Изготовление дамасской стали в домашних условиях
Как сделать дамасскую сталь: простой состав для ковки своими руками
Современный оттенок Дамасской стали отличается от оригинального Дамаска из прошлого. Исторически, Дамасская считалась тигельной. Она имела очень высокое содержание углерода и имела характерную поверхность из-за своей кристаллической структуры.

Сталь Дамаска получила своё название потому, что крестоносцы на своем пути в Святую Землю приобретали новые клинки из этой превосходной стали (превосходящей средневековую европейскую сталь) в городе Дамаск. Тем не менее, современный вариант стали имеет мало общего с прошлым и больше похож на сталь, вытравленную кислотой.
Дамаск, который показан здесь, является одним из самых современных вариантов. Дамаск из троса является, пожалуй, одним из самых простых способов ковки дамаска со сложным рисунком. В отличие от других методов, этот метод не требует складывания и, по сути, имеет уже готовую форму.
Шаг 1: Меры безопасности

Самое главное — это безопасность. Процесс изготовления включает в себя ковку, шлифовку и погружение металла в химикаты, поэтому важно использовать надлежащее оборудование для обеспечения безопасности.
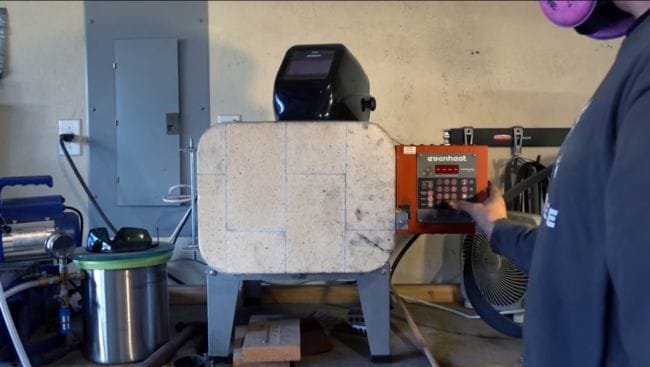
Для этапа кузнечной сварки (сварка ковкой) многие люди, которые совершают какие-либо кузнечные операции, знают базовую экипировку для обеспечения безопасности: перчатки, фартук, закрытые ботинки и т.д. Тем не менее, условия не всегда соблюдаются. Всем известно, что защита глаз важна, но для такого рода работ вам нужен особый вид защиты. Вышеупомянутое и единственное фото в этом разделе — это неодимовые очки. Причина этого в том, что такие очки просто необходимы для подобных работ.
Специалисты часто пренебрегают этой защитой, но не стоит повторять за ними. Тепло, необходимое для кузнечной сварки, создает излучение, которое в течение длительного времени может вызвать потерю зрения. Неодимовое стекло, однако, блокирует большую часть излучения и сохраняет ваши глаза в безопасности. Обратите внимание: неодимовые очки — это не то же самое, что сварочные маски или солнцезащитные очки. Используя их при кузнечной сварке, ваши зрачки будут расширяться, и ваши глаза будут получать еще больше излучения.
Шаг 2: Делаем заготовки




Перед тем, как начать работу с тросом, нужно подготовиться. Прежде чем он попадет в огонь, нужно отрезать нужную вам часть, как на первом фото. Я отрезал 3 куска по 30 см кабеля диаметром 2.5 см при помощи отрезной пилы. Вы можете отрезать кабель любым другим способом, главное убедитесь, что кабель, который вы используете, сделан из стали без применения пластика и что сталь не оцинкована, так как тепло, реагирующее с покрытием, будет испускать газы, которые могут привести к тяжелому отравлению и даже смерти. Имейте это ввиду, когда будете искать кабель.
Кроме того, если вы впервые пытаетесь выполнить такого рода изделие, возможно, не стоит сразу брать такой толстый кабель, а взять, к примеру, диаметром 1 — 1.5 см. У вас не получится большое и толстое изделие, но зато вы хорошо потренируетесь перед более сложными проектами.
После резки обязательно затяните концы кабеля стальной проволокой. Это делается, чтобы плетение не распустилось во время первых этапов работы. Обязательно используйте простую стальную проволоку, потому что другие провода, которые покрыты или сделаны из другого материала, могут расплавиться или среагировать от нагрева и испортить всё изделие.
У каждого, кто делает дамасскую сталь своими руками, есть свой список шагов или секретов, которые, похоже, ускоряют и упрощают процесс изготовления. Я призываю вас методом проб и ошибок прийти к собственному плану, оптимальному лично для вас.
Я начинаю с того, что смачиваю свой холодный металл WD40 до тех пор, пока он не будет полностью пропитан, а затем засыпаю все это обычной бурой, перед тем, как класть изделие в огонь. И бура, и WD40 нужны для того, чтобы предотвратить окисление, которое может сделать невозможной кузнечную сварку.
Бура, как правило, не прилипает к металлу, если он горячий или влажный, а WD40 не будет гореть в кузнице, поэтому, сначала я смачиваю металл именно WD40, а только потом посыпаю его бурой, что является для меня оптимальным вариантом.
Шаг 3: Кузнечная сварка




