Резка металла механизированным инструментом это
Pereosnastka.ru
Обработка дерева и металла
Механизированное резание осуществляется применением различных механических, электрических и пневматических ножовок и ножниц, дисковых пил и другого универсального или специального оборудования.
Ножовочные пилы (приводные ножовки) применяют для резания сортового и профильного металла. Ножовочная пила 872А, имеющая электрический и гидравлический приводы, предназначена для резки различных заготовок из сортового металла круглого и квадратного сечения. Точность обработки на таком станке ± 2 мм, класс шероховатости обработки — третий (Ra —.20; Rz — 80 мкм).
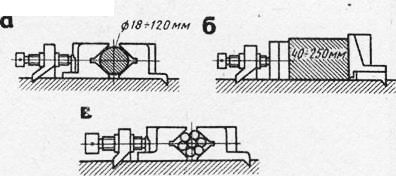
Установка тисков на столе пилы. На столе станка устанавливают тиски с V-образными губками для закрепления заготовок круглого сечения диаметром до 250 мм или нескольких заготовок меньшего диаметра. Тиски с плоскими губками служат для закрепления заготовок больших сечений — от 40 до 250 мм. Эти тиски являются поворотными, в них разрезаемый материал закрепляют под углом 45°.
Установка заготовок. Тиски устанавливают на столе пилы с таким расчетом, чтобы ось разрезаемой заготовки проходила посредине хода пильной рамы. При установке заготовки в тисках следят, чтобы заготовка лежала под прямым углом к ножовочному полотну.
Для разрезания заготовки под углом сначала Под заданным углом устанавливают тиски, затем укладывают в них и прочно закрепляют заготовки. Машинные ножовочные полотна изготовляются из стали марки Р6М5.
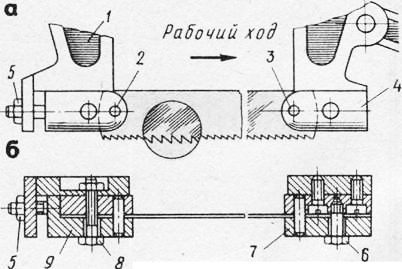
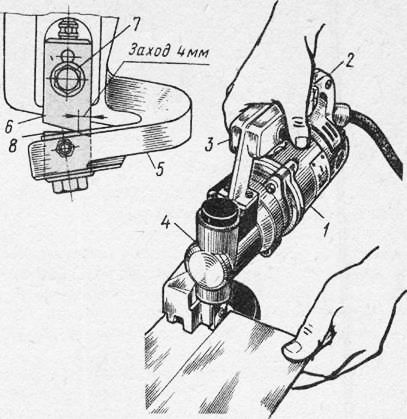
Установка ножовочного полотна. Полотно устанавливают одним концом на штифт неподвижно укрепленной планки пильной рамы так, чтобы зубья полотна были направлены в сторону рабочего хода. Другой конец полотна надевают на штифт 2 подвижной планки, затем оба конца полотна прижимают накладными планками к пильной раме болтами бив. Полотно натягивают, завинчивая гайки с некоторым усилием. Слабо натянутое полотно при резании сломается или сделает косой рез.
Ножовочную пилу налаживают для резки твердых металлов на 85, а для резки мягких металлов — 110 двойных ходов в минуту.
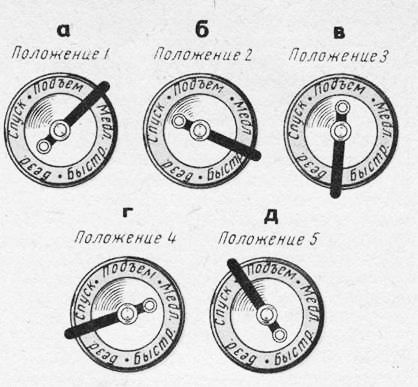
Гидропривод станка управляется поворотом рукоятки крана. При первом положении рукоятки крана «Бездействие» пильная рама получает возвратно-поступательное движение, при втором положении «Спуск» рукав с пильной рамой плавно опускается вниз, при третьем положении «Подъем» (рис. 130, в) рукав с пильной рамой плавно поднимается, при четвертом положении «Медленное действие» регулируется заданная подача врезания ножовочного полотна в металл при рабочем ходе.
