы нарезать резьбу без перекоса, применяют специальный вороток с направляющим кольцом. Вороток состоит из круглой обоймы с двумя ручками. Во внутренней части обоймы имеется обработанное квадратное окно со вставленными призматическими полуплашками. На боковой стороне установлен винт, прижимающий полуплашки друг к другу. Для того чтобы на детали резьба была нарезана без перекоса, в нижней части обоймы закреплена винтами шайба и два направляющих болта, по которым перемещается кольцо. Кольца изготавливают сменные в зависимости от диаметра нарезаемой цилиндрической детали. Проверка нарезаемой внутренней резьбы производится резьбовыми калибрами-пробками, а наружной — резьбовыми микрометрами или резьбовыми калибрами-кольцами и резьбовыми шаблонами 3-го класса точности.
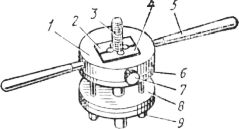
Рис. 7. Специальный вороток с разрезными плашками и направляющим кольцом
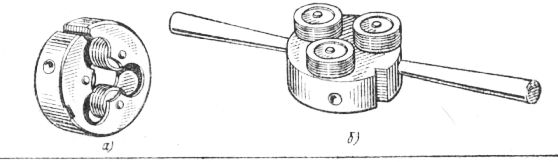
Рис. 8. Резьбонакатнаи плашка (а) и вороток с рсзьбонакцтными роликами
Резьбонакатными плашками накатывают резьбы диаметром от 4 до 42 мм и шагом от 0,7 до 2 мм. Накатку выполняют на станках и вручную. Резьба получается более прочной, поскольку волокна металла в витках не перерезаются, а сминаются. Кроме того, при пластической деформации металла его волокна упрочняются и резьбовая поверхность получается более чистой. При слесарно-сборочных работах широко применяют плашки для накатывания и нарезания резьбы на трубных соединениях.
Как нарезать резьбу вручную
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.

В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Инструменты для нарезки резьбы. Виды и работа. Применение
Резьбовое соединение является одним из самых популярных способов закрепления различных деталей и элементов. Не всегда можно приобрести различные крепления, на которые уже нанесена резьба, поэтому ее необходимо нарезать самостоятельно. Для этого применяются специализированные инструменты для нарезки резьбы. С их помощью также возможно обновить затертую или поврежденную другим способом ранее нанесенную резьбу.
Виды инструментов для нарезки резьбы
Для нарезки применяется 3 разновидности инструментов:
- Метчик.
- Плашка.
- Клупп.
Инструмент для нарезания отличается между собой не только по диаметру, но и по типу создаваемой резьбы. Она может быть метрической или дюймовой. Метрическая применяется на подавляющем большинстве крепежных элементов. Она используется в машиностроении, бытовом оборудовании и в прочих направлениях. Дюймовая резьба применяется исключительно на водопроводных элементах. В некоторых странах метрическая резьба не применяется вообще, и все крепежные элементы сделаны с помощью дюймовой.
Еще одним немаловажным различием подобного инструмента является направление создаваемой резьбы. Оно может быть левым и правым. Нельзя применяя один инструмент, провести нарезание резьбы в обе стороны, если он не универсальный.
Метчик
Метчик – это цилиндрический инструмент, который предназначен для нарезания внутренней резьбы в трубах и гайках. Его поверхность имеет выступающие ребра, которые при ввинчивании в пустотелые металлические элементы подходящего диаметра создают винтовые канавки, вырезая стружку. В результате вкручивания метчик прокладывает резьбу. Этот прибор представляет собой небольшой металлический прут из высококачественной твердой стали, на одном конце, которого имеется режущая часть, а на втором хвостовик для подсоединения воротка. Вдоль поверхности метчика идет выборка, сквозь которую обеспечивается отвод срезанной стружки. Самыми удобными для применения являются инструменты, которые имеют 3-5 канавок для отвода стружки. Они гораздо меньше забиваются и дают чистую поверхность без видимой деформации. После нарезания резьбы с помощью метчика, болт или шпилька накручивается без усилий по всей поверхности.