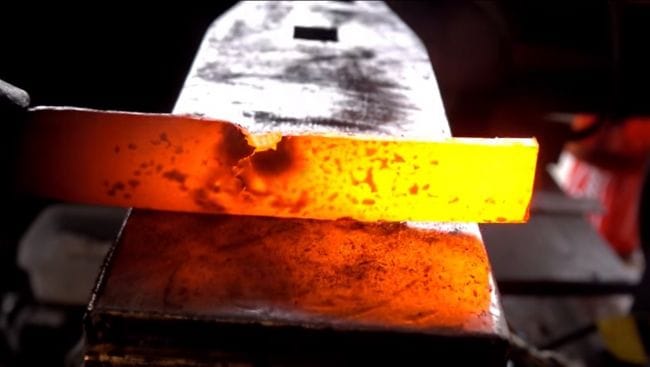
Положив изделие в печь, нагрейте его до ярко-оранжевого или желтого цвета. Как только оно достигнет соответствующей температуры, дайте ему полежать еще минуту или около того, чтобы весь металл впитал тепло и равномерно нагрелся.
Перед тем, как можно будет делать удары, необходимо скрутить кабель. Он заполнен пустым пространством, что плохо для кузнечной сварки. Закрепите один конец кабеля в тисках или в чем-то подобном, а другой возьмите любым удобным инструментом, который вы сочтете подходящим (я использовал плоскогубцы), чтобы скрутить секции в том направлении, в котором кабель уже закручен.
Этот шаг может потребовать несколько повторных нагревов. Продолжайте скручивать кабель до тех пор, пока он не перестанет скручиваться. Убедитесь, что кабель не изгибается, так как весь процесс станет намного сложнее.
Каждый раз, перед тем, как положить кабель в огонь, нужно посыпать его бурой, пока металл не станет однородным. Чтобы бура точно липла к металлу, сыпьте её в момент, когда изделие ярко красного цвета. Важный момент: когда бура плавится, она становится едкой и может повредить стенки вашей кузницы изнутри, поэтому удостоверьтесь, что кирпичи в вашей кузнице огнеупорные.
Кроме того, горячая бура, попавшая на кожу, может быть довольно болезненной и может оставлять шрамы, поэтому обязательно надевайте соответствующую экипировку. Последней частью кузнечной сварки является сама сварка. Когда изделие горячее, вы можете начать ударять по нему. Идея состоит в том, чтобы сначала выбить его в форме квадратного бруска. Когда вы бьете, вы должны следить за поворотом кабеля. Лично я предпочитаю начинать с середины и прокладывать себе путь к концам.
Удары приведут к тому, что волокна будут отделяться друг от друга, поэтому необходимо максимально уменьшить расстояние от первого удара до следующего. Вы поймете, что изделие стало однородным по измененному звуку, который будет издаваться при ударе. Изначально, он будет более глухим, но как только металл станет однородным, звук станет ярким и звонким. Как только он станет однородным, можно начинать придавать нужную форму.
Шаг 4: Формовка




При планировании проекта обязательно помните, что конечный результат будет намного меньше по размеру, чем оригинальный кабель. Также имейте в виду, что концы кабеля могут распускаться и не свариваться. Не волнуйтесь, просто найдите, где начинается сварной шов и обрежьте конец. Из-за характерных особенностей кабеля и количества зазоров и выступов в нем, вы обязательно столкнетесь с дырами и отверстиями, если только не используете пневматический молот или кузнечный пресс.
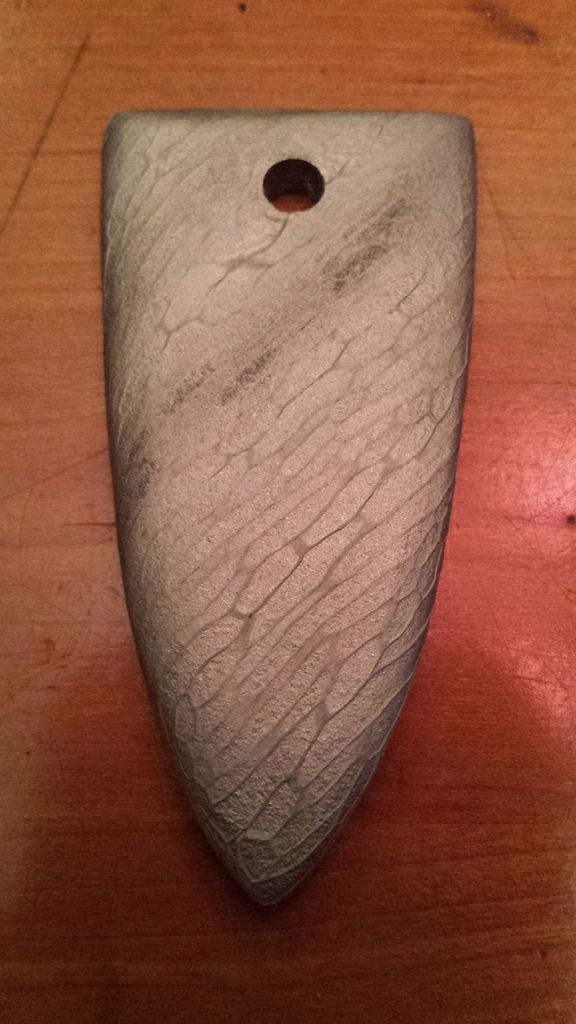
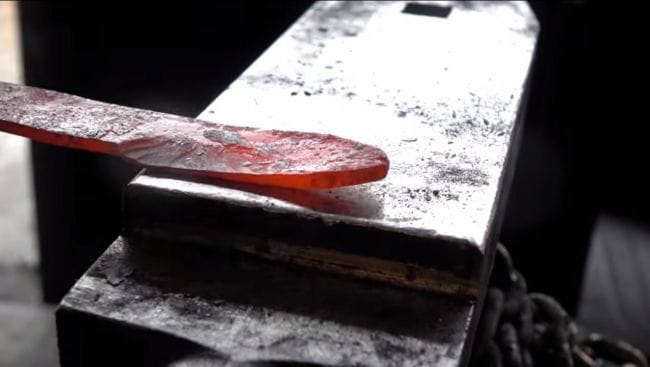
Суть состоит в том, чтобы смять кабель, увидеть, с чем вы имеете дело и отталкиваться от этого. Я решил сделать из своего отрезка кулоны в форме каплевидного щита. Чем мельче зернистость, которую вы используете при окончательной шлифовке , тем лучше будет виден рисунок. Так как я хотел добиться очень глубокого травления, мне не нужно было шлифовать слишком гладко. Достаточно наждачной бумаги 120 зернистости перед травлением.
Шаг 5: Финальный этап и защита