При обратном ходе ножовочное полотно немного приподнимается над разрезаемым материалом. При пятом положении «Быстрое действие» (рис. 130, д) регулируется наибольшая подача врезания ножовочного полотна в металл при рабочем ходе.
Приступая к разрезанию металла на пиле рукоятку крана гидропровода устанавливают в положение «Спуск» и включают электродвигатель. После того как ножовочное полотно опустится к разрезаемому металлу, рукоятку крана переводят в положение «Медленное действие» для предварительного врезания. Затем рукоятку перемещают по направлению к положению «Быстрое действие» и устанавливают желаемую подачу резания.
Дальнейшая работа станка происходит автоматически до окончательного разрезания заготовки. По окончании резки пильная рама автоматически переключает рукоятку крана в положение «Подъем», которое осуществляется до определенной высоты: выключатель, расположенный на рукаве, нажимает на кнопку «Стоп» и выключает электродвигатель. Ножницы ручные электрические С-424 вибрационного типа состоит из электродвигателя, редуктора с эксцентриком и рукоятки. Возвратно-поступательное движение от эксцентрика передается верхнему ножу, нижний нож укреплен на скобе. При резке электроножницы держат правой рукой, охватывая рукоятку всеми пальцами правой руки: указательный палец помещается на рычаге выключателя 3 с курком. Левой рукой лист подают между ножами, направляя под режущую кромку верхнего ножа точно по риске так, чтобы риска была видна.
После включения электроножницы направляют правой рукой по линии реза так, чтобы плоскости ножей имели некоторый наклон относительно плоскости разрезаемого металла. Электроножницами разрезают листовую сталь толщиной до 2,7 мм и другие листовые материалы. В зависимости от толщины разрезаемого металла и мощности электродвигателя производительность электроножниц достигает 3 — 6 м/мин. Они особенно удобны при резке по фигурному раскрою, так как позволяют резать по контуру с малым радиусом кривизны.
Величину зазора между ножами 6 и 8 устанавливают в зависимости от толщины разрезаемого металла по таблицам и проверяют щупом (при толщине 0,5 — 0,8 мм зазор 0,03 —0,048 мм, при толщине 1,0 —1,3 мм зазор 0,06 — 0,08 мм, при толщине 1,6 — 2,0 мм зазор 0,10 — 0,13 мм).

Пневматические нотницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твердости 3 мм, наибольшая скорость резания 2,5 м/мин, число двойных ходов ножа в минуту 1600.
Пневматическая нотовка приводится в действие сжатым воздухом. Она состоит из преобразователя движения и роторного двигателя, пусковой кнопки, ножовочного полотна. Максимальная толщина разрезаемого металла 5 мм, наименьший радиус 50 мм, скорость резания 20 м/мин. Машина снабжена сменными зажимными патронами для закрепления напильников и ножовочных полотен различного размера.
Дисковая пневматическая пила применяется для резки труб непосредственно на месте сборки трубопроводов. Пила имеет редуктор, червячное колесо которого смонтировано на одной оси со специальной дисковой.
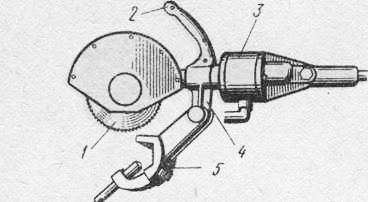
Фрезой. Закрепляется труба специальным зажимом, который установлен на хвостовике. Зажим крепится шарнирно к рукоятке.
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
Пневматическая пила допускает разрезание труб диаметром до 50 — 64 мм. Диаметр фрезы 190 — 220 мм, частота вращения фрезы 150-200 об/мин.
Механическая резка металла – оборудование и правила безопасности
Содержание:
- Виды механической резки металла.
- Правила безопасности при работе с механическим оборудованием для резки металлов.
- Недостатки и достоинства механической резки металла.
Резка металла – это производственный процесс, в течение которого сортовой или листовой металл разделяется на отдельные куски, детали или заготовки. Наиболее распространенным видом резки, когда речь идет о небольших объемах, является механическая резка металла, во время которой применяется физических труд или специальные механические приспособления.
Виды механической резки металла.
Все процедуры, связанные с механической резкой металла, можно разделить на несколько видов.
- Механическая резка металла с помощью стационарной циркулярной пилы. Чаще всего этот вид резки применяется, когда необходимо обработать профильный металл небольшого размера – например, профильные трубы, а также разрезать металл на квадраты или круги. Кроме того, именно этот вид резки применяется при обработке изделий из цветного металла. Преимуществом резки с применением циркулярной пилы является то, что в ее процессе можно добиться очень ровного среза высокого качества, а допуски при этом будут минимальными.
