Сварка нагретым инструментом полимерных материалов
Сварка пластмасс
Существует большое количество способов сварки пластиков. Все их можно условно разделить на две группы: соединение деталей путем нагрева их поверхностей до вязкотекучего состояния и сварка без использования нагрева или с нагревом, но ниже температуры вязкотекучести — с помощью растворителей.
Наибольшее распространение получила сварка с нагревом до температуры вязкотекучести. В зависимости от вида потребляемой энергии, способа ее преобразования и ввода в контактную зону, существуют следующие виды сварок пластмасс с нагревом:
- нагретым газом;
- расплавленной присадкой;
- нагретым инструментом;
- световым, инфракрасным или лазерным излучением;
- ультразвуком;
- трением;
- токами высокой частоты.
По своему поведению при нагревании и способности к свариваемости с помощью тепла, полимеры подразделяются на термопласты и реактопласты. Первые при нагреве до вязкотекучего состояния не претерпевают сколько-нибудь существенного химического изменения. Их можно многократно нагревать, доводить до размягчения и снова возвращать в исходное состояние без нарушения их структуры и свойств. Большинство полимером относятся к термопластам. Реактопласты, при переработке в изделие, под воздействием нагрева претерпевают необратимые изменения и навсегда теряют способность переходить в вязкотекучее состояние. Их нельзя сваривать нагревом.
Процесс сварки полимеров состоит из нескольких последовательных этапов:
- подвода и преобразования энергии, обеспечивающей активацию свариваемых поверхностей;
- взаимодействия активированных поверхностей при контакте друг с другом;
- формирования структуры материала в зоне контакта.
Стадия взаимодействия свариваемых зон является самой важной для прочности соединения. При вязкотекучем состоянии происходит перемешивание слоев расплава, в результате чего граница раздела исчезает, и обеспечивается более высокая прочность соединения, чем при высокоэластичном состоянии. Соединение образуется быстро, особенно при таких видах сварки, как ультразвуковая и высокочастотная.
Сварка нагретым инструментом
Наибольшее применение нашел способ прямого нагрева. Соединение при нем образуется в два этапа:
- разогрев (оплавление) соединяемых поверхностей плотно прижатым нагретым инструментом для сварки;
- контакт нагретых поверхностей свариваемых деталей с определенным усилием и выдержка под давлением до охлаждения деталей.
Разогрев должен обязательно приводить к оплавлению свариваемых торцов на определенную глубину. При этом расплавляются все неровности, и обеспечивается плотный контакт деталей, необходимый для перемешивания слоев материала и образования прочного соединения.
Время между удалением инструмента и сжатием свариваемых деталей должно быть как можно меньше, в противном случае снижается прочность шва из-за быстрого охлаждения свариваемых поверхностей.
К основным технологическим параметрам сварки пластмасс нагретым инструментом относятся:
- температура нагревателя;
- продолжительность нагрева;
- давление оплавления (усилие прижатия инструмента к детали);
- давление осадки (усилие сжатия свариваемых деталей);
- продолжительность выдержки давления после сварки.
В нижеследующей таблице приведены примерные параметры режима сварки полипропиленовых и полиэтиленовых труб нагретым инструментом.
Перед сваркой контактирующие поверхности деталей необходимо очистить от посторонних веществ и загрязнений, препятствующих соединению — пыли, масла и др. Для обезжиривания могут использоваться ацетон или спирт. При необходимости применяется торцовка (срез неровностей соединяемых кромок) с удалением образовавшейся стружки.
Кроме способа прямого нагрева, когда нагретый инструмент непосредственно контактирует со свариваемой деталью, применяется и сварка косвенным нагревом (с использованием промежуточного материала, подвергаемого нагреву), а также сварка с закладными нагревателями. В последнем случае в соединяемую часть (электромуфту, например) закладывается нагревательный элемент (специальная металлическая проволока), нагревающийся при пропускании через него электрического тока и расплавляющий окружающий его полимер.
Оборудование для сварки нагретым инструментом. К наиболее простому оборудованию для сварки нагретым инструментом относятся сварочные аппараты для сварки полимеров, предназначенные для сварки труб встык и враструб. Первые используются для оплавления плоских поверхностей, чаще всего торцов труб при стыковой сварке. Однако их можно использовать для сварки любых деталей, имеющих плоскую контактную поверхность.
Работа со сварочными аппаратами для сварки встык проста. После установки температурного режима и разогрева инструмента, подготовленные кромки соединяемых деталей прижимаются к разогретой поверхности с двух сторон. После разогрева и оплавления поверхностей, детали прижимаются друг к другу с определенным усилием и выдерживаются в таком положении до охлаждения шва (подробнее см. в статье Сварка полиэтиленовых труб).
У аппаратов для сварки враструб происходит разогрев наружной поверхности трубы и внутренней поверхности фитинга или раструба трубы. Диаметры нагревательных втулок (муфт) и штифтов (дорнов) подобраны таким образом, чтобы при соединении трубы с фитингом обеспечивался натяг, необходимый для образования прочного и герметичного соединения. После установки температурного режима и разогрева инструмента, соединяемые детали трубопровода устанавливаются с двух сторон на нагретую оправку — фитинг надевается на штифт (дорн), труба вставляется во втулку (муфту). После выдержки необходимого для нагрева времени, детали снимаются с оправки и соединяются друг с другом (подробнее см. в статье Сварка полипропиленовых труб).
Нередко для сварки пластмасс используют обычные электропаяльники, которые особенно хорошо подходят для разогрева кромок маленьких деталей.
Сварка нагретым газом
Вид используемого газа зависит от свойств свариваемых пластмасс. Наиболее экономичным является воздух. Для пластмасс, сильно подверженных воздействию кислорода, наиболее высокую прочность соединения обеспечивают азот и аргон.
Благодаря дешевизне оборудования, возможности соединять детали любых размеров и конфигураций, простоте и удобству пользования, сварка нагретым газом используется очень широко. С ее помощью сваривают в основном конструкции из материала толщиной от 1,5 мм — трубы, химическую аппаратуру, всевозможные емкости и пр.
Технология сварки пластмасс нагретым газом предусматривает два способа получения соединения: с применением присадочного материала и без использования присадочного материала.
В первом случае в качестве присадки используется пруток диаметром 2-6 мм или полоса. Присадка изготавливается из того же материала, что и соединяемые детали. Иногда для повышения пластичности и текучести в неё добавляют пластификаторы.
К основным технологическим параметрам сварки нагретым газом с использованием присадочного материала относятся:
- расход и температура газа;
- материал и размеры сечения присадочного прутка;
- угол наклона подаваемого в разделку прутка;
- усилие прижима присадки;
- угол наклона горелки к плоскости детали;
- скорость сварки.
Температура газа на выходе из сопла должна быть на 50-100°C выше температуры вязкотекучести свариваемого материала.
Расстояние между поверхностью сварного шва и соплом наконечника нужно поддерживать постоянным, равным 5-8 мм.
При угле наклона присадочного прутка больше 90° пруток, уложенный в шов, удлиняется (при охлаждении может лопнуть). Так сваривают полипропилен. При угле наклона меньше 90° пруток разогревается быстрее основного материала и на участке большей длины. Расход прутка увеличивается из-за его осадки при укладке в шов. При этом в шве возникают внутренние напряжения из-за продольного сжатия, и пруток изгибается с образованием на его поверхности волны. Прочность сцепления прутка с кромками уменьшается, и его можно легко отделить. Перед сваркой пруток нагревают, отгибают под прямым углом и охлаждают на воздухе.
Угол наклона оси горелки к плоскости изделий в начале сварки должен составлять 55-65°, в дальнейшем уменьшаться до 45°.
Струя газа должна быть направлена на основной материал, поскольку его масса больше массы присадочного материала.
Скорость сварки колеблется в широких пределах в зависимости от марки свариваемого материала и его толщины и может составлять от 4 до 15 м/ч.
Стыковые швы материала толщиной менее 4 мм выполняют без разделки кромок. В отношении более толстых материалов применяют одностороннюю или двухстороннюю разделку.
Горелки и термофены. В качестве оборудования для сварки нагретым газом применяются газовые горелки и термофены, в которых газ-теплоноситель нагревается в результате сгорания горючего газа или от нагревательного элемента, по которому пропускается электрический ток. Сварка пластиков феном, благодаря своей простоте, удобству пользования и дешевизне, широко используется в домашних условиях. Термофены бывают двух типов: с подачей газа от внешнего источника (компрессора, баллона или сети) и с вентилятором, вмонтированным в корпус самого фена.
Для оптимального распределения газа по сварному шву применяются различные насадки.
Сварка экструдером
Для того чтобы сварка могла осуществляться, температура выходящего расплава должна быть на 40-50°C выше температуры текучести свариваемого материала.
Схема сварки расплавом может быть бесконтактной и контактно-экструзионной. При первой аппарат для сварки не контактирует со свариваемыми деталями, прикатка присадки осуществляется прижимным роликом. При контактно-экструзионной сварке сопло инструмента касается соединяемых деталей. При такой схеме уменьшаются потери тепла, обеспечивается теплопередача от инструмента к свариваемым деталям (в дополнение к теплу присадки) и не требуются дополнительные прижимные устройства.
Сварка полиэтилена и полипропилена
Для полипропилена и полиэтилена подходят не все способы сварки. В частности, невозможна сварка полиэтилена и полипропилена токами высокой частоты — из-за особенностей поведения их молекул в электрическом высокочастотном поле. Не свариваются они и растворителями — из-за слабого набухания в них.
Для полиэтилена, относящегося к мягким пластмассам, не подходит ультразвуковая сварка из-за малого модуля упругости и высокого значения коэффициента затухания ультразвуковых колебаний.
Наиболее широко для сварки полипропилена и полиэтилена применяется сварка нагретыми инструментами, газами и расплавленной присадкой (экструдерами).
Сварка пластмасс с помощью растворителей
Обе пластмассовые детали просто прижимают к губке или войлочной прокладке, предварительно пропитанной растворителем. Количество растворителя должно быть минимальным, чтобы исключить образование потеков и возможно трещин. После нанесения растворителя пластмассовые изделия должны быть немедленно приведены в контакт и выдержаны в таком состоянии короткое время для набухания без чрезмерной потери легколетучего растворителя. Затем детали сжимаются и под давлением находятся в течение требуемого времени, от нескольких секунд до нескольких минут в зависимости от конструкции соединения и выбранного растворителя. После, в течение нескольких часов соединение достигает прочности соединяемых материалов. Для ускорения испарения растворителя может быть использован нагрев деталей.
Подлежащие соединению с помощью растворителя пластиковые изделия должны быть отлиты под давлением с минимальными остаточными напряжениями, и они во многих случаях подвергаются отжигу перед сборкой. Литники должны быть расположены вдали от зон соединения.
Сварка с помощью растворителя — относительно простой и недорогой метод, но из-за вреда растворителей для здоровья он применяется только в тех случаях, когда другие методы сварки непригодны.
Видео:
Сварка полимеров