С помощью метчика можно нарезать резьбу или провести калибровку в случае ее повреждения.
Этот инструмент бывает трех разновидностей:
- Ручной.
- Машинный.
- Гаечный.
Ручные метчики обычно предлагаются в наборе из 2-3 инструментов одинакового диаметра. Первый проводит черновую нарезку резьбы, а последний обеспечивает создание высококачественного гладкого профиля, который обеспечивает легкое скручивание болтов или шпилек. Очередность применения метчиков, которые идут в наборе, обозначается цифрами на их корпусе.
Машинные предназначены для нарезания резьбы на станках. У них имеется иной профиль канавок, для более быстрого отвода стружки. При этом форма хвостовика подогнана для закрепления в патрон на станке.
Гаечные применяются специально для гаек. Их легко узнать, поскольку они самые короткие. Так как этот инструмент предназначен для нарезки резьбы только в гайках, которые обычно отличаются небольшой шириной, он делается очень коротким. В связи с этим его длина позволяет сделать максимум 12 витков. Гаечные метчики тоже могут быть черновыми и чистовыми. Черновой только создает начальную резьбу для вкручивания заборной части более длинного инструмента.
Для правильного закрепления метчика ручного или гаечного типа применяется специальный вороток, который насаживается на хвостовик. От переднего угла метчика зависит его применение и металл, с которым он может работать. Угол с наклоном от 5 до 10 градусов делает инструмент удобным для обработки стали. Уклон от 0 до 5 градусов предназначен для чугуна. Метчики с заточкой от 10 до 25 градусов применяются для цветных металлов и их сплавов.
Плашка
Плашка (лерка) применяется для создания винтовой нарезки на болтах и шпильках. Она представляет собой круглую шайбу с центральным отверстием, которая имеет несколько выступающих ребер с острой кромкой. Плашка нарезает и калибрует внешнюю резьбу за один проход. Обычно ее применяют для нарезки резьбы на прутах диаметром до 52 мм. Стандартная толщина плашек составляет от 8 до 10 витков. Угол нарезанных выступов у плашки может отличаться. Инструмент с углом 40-60 градусов применяется для сквозного прохода. В том случае, если необходимо нарезать резьбу вплотную до упора, применяется плашка с углом 90 градусов.

Для того чтобы получить качественно нарезанную резьбу необходимо чтобы диаметр стержня, который будет обрабатываться, был на 0,3-0,4 мм больше, чем внутренний размер плашки. Также при применении этого инструмента стоит учитывать, что требуется снятие фаски на краю. Для того чтобы удерживать плашку применяется специальные воротки.

Плашка может быть цельной или разрезанной. Цельная имеет выступающие зубья для врезания в металл по всей поверхности. Использование такого инструмента требует серьезных усилий. Гораздо более популярными являются разрезанные плашки, которые имеют разделенные рабочие части, что уменьшает площадь контакта. Это облегчает процесс вывода стружки, и уменьшает трение.
Плашка может применяться для нарезания резьбы на правую или левую сторону. Также существует универсальный инструмент, который работает одинаково хорошо в обоих направлениях. Он обозначается маркировкой LN.
Клупп
Клупп – это практически та же плашка, но существенно больше. Он представляет собой систему резцов, устанавливаемых непосредственно в держатель, который одновременно служит и направляющей. Обычно такой инструмент для нарезки резьбы применяется для нарезания внешней резьбы на трубах, а также толстых металлических стержнях. Предлагаемые на рынке клуппы обычно имеют не только метрический ход, но и дюймовый. Обычно клупп применяют сантехники для подготовки труб.

Клупп продаются в наборе, в котором предлагается один держатель и несколько плашек. Насадки можно с легкостью менять. Также существуют электрические клуппы, которые фиксируются на трубе и они сами нарезают на ней резьбу. Благодаря тому, собственному редуктору, они способны создавать большие усилия, даже при слабом электродвигателе.
Особенность использования инструмента для нарезания резьбы
Для того чтобы получить качественную резьбу, с гладкой поверхностью, заготовку с которой проводится работа нужно закрепить в тисках. Если это невозможно, к примеру, при обновлении резьбы на водопроводной трубе, которая уже установлена, следует ее удерживать трубным ключом. Для того чтобы получить качественный результат также важно подобрать правильный диаметр инструмента для нарезки резьбы. Если используется метчик, то он должен быть на 0,2-0,3 мм больше, чем отверстие, в которое он вкручивается. Если применяется плашка или клупп, то наоборот стержень должен быть больше, примерно на 0,3-0,4 мм.