- Механическая резка с использованием болгарки. Чаще всего этот вид резки применяется, когда необходимо выполнить поперечные разрезы изделий, выполненных из черного металла, например, арматуры, швеллеров, труб или уголков. Использование этого вида резки позволяет добиться очень высокой точности – допуски здесь бывают меньше, чем при применении газовой резки. Но недостатком резки металла с помощью болгарки является то, что она является очень трудоемкой, а следовательно, и очень дорогой.
- Механическая резка металла с помощью гильотины. Этот вид резки называют еще рубкой металла. Основной спектр применения этого вида резки – резка листового металла, причем, это может быть как черный металл, так и все виды стали – нержавеющая сталь, оцинкованная сталь или электротехническая сталь.

Для производства механической резки металлов может применяться специализированное оборудование – ленточнопильные станки или гильотинные ножницы, оснащенные числовым программным управлением. Кроме того, резка металла может осуществляться с помощью токарных станков с установленными на них специальными резцами.

Правила безопасности при работе с механическим оборудованием для резки металлов.
Механизированная резка металла производится с помощью специальных резаков, конструкция которых рассчитана таким образом, чтобы все работы не вызывали никаких сложностей у оператора подобного оборудования. Но использование механических приспособлений в процессе резки металла требует соблюдения определенных мер безопасности.
Часто перед началом резки металл разогревают с помощью пламени резака. И здесь для обеспечения безопасности труда необходимо выполнить несколько обязательных процедур.
- Перед тем, как зажечь пламя резака, необходимо проверить герметичность всех соединений и подтянуть, если требуется, гайки.
- Проверить, смазаны ли места уплотнения вентилей специальной смазкой или глицерином.
- Вентиль кислорода для того, чтобы загорелось пламя резака, необходимо предварительно открыть на ¼ оборота. Это позволит разрядить газовые каналы. После этого открывают вентиль баллона с горючим газом и зажигают полученную смесь газов. Силу пламени можно отрегулировать с помощью вентилей на кислородном и газовом баллоне.
- Следующим шагом необходимо разогреть металл (он по своему цвету должен напоминать солому), и только после этого открывается вентиль баллона с режущим кислородом и начинается резка металла.
- В том случае, если необходимо погасить пламя резака, сначала нужно закрыть вентиль на баллоне с горючим газом, а потом вентиль баллона с кислородом.
- Если в процессе резки наконечник резака станет слишком горячим, его можно охладить с помощью воды. Но при этом необходимо помнить о том, что перед началом охлаждения вентиль на баллоне с горючим газом следует закрыть (баллон с кислородом остается открытым).
- В том случае, если мундштук резака засорится, его можно прочистить с помощью специальной иглы, изготовленной из меди или алюминия.
Недостатки и достоинства механической резки металла.
Основным недостатком механической резки металла является то, что все ее способы позволяют производить разрез только по прямой линии. В том случае, если требуется раскрой металла по сложной криволинейной траектории, этот вид резки применить невозможно. Кроме того, к недостаткам механической резки можно отнести и не слишком высокую производительность труда, а также недостаточно большую глубину пропила.
Но есть у механической резки металлов и свои достоинства — высокое качество среза и его высокая точность, возможность резки металла под углом и небольшие потери металла про его обработке (при применении ленточнопильного оборудования).
§ 5. Механизированная резка
Механизированная резка осуществляется применением различных механических, электрических и пневматических ножовок и ножниц, дисковых пил и другого универсального и специального оборудования.
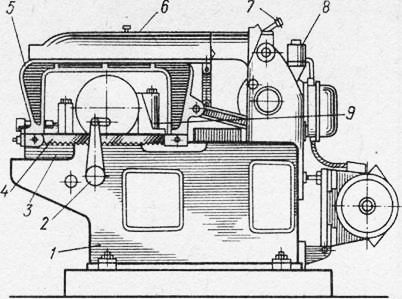
Механическая приводная ножовка (рис. 117). Представляет собой металлорежущий станок, имеющий станину 1 и стол 2, на котором устанавливаются машинные тиски 3 для закрепления заготовки 6. На станине смонтирована рамка 4, в которой крепится ножовочное полотно 5. Ножовка приводится в действие от электродвигателя 8.

