Изготовление силиконовых форм для литья
Как сделать силиконовую форму своими руками. Пошаговая инструкция

С Вами вновь компания Кремен! В нашем ассортименте наконец появился жидкий силикон для форм. В наличии имеется силикон на оловянной основе и на платиновой основе. Силиконы обладают исключительными физическими характеристиками, прекрасно копируют фактуру изделия и отличаются большим числом циклов формования. В общем — чудо, а не материал.
На старте продаж мы прямо таки пошатнулись от количества вопросов о том, как изготовить форму из силикона. Именно поэтому данную статью мы решили посвятить этому вопросу. Способов изготовления формы существует великое множество — всё зависит от рельефа, вида и фактуры Вашего изделия. Однако сейчас мы рассмотрим самый простой способ изготовления формы — обычное литьё в опалубку. Расскажем, что нам для этого понадобится, и каким образом будет происходить технологический процесс работы для каждого из наших силиконов (оловянного и платинового). Данная статья рассчитана на новичков и людей, которые хотят ознакомиться с азами литья подобных материалов. Начнём!
Инструкция: Как сделать форму из силикона своими руками
Шаг первый. Изготовление (подбор) и обработка опалубки и размещение в ней мастер модели.
Для начала — что такое опалубка в литье? Классическая опалубка — это абсолютно любая герметичная ёмкость, одна из граней которой открыта. Эдакий контейнер.
Что такое мастер модель? Мастер модель — это непосредственно тот самый предмет который вы собираетесь копировать в будущем. Та самая модель, с которой мы собираемся снимать форму. Объект, который мы планируем заливать силиконом.
В качестве опалубки может служить что угодно. Однако, к этому «что угодно» должно быть несколько требований:
- В него должна помещаться Ваша мастер модель. Причем не просто помещаться — Обратите внимание, чтобы от мастер модели до боковых стенок опалубки было минимум 0,5 см. А лучше — больше. Учтите, что это расстояние — стенки нашей будущей формы. То же самое с высотой опалубки. Высота опалубки должна быть минимум на 1.5 см больше, чем высота мастер модели. Это расстояние — дно нашей будущей формы.
- Опалубка должна быть герметичной. Её углы и стыки не должны иметь зазоров или щелей. Это на первый взгляд кажется, что силикон при литье вязкий как мёд. На деле же — он затекает в абсолютно все отверстия и находит путь даже через самые маленькие щели.
Исходя из написанного выше, что же может служить для нас опалубкой, так сказать, если приводить живой наглядный пример? Однажды мы снимали форму с монетки, стилизованной под старину. Её размеры были совсем небольшие, буквально 2 см в диаметре и примерно 0,3 см в высоту. В качестве опалубки для неё послужил небольшой пластиковый стаканчик, у которого мы отрезали верхнюю часть. Как то раз в качестве опалубки под форму для мыла у нас послужил квадратный ланчбокс для бутербродов. Но чаще всего опалубку приходилось собирать своими руками из досок дсп. Если собираете опалубку из досок — не забывайте про пункт 2 в этом шаге. Также мы располагаем информацией, что некоторые мастера собирают опалубку для литья из детского конструктора.
После того как опалубка готова, мы размещаем в ней мастер модель. Поскольку силикон это материал вязкий, то при литье он запросто сдвинет мастер модель с места и форма будет испорчена. По этому мастер модель необходимо не просто разместить на дне опалубки в нужном месте, но и приклеить её к этому месту.
Как только наша незамысловатая конструкция «Опалубка + Мастер Модель» готова, её можно обработать разделительным составом. Это делается для того, чтобы будущая форма вышла из опалубки легко и безболезненно, нигде не залипнув. Конечно, силиконы Kremen Mold обладают шикарными антиадгезионными свойствами, однако если Вы хотите перестраховаться, то делать это нужно на этом этапе.
Шаг второй. Подготовка силикона к литью. Смешивание.
Данный шаг мы разобьём на две части. В одной опишем, как смешивать Kremen Mold на олове, в другой — как смешивать Kremen Mold Platinum на платине.
Kremen Mold – силикон на оловянной основе.