Перед началом работы рекомендовано подготовить смазку. Это позволит уменьшить трение и снизить нагрузку. Кроме того, наличие смазки позволяет избежать образования заусениц и чрезмерного перегрева детали. При использовании плашки или метчика стоит сделать несколько витков без применения смазочного материала. Это позволит зубцам плотно врезаться в металл под правильным углом. Если сразу пытаться нарезать резьбу на скользкой поверхности, возможно появление перекоса. В качестве смазки можно поменять машинное масло, солидол, солярку и даже свиное сало.
Для работы с алюминием рекомендовано использовать в качестве смазки керосин. Для очень твердых сталей, жесткость которых практически равна применяемому инструменту, стоит воспользоваться олифой.
Применяя инструменты для нарезки резьбы нужно делать это правильно
После осуществление нескольких витков необходимо сделать обратный ход. Это позволит эффективно удалить полученную стружку и улучшить поверхность образованных выступов. При этом следует периодически обновлять ранее нанесенную смазку. В том случае если машинного масла, солидола или свиного сала нет, в крайнем случае, можно воспользоваться сильно мыльной водой. Она существенно уступает по вязкости, но вполне способно улучшить прохождение инструмента.
Если проводится нарезка внутренней резьбы, то следует обратить внимание на то, что сначала берется метчик, который имеет неполную нарезку. Его можно узнать по кончику с коническим срезом и маркировкой «1». Он делает неглубокую нарезку, которую еще сложно назвать полноценной резьбой. После него применяется более ровный метчик, на которой нанесена маркировка в виде цифры «2». При прохождении он углубляет уже имеющеюся борозду и делает ее приемлемой для вкручивания болтов и винтов.
В некоторых наборах имеется инструмент с маркировкой «3». Он позволяет подготовить резьбовое соединение еще более качественно, доведя его до совершенства. При смене метчиков стоит учитывать, что последующее добавление смазки является обязательным условием. Ее отсутствие может привести к раннему износ инструмента.
После того, как инструменты для нарезки резьбы скручиваются с обработанной поверхности, их нужно протереть сухой ветошью. Особенно это важно, если в качестве смазки использовалась мыльная вода. То же самое касается и масла со свиным салом. Эти вещества являются довольно липкими, поэтому способствует прилипания пыли и грязи, что в дальнейшем повлечет забивание резьбы и ее прилипание при вкручивании.
Как нарезать резьбу вручную? Обзор резьбонарезного инструмента.

Содержание:
- 1. Выполнение внутренней резьбы метчиком
- 2. Тонкости нанесения наружной резьбы плашкой и клуппом
- 3. 5 советов по успешному выполнению работ
От крепежных элементов до рабочих узлов типа винтовой пары – все эти соединения имеют резьбу. Со временем она изнашивается, особенно, если крепеж находится под нагрузкой, например, шпильки ступицы автомобиля, гайки, болты и т.д. Тогда требуется замена износившейся детали, но не всегда удается найти новую, подходящую по параметрам. В таких случаях многие мастера нарезают резьбу вручную с помощью специального резьбонарезного инструмента – метчиков, плашек и клуппов.
Изготавливается резьбонарезной инструмент из быстрорежущей стали или твердосплавных металлов, имеет острые режущие кромки специальной формы и размера, благодаря чему получается точно подходящая под параметры резьба. Инструменты различаются по шагу, длине и направлению нарезаемой резьбы. Но основное их отличие в том, что одни предназначены для выполнения внутренней резьбы, другие – для наружной. О каждом их виде мы расскажем подробнее.
Выполнение внутренней резьбы метчиком
Когда нужно нарезать резьбу внутри цилиндрических деталей, крепежных элементов и посадочных отверстий, используют метчик. Он представляет собой металлический стержень, рабочая часть которого имеет режущую кромку в виде поперечных насечек или винтовой линии. Прежде чем нарезать резьбу, в детали рассверливается отверстие, причем, его диаметр должен быть на 0,3-0,7 мм меньше, чем требуемый диаметр резьбы (это зависит от того, с каким металлом Вы работаете). В метчикодержателе закрепляется черновой метчик, который вкручивается в подготовленное отверстие – он снимает до 75% материала. После этого необходимо пройтись чистовым метчиком, который снимет оставшиеся 25% материала и доведет резьбу до нужных параметров.
Тонкости нанесения наружной резьбы плашкой и клуппом

Наружную резьбу, в отличие от внутренней, нарезают по другому принципу. Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Плашки применяются практически для любых изделий: крепежных шпилек, буксировочных проушин, труб, болтов и т.д. С их помощью можно нарезать стандартную метрическую резьбу диаметром от 4 до 20 мм.