Рис. 117. Приводная ножовка
В целях предупреждения нагрева полотна при резании применяется охлаждение маслом, эмульсией и водой. Охлаждающая жидкость подается через трубопровод 7 на место реза.
Электромеханическая ножовка. Находит широкое применение при выполнении слесарно-сборочных работ.
В корпусе 2 ножовки (рис. 118) встроен электродвигатель, на валу его укреплен барабан 3 с замкнутым спиральным криволинейным пазом 4, по которому ходит палец б ползуна 7 с ножовочным полотном 1.

Рис. 118. Электромеханическая ножевка
При вращении барабана ножовочное полотно получает возвратно-поступательное движение и осуществляет резание металла. Во время работы ножовка упирается скобой в заготовку и поддерживается за рукоятку 5.
Пневматическая ножовка (рис. 119). Состоит из шланга 1, рукоятки 2, пусковой кнопки 3, ножовочного полотна 4, поворотного барабана 5, преобразователя движения 6, пневматического двигателя 7. Максимальная толщина разрезаемого металла 5 мм. Наименьший радиус 50 ММ, скорость резания 20 м/мин.

Рис. 119. Пневматическая ножовка
Ручные электрические и пневматические ножницы. Находят широкое применение в промышленности электрические и пневматические ручные ножницы, которыми вырезают прямые, криволинейные и фигурные профили.
Ручные электрические ножницы И-31 (рис. 120) предназначены для резания листовой стали толщиной до 2,7 мм. В корпус 1 вмонтирован электрический двигатель мощностью 370 вт, а в картер 2 — ножевая головка.

Рис. 120. Ручные электрические ножницы И-31
Вал двигателя через червячную передачу вращает эксцентрик 3, на котором жестко закреплен кулачок. Нижний неподвижный нож 8 крепится к скобе 9. При вращении эксцентрика 3 кулачок 4 заставляет качаться сидящий на пальце 5 ножевой рычаг 6 с верхним ножом 7 и разрезать металл. Производительность электроножниц И-31 до 3 м/мин.
Пневматические ножницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твердости — 3 мм, наибольшая скорость резания — 2,5 м/мин, число двойных ходов ножа в минуту — 1600.
Пресс-ножницы предназначены для резки профильного проката (пруток квадрат, уголок, швеллер) и листов, а также пробивки отверстий.
Пневматическая пила (рис. 121) применяется для резки труб непосредственно на месте сборки трубопроводов. Пила имеет редуктор 1, червячное колесо которого смонтировано на одной оси со специальной дисковой фрезой 3. Закрепляется груба специальным зажимом 2, который установлен на хвостовике 5. Зажим крепится шарнирно к рукоятке 4.

Рис. 121. Пневматическая пила
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
Пневматическая пила допускает разрезание труб диаметром до 50—64 мм. Диаметр фрезы 190—220 мм, число оборотов фрезы 150—200 об!мин.
Дисковые пилы. Эти пилы делятся на универсальные, маятниковые и пилы трения. Универсальной дисковой пилой (рис. 122) разрезают профильный металл различных сечений под любым углом, выполняют продольные разрезы, надрезы или вырезы. На чугунной станине 1 пилы укреплена вертикальная колонка 2, на которой смонтирован поворотный кронштейн 5 с направляющими 8. По направляющим перемещается электродвигатель, на валу 7 которого установлен режущий диск 10. Кронштейн можно поворачивать вокруг колонки и опускать или поднимать на необходимую высоту. Подача электродвигателя с режущим диском осуществляется поворотом рукоятки 9. Установка режущего диска при работе в зависимости от профиля и размера материала выполняется рукоятками 3, 4 и 6.

Рис. 122. Дисковая пила
Широкое применение находят электрические и газовые способы резки металла.
В СССР впервые в мире были разработаны анодно-механический, электроискровой и электродуговой способы резки металла.
Анодно-механический способ разрезания металла основан на использовании электрической эрозии, т. е. разрушения электрическими разрядами.
Применение указанного способа дает возможность разрезать металл любой твердости, в том числе и твердые сплавы.
Электроискровой способ так же, как анодно-механический способ, основан на использовании явления электрической эрозии.