Суть сварки полимеров
Среди всех видов соединений деталей сварка является одним из самых экономичных и надежных методов. Для изделий из пластмасс это утверждение тоже применимо в полной мере. Сварка, как правило, дает изделия хорошего качества, прочные, долговечные. При этом сам процесс может проходить как в промышленных условиях, так и в условиях кустарного производства или частного домохозяйства.
Существует несколько различных типов сварки пластиков, однако все их объединяет общая суть. Тем или иным путем полимер разогревается, его макромолекулы приходят в движение и осуществляется диффузия полимерных компонентов друг в друга с последующим получением общего монолитного изделия.
Не все пластмассы, как и не все другие материалы, подходят для процесса сварки. Главным образом, она подходит для термопластов – полимеров, которые могут перерабатываться многократно путем нагрева, придания формы и охлаждения. Термопластичные материалы, в отличие от термореактивных пластмасс, имеют более подходящие для рассматриваемого процесса свойства. При повышенных температурах термопласты приходят в пластичное состояние и становятся пригодными для рассматриваемой технологии.
Сварка полимеров имеет ряд неоспоримых преимуществ перед прочими методами соединений деталей, например соединения крепежом, клеевые, и т.д. С ее помощью можно получить ровный, без дефектов сварной с ровным распределением внутренних напряжений.