Kremen Mold поставляется в формате: Тара с силиконом + Тара с отвердителем. Данный материал уже готов к эксплуатации. Для начала нужно взять необходимое Вам количество силикона в отдельной таре и взвесить его на весах. Далее берём другую тару и выливаем в неё необходимое количество отвердителя. Для силиконов Kremen Mold это 2% от массы взятого силикона. Если у Вас есть такая возможность, в тару с отвердителем добавьте маленькую капельку специализированного красителя (например ПалИж на нашем сайте). Капля красителя обеспечит контраст и позволит Вам видеть степень промеса материала.
После того, как компоненты отобраны и выверены по весу, выливайте и смешивайте их в отдельной таре. Перемешивать материал необходимо от 3 до 5 минут. Также обращайте внимание на степень промеса по цвету, если вы добавляли пигмент в отвердитель. Перемешивание следует проводить на низких оборотах ручным инструментов или дрелью со специальной насадкой.
Kremen Mold Platinum — силикон на платиновой основе.
Kremen Mold Platinum поставляется в виде комплекта из двух одинаковых ёмкостей с компонентами силикона. Отверждение происходит после смешивания компонентов в пропорции 1 к 1. Т.е. Вам будет необходимо на весах отмерить нужное количество компонента А и взять такое же количество компонента Б, после чего перемешать их в отдельной таре. Заранее Вы можете добавить в один из компонентов пару капель красителя для того, чтобы визуально контролировать степень промеса. Смешивание компонентов производится в течение 3 — 5 минут. Перемешивание следует проводить на низких оборотах ручным инструментов или дрелью со специальной насадкой.

Шаг третий. Необязательный, но крайне рекомендуемый. Дегазация.
Тут ничего замысловатого нет — силикон рекомендуется дегазировать в вакуумной камере. И для этого Вам понадобится, неожиданно, вакуумная камера. Это недешёвое оборудование, однако, если Вы планируете заниматься литьём композитных материалов на постоянной основе, то приобретение этого инструмента для Вас просто необходимо. Сам процесс дегазации наших силиконов прост: Достаточно разогнать основные излишки, подняв силикон в камере 3 — 4 раза. После этого можно приступать к литью.
Шаг четвёртый. Заливка.
После того как все предыдущие пункты выполнены, самое время приступать к литью силикона в опалубку. Заливка происходит постепенно, медленно, тонкой струей и преимущественно в одну точку — самое глубокое место мастер модели. Делается это для того, чтобы при литье силикон распределялся постепенно, обволакивая стенки и рельеф, выталкивая своей массой воздух и заполняя всё пространство опалубки. После литья, оставьте форму примерно на сутки. Это то время, когда силикон наберёт свою окончательную твёрдость.

Шаг пятый. Отверждение и расформовка.
Спустя вышеописанный промежуток времени можно будет расформовывать — извлекать форму из опалубки. Готово! Теперь у Вас есть форма, которую можно использовать для литья изделий, полностью копирующих нашу мастер модель!
Литье пластика в силиконовые формы, мелкосерийное литье пластмасс на заказ
50+ материалов Собственное производство Экономия вашего времени и средств
Рассчитать стоимость литья
Есть 3D-модель?