При резке металла необходимо выполнять следующие правила техники безопасности:
- прочно и правильно закреплять ножовочные полотна, так как при слабом креплении полотно может выскочить из рамки, а туго натянутое — лопнуть, в результате чего рабочий может получить травму;
- крепко и надежно закреплять в тисках разрезаемую деталь;
- нельзя работать ножовкой без ручки или с треснувшей ручкой;
- в конце резки уменьшать нажим на ножовку и поддерживать отрезаемую часть, чтобы она не упала на ноги;
- не выдувать стружку из пропиленного места, так как стружка может попасть в глаза;
- систематически убирать обрезки и заготовки у рабочего места;
- рабочее место должно быть чистым, на полу не должно быть масла.
Вопросы для самопроверки
- Чем следует руководствоваться при выборе инструмента для резки материала?
- Какое влияние оказывает материал заготовки и длина пропила на выбор ножовочного полотна?
- Как правильно установить ножовочное полотно в станке? Куда должны быть направлены зубья в установленном в рамку полотне?
- Какое значение имеет шаг зуба?
Основные виды резки металла
Резка металла представляет собой процесс разделения материала на части. Таким способом производится раскрой металлических листов или отрезка сортового проката. Воздействием режущего инструмента на металл создаются заготовки для дальнейшей обработки. По разработанным чертежам формируется конфигурация поверхности. Для обработки металла резанием необходимо оборудование. Это могут быть ручные инструменты, механические станки или приспособления, обеспечивающие нагрев материала.
 Газокислородная резка
Газокислородная резка
Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
- ручную;
- гидроабразивную;
- термическую.
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
- газокислородная;
- лазерная;
- плазменная.
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
- В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
- После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.
 Лазерная резка металла
Лазерная резка металла
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
- ленточная пила;
- гильотина;
- дисковый станок.
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.
В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Важно то, что ножи прикасаются к листу не по всей длине поверхности. Верхний инструмент располагается под углом. Соприкосновение с металлом идет в 1 точке, которая перемещается по всей длине реза. Процесс напоминает работу обыкновенных ножниц.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
Инструменты для резки
При работе в домашних условиях важно знать, чем режется металл. Чаще всего используются ручные ножницы или ножовка. Для промышленности требуются станки, с установленной на них пилой или гильотиной. Это связано с большими объемами производства и необходимостью выдержки точности размеров.
 Резка металла ножницами
Резка металла ножницами
Ручные ножницы
Ручными ножницами можно разрезать материал, толщиной до 3 мм. Они имеют несколько видов резцов по металлу:
- Резцы для прямого реза.
- Для криволинейного.
- Пальцевые. Бывают прямого вида и зеркального. С их помощью вырезаются сложные фигуры.
- С одним подвижным лезвием, а вторым фиксированным, закрепленным в верстак.
Пилы
Пилы часто используются для резки металла. Они бывают нескольких видов:
- Ручные. Вставляются в специальную раму, имеющую С-образный вид.
- Дисковые. В качестве привода используется электродвигатель или ручное приспособление.
- Ленточные. Применяются только в промышленных целях.
- Торцевые. Имеют возможность совершать рез под разными углами.
- Маятниковые. Отличительной особенностью является наличие на торцевой части твердосплавной напайки.
- Циркулярные. Торец изготавливается из абразивных или твердосплавных напаек.
Углошлифовальная машина
В качестве станка для резки используется углошлифовальная машина. Другое ее название — болгарка. Она обладает следующими преимуществами:
- Благодаря небольшому весу и малым габаритам приспособление удобно в работе.
- Возможность резки изделий разной толщины.
- Большой выбор вариантов сменных дисков.
Виды резки металла
Резка металла — это процесс разделения металлического листа или трубы на несколько частей ручным, механическим, термическим методом. Череповецкий завод металлоконструкций использует данный процесс при производстве различных изделий, благодаря чему специалисты могут подробно объяснить все особенности. Ответ на вопрос о том, чем резать металл, в условиях современного развития промышленных технологий оказывается достаточно многогранным. Так как режут металл также в бытовых и ремонтных целях, вопрос оказывается актуальным для многих людей.
Способы резки
Способы резки металлов классифицируются в зависимости от используемого оборудования. Этот параметр позволяет выделить следующие типы:
- ручная резка;
- гидроабразивная;
- термическая;
- газокислородная;
- плазменная;
- лазерная;
- механическая;
- резка ленточной пилой;
- при помощи гильотины;
- при помощи дискового станка.