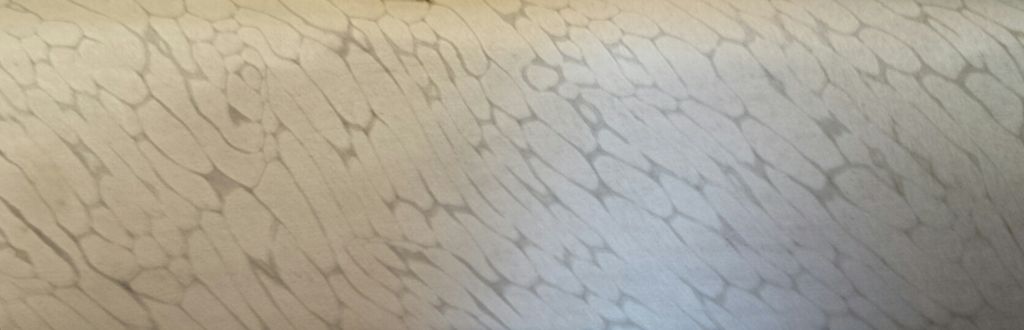
Дамасская сталь должна быть похожа на один сплошной кусок металла. Чтобы получить рисунок, вам нужно протравить сталь кислотой. Существует несколько вариантов применения кислот, но лично я использую хлорид железа. Если вы хотите получить очень поверхностное травление, например, изображение на поверхности, вам нужно только окунуть металл в кислоту примерно на 20 минут.
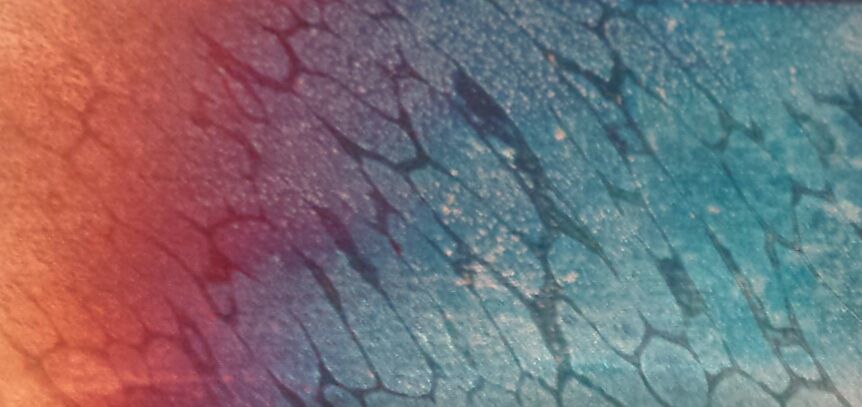
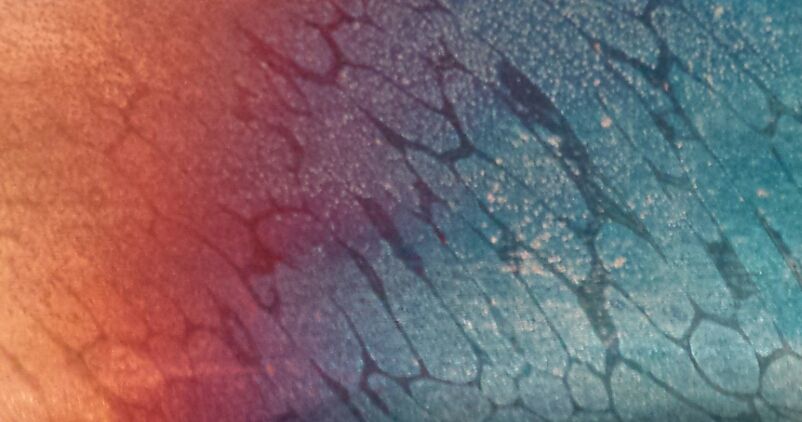
Я хотел получить очень глубокое травление, которое можно было почувствовать, поэтому я погрузил мою заготовку на 7 часов. Как только вы закончите травление, вы должны очистить металл и нейтрализовать кислоту. Один из самых простых способов сделать это — просто распылить очиститель для стекла на выгравированный кусочек после того, как он был промыт водой. Не забудьте одеть перчатки и средства защиты глаз для всего этого. Если вы хотите добавить какой-то цвет на изделие, как на двух последних фото, просто немного нагрейте его после травления до достижения желаемого цвета.
Как только травление пройдено, последний шаг — защитить металл. Сталь сильна, но, к сожалению, имеет свойство ржаветь. Если кусок, который вы используете, должен быть практичным, вроде ножа, вы можете нанести воск на его поверхность.
Если деталь более декоративна, вы можете нанести прозрачный слой. Это все зависит от предпочтений. Лично я решил попробовать лак для ногтей. Обычно я использую прозрачный полиуретан, но в этот раз решил попробовать что-то новое. После того, как деталь покрыта лаком, все, что осталось, это наслаждаться её видом.
Шаг 6: Один последний момент
Кусок, который я сделал, не требует никакой закалки или термической обработки, потому что это декоративное изделие. Если вы решите сделать лезвие из кабеля, нужно иметь в виду, что при закалке сталь имеет свойство деформироваться в направление скручивания кабеля. Если вам нужен практичный материал, сделайте его толще, иначе вы можете начать с ножа, а в итоге получится штопор.
Шаг 7: Дополнение