По форме плашка напоминает гайку, только внутри у нее имеются режущие кромки, а для отведения стружки предусмотрены специальные отверстия. Различают разрезные плашки и цельные. Последние надежнее фиксируют заготовку и нарезают резьбу точнее, поэтому выполненные элементы можно использовать в ответственных соединениях.
Клуппы по форме напоминают плашку, только, у них есть еще дополнительные элементы: планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются для нарезания дюймовой резьбы на водопроводных трубах.
Чтобы нарезать резьбу плашкой или клуппом, нужно закрепить инструмент в специальном держателе. Затем он центрируется на заготовке и наворачивается на нее, вращение создается за счет вращения рукояти держателя. Первые режущие кромки нарезают «черновую» резьбу, а остальные уже доводят ее до чистовой. Наворачивание должно быть плавным, без резких движений и излишних усилий, тогда витки резьбы будут аккуратными.
5 советов по успешному выполнению работ
Мы рассказали об особенностях нарезания внутренней и наружной резьбы разными видами инструмента. Но есть общие требования по их использованию. Наши рекомендации помогут Вам избежать ошибок при работе, и Вы получите качественную резьбу с первого раза.
Совет 1: подобрать резьбонарезной инструмент под параметры резьбы
Основными параметрами являются диаметр, шаг и направление резьбы. Как правило, на поверхности плашек и метчиков высечены значения, например, М8×1,25. По направлению резьба бывает правая и левая. Например, гайка с правой резьбой наворачивается на винт при вращении по часовой стрелке, с левой резьбой – против часовой стрелки. Соответственно, для нарезания правой резьбы используются резьбонарезные приспособления с направлением режущих кромок по часовой стрелке, для левой – против часовой стрелки.
Совет 2: надежно зафиксировать обрабатываемую заготовку
Для этого Вам понадобятся слесарные тиски. Деталь нужно установить в тисках так, чтобы было удобно центрировать резьбонарезной инструмент. Так удастся добиться плавного хода при нарезании резьбы и получить ровный виток без перекосов.
Совет 3: использовать смазку
Чтобы обеспечить легкое вхождение режущих кромок инструмента в основание заготовки, нужно смазать рабочую часть и обрабатываемую поверхность маслом. Подбирайте смазку, исходя из того, с каким материалом Вы работаете. Например, минеральные составы подходят для нержавеющей стали и цветных металлов, синтетические универсальны и могут применяться при изготовлении практически любых деталей. Масло снизит трение, что облегчит нарезание резьбы, а также поможет сохранить режущие свойства кромок инструмента.
Совет 4: удалять стружку в процессе работы
При нарезании резьбы и при образовании витка с обрабатываемой поверхности снимается материал. Скопление металлической стружки может привести к тому, что инструмент застрянет и сломается. Поэтому нужно своевременно ее удалять: при работе с метчиком делать несколько возвратных прокручиваний, а при работе с плашкой избегать чрезмерного скопления стружки в стружкоотводящих отверстиях.
Совет 5: использовать только качественный инструмент
Это одно из «золотых правил» при нарезании резьбы. Ведь некачественные инструменты очень ненадежны: они ломаются, резьба может быть неаккуратной или не подходящей по параметрам, иногда плашкой даже невозможно нарезать первые витки, так как прочность кромок не соответствует стандарту. С фирменным инструментом такого не произойдет, так как он изготавливается из прочного качественного металла и строго отвечает требованиям ГОСТа.