Рис. 1. Контактная сварка встык.
Виды сварки пластмасс
В современной индустрии используются следующие разновидности сварки полимерных материалов:
— сварка нагретым газом, в том числе присадочным материалом (обычно прутком);
— излучением (световым, инфракрасным или лазерным);
— ТВЧ (токи высокой частоты).
Вкратце рассмотрим каждый вид технологии по отдельности.
Сварка нагретым инструментом
Этот тип, который называется еще контактной, или термоконтактной сваркой, она является самым простым из всех видов соединений полимерных деталей. Подача тепла на соединяемые поверхности достигается за счет их контакта с нагретым инструментом. Контактный процесс очень часто применяют в трубопроводной технике, изготовлении сосудов и емкостей, прочих изделий и конструкций из пластика.
Чаще всего используют способ прямого нагрева, при котором проводят следующие этапы сварки:
— зачистка и нагрев свариваемых поверхностей прижатым к ним нагреваемым инструментом;
— удаление инструмента и сжатие поверхностей, выдержка в течение определенного технологией времени в сжатом состоянии.
Бытует мнение, что временной интервал от удаления инструмента до сжатия поверхностей между собой должен быть минимальным. Ибо иначе, прочность сварного соединения снижается ввиду быстрого охлаждения из-за контакта поверхностей со средой. Однако, на самом деле, процесс сварки пластиков гораздо сложнее и технологически правильно выдержать определенную паузу перед соединением деталей. За это время свариваемые области, неравномерно разогретые инструментом, приходят в состояние большей подготовленности к процессу диффузии. Технологическая пауза обычно составляет порядка нескольких секунд.
Помимо прямого нагрева, используют метод косвенного нагрева пластмассы и закладные нагреватели. Последний метод получил распространение для соединения труб, обычно большого диаметра, в полевых условиях. На концы труб помещается специальная муфта, в которую заранее помещается нагревательный элемент. Затем при пропускании электричества от полевого генератора внутренний слой муфты расплавляется и создает неразъемное трубное соединение.

Рис.2. Соединение труб термосварной муфтой
Наиболее распространенные виды термоконтактной сварки полимеров – это сварка «в стык» и «в раструб». Оборудование для процесса «в стык» проще и используется чаще.
Аппараты для спаивания в раструб разогревают у одной детали, например трубы, наружную поверхность, а у другой, например фитинга, внутреннюю. Затем свариваемые детали устанавливаются на нагретую оснастку. А уже после выдержки технологического времени на оснастке (дорне и муфте) детали извлекаются и происходит их соединение. Такая технология очень популярна для спаивания труб для холодного и горячего водоснабжения из рандом сополимера полипропилена.
Сварка горячим воздухом (нагретым газом)
Название процесса «сварка горячим газом» изначально происходит от того, что воздух в первых сварочных устройствах на заре переработки пластмасс грелся газовой горелкой. Однако, такой способ был опасным или нетехнологичным, поэтому позже аппараты для сварки стали изготавливать с электрическим нагревом. Современные устройства также электрические, позволяющие регулировать температуру процесса с высокой точностью, но слова про горячий газ в обозначении процесса остались.
Технология соединения нагретым газом подразделяется на два типа: с применением присадочного прутка и без применения присадочного материала.
Сварка горячим газом – непростой процесс. Он используется для соединения труб, плит из пластмассы, профилей и прочего подобного погонажа, при изготовлении различных изделий. При этом свариваемые детали и сварочная проволока нагреваются горячим воздухом до технологической температуры и соединяются под давлением. Нагретый воздух обычно поступает из фильеры сварочного агрегата.
Для технологии этого типа подходит большинство термопластов, но чаще всего она применяется для соединения полиэтилена, полипропилена, поливилихлорида разной твердости, АБС и ПММА (оргстекла). Как правило, за редкими исключениями, сварка разных полимеров невозможна. Соединение ПВХ и полиметиметакрилата теоретически получается, но сварной шов обычно непрочен.
Прочие виды сварки полимеров
Сварка экструзионная. При этом процессе сварочный материал, желательно тот же самый полимер, что и тот, из которого изготовлены свариваемые детали, подается в область сварки в расплавленном виде из ручного экструдера. В этот небольшой экструдер или обогреваемый пистолет непрерывно поступает из бухты присадочный материал в виде прутка.
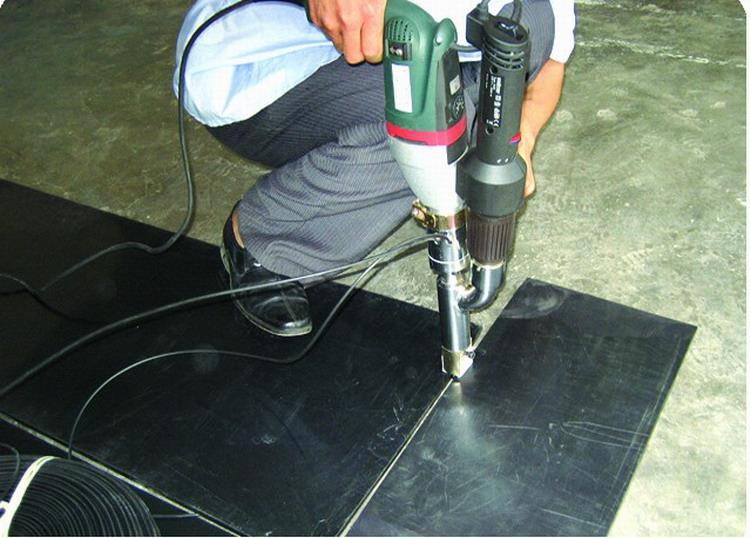
Рис.3. Работа ручным экструдером
Сварка растворителями. Этот метод заключается в ряде технологических операций: смачивание, пауза для ожидания набухания полимера, контакт между поверхностями, выдержка под нагрузкой. Такая сварка применяется для полимеров, нестойких к действию растворителей, как правило аморфных термопластов.
Сварка трением. Метод, который позволяет почти моментально и без особых затрат получить прочное сварное соединение. Отлично подходит для тел вращения при соединении «в раструб». Обычно одно изделие жестко закрепляется, а второе надевается на оправку, которую приводят во вращение от любого привода. Затем второе изделие перемещают в осевом направлении и соединяют с закрепленным изделием в раструб. От возникшей энергии трения обе детали подплавляются, вращение останавливается и желаемое соединение формируется за считанные секунды.
Применение сварки
— Полипропилен: трубопроводы всех типов, уличная мебель, тара.
— Полиэтилен: трубопроводы, резервуары, емкости.
— Поливинилхлорид: облицовка, трубопроводы, водостоки.
— АБС: чемоданы, части бытовой техники.
Также сварка пластмассы применяется для производства рекламных и выставочных конструкций, в строительстве, индустриальной упаковке. В сельском хозяйстве и медицине широкое поле для такого соединения полимерных пленочных материалов. Сварку пластиков можно встретить в самых неожиданных местах и ситуациях.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Сварка нагретым инструментом
Сварка нагретым инструментом является наиболее универсальной для соединения различных изделий из термопластов (пленок, листов, труб, лент, профилей и др.). Обычно при сварке этим способом присадочный материал не применяется.
Для нагрева соединяемых поверхностей используются металлические инструменты различной формы, а нагрев может осуществляться путем непосредственного соприкосновения с соединяемыми поверхностями (прямой нагрев, применяется в основном для сварки толстостенных изделий) или подводом тепла с внешней стороны через всю толщину детали (косвенный нагрев, используется для сварки пленок и тонких листов). Нагретые детали спрессовывают, а затем охлаждают.
При подводке тепла с внешней стороны изделий нагревательный инструменты одновременно служат и для спрессовывания соединяемых деталей. Нагрев изделий может быть односторонним или двусторонним. Последний применяется только в тех случаях, кода конструкция свариваемого изделия позволяет подводить нагреватели с двух сторон
Положение шва при сварке: любые пространственные положения.
Изделия: толщина s>2мм, ручная сварка, трубы, профили, панели, слитки, фасонные детали.
Материал: твердый суспензионный, ударно-вязкий, мягкий поливинилхлорид, твердый полиэтилен, полипропилен, полиамиды.
Общая продолжительность сварки: t>60с.
Источник нагрева: электрический ток (нагрев электросопротивлением) или пламя горячего газа (пропан). Сварочные материалы, регуляторы температуры, теплообменники.