Вот еще несколько ссылкаподвесок. Чтобы получить очень глубокое травление, все они протравливались в течение почти 24 часов. Все они были нагреты до разных температур для проявления разных цветов. В конце они были покрыты полиуретаном для предотвращения ржавчины.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Дамасская сталь из шариков и стального порошка


Представляю вашему вниманию качественный стильный нож из дамасской стали, которые вы можете сделать своими руками. Дамасской сталью называют такую сталь, которая неоднородна в своем составе. Это достигается путем ковки, когда смешиваются разные марки сталей. А если такой металл затем погрузить в кислоту, на нем образуется уникальный рисунок, так как каждая сталь меняет свой цвет по-разному.
В этой инструкции мы рассмотрим, как можно сделать дамасскую сталь самому. Тут будут использоваться более современные технологии. Дамаск мы получим путем спешивания я двух или трех типов стали. В качестве основы тут будет использоваться стальной порошок, а также стальные шарики. Именно благодаря шарикам мы получим интересный узор. В принципе, процесс ковки не сложен, но требует наличия кузнечной печи, наковальни, а также некоторого опыта. Работать с раскаленным металлом очень опасно, так что нужно при этом соблюдать все правила безопасности. Итак, переходим к изготовлению ножа!
Материалы и инструменты, которые были использованы автором:
Список материалов:
— стальная трубка (желательно из углеродистой стали);
— стальные шарики;
— стальной порошок;
— немного листового металла для заглушек;
— древесина для накладок;
— латунные стержни или втулки под штифты;
— масло для пропитки древесины;
— эпоксидный клей.
Список инструментов:
— кузнечная печь, наковальня и молот;
— ленточная шлифовальная машина;
— кислота для травления стали;
— болгарка;
— дрель;
— сварочный аппарат;
— штангенциркуль;
— масло для закалки, изолента и другое.
Процесс изготовления ножа:
Шаг первый. Формируем заготовку
В первую очередь из шариков, стального порошка и куска трубы нам нужно изготовить заготовку, из которой потом и будет делаться клинок. Для этого засыпаем в стальную трубу порошок и шарики. Засыпать нужно порционно, то есть немного шариков, потом немного порошка и так далее. Шарики предварительно нужно хорошо вымыть в мыльной воде, чтобы на них не было никаких следов масла. Также можно промыть их в ацетоне. Дно трубы завариваем, используя кругляк из стали.
Что касается металла трубы, то желательно, чтобы это была тоже углеродистая сталь.










Ну а далее завариваем и другой конец и отправляем все это дело в печь. Прогреть нужно до желтого свечения и при таком прогреве выполняем ковку. Мнем металл с разных сторон. Нам крайне важно смешать все металлы воедино. Нагревать заготовку понадобится ни один раз, но в ковке легко никогда не бывает. После этого получаем отличный металл для ножа.
Шаг второй. Проверяем металл
Когда на ваш взгляд заготовка будет готова, нужно проверить качество металла. Сначала берем болгарку и срезаем края пластины. Металл должен быть равномерным, без раковин и прочих дефектов. Далее по контуру проходимся ленточной шлифовальной машиной. Аналогично смотрим, хорошо ли мы перемешали металл. Если все отлично, можно переходить к следующему шагу – формированию профиля ножа.




Шаг третий. Профиль клинка
Профиль клинка автор задает путем ковки. Сначала формируем кончик ножа, ну а далее делаем можно сделать и скосы на клинке. К формированию скосов подходим ответственно, лезвие должно быть ровным, но не слишком тонким. Спешить в этом деле не нужно, работаем молотком с обеих сторон.
В завершении вам нужно будет отделить лезвие от ручки. Для этого работаем острой частью молотка. Если все отлично, убедитесь в том, что ваш клинок ровный. На этом ковку можно завершать.

















Первое, что делает автор – нормализует металл после ковки. Для этого его нужно прогреть и дать постепенно остыть. Автор помещает клинок в пакет с углем и отправляет в печь. Далее заготовку можно уже и закалить, для этого снова раскаляем клинок и погружаем в масло. Процедуру можно повторить несколько раз, но обычно хватает и одного раза. Если после этого клинок не берется напильником, значит, сталь закалена.
Однако тут есть один подводный камень, если после закалки не отпустить сталь – она будет хрупкой. То есть нам нужно сделать металл немного мягче, чтобы он пружинил, а не ломался. Для этого вполне хватит бытовой духовки. Ее нужно прогреть до температуры около 200°C и греть нож около 1-1.5 часа в зависимости от толщины металла. Если отпуск прошел успешно, клинок должен стать соломенного цвета. Теперь ваш нож сможет выдерживать огромные нагрузки на изгиб, а также ударные нагрузки.
Шаг шестой. Шлифуем и сверлим отверстия
После закалки на металле будет иметься налет, который нужно счистить. Ставим на ленточную машину не слишком крупный ремень и производим шлифовку. При желании клинок можно сделать блестящим, как зеркало.