Ручная резка металла
Данный метод резки не применяется в промышленности ввиду низкой эффективности. Разрезать металлический лист вручную можно с помощью ножниц, лобзика, ножовки, болгарки. Скорость и точность выполнения работы в данном случае полностью зависит от мастера, который режет материал. Стоит учесть, что используемые инструменты, особенно ножницы, существенно ограничены по техническим характеристикам. Не каждый металл получится разрезать вручную. Тем не менее такой способ подходит для выполнения большинства бытовых задач.
Гидроабразивная резка металла
Когда разделение проводится с целью раскройки заготовки из металла, одним из самых подходящих способов будет гидроабразивный. Струя воды, смешанная с абразивным веществом, воздействует на материал под давлением, благодаря чему можно вырезать детали сложной формы. Это один из первых методов резки металлов, известных человечеству. Современное оборудование позволяет добиться высокой точности и воспроизвести линии любой кривизны.

Другие преимущества данного способа включают:
- возможность легко резать металлические изделия значительной толщины;
- эффективное получение сложных элементов нестандартной конфигурации;
- минимальный расход металла при порезке благодаря маленькой ширине реза;
- защита материала от деформации и плавления за счет низкого температурного режима в зоне реза.
При всех преимуществах гидроабразивной резки металлов обработать таким образом получится только листы из определенного сплава, имеющие небольшую толщину.
Термическая резка металла
Термическая резка металла позволяет существенно ускорить раскрой. Терморезка бывает:
- газокислородной;
- лазерной;
- плазменной.
Каждый из видов термической резки имеет свои особенности, однако отличительной чертой является отсутствие прямого контакта между обрабатываемой поверхностью и инструментом. Бесконтактное разделение заготовки происходит с применением струи газа, лазерного луча или плазмы соответственно.
Газокислородная резка
При высоких температурах металл нагревается, плавится и выгорает. Именно это свойство лежит в основе газокислородной технологии.
Процесс газокислородной резки проходит в два этапа:
- Сначала в место будущего разреза направляют струю пламени, используя ацетилен как горючий материал.
- После того как металл разогрелся, в место разреза подают кислород. Под его воздействием мягкая поверхность разделяется, а присутствующие в материале окислы удаляются.
Такой метод позволяет разрезать металлические заготовки большой толщины, в том числе титановые листы. Однако у данного способа есть и особенности, которые можно рассматривать как недостатки:
- металлы некоторых видов, включая алюминий, медь и другие цветные металлы, хромоникелевые стали, высокоуглеродистые стали, не поддаются обработке;
- недостаточно качественный рез;
- широкий рез;
- появление в процессе наплывов и окислов;
- нельзя резать криволинейные поверхности;
- в зоне реза физические свойства материала изменяются.
Основная сложность при получении реза высокого качества возникает из-за необходимости выдерживать идентичное расстояние в течение всего процесса. В отличие от ручного резака автоматизированное устройство режет заготовку более точно и быстро.
Плазменная резка
Режущим инструментом при использовании данного метода выступает струя плазмы. Для такой резки металла применяется специальное оборудование — плазматрон. Через его сопло происходит струйная подача плазмы, которая является по сути ионизированным газом сверхвысокой температуры.
Плазменная резка незаменима тогда, когда необходимо разделить толстый металлический лист. Технология позволяет работать с материалом до 150 мм шириной.

По типу воздействия на материал рез может быть:
- плазменно-дуговым — обрабатываемый металл оплавляется при помощи электрической дуги между изделием и режущим инструментов;
- косвенным — разделение металлической заготовки происходит исключительно за счет плазмы.
Плазменная резка металла характеризуется:
- безопасностью;
- высокой скоростью работы;
- гладкостью реза;
- способностью работы со сложными контурами;
- нагреванием обрабатываемой поверхности до незначительного уровня;
- высокой ценой данного вида оборудования;
- шумом в процессе работы плазмотронов;
- необходимостью обучения;
- ограниченной толщиной материала, который можно разрезать таким способом.
Лазерная резка
Лазерная резка металла — это современный способ обработки изделий с помощью воздействия лазерного луча. Фокусируя лазер на конкретной точке разрезаемого материала, можно прогреть свыше температуры плавления и испарить участок поверхности. Передвигая рабочую головку по заданной траектории, на листовом металле получают рез необходимой формы и размера.