Рассчитайте точную стоимость литья и оформите заказ онлайн
Загрузка модели
Файлы размером больше 50 МБ отправьте на просчет нам на zakaz@cubicprints.ru
Материалы для литья
Прозрачные полиуретаны
- Имитируют АБС, ПК (поликарбонат) и ПММА (акриловая смола)
- Устойчивы к ультрафиолету
- Выдерживают температуру
до 105 ºС - Доступно литье из пластиков
с толщинами до 5 мм, до 10 мм,
до 50 мм - Пластики отличаются уровнем прозрачности при разных толщинах
- Прозрачные полиуретаны поддаются колеровке, также возможно делать закладные и нарезать резьбу
Твердые полиуретаны
- Имитируют АБС пластик
- Стандартно льем детали из черного и белого пластика, возможно окрашивание в любой цвет по таблице RAL Classic
- Материалы отличаются по прочности и термостойкости
- Возможно литье из пластика с термостойкостью
до 130 ºС – характеристики - Отлитые изделия могут иметь матовую или глянцевую поверхность
- Возможно делать закладные и нарезать резьбу
Гибкие полиуретаны
- Сопоставимы с каучуком с различной твердостью по Шору А
- Стандартно используем три вида материала с твердостью:
30 А, 40 А и 60 А - Возможно литье из резиноподобного материала
с твердостью 80 А и 90 А - Стандартно льем черный полиуретан, возможно окрашивание по RAL Classic
- Отлитые изделия могут иметь матовую или глянцевую поверхность
- Возможно делать закладные
Примеры работ










Преимущества технологии
Выгодная цена
Силиконовая форма дешевле,
чем металлическая оснастка
/ пресс-форма
Быстрый результат
Силиконовая форма для литья
производится быстрее,
чем пресс-формы
Удобно для тиражирования
Небольшая партия отлитых изделий
поможет исследовать отклик или
провести сертификацию продукции
одновременно с производством
крупной партии
Этапы производства
1. Изготовление мастер-моделей
Прежде всего, требуется мастер-модель, которая послужит основой для снятия гибкой формы и отливки дальнейшей партии. Мастер-модель должна иметь качественную хорошо детализированную поверхность, поскольку является эталоном всей партии.
Для изготовления мастер-моделей мы, в основном, используем промышленные 3D-принтеры для печати из гладкого и детализированного фотополимера или слегка шероховатого и прочного полиамида.
3D-печать позволяет быстро создать мастер-модель, а на более ранней стадии проверить прототип на собираемость и внести необходимые корректировки перед печатью итоговой мастер-модели.
Современное оборудование и технологии 3Д печати дают возможность изготовить деталь практически любой сложности и размера, при этом очень большие модели возможно печатать по частям и склеивать. Также в качестве мастер-модели может использоваться оригинальная деталь, предоставленная заказчиком.
2. Подготовка мастер-модели к снятию силиконовых форм