Еще нам нужно насверлить в ручке отверстий под штифты. Но сделать такую процедуру с закаленным металлом очень тяжело. В связи с этим берем газовую горелку и прогреваем ручку. Даем ей постепенно остыть. После этого металл будет сверлиться обычными сверлами по металлу. Вот и все, теперь осталось сделать ручку. Замотайте лезвие изолентой или малярным скотчем, чтобы не порезаться при последующих работах.
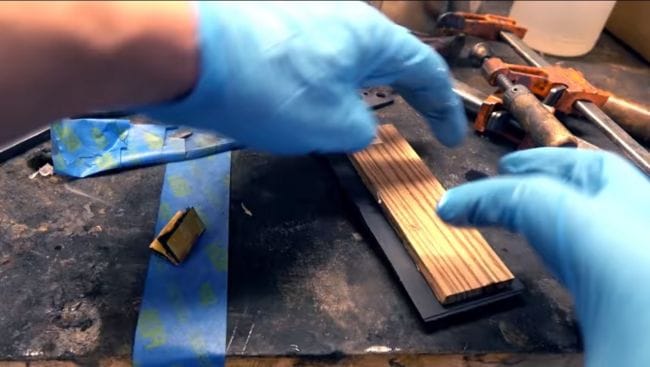
Шаг седьмой. Подготовим накладки
Накладки можно делать из различных материалов, это может быть пластик, текстолит, кости, рога и многое другое. В нашем случае это самый популярный и востребованный материал – дерево. Подбираем доску из красивой породы дерева с красивым рисунком и делаем две накладки. При желании на накладки можно приклеить еще какой-то материал, чтобы ручка была комбинированной.







Шаг девятый. Сборка ножа
Нож можно собирать, сверлим в накладках отверстия под штифты и собираем ручку на эпоксидном клею. Хорошо стяните ручку струбцинами, чтобы все качественно склеилось. В качестве штифтов автор использовал латунные трубки со стальными вставками. Когда клей высохнет, отрезаем лишнюю древесину и приступаем к шлифовке. Грубую работу проводим на ленточной машине, а еще очень удобно для этого иметь бормашину. Ну а более тонкую обработку можно провести вручную, используя очень мелкую наждачную бумагу.
Хорошо шлифуем дерево и пропитываем его потом маслом для защиты от влаги. На этом все, нож готов!
Варим дамаск