Рис. 5. Последовательность процессов стыковой сварки нагретым инструментом: а — исходное положение изделий и нагревательного инструмента; б — оплавление свариваемых поверхностей; в — готовое сварное соединение; 1 — свариваемые детали; 2 — электронагревательный инструмент
2) Сварка враструб, сварка в выточку
В любых пространственных положениях
Изделия: толщина s>2мм, ручная сварка враструб, трубы D 1,5мм, панели, трубы.
Материал: твердый, мягкий полиэтилен, полипропилен, полиметилакрилат.
Продолжительность сварки: t>30с
Источник нагрева: электрический ток (нагрев электросопротивлением)
Сварочный аппарат: регулировочный трансформатор или регулировочный выпрямитель (при отсутствии регулировочного трансформатора)
5) сварка нагретым клином

Рис. 6 Схема сварки нагретым клином нахлесточных соединений пленок: 1 — свариваемые пленки; 2 — клиновидный нагревательный элемент; 3 — прижимной ролик; 4 — сварной шов; 5 — транспортирующий ролик
Изделие: толщина 0,5-10,0мм (ручная сварка), толщина 0,1-2,0мм (машинная сварка), фольга, гидроизоляционный материал, ткани с покрытием, панели.
Материал: мягкий поливинилхлорид, мягкий, твердый полиэтилен, полипропилен, полиамиды.
Источник питания: электрический ток (нагрев электросопротивлением)
6) сварка термоимпульсом
Изделия: толщина 0,01-0,2мм (односторонний импульс), толщина 0,01-0,4(0,5) (двусторонний импульс), фольга, тонкая бумага, алюминиевая фольга с покрытием, оклеечная бумага.
Материал: твердый, мягкий полиэтилен, полипропилен, твердый суспензионный поливинилхлорид.

Рис. 7. Схема термоимпульсной сварки полимерных пленок: 1 — пленки; 2 — нагреватель; 3 — тепло и электроизоляция; 4 — антиадгезионная прокладка; 5 — подвижная губка; 6 — эластичная подложка; 7 — неподвижная губка; 8 — сварной шов
Источник нагрева: электрический ток (нагрев электросопротивлением).
Сварочные аппараты: ручные и механические устройства для сварки термоимпульсом.
7) сварка контактно-тепловая прессованием
Изделия: толщина 0,01-0,2мм (односторонний нагрев), толщина 0,01-0,4мм (двусторонний нагрев), фольга, тонкая бумага и алюминиевая фольга с покрытием, оклеечный материал.
Материал: твердый, мягкий полиэтилен, полипропилен, оклеечный материал из различных пластмасс.
Источник нагрева: электрический ток (нагрев электросопротивлением)
Сварочные аппараты: Разделительная фольга из политетрафторэтилена, разделительная ткань с покрытие из политетрафторэтилена или силикокаучука (толщ. 0,13-0,15).

Рис. 8 Схема прессовой сварки с нагревательным инструментом без охлаждении (а) и с охлаждением (б) боковых зон шва: 1 — нагреватель; 2 -теплоизоляционная пластина; 3 — разделительная прокладка; 4 — свариваемые изделия; 5 — охлаждаемый элемент
8) сварка ленточная
Применение нагревательного инструмента в форме лент дает возможность охлаждать свариваемое изделие в процессе сварки перед снятием давления, для этого последняя зона, через которую проходит материал, снабжается охлаждающим устройством. Что значительно повышает качество и производительность сварочных работ.

Рис. 9. Схема ленточной сварки полимерных пленок с двусторонним подогревом: 1 — свариваемые пленки; 2 — стальная лента; 3 — нагреватель; 4 — охлаждающее устройство; 5 — сварной шов
9) роликовая сварка
Роликовая сварка применяется для соединения полимерных пленок при необходимости получения непрерывного шва значительной протяженности.

Рис. 10. Схема роликовой сварки с односторонним нагревом: 1 — свариваемые пленки; 2 — прижимной ролик; 3 — сварной шов; 4 — нагретый ролик.
Сварка пластмасс трением и вибротрением
Суть сварки полимеров
Среди всех видов соединений деталей сварка является одним из самых экономичных и надежных методов. Для изделий из пластмасс это утверждение тоже применимо в полной мере. Сварка, как правило, дает изделия хорошего качества, прочные, долговечные. При этом сам процесс может проходить как в промышленных условиях, так и в условиях кустарного производства или частного домохозяйства.
Существует несколько различных типов сварки пластиков, однако все их объединяет общая суть. Тем или иным путем полимер разогревается, его макромолекулы приходят в движение и осуществляется диффузия полимерных компонентов друг в друга с последующим получением общего монолитного изделия.
Не все пластмассы, как и не все другие материалы, подходят для процесса сварки. Главным образом, она подходит для термопластов – полимеров, которые могут перерабатываться многократно путем нагрева, придания формы и охлаждения. Термопластичные материалы, в отличие от термореактивных пластмасс, имеют более подходящие для рассматриваемого процесса свойства. При повышенных температурах термопласты приходят в пластичное состояние и становятся пригодными для рассматриваемой технологии.
Сварка полимеров имеет ряд неоспоримых преимуществ перед прочими методами соединений деталей, например соединения крепежом, клеевые, и т.д. С ее помощью можно получить ровный, без дефектов сварной с ровным распределением внутренних напряжений.

Рис. 1. Контактная сварка встык.
Сварка экструдером
Возможен и другой вид сварки, при помощи экструдера, которая производится готовым расплавом. И вместо специальной «прожарки» сразу используется тепло расплавленного присадочного материала, создающего шов.

Сварка осуществляется только если температура расплава находится на 50 градусов выше, чем температура свариваемого основного материала. Существует два типа сварки: бесконтактный и контактный.