Когда Вы знаете, с помощью каких инструментов нарезать внутреннюю и внешнюю резьбу, остается только подобрать подходящие для Вашего рода деятельности.
Например, при проведении сантехнических работ пригодятся клуппы. Вы можете купить их по отдельности, исходя из диаметра труб, с которыми приходится работать чаще всего, или купить клуппы в наборе, например, FIT 70003, MATRIX SPARTA 773355.
Для слесарных и авторемонтных работ могут потребоваться как плашки, так и метчики, ведь приходится нарезать и внешнюю резьбу (на шпильках, болтах, винтах), и внутреннюю (в гайках, свечных отверстиях). Поэтому лучше купить набор резьбонарезного инструмента, в котором есть все необходимые приспособления для широкого спектра работ, например, набор с металлорежущим инструментом ЗУБР 32 предмета 28129-H32 или FIT Профи, 70805 на 20 предметов. Все наборы поставляются в кейсах, поэтому приспособления удобно хранить и перевозить.
Если же Вам нужен резьбонарезной инструмент для единичного использования, например, нарезать резьбу на нескольких трубах для водопровода на даче, то можно купить один клупп нужного диаметра и клупподержатель к нему.
В нашем интернет-магазине представлены более 200 наименований резьбонарезного инструмента, как в наборах, так и поштучно. Мы предлагаем изделия ведущих производителей: FIT, Jonnesway, Gerat, MATRIX и других. Вы легко подберете то, что нужно для успешного выполнения работ. Заказ можно оформить через сайт или по телефону: 8-800-333-83-28.
Способы нарезки резьбы
Нарезка резьбы требуется для изготовления из заготовок крепёжных элементов или креплений различных конструкций. Для этого нужно минимальное количество инструментов, технология проста в реализации, наличие опыта не обязательно. Точное соблюдение базовых правил нарезки позволят формировать резьбу высокого качества.
 Станок для нарезки резьбы
Станок для нарезки резьбы
Основные способы нарезки
Способы резьбовой нарезки:
- резцами или гребёнками;
- плашками, метчиками;
- накатыванием плашками круглой или плоской формы;
- на фрезерном станке с использованием специальных фрез;
- шлифовкой специальными кругами.
Для нарезания наружной резьбы используются резцы, плашки, фрезы, круги, а внутренних – метчиками.
Чтобы получить деталь с точной внутренней или наружной резьбой, необходимо при нарезке держателем инструмента делать один оборот вокруг оси на 180 0 , а второй – в обратном направлении на 90 0 . Это правило позволит избавиться от набившейся в плашку длинной стружки и снизить величину прикладываемого вращательного усилия.
Чем нарезать резьбу
Чтобы нарезать резьбу, потребуются следующие инструменты:
- метчик, набор резьбонарезных резцов, плашек;
- сверлильный станок с регулировкой оборотов;
- электродрель с наличием режима работы на низких оборотах;
- набор свёрл для создания отверстий в деталях;
- тиски для фиксации заготовки;
Машинно-ручные метчики предназначены для ручного применения или закрепления в патроне дрели. Для машинного использования конструкции отличаются удлинённым хвостовиком. Установить на него держатель метчиков для ручной резьбовой нарезки не получится.
- молоток;
- керн для создания меток под сверление отверстий;
- смазка, не допускающая, чтобы инструмент или заготовка перегревались в процессе обработки;
- ветошь для удаления масла после выполнения работ.
 Плашки и метчики для нарезки
Плашки и метчики для нарезки
Как правильно определить диаметр отверстия
Перед выполнением нарезки внутренней резьбы требуется заранее проделать в заготовке отверстие. Его размеры необходимо подбирать строго, так как превышение оптимального значения не позволит создать прочное соединение болтом, а снижение – повысит вероятность повреждения инструмента при работе.
Для определения диаметра отверстия под стандартную резьбу понадобится использование справочников. Для создания нестандартных резьб необходимо провести простые вычисления: из диаметра вычесть размер шага.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
 Инструмент для нарезки резьбы
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140 0 .
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Нарезание резьбы
Операция обработки со снятием стружки, в результате которой образуются наружные или внутренние винтовые канавки с заданным профилем и размерами на цилиндрических или конических поверхностях, называется нарезанием резьбы.
Нарезание резьбы на винтах, болтах, гайках и других деталях производится в основном на станках. При монтажных и ремонтных работах слесарю в ряде случаев приходится нарезать резьбу вручную или с помощью пневматических или электрических машинок — резьбонарезателей.
Основными элементами любой резьбы, как отмечалось в гл. 3, являются профиль, шаг, глубина, наружный, средний и внутренний диаметры.
По форме профиля резьбы подразделяются на треугольную, прямоугольную, трапецеидальную, упорную и круглую (рис. 4.14).
Тип или профиль резьбы выбирается по ГОСТу в зависимости от назначения.