Когда видят нож или клинок, редко кто представляет, что и кто за этим изделием стоит. В лучшем случае представляют здоровенного мужика-кузнеца с бицухами с коровью ногу 🙂 В реальности все немного не так. Среди моих знакомых кузнецов киношные — редкость, обычно они плотные, но довольно компактные. Я сама — вообще 50 кг, и это никак не мешает махать молотом, особенно, если он пневматический 🙂 Люди обычно удивляются, когда узнают, что я не только кую сама, но и кузнец с разрядом — это совсем не вяжется с моей внешностью.
Ну а что стоит за клинком — мы посмотрим ниже. В картинках 🙂
Итак, го ковать дамаск!
Что такое дамаск? Это спорно. Иногда даже с пробелом между «с» и «п». Серьезно, дядьки, бородатые и не очень, днями и ночами спорят о том, что такое дамаск. И ответа нет ни у кого, хотя каждый уверен, что прав. Считается, что рецепт дамаска был утрачен, те никто из ныне живущих оным не обладает. Или молчит, втихаря радуясь. Так ли это? Строго говоря, так. Мы действительно не знаем оригинальный рецепт, по которому варили дамасские клинки на их исторической родине, в славном городе Дамаск. Хуже ли современные клинки и имеют ли они право зваться дамаском? Если брать в расчет географические заморочки, как у хорошего вина или коньяка — конечно, нет.
Хуже ли они от этого? Тоже нет. Можно, конечно, сколько угодно фапать на старину и древние методы производства, но прогресс не стоит на месте. Наш металл чище и качественней. Возможность контролировать примеси дает несравнимо лучший результат. Наши возможности шире. Можно ковать и по старинке, можно даже из болотной руды по капле вытапливать железо, но даже в этом случае отрицать современные технологии — странно.
Так вот. Те самые бородатые и не очень дядьки в одном из своих споров резали канат. И пришли они к относительному соглашению — дамасским можно называть любой клинок из многослойной стали, при условии, что слоев в нем не менее 32. 31 уже не дамаск? — спросите вы. Да я и 32 не считаю таковым. Маловато — рисунок бедный, качество реза низкое. Но — так порешили 🙂
Вот теперь точно куем 🙂
Что нужно, чтоб сварить клинок? Металл. Дамаск, кроме прочего, ценится своей эстетикой — узором. Чтобы получить переходы, нам нужен не просто металл, а разный — углеродка и легированный.
Иногда он выглядит, как будто его на помойке нашли:
![]()
На самом деле, это очень удобные пластины хорошей углеродки — У8А.
![]()
Это та самая легированная сталь — 5ХНМ. Как вы видите, на ней нет ржавчины.
Можем ли мы взять металл с помойки? Нет. Дамаск — штука очень капризная, нужно обязательно знать, какую марку стали какого производителя ты берешь — разный металл требует разный температурный режим, непонятный металл может и непременно поведет себя непредсказуемо. В лучшем случае — просто не сварится с первого раза. В худшем — забьет горн ионами меди и хрен ты чего потом там сваришь, а может быть клинок поведет или порвет при отпуске.
Выбрав металл (обычно это от 2 до 5 разных сталей), мы его зачищаем и режем для того, чтоб собрать «пакет». Сколько нужно металла? Зависит от того, сколько планируется слоев. Чем больше — тем больше. Потери от изначального — большие. Как правило, берут от 3 до 7 раз больше, чем вес готового клинка. При этом, в процессе может добавляться новый металл.
Пакетом называют вот это:
![]()
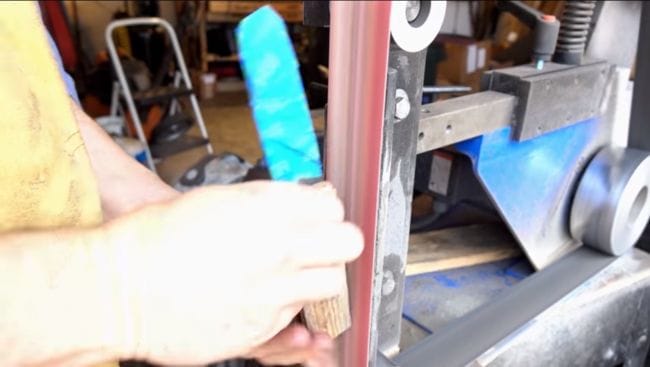
Дальше нам нужен горн. И древесный уголь. Много угля. И еще бура — тетраборат натрия. Аккуратно и равномерно греем пакет градусов до 900-1000, чтобы пробурить его.
![]()
Стараемся не забыть про защиту рук. Я иногда забываю — легко переношу высокие температуры, но если отскочит бура — будет ну очень неприятно.
Это бура. При достаточно высоких температурах она превращается в стекловидную массу, присутствие которой и позволяет нам сварить слои между собой. Удобней, если она истерта в порошок.
![]()
![]()
И снова — в угли. Теперь нужно довести до температуры кузнечной сварки. Или по-простому — до желтого 🙂 И — на первую сварку. Эта увлекательная процедура повторяется еще раз — на всякий случай. Если со второго раза не сварилось — третий уже бесполезен.
![]()
Дальше мы протягиваем наш пакет в пластину. Неплохо перед этим хотя бы и на горячую пробить колосник в горне — протягивать в забитом бурой — то еще удовольствие. Особенно, если одновременно сваривается не один пакет — дутье становится непредсказуемо неравномерным и вам запросто может пережечь пластину пополам, особенно, если она уже тонкая.
![]()
Когда мы дотянули пластину до желаемого размера, мы ее можем согнуть и сварить еще раз или порезать и сварить еще раз. Я буду резать. Зачищаем металл от окалины.
![]()
И режем на брусочки.
![]()
Брусочки снова собираем в пакет.
![]()
И снова кузнечная сварка 🙂
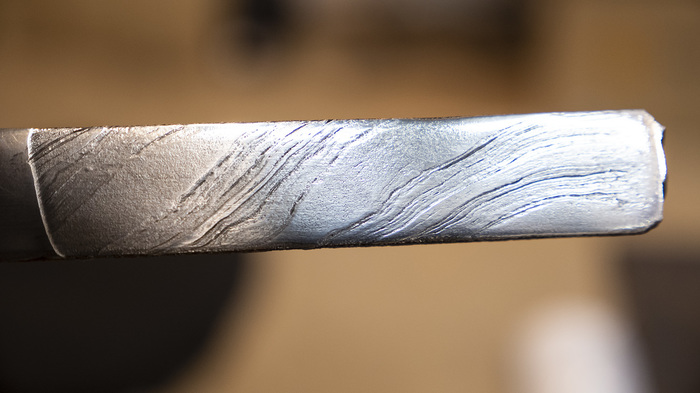
Через некоторое время, если очень уж любопытно, можно посмотреть, что получается. Зачищаем краешек.
![]()
![]()
Этого нам мало, поэтому мы протягиваем, режем, варим и снова протягиваем еще не один раз — пока не достигнем желаемого количества слоев. Что дальше — зависит от желаемого рисунка, и об этом мы поговорим в следующий раз 🙂
Сайт про изобретения своими руками
МозгоЧины
Сайт про изобретения своими руками
Как сделать небольшой нож из «дамасской» стали (без механического молота)
Как сделать небольшой нож из «дамасской» стали (без механического молота)

Приветствую всех мозгоремесленников! После почти года «общения» с молотом и наковальней, я, наконец-то, приобрел необходимые опыт и инструменты для создания кованных поделок, таких как небольшой «дамасский» нож из данной мозгостатьи.


А начинал я, кстати, с небольшой кувалды в качестве наковальни, бил по которой небольшим молотком.
Сейчас же речь пойдет о создании своими руками небольшого, кованного, а не вырезанного, ножа с помощью самодельного горна, наковальни, молота и решимости. На лавры профессионала я не претендую, и это, безусловно, не единственный спсособ получения сварного дамасска, это рассказ о том, как мне удалось его сделать.
Дамасской сталью сегодня называют сварной дамасск, получаемый из сваренных металлических пластин различной мозгостали, впоследствии прокованных и перекрученных. Это как слепить вместе пластилин разных цветов и перекрутить его для получения волнистого узора. После ковки такую заготовку подвергают травлению, при котором разнородные металлы заготовки разъедаются неравномерно, тем самым образуя красивый контраст. Оригинальная дамасская сталь получается другим, весьма специфическим способом (хотя внешне похожа на современный дамасск), и мало кто знает, как ее создать, данный факт создал дамасску репутацию металла, якобы наделенного волшебной силой. А причина этой «силы», аналогичной и для самурайских мечей — процесс, позволяющий получать более однородную, и следовательно с нужными качествами, сталь, чего нельзя добиться другими способами, и дающий возможность включать в состав заготовки низкокачественную и высоко/низко углеродистую сталь. Что дает намного более качественное лезвие.
. ВНИМАНИЕ!! Нож может быть опасен, прошу не давать его в руки людям с нарушениями психики.
Шаг 1: Материалы и инструменты
— стальные пластинки двух или более марок (предпочтительней в высоким содержанием угдерода), которые будут контрастировать друг с другом, я взял высокоуглеродистую 1095 сталь и сталь 15n20, с небольшим содержанием никеля, который добавит яркости и контраста после травления
— флюс (бура, которую можно приобрести в хозяйственном магазине)
— кусок арматуры, длинный пруток (будет приварен к заготовке в качестве ручки)
— дерево на ваш выбор для рукоятки ножа
— эпоксидная смола (отвердевающая за 5 минут самое то)
— латунные клепки
— состав для обработки древесины рукоятки, я использовал льняное масло
— масло для закалки металла (растительное)
— хлорное железо
— наковальня (желательно настоящая стальная наковальня, хотя при отсутствии таковой подойдут и некоторые другие прочные объекты: кусок рельса, кувалда, большая металлическая болванка, старый причальный столбик «кнехт», или просто большая прочная, твердая и ровная поверхность. Помните как все началось с ударов камнем на большом камне)
— молот (я использовал весом 1.3кг, с поперечным бойком)
— клещи
— сварка (необязательна, но желательна для сваривания пластинок друг с другом и приваривания ручки, если у вас нет сварки, то можно плотно обернуть пластины проволокой)
— кузнечный горн (способный нагреть заготовку до необходимых для ковки температур, что очень важно для качественного сплавления пластин друг с другом, более подробно об этом позднее)
— ленточный шлифстанок или напильник с горой терпения
— духовой шкаф или другой способ закаливания
— дрель или сверлильный станок
— тиски (очень полезна вещь)
Дамасская сталь: виды традиционного и современного дамаска, методы изготовления