При бесконтактном способе прижим осуществляется специальным валиком, тогда как при контактном способе это происходит при давлении самой насадкой экструдера, как и показано на рисунке.
Сварка нагретым инструментом
Этот тип, который называется еще контактной, или термоконтактной сваркой, она является самым простым из всех видов соединений полимерных деталей. Подача тепла на соединяемые поверхности достигается за счет их контакта с нагретым инструментом. Контактный процесс очень часто применяют в трубопроводной технике, изготовлении сосудов и емкостей, прочих изделий и конструкций из пластика.
Чаще всего используют способ прямого нагрева, при котором проводят следующие этапы сварки:
— зачистка и нагрев свариваемых поверхностей прижатым к ним нагреваемым инструментом;
— удаление инструмента и сжатие поверхностей, выдержка в течение определенного технологией времени в сжатом состоянии.
Бытует мнение, что временной интервал от удаления инструмента до сжатия поверхностей между собой должен быть минимальным. Ибо иначе, прочность сварного соединения снижается ввиду быстрого охлаждения из-за контакта поверхностей со средой. Однако, на самом деле, процесс сварки пластиков гораздо сложнее и технологически правильно выдержать определенную паузу перед соединением деталей. За это время свариваемые области, неравномерно разогретые инструментом, приходят в состояние большей подготовленности к процессу диффузии. Технологическая пауза обычно составляет порядка нескольких секунд.
Помимо прямого нагрева, используют метод косвенного нагрева пластмассы и закладные нагреватели. Последний метод получил распространение для соединения труб, обычно большого диаметра, в полевых условиях. На концы труб помещается специальная муфта, в которую заранее помещается нагревательный элемент. Затем при пропускании электричества от полевого генератора внутренний слой муфты расплавляется и создает неразъемное трубное соединение.

Рис.2. Соединение труб термосварной муфтой
Наиболее распространенные виды термоконтактной сварки полимеров – это сварка «в стык» и «в раструб». Оборудование для процесса «в стык» проще и используется чаще.
Аппараты для спаивания в раструб разогревают у одной детали, например трубы, наружную поверхность, а у другой, например фитинга, внутреннюю. Затем свариваемые детали устанавливаются на нагретую оснастку. А уже после выдержки технологического времени на оснастке (дорне и муфте) детали извлекаются и происходит их соединение. Такая технология очень популярна для спаивания труб для холодного и горячего водоснабжения из рандом сополимера полипропилена.
Сварка горячим воздухом (нагретым газом)
Название процесса «сварка горячим газом» изначально происходит от того, что воздух в первых сварочных устройствах на заре переработки пластмасс грелся газовой горелкой. Однако, такой способ был опасным или нетехнологичным, поэтому позже аппараты для сварки стали изготавливать с электрическим нагревом. Современные устройства также электрические, позволяющие регулировать температуру процесса с высокой точностью, но слова про горячий газ в обозначении процесса остались.
Технология соединения нагретым газом подразделяется на два типа: с применением присадочного прутка и без применения присадочного материала.
Сварка горячим газом – непростой процесс. Он используется для соединения труб, плит из пластмассы, профилей и прочего подобного погонажа, при изготовлении различных изделий. При этом свариваемые детали и сварочная проволока нагреваются горячим воздухом до технологической температуры и соединяются под давлением. Нагретый воздух обычно поступает из фильеры сварочного агрегата.
Для технологии этого типа подходит большинство термопластов, но чаще всего она применяется для соединения полиэтилена, полипропилена, поливилихлорида разной твердости, АБС и ПММА (оргстекла). Как правило, за редкими исключениями, сварка разных полимеров невозможна. Соединение ПВХ и полиметиметакрилата теоретически получается, но сварной шов обычно непрочен.
Сварка пластмасс
Высокая механическая прочность, химическая стойкость и относительная дешевизна пластмасс делают во многих случаях возможным применение их в конструкциях вместо нержавеющих сталей и цветных металлов. В промышленности широко применяются пластмассы в виде профильных изделий, листов, труб и прутков.
Пластические материалы разделяются на термореактивные и термопластические. Термореактивные пластмассы не свариваются, ибо при нагреве разрушаются, поэтому их выпускают в виде готовых изделий.
Термопластические пластмассы легко поддаются так же, как металл, сварке. Выпускаются как твердые, так и мягкие термопластмассы. Мягкие пластмассы из полихлорвинила и полиэтилена поставляются рулонами листов толщиной от 0,1 до 5 мм. Свариваются они внахлестку на шовной машине подобно контактной сварке с подводом к роликам тока высокой частоты. Удельное давление в зависимости от состава пластмасс берется равным от 4 до 10 кГ/см2. Температура нагрева соответствует температуре размягчения пластмассы.
К твердым пластмассам относятся винипласт, выпускаемый в виде листов толщиной от 2 до 20 мм, труб, полос и прутков. Винипласт обладает высокой механической прочностью, жесткостью и твердостью. Удельный вес его 1,38 – 4,4 г/см3, предел прочности 400 кГ/см2, относительное удлинение при разрыве не менее 20%, твердость НВ13. Из винипласта изготавливается оборудование гальванических цехов, вытяжные вентиляционные устройства, трубы и арматура для агрессивных жидкостей и газов. Винипласт сваривается с помощью нагревательных элементов, трением, горячим воздухом, при помощи ультразвука и токами высокой частоты. Типы сварных соединений показаны на рис. 238, а
Сварка пластмасс: а — типы сварных соединений; б – сварка трением с вращением одной детали (слева) и двух (справа); в — схема сварки; г — горелка с пламенным обогревом; 1 — подвод горючего газа; 2 – подвод воздуха; 3 – трубчатая спираль; 4 — пламя; 5 — защитный кожух; 6 — сопло.При сварке нагревательным элементом источником нагрева служит металлический элемент, нагреваемый электрическим током. Свариваемые детали из пластмассы нагреваются до температуры размягчения, а затем сжимаются специальными роликами и свариваются.
При сварке трением (фрикционной) тела вращения (трубы, прутки) зажимаются (рис. 238, б
) в патронах станка и в прижатом друг к другу состоянии вращаются в противоположные стороны. При этом торцы деталей нагреваются до температуры размягчения и свариваются.
Сущность сварки горячим воздухом (рис. 238, в
) состоит в том, что основной металл 1 и присадочный пруток 2 нагревают специальной горелкой 3 (
рис. 238, г
) до начала перехода в вязкотекучее состояние. При легком прижиме пруток 2 соединяется с кромками изделия, образуя валик 4.
Нагрев производится горячей струей газа (сжатый воздух, азот, углекислый или другие газы). Газ в свою очередь подогревается пламенем ацетилена, водорода или городского газа. Горелка работает при давлении горючего газа от 0,01 до 1,0кГ/см (на входе).
Трудности сварки пластмасс заключаются в том, что при высоких температурах пластмассы, будучи телами органического происхождения, легко разлагаются с полной потерей своих физических свойств.
Нагрев соединяемых элементов надо вести по возможности быстро, добиваясь равномерного нагрева всего свариваемого сечения и прутка (не допуская ни перегрева, ни недогрева). Диаметр прутка должен быть не более 4 мм. Температура воздуха 250 — 280º.
Прочие виды сварки полимеров
Сварка экструзионная. При этом процессе сварочный материал, желательно тот же самый полимер, что и тот, из которого изготовлены свариваемые детали, подается в область сварки в расплавленном виде из ручного экструдера. В этот небольшой экструдер или обогреваемый пистолет непрерывно поступает из бухты присадочный материал в виде прутка.