Чаще всего технологию применяют, когда обрабатывают:
- тонкие металлические листы;
- цветные металлы: медь, алюминий;
- трубные изделия;
- нержавеющую сталь.
Однако лазерная резка уникальна тем, что позволяет разрезать любые металлические изделия, а также детали их сплавов и неметаллов.
Кроме того, лазерный метод выделяется:
- возможностью вырезания сложных геометрических контуров;
- высокой точностью резки;
- ровностью кромки, близкой к идеальной;
- высокой производительностью.
Однако следует учитывать и недостатки такой обработки металла:
- ограниченная толщина поверхностей, которые возможно обработать;
- значительные затраты энергии;
- необходимость обучения перед выполнением реза.
Механическая резка металла
Механические технологии предполагают непосредственный контакт инструмента с металлом. Таким инструментом может быть:
- ленточно-пильный станок;
- дисковый станок;
- токарный станок с дополнительно установленными резцами;
- агрегат продольной резки.
Отдельно выделяют ударный способ разделения при помощи гильотины.
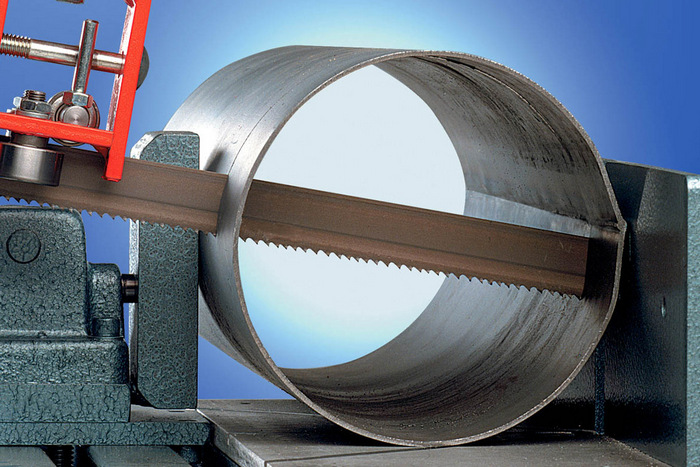
Резка ленточной пилой
К преимуществам такой резки металлов причисляют:
- высокую точность реза;
- возможность выполнить резы разных видов: как прямые, так и угловые;
- небольшое количество отходов за счет минимальной ширины реза;
- невысокую стоимость оборудования.
Современные модели удобны в использовании, поскольку оснащены дополнительным электронным оборудованием.
Ударная резка металла с помощью гильотины
Ударная резка металла, она же рубка, выполняется на специальном резаке-гильотине. Происходит фиксация материала в горизонтальном положении и его разделение рубящим ударом. Таким методом удобно разделять листовой металл. Разрезание происходит одновременно по всей длине материала. Способ подходит для работы с разными видами стали, включая нержавеющую, оцинкованную, электротехническую.
Главным преимуществом технологии считается возможность быстро получить абсолютно ровный рез. Однако есть и минусы: шумная работа оборудования, разная ширина у полученный частей металла, ограниченная ширина материала, который можно обработать.
Резка на дисковом станке
Рабочим инструментом выступает диск с зубьями по внешнему краю. Электродвигатель приводит диск в движение, позволяя осуществить качественный рез по металлу.
Среди плюсов данного метода можно отметить:
- высокое качество реза;
- возможность резки под углом;
- точность обработки;
- компактное и универсальное оборудование.
Инструменты для резки металлов
Резать металл можно и в бытовых условиях — с этой целью используют такие механические приспособления, как ножницы и пилы разных видов.
Ручные ножницы
Подходят, если толщина металла не превышает 3 мм. Ручные ножницы — один из самых популярных инструментов для бытовой обработки металлических изделий. При этом они бывают нескольких видов:
- для прямого реза;
- для криволинейного реза;
- пальцевые — для резки по сложной траектории;
- ножницы с одним подвижным лезвием.

Пилы для металла также бывают разные. Каждая имеет свои преимущества и недостатки. Металлорезка выполняется пилой одного из следующих видов:
- ручной;
- дисковой;
- ленточной;
- торцевой;
- маятниковой;
- циркулярной.
Выбирать пилу следует с учетом конкретной задачи и особенностей материала. Например, торцевая пила позволяет резать под углом, а дисковая пила отлично справится с распилом тонких листов металла.