О том, что такое дамасская сталь, о её истории и способах получения знают, пожалуй, все любители ножей и другого холодного оружия. Но вот в его типах и разновидностях разбирается далеко не каждый. В сегодняшней статье мы расскажем об основных видах традиционного и современного дамаска, а также поговорим о его особенностях и методах изготовления.
«Дикая» дамасская сталь

Одним из наиболее распространенных и одновременно – наиболее простых в изготовлении типов дамасской стали является так называемый дикий дамаск. Он получается сваркой пакета полос из нескольких сортов стали, его многократной перегибкой и проковкой. В результате этого процесса происходит довольно хаотичное перемешивание слоев металла и, как следствие, образуется случайный, неоднородный рисунок. В зависимости от количества слоев, марок применяемых сталей и толщины заготовок его узор может получаться самым разнообразным.
Именно эта разновидность дамаска является одной из самых древних и чаще всего встречается на коллекционных образцах ножей, кинжалов и сабель. Но, несмотря на свою простоту, он не потерял свою актуальность, и активно применяется и в настоящее время – как в качестве самостоятельного материала для клинков, так и в качестве заготовки для производства других, более сложных и визуально привлекательных видов дамасской стали.
Штемпельный дамаск

Штемпельная дамасская сталь – еще одна разновидность традиционного дамаска. Её узор, в отличие от упомянутого выше дикого дамаска, характеризуется большой однородностью с чередованием кругов, полос и других геометрических фигур. Изготавливают такой дамаск двумя основными способами – либо нанося во время ковки в заданном порядке удары по заранее сваренному пакету стали либо наоборот – проковывая пакет с предварительно нарезанными на нем слесарным способом (сверлением, фрезерованием) узорами. В первом случае готовое изделие дополнительно шлифуется, дабы снять лишний металл с оставшимся рельефом и проявить весь рисунок.
По типу применяемых для нанесения рисунка штампов (по-немецки – штемпелей, откуда и название этого дамаска) различают сетчатый, ступенчатый (он же – лестничный), волнистый, ромбический и кольчатый узоры. В свою очередь, все они делятся на огромную массу разновидностей, включающих в себя многие и многие виды рисунков, очень часто – специфических для конкретного мастера либо фирмы-производителя. Здесь можно назвать и дамаск типа волчий зуб, и близкий к нему линейный дамаск в виде сталагмитов, как бы направленных от обуха клинка к его РК, и дамаск типа павлиний глаз, популярный в США и получаемый равномерным сверлением заготовки по всей ширине, и клинки с узором в виде крестиков, сетки или имитации колючей проволоки.
Турецкая дамасская сталь

Иногда также называемая волнистым дамаском (при этом его не стоит путать с волнистым штемпельным дамаском), турецкая дамасская сталь является еще одной традиционной разновидностью узорчатой стали. Она изготавливается проковкой не пакета стальных полос, а пучка перевитых друг с другом стальных прутков, отличающихся друг от друга по составу. Получаемый после такой обработки дамаск характеризуется обилием плавных волнистых линий, образующих сложный рисунок на поверхности готового клинка. Его характер может зависеть как от химического состава используемых при изготовлении прутков, так и от их диаметра и характера переплетения.
Иногда встречаются и более сложные варианты турецкой дамасской стали, например, когда окончательная формовка клинка происходит из нескольких пакетов, каждый из которых скован из прутков, закрученных в разном направлении.
Мозаичный дамаск