Рис.3. Работа ручным экструдером
Сварка растворителями. Этот метод заключается в ряде технологических операций: смачивание, пауза для ожидания набухания полимера, контакт между поверхностями, выдержка под нагрузкой. Такая сварка применяется для полимеров, нестойких к действию растворителей, как правило аморфных термопластов.
Сварка трением. Метод, который позволяет почти моментально и без особых затрат получить прочное сварное соединение. Отлично подходит для тел вращения при соединении «в раструб». Обычно одно изделие жестко закрепляется, а второе надевается на оправку, которую приводят во вращение от любого привода. Затем второе изделие перемещают в осевом направлении и соединяют с закрепленным изделием в раструб. От возникшей энергии трения обе детали подплавляются, вращение останавливается и желаемое соединение формируется за считанные секунды.
Методики сварки
Разные способы сваривания пластмассовых материалов отличаются последовательностью выполнения работ.
Сварка под давлением:
- основания пластмассовых деталей прижимают между собой под давлением, далее активируют соединенные участки;
- подвергнувшиеся активации поверхности свариваются;
- контакт, активация осуществляются одновременно.
Процедуры сваривания пластмасс, происходящие в сварной зоне, напоминают соединение металлических изделий:
- для разогрева соединяемых поверхностей подводится, преобразуется электроэнергия;
- взаимодействие активированных поверхностей осуществляется при контакте;
- формируется новая структура материала.
Сваривание пластмасс методом нагревания поверхностей:
- в качестве теплоносителей для пластмассовых поверхностей используется присадка, горячий инструмент, газ;
- осуществляется поглощение, преобразование высокочастотного механического (электрического) колебания либо механической (лучевой) энергии.
В независимости от варианта активации сущность процедуры сварки деталей заключается в передаче требуемой температуры свариваемым заготовкам. Материал в результате становится более пластичным, что способствует получению качественного прочного соединения.
Сварка полимеров. Виды сварки
Сварка нагретым инструментом, нагретым газом, с применением инфракрасного излучения, с помощью растворителей. Высокочастотная, ультразвуковая, лазерная сварка. Химическая сварка термопластов, отвержденных реактопластов. Термоконтакная сварка полимеров.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 13.07.2015 |
| Размер файла | 239,0 K |
- посмотреть текст работы
- скачать работу можно здесь
- полная информация о работе
- весь список подобных работ