Углошлифовальная машина
Этот инструмент для резки металлов широко известен как болгарка. Ею удобно пользоваться за счет небольшого веса и универсальности. Сменные диски позволяют обработку металла разной толщины. Кроме того, болгарка может не только резать, но и шлифовать и полировать поверхность. Благодаря удобству и широкому функционалу именно углошлифовальная машина считается оптимальным инструментом для резки металла в быту.

Специалисты Череповецкого завода металлоконструкций имеют многолетний опыт работы с разнообразными материалами. Для промышленной резки металлов мы используем современное оборудование и сертифицированное сырье, что позволяет гарантировать высокое качество металлоконструкций.
Механическая резка металла
Механическая резка метала – трудоемкий процесс, который часто бывает единственным возможным вариантом для выкраивания изделий. Он может выполняться как ручным инструментом, так и на стационарных станках.
Механическая резка производится:
- пилами,
- дисками,
- ножницами;
- прессами;
- зарубочными машинами.
В процессе раскраивания деталей этим методом, материал может существенно нагреваться, поэтому часто при использовании станков и высокопроизводительного оборудования необходимо дополнительное охлаждение.
Принципы резки металла
Разрезание ножницами, прессами и зарубочными машинами основано на скалывании металла по линии реза с двух сторон под воздействием давления острой поверхности. Этот метод используется как на крупных производствах, так и при ручной обработке металла. Он позволяет получить ровный бережный срез, но требует большой силы давления. Эффективен при работе с листовым металлопрокатом. Гильотинные и уголковые ножницы справляются с металлом любой толщины, в зависимости от размеров режущего полотна и заданного станком давления.
При помощи фрикционных пил разрезают металл за счет повышения температуры поверхности до уровня плавления. В этот момент пила выносит частицы расплавленного вещества, образуя необходимый разрез. При резке фрикционной пилой требуется обязательное охлаждение места воздействия. Важнейшим недостатком резки фрикционной пилой является большое количество искр и наплывы, которые образуются на краях и требуют дополнительной обработки молотком или шлиф-машиной.
Резка зубчатой дисковой пилой основана на снятии металлической стружки зубьями инструмента в процессе вращения на высокой скорости. При каждом обороте пилы стружка снимается по 0,05 – 0,2 мм.
Такой обработке поддаются:
- практически все виды сталей,
- цветные металлы,
- алюминий;
- нержавейка.
Недостатком является постепенное истирание зубьев. Поэтому для дисков большого диаметра, больше 600 мм, используют вставные, чтобы вышедшие из строя легко было заменить на новые.
Металл раскраивается абразивным инструментом, специальными дисками с кремниевым или алмазным напылением. Этот метод часто используется при работе ручным инструментом, болгаркой. Он открывает широкие возможности раскроя металла на месте, вне производственных условий. Абразивный инструмент не используется при работе с материалом, имеющим цинковое покрытие, поскольку резка основана на трении и нагревании. При повышении температуры цинковый и полимерный слой сгорают, лишая материал защиты.
Ленточная пила позволяет раскраивать металлы, как в ручную, так и на специальных ленточных станках. Ручной инструмент – ножовка по металлу – широко используется в быту и основан на снятии стружки с поверхности. Это относительно безопасный вариант, который позволяет свободно работать с небольшими металлическими изделиями. В производственных условиях для движения ленты применяется двигатель.
Риски и рекомендации по механической резке в домашних условиях
В быту используется ручной и электроинструмент для раскроя металла. При работе с ножницами и пневмо-ножницами необходимо одевать перчатки, внимательно следить за режущей поверхностью инструмента, не допускать попадания между плоскостями одежды и частей тела.
Особенно опасна работа с болгарками и дисковыми пилами, имеющими мощный мотор. Безопасность обеспечивается:
- специальной одеждой, обувью и перчатками,
- соблюдением техники безопасности,
- защитными очками или щитками, полностью закрывающими лицо.
Перед началом работ нужно убедиться, что в поле действия инструмента не находятся люди, легко воспламеняющиеся предметы и вещества. Проводить работы необходимо на достаточном удалении от деревянных построек.
Разрезаемую деталь нужно надежно закрепить или прибегнуть к помощи второго человека, который будет ее удерживать. Инструмент важно крепко держать двумя руками, чтобы его не вырвало из рук в момент заклинивания круга в материале. Если вы чувствуете неуверенность в своих силах, лучше доверить дело профессиональным мастерам.