Этот дамаск, в отличие от всех предыдущих типов и разновидностей, относится не к традиционным, а к современным. Изготавливается мозаичная дамасская сталь несколькими методами, наиболее популярными среди которых являются два:
Первый – это подготовка большого количества контрастных друг с другом мозаичных элементов, укладываемых внутрь металлического контейнера (чаще всего металлической трубы) и свариваемых внутри него. За такую свою особенность эта разновидность дамаска получила за рубежом название оболочечного.
После того, как все составляющие будущего пакета уложены внутрь трубы, она заполняется либо инертным газом либо маслом (которое при нагревании связывает кислород и также приводит к образованию внутри оболочки нейтральной среды) и полностью заваривается. В дальнейшем труба прогревается в горне до сварочной температуры и отковывается (а в подавляющем большинстве случаев – подвергается прессовке гидравлическим прессом). После того, как пакет внутри оболочки окажется сваренным воедино, она удаляется механическим способом, а находящаяся внутри нее заготовка идет на дальнейшую обработку. Использование подобного метода (с образованием внутри металлической трубы нейтральной среды) позволяет сваривать в пакет даже такие стали и сплавы, соединение которых обычной кузнечной сваркой на открытом воздухе оказывается невозможным.
Вторым способом образования мозаичного рисунка является еще более технологичный метод обработки заготовки. Он подразумевает вырезание в бруске стали при помощи плазмореза серии отверстий, представляющих собой будущий рисунок, в которые затем помещаются вкладыши, также вырезанные плазменным резаком, но из стали (или сплава) другой марки. Затем полученный пакет сваривается диффузионным методом в среде инертного газа. Подобный способ изготовления дамаска очень далек от классического, но при этом позволяет получать необходимый рисунок строго заданной формы, а также наносить на клинок различные изображения, составляющие с ним одно целое (в отличие от той же гравировки).
Комбинированная дамасская сталь

Сам по себе комбинированный дамаск не является отдельным видом, но представляет собой сочетание нескольких – классических и традиционных методов, одновременно применяемых при изготовлении одной заготовки. Чаще всего он совмещает в себе технологические процессы, характерные для производства мозаичного и штемпельного дамасков. В данном случае на поверхность поковки, произведенной мозаичным способом, наносится штемпельный рельеф, после чего она проковывается и подвергается шлифовке (в некоторых случаях рельеф наносится «на холодную» путем сверления/фрезерования/пиления, после чего заготовка только проковывается и травится, но не шлифуется).
Еще одной разновидностью такой дамасской стали является сочетание техник ковки дикого дамаска со вставкой внутрь поковки элементов из контрастных сплавов (чаще всего – никелевых, эффектно выделяющихся своим белым цветом на общем фоне черно-серого рисунка дамаска).
Промышленный дамаск

Иногда в ножевой среде можно встретить упоминание так называемого промышленного дамаска, выпускаемого не отдельными мастерами, а металлургическими предприятиями. К числу таких сталей, к примеру, относится знаменитый Damasteel, применяемый многими крупными производителями ножей. Правда, отличие так называемого «промышленного» дамаска от дамаска остальных типов заключается лишь в масштабах его производства и более современном оборудовании, позволяющем обрабатывать большее количество заготовок. В целом же, он не является какой-то отдельной категорией и точно также, как и дамасская сталь, выкованная отдельным кузнецом, делится на дикий, мозаичный, комбинированный и другие виды.
В заключение стоит отметить, что вовсе не относятся к категории дамасской стали его различные имитации (очень часто также выпускаемые в промышленных масштабах), где характерный узор на клинке получается не проковкой и сваркой большого количества слоев стали, а простым травлением поверхности одного цельного бруска.
Как сделать дамасскую сталь? Как сделать нож из саморезов?
Моя первая попытка сделать дамасскую сталь в контейнере. А потом я выковал из нее нож. Правда получилось не так как я хотел. Приятного просмотра!
А еще в этот я запихнул нож целый напильник , а потом еще пять пластин ст45 и все равно не хватило (рукалицо). Не судите сильно строго я еще учусь, но от советов и разбора моих ошибок я не откажусь 🙂












Найдены возможные дубликаты

Крафт
1.3K постов 12.1K подписчика
Правила сообщества
Могли бы быть здесь, но пока не написаны (
Результат пока так себе. Но за то, что учишься и пытаешься что-то делать своими руками, а не вещаешь с дивана про «пластЕлин», однозначно плюс. Удачи. Всё получится.
Марка стали, пластелин 1?
Извини, но это было ужасно.
Рукоятка оч прикольная, я такую не встречал. А саморезы это баловство конечно, но я тя понимаю, интересно же..
Круто, мне понравился результат! Правда, я в этом совсем не смыслю. 🙂


Пара ножей в славянской тематике

Симаргл — персонаж славянской мифологии; божество, идол которого был поставлен в пантеоне основных богов князя Владимира.
Славяне представляли Симаргла крылатым псом, который оберегает посевы. Его считали богом небесного огня, который вселяется в ростки посевов, в почки деревьев и помогает их прорастанию.
Изображали Симаргла двулапым, с собачьей головой, возле корневища Дерева Жизни, на котором прорастали семена всех растений. Хвост Симаргла в виде побегов растений.
Клинок — сталь х12мф, оставлены следы ковки; рукоять — лосиный рог, стабилизированная карельская береза, по рукояти выполнена резьба с последующим тонированием; больстер — латунь; ножны — кожа КРС хромового дубления с пирографией
Размеры: клинок 70х18х3.0мм, рукоять 150мм, максимальная толщина 18мм






Алконост — в византийских и русских средневековых легендах «чудесная птица, жительница Ирия — славянского рая. Лик у нее женский, тело — птичье, а голос сладок, как сама любовь. Услышавший пение Алконост от восторга может забыть все на свете, но зла от нее нет, в отличии от Сирина . Алконост несет яйца на краю моря, но не высиживает их, а погружает в морскую глубину. В эту пору семь дней стоит безветренная погода»
Клинок — якутского типа, сталь х12мф, кованый дол; рукоять — лосиный рог, по рукояти выполнена резьба с последующим тонированием; больстер — латунь; ножны — кожа КРС хромового дубления с пирографией
Размеры: клинок 65х18х3.2мм, рукоять 140мм, максимальная толщина 19мм