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
1. Сварка полимеров. Виды сварки
1 .1 Диффузионная сварка
1.1.1 Сварка нагретым инструментом
1.1.2 Сварка нагретым газом
1.1.3 Сварка с применением инфракрасного (ИК) излучения
1.1.4 Высокочастотная (ВЧ) сварка
1.1.5 Ультразвуковая (УЗ) сварка
1.1.6 Сварка трением
1.1.7 Лазерная сварка
1.1.8 Сварка с помощью растворителей
1 . 2 Химическая сварка
1.2.1 Химическая сварка термопластов
1.2.2 Химическая сварка отвержденных реактопластов
2. Термоконтакная сварка полимеров
Соединение термопластичных полимерных материалов между собой при сборке из них конструкций может осуществляться механическим путем с помощью болтов, заклепок и других крепежных элементов, путем склеивания с использованием различных клеевых составов, а также с помощью сварки [1, 2].
Из всех перечисленных методов только при сварке отсутствует необходимость введения в зону соединения инородных материалов и представляется возможным получить в этой зоне связи, характерные для исходного материала, а, следовательно, максимально приблизить соединение к исходному материалу по механическим свойствам, газопроницаемости, диэлектрическим характеристикам и другим свойствам [3].
Сварка — это способ создания неразъемных соединений пластмассовых деталей в целях образования более сложных конструкций [1].
Сварке отдают предпочтение перед другими методами создания неразъемного соединения в тех случаях, когда: 1) свариваемые детали состоят из одного полимера или полимеров, близких по плотности энергии когезии; 2) недопустимо присутствие крепежных элементов; 3) требуется большая производительность процесса [2].
Теоретически сварку воспринимают все термопластические полимеры, однако возможность технического выполнения этой операции в основном определяется структурой и молекулярной массой материала. Поскольку сварка осуществляется в тот момент, когда поверхности стыкуемых деталей находятся в расплавленном состоянии, возможность пластикации является важным критерием свариваемости полимера. Поэтому из-за значительной молекулярной массы и особенностей структуры такие полимеры, как, например, политетрафторэтилен (ПТФЭ), литой ПММА, ПЭ, обладающий очень высокой молекулярной массой, пластифицируются с большим трудом, что технически исключает или существенно затрудняет их сваривание.
Из условия, что поверхности соединяемых деталей должны находиться преимущественно в состоянии расплава, вытекает еще одно ограничение — между собой могут быть сварены только те полимеры, которые переводятся в расплавленное состояние в одинаковых условиях. Такому условию, за н е большим исключением, соответствуют только одинаковые термопласты или же (в случае ПЭ) только те его типы, которые обладают одинаковым инде к сом расплава (показатель текучести расплава).
Обычно прочность сварных изделий составляет 30-60 % от прочности соединяемых деталей. Если же параметры сварки выбраны неправильно, то потери прочности еще больше [2].
Выбор технологических параметров сварки зависит в первую очередь от типа свариваемого материала и его толщины, а также от типа применяемого инструмента.
Естественно, что наряду с общими правилами, при сварке полимеров необходимо соблюдать также и некоторые условия, связанные со специфическими особенностями материалов. Для перевода в пластическое состояние необходима определенная температура (температура сваривания), а для обеспечения плотного соединения — определенное усилие (усилие сваривания). Кроме того, учитывая плохую теплопроводность полимеров, температуру сваривания необходимо поддерживать определенное время (время воздействия температуры), чтобы прогрев стыкуемых изделий состоялся до достаточной глубины. Понятие «время воздействия температуры» в непрерывных процессах сварки заменяется на понятие «скорости сварки» [4].
Таким образом, такие параметры сварки, как давление, температура и время воздействия температуры (скорость сварки) должны быть правильно согласованы друг с другом и соответствовать свойствам свариваемых полимеров.
1 . СВАРКА ПОЛИМЕРОВ . ВИДЫ СВАРКИ
1.1 Диффузионная сварка
Существует несколько разновидностей диффузионной сварки: нагретым инструментом, нагретым газом, инфракрасным (ИК) излучением, токами высокой частоты (ТВЧ), трением, ультразвуком и другие. Применяют сварку в присутствии растворителя свариваемого полимера.
Основные технологические параметры сварки — температура (Тн), время нагрева (tн), давление прижатия свариваемых поверхностей (Р), а также время охлаждения сварного шва под давлением.
При условии получения качественного сварного соединения можно составить рабочую карту оптимального соотношения tн и Тн при постоянном давлении Р (рис. 1.1) для конкретного типа полимера. Как следует из рисунка, имеется определенный диапазон ДТн при постоянном tн или Дtн при постоянной Tн, в котором получаются сварные соединения хорошего качества. С увеличением Р сокращается время цикла, но одновременно уменьшается допустимый диапазон (вертикальные отрезки) колебаний температур и времен. Сужение этого диапазона обусловлено тем, что с увеличением давления возрастает скорость течения материала. Продолжительность и давление контакта зависят от вязкости материала. Для высоковязких полимеров характерна замедленная диффузия макромолекул, поэтому высокое давление способствует лучшему контакту свариваемых поверхностей и диффузии сегментов полимера, но чрезмерно высокое давление приводит к сильному утонению сварного шва [5].
Разнородные полимеры сваривают при помощи присадок или слоя статистического сополимера (интерполимера), содержащего в макромолекуле звенья, которые входят в состав макромолекул обоих соединяемых полимеров.
Высоковязкие полимеры свариваются при помощи присадочного материала того же состава, но содержащего пластификатор или тот же полимер с меньшей молекулярной массой.
I — область твердого состояния полимера;
II — область начала термодеструкции полимера; пунктирными кривыми ограничен диапазон колебаний Тн при получении качественного шва.
Рисунок 1.1 — Рабочая карта сварки термопластов — взаимосвязь температуры и времени нагрева деталей (давление сварки постоянно)
При сварке материалов с ориентированной структурой макромолекул происходит разориентация полимера. При охлаждении сварного шва кристаллических полимеров происходит рекристаллизация материала шва, его структура может сильно отличаться от структуры остального объема.
Поскольку сварка сопровождается локальным перегревом и охлаждением, то в околошовном пространстве образуются большие остаточные напряжения (термического происхождения). Процесс снятия (релаксации) напряжений требует определенного времени. По этой причине сварные изделия передают в эксплуатацию после некоторой «вылежки». Продолжительность вылежки может составлять несколько суток. Весьма благоприятна поэтому для сварных изделий стадия последующей термообработки. Температура термообработки должна быть близка к температуре стеклования.
В отдельных случаях во избежание термоокислительной деструкции материала шва сварку проводят в среде инертных газов или вводя в зону шва повышенное количество стабилизатора.
1.1.1 Сварка нагретым инструментом
При сварке по этому способу свариваемые детали нагреваются при контакте с металлическими инструментами, а затем спрессовываются и охлаждаются под давлением.