Рис. 4.14. Профили и элементы резьбы:
а — треугольная;
б — прямоугольная;
в — трапецеидальная;
г — упорная;
д — круглая;
d — наружный диаметр резьбы;
dcp — средний диаметр резьбы;
d1 — внутренний диаметр резьбы.
В машиностроении приняты три системы резьб: метрическая, у которой шаг и диаметр измеряются в миллиметрах; дюймовая, имеющая иную форму профиля и характеризуемая числом ниток на один дюйм ее длины и диаметром в дюймах;
трубная резьба, имеющая профиль, как и дюймовая, но меньше по шагу.
В практике слесарных работ нередко возникает необходимость определить размеры элементов резьбы на готовой детали. Наружный диаметр измеряют с помощью штангенциркуля или микрометра, а шаг резьбы — с помощью миллиметрового или дюймового резьбомера (набора шаблонов с резьбой различных размеров).
Для нарезания резьбы в отверстиях применяются метчики, а для нарезания наружной резьбы — плашки.
Метчиком называется режущий инструмент, представляющий собой закаленный винт, на котором прорезано несколько продольных прямых или винтовых канавок, образующих режущие кромки (рис. 4.15). Метчик имеет рабочую часть и хвостовик, заканчивающийся квадратом.

Рис. 4.15. Метчик и его элементы:
а — общий вид:
1 — режущее перо;
2 — режущая кромка;
3 — квадрат;
4 — хвостовик;
5 — канавка;
б — поперечное сечение:
1 — передняя поверхность;
2 — режущая кромка;
3 — задняя (затыловочная) поверхность;
4 — канавка;
5 — режущее перо.
Хвостовик метчика служит для закрепления инструмента в патроне или воротке во время работы. У ручных метчиков конец имеет квадратную форму.
Рабочая часть — нарезанная часть метчика, производящая нарезание резьбы; она подразделяется на заборную и калибрующую части.
Заборная (режущая) часть метчика — передняя конусная часть, которая первой входит в нарезаемое отверстие и совершает основную работу резания.
Калибрующая часть защищает и калибрует нарезаемое отверстие.
Для образования режущих кромок метчика и выхода стружки служат продольные канавки. Резьбовые части метчика, ограниченные канавками, называются режущими перьями.
По способу применения метчики делятся на ручные и машинные. Ручные метчики служат для нарезания резьбы вручную. Они обычно выпускаются комплектами из двух или трех штук. В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой (или 1, 2, 3), а в комплект из двух метчиков — черновой и чистовой. В таком же порядке они применяются при нарезании резьбы.
Метчики условно обозначаются рисками (канавками): у чернового на хвостовике одна круговая риска, у среднего — две, у чистового — три. Там же указывается тип резьбы и ее размер.
Большое значение имеет правильный выбор диаметров отверстий для нарезания резьбы. Выбор диаметров сверл под данный тип и размер резьбы производится по специальным таблицам. Однако с достаточной для практики точностью диаметр сверла можно определить по формуле
Dсв=dр — 2h
где Dсв — диаметр сверла, мм; dр — наружный диаметр резьбы, мм; h — высота профиля резьбы, мм.
Нарезание резьбы ручными метчиками производится с помощью воротков, которые надеваются на квадратные концы хвостовиков. Воротки бывают различных конструкций с постоянными и регулируемыми отверстиями для метчика.
Инструмент, применяемый для нарезания наружной резьбы, называется плашкой. Плашка представляет собой стальную закаленную гайку со стружечными канавками, образующими режущие грани (рис. 4.16).