В контактно-тепловой сварке применяется металлический, постоянно нагретый инструмент. Детали прогреваются с одной или с двух сторон за счет контакта с нагретым инструментом. Температура инструмента на 20-50 °С выше Тпл термопласта. Разогретые детали сжимают усилием Р, при этом материал деформируется в зоне шва. Контролировать деформацию можно, используя специальные механические ограничители хода инструмента. Для устранения прилипания расплава к инструменту применяют разделительные прокладки из фторопласта-4, полиимида, целлофана. Охлаждение образовавшегося шва происходит под тем же давлением. Это позволяет устранить коробление изделия в зоне шва, но в то же время значительно удлиняет цикл сварки. Такую технологию применяют для получения мелкосерийных изделий, при ремонте деталей и т. п. Процесс является периодическим [8,9].
1 — пленки; 2 — бесконечные движущиеся ленты; 3 — нагреватели; 4 — прижимные ролики; 5 — охлаждающие губки; 6 — сварной шов; Р — давление прижима
Рисунок 1.2 — Схема ленточного сварочного аппарата
Непрерывный процесс осуществляется для сварки пленок и листов. Шов в этом случае получается неограниченной длины. Схема основной установки показана на рис. 1.2. Свариваемые пленки зажимаются с двух сторон двумя бесконечными движущимися лентами 2, попадают в зону нагрева 3 и с помощью прижимных роликов под давлением Р образуют сварной шов. Далее шов охлаждается губками 5. Поскольку движущиеся ленты плотно прижаты к шву пленок, то и охлаждение шва происходит под некоторым давлением.
При термоимпульсной сварке используют малоинерционный нагревательный инструмент (лента, проволока). Периодически пропускаемый электрический ток быстро нагревает инструмент. Сварку осуществляют под давлением. Лента, проволока быстро охлаждаются вместе со швом без снятия давления. Метод применяется для соединения ПЭ-пленок толщиной 20-300 мкм. Эффективность этого способа заключается в быстроте нагрева/охлаждения проволоки или ленты. Время сварки зависит от толщины пленок. Главное ограничение метода — длина шва (длина нагревательного инструмента
Изменение параметров сварки существенно влияет на прочность сварного шва изделий. При испытании сварных изделий установлено, что даже идеально сваренный шов не обладает той же прочностью, что и свариваемая деталь. С учетом остаточных напряжений в большинстве случаев разрушается материал в околошовном пространстве.
tн1 0,01 [9]. К ним относятся ПВХ и его сополимеры, ПА, сополимеры фтор-производных, полиакрилаты, ПУ и т. д.
Основан способ на известном физическом явлении взаимодействия токов высокой частоты (ТВЧ) с диполями молекул. Дипольная молекула в переменном электрическом поле ориентируется по направлению поля. Энергия поля диссипируется в полимере за счет внутреннего трения колеблющихся диполей.
Основным оборудованием являются высокочастотный генератор, сварочное устройство и контур управления. В генераторе постоянный ток высокого напряжения преобразуется в переменный с частотой 20-40 МГц. Этот ток подается на обкладки конденсатора, одновременно являющиеся электродами для сварки пластмассы. Электроды не только подводят энергию к зоне шва, но и передают давление на материал.
В особых случаях, когда требуется ВЧ-сварка материалов с е»
Сварка встык нагретым инструментом
Нагрев свариваемых поверхностей производится металлическим нагретым инструментом. Из-за прямого контакта с нагретым инструментом теплоперенос гораздо более интенсивный, чем в случае сварки горячим воздухом; распределение тепла в массе свариваемого материала в этом случае также более благоприятно, никакие зоны материала не получают большего термического стресса, чем необходимо для сварки. Получаемые в результате сварные швы не имеют зон термически поврежденного материала. Прочность соединения труб при таком способе сварки не ниже, чем прочность исходной трубы.
1. Принципиальные положения
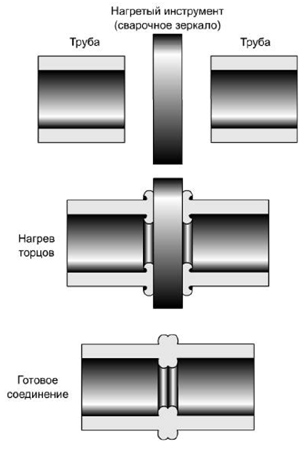
Сварка встык заключается, в принципе, в нагреве торцов свариваемых труб до расплавления материала и в последующем сжатии нагретых торцов для остывания.
Однако, реализация этой простой идеи требует аккуратного выполнения целого ряда условий для получения качественного сварного соединения.
Современные автоматизированные аппараты для стыковой сварки существенно снижают влияние человеческого фактора на качество стыкового сварного соединения, но полностью его не устраняют.
2. Состав оборудования
Минимальный состав оборудования показан на рис. 2 и 3 и зависит от типа привода аппарата.
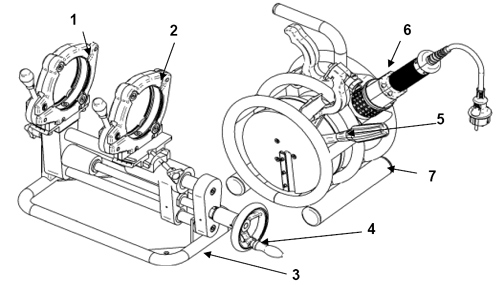
Рисунок №2 «Состав оборудования с механическим приводом для стыковой сварки»
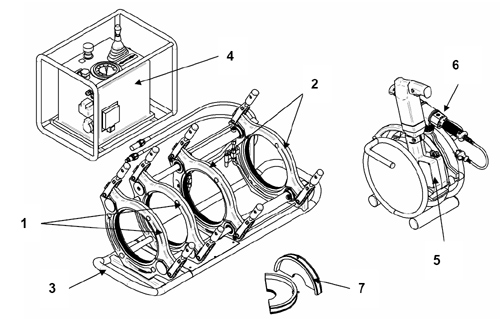
Рисунок №3 «Состав оборудования с гидравлическим приводом для стыковой сварки»
В состав оборудования обязательно входит:
- центратор с одним или двумя неподвижными зажимами для трубы (1) и одним или двумя подвижными зажимами (2).
- Центратор располагается на раме (3).
- Подвижные хомуты приводятся в движение с помощью давления масла в гидросистеме, производимого гидравлическим агрегатом, или с помощью ручки механического привода (4).
- Для очистки и выравнивания торцов свариваемых труб перед нагревом служит торцеватель (5), который может быть электрическим или механическим.
- Для нагрева свариваемых торцов предназначено сварочное зеркало (6).
- Торцеватель и зеркало могут быть закреплены на раме центратора, а могут храниться на подставке (7).
- Для фиксации труб различных диаметров служат сменные вкладыши (7) для подвижного и неподвижного зажимов центратора
3. Подготовка к сварке
Свариваемые части трубопровода должны быть зафиксированы в центраторе (см. рис. 4) сварочного аппарата. Как правило, центратор жестко крепит одну трубу и обеспечивает осевое перемещение второй трубы. Для устранения трения подвижной трубы о землю целесообразно пользоваться, например, роликовыми упорами.
Кроме коаксиальной фиксации труб, фиксатор обеспечивает перемещение подвижной трубы в направлении неподвижной трубы с контролируемым усилием. Наиболее распространенные способы создания усилия – механический (вращение ручки привода) и гидравлический.
Для предотвращения прилипания трубы к нагретому инструменту и для облегчения удаления нагретого инструмента из зоны сварки после нагрева, поверхность инструмента, как правило, покрыта тефлоном. Тефлоновые покрытия также облегчают очистку инструмента.
После фиксации труб их торцы выравниваются и торцевателем (см. рис. 5), который представляет собой дисковый рубанок. Свариваемые поверхности необходимо прижать к рабочим поверхностям торцевателя и обработать до достижения ровной плоской поверхности. Для максимального приближения формы готовой поверхности к идеальной плоскости глубина торцевания за один проход ножа торцевателя не должна превышать 0,2 мм. Торцеватель обеспечивает последующее плотное прилегание свариваемых торцов труб к поверхности нагретого инструмента, а также удаляет возможные загрязнения и оксидный слой.
Момент окончания торцевания легко определить визуально по появлению сплошной кольцевой стружки с обеих сторон торцевателя.
Не останавливая торцеватель, ослабьте усилие прижима и отведите подвижную трубу от торцевателя. Это позволит плавно и без задиров закончить торцевание.
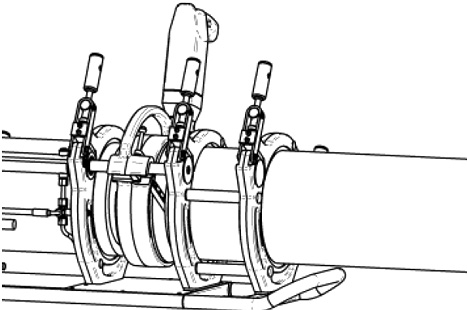
Рисунок №5 «Установка торцевателя между свариваемыми торцами труб»
После торцевания необходимо чистым инструментом удалить стружку из зоны сварки, особенно – изнутри трубы. Не касайтесь свариваемой поверхности руками!
После удаления стружки сведите трубы и проверьте плотность прилегания свариваемых поверхностей. Остаточный зазор не должен превышать значения, указанного в табл. 1. Кроме того, несовпадение стенок свариваемых труб должно быть не более 10% толщины трубы. Некоторые конструкции центраторов позволяют в случае необходимости уменьшить несовпадение специальными регулировками соосности. Отторцованные трубы должны выступать из фиксирующих зажимов центратора на расстояние не менее толщины стенки этих труб (см. п.5).
Таблица №1 «Максимально допустимая величина зазора между торцами труб»