Рис. 4.16. Плашка и ее элементы:
а — общий вид;
б — геометрические параметры плашки.
1 — калибрующая часть;
2 — заборная часть;
3 — стружечная канавка.
Плашки бывают круглые (иногда их называют лерками), раздвижные (клупповые) и специальные для нарезания труб.
Для работы с круглыми плашками применяются воротки (леркодержатели), представляющие собой рамку с двумя рукоятками, в отверстие которой помещается плашка и удерживается от проворачивания с помощью трех стопорных винтов, конические концы которых входят в углубления на боковой поверхности плашек.
Клуппы для раздвижных плашек представляют собой косую рамку с двумя рукоятками. В отверстие рамки вставляются полуплашки. Устанавливаются полуплашки на требуемый размер с помощью специального нажимного винта.
Для нарезания резьбы метчиком выполняются следующие приемы. Деталь закрепляется в тисках, черновой метчик смазывается и в вертикальном положении (без перекоса) вставляется в нарезаемое отверстие. Надев на метчик вороток и слегка прижимая его к детали левой рукой, правой осторожно поворачивают вороток по часовой стрелке (при нарезании Левой резьбы — против часовой стрелки) до тех пор, пока метчик не врежется в металл и его положение в отверстии не станет устойчивым. Затем вороток берут двумя руками и плавно вращают (рис. 4.17, а). После одного-двух полных оборотов возвратным движением метчика примерно на четверть оборота ломают стружку, это значительно облегчает процесс нарезания. Закончив нарезание, вывертывают метчик из отверстия (вращением воротка в обратную сторону) или пропускают его насквозь.
Второй и третий метчики смазывают и вводят в отверстие без воротка. После того как метчик правильно установится по резьбе, надевают вороток и продолжают нарезание резьбы.
При нарезании глубоких отверстий необходимо в процессе резания 2—3 раза полностью вывинтить метчик и очистить его от стружки, так как избыток ее в канавках может вызвать поломку метчика или срыв резьбы.
Перед нарезанием наружной резьбы плашками обточенный до нужного диаметра стержень закрепляют в тисках. На самом конце стержня снимается небольшая фаска под углом 45° (рис. 4.17,6). Стержень должен иметь чистую поверхность, так как нарезание резьбы по окалине или ржавчине сильно изнашивает плашки.
Для получения правильной резьбы диаметр стержня обычно делают на 0,2—0,4 мм меньше требуемого диаметра резьбы.
На торец стержня, закрепленного в тисках так, чтобы его конец выступал из губок на 15—20 мм больше, чем длина нарезаемого участка., накладывают закрепленную в воротке плашку и с небольшим нажимом начинают нарезать резьбу, поворачивая вороток короткими движениями по часовой стрелке (рис. 4.17, в). Первые 1,0—1,5 нитки обычно нарезают без смазки, так как сухой металл плашка захватывает легче; затем стержень смазывают натуральной олифой и продолжают вращать вороток или клупп на один-два оборота вправо и на полоборота влево для ломания стружки.
Вначале нарезания резьбы плашками необходимо делать некоторый нажим «а плашку (при рабочем ходе), не допуская ее перекоса. В процессе нарезания давление на обе руки должно быть равномерным.
Раздвижные плашки в клуппе в процессе нарезания следует поджимать только в начале прохода; после прохода по всей длине нарезки клупп свинчивают (или, как говорят, «сгоняют»), затем вновь поджимают плашки винтом и проходят резьбу второй раз.
При необходимости получить точную я чистую резьбу нарезку производят двумя плашками — черновой и чистовой.
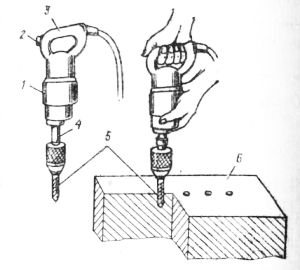
Механизированное нарезание резьбы осуществляется ручной дрелью или резьбонарезной электрической машинкой, а также на сверлильном или резьбонарезном станке. Работа эта требует особого внимания и осторожности, особенно при использовании дрели и электрической или пневматической машины.
Ручными дрелями нарезают резьбу диаметром до 6 мм, причем производительность по сравнению с работой воротком увеличивается втрое. Применение электрической или пневматической машинок повышает производительность труда практически в 5 раз.
При нарезании резьбы дрелью или машинками метчик зажимается в патроне и особое внимание обращается на то, чтобы не было перекоса метчика относительно оси отверстия.