На втором этапе происходит постобработка мастер-модели и доведение ее до состояния, которое подходит для снятия силиконовой формы, а также для придания внешней поверхности той фактуры, которая была согласована с заказчиком.
В частности, для получения гладкой поверхности даже фотополимерные образцы, отпечатанные с высоким разрешением и точностью, необходимо многократно полировать, чтобы довести до идеального вида.
3. Изготовление силиконовых форм
Далее следует снятие силиконовой формы для литья.
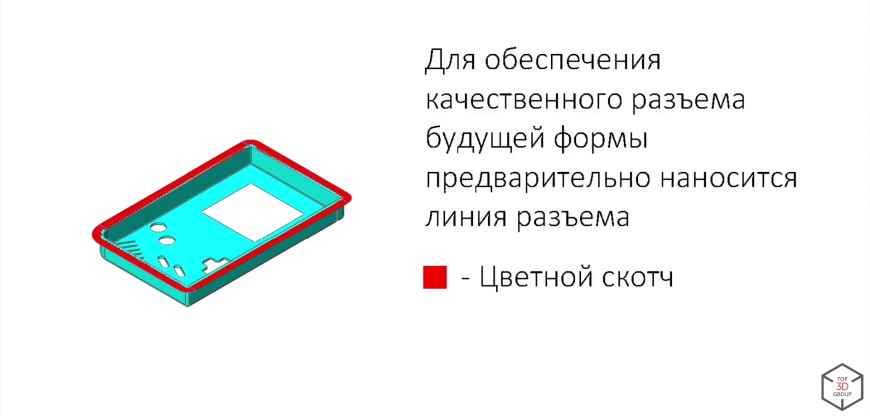
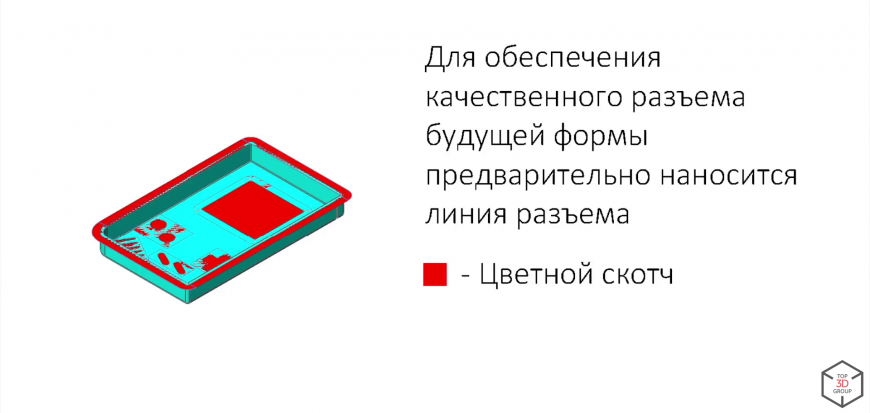
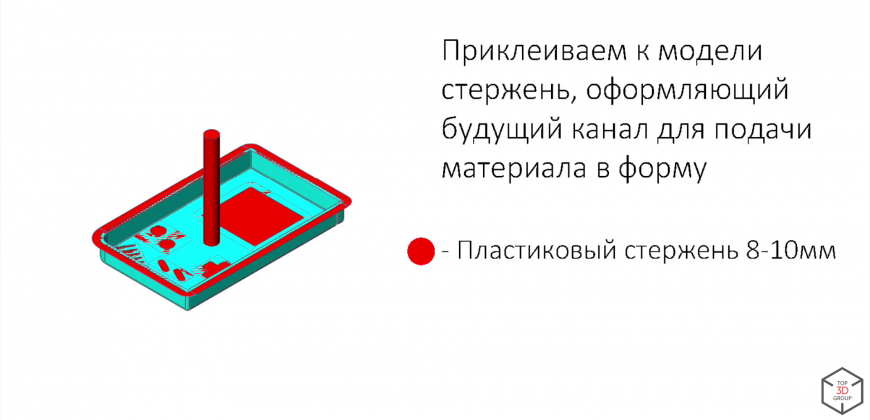
Мастер-модель помещается в опалубку, формируются литейные каналы, и происходит заливка жидкого силикона. Благодаря свойствам силикона, гибкая форма прекрасно передает размер, форму и фактуру поверхности изделий.
4. Мелкосерийное производство изделий литьем в силиконовые формы
Затем начинается производство партии изделий с помощью заливки в силиконовую форму полиуретанов разного типа и цвета. Цвет при этом возможно точно согласовать по таблице RAL.
Одну силиконовую форму можно использовать для отливки серии до 20 — 25 штук в зависимости от используемого типа полиуретана.
Цены и сроки
Стоимость и срок литья зависят от вида материала, габаритов изделия и объема партии. Чем больше тираж, тем меньше стоимость единицы.
Минимальная стоимость заказа — 10 000 рублей ,
срок производства от 5 дней .
Как рассчитать стоимость заказа?
Загрузите 3D-модель и получите автоматически расчет стоимости литья. Онлайн-расчет включает в себя все этапы производства от печати мастер-модели до готовой партии пластиковых или резиновых изделий.
Если у вас есть какой-то файл, который поможет нашим специалистам понять вашу задачу, прикрепите его к заявке:
Как сделать форму (молд) из силикона для эпоксидной смолы?

- Область применения силикона для заливки
- Силиконы для форм: виды и назначение
- Преимущества таких молдов
- Как сделать силиконовую форму?
- Готовим инструменты и материалы
- Главные правила заливки
- Алгоритм работы
- Завершающий этап
- Как сделать форму из силикона в форме сферы и полусферы?
- Поэтапная инструкция
- Рекомендации по обращению с силиконом для заливки
- Подведем итоги
Основа заливочных моделей для ювелирной эпоксидной смолы — силикон для заливки форм. Их называют “молды”. Путем отлива создают поделки, украшения и другие предметы под разные цели. А с гладкими стенками таких моделей можно практически отказаться от шлифовки получившегося изделия.
Молды есть в магазинах для творчества или в строительных гипермаркетах. Однако цена промышленных молдов часто отталкивает потенциальных покупателей. Да и линейка этих товаров достаточно узкая.
В статье рассказано о том, как сделать силиконовые молды для эпоксидной смолы самому. В публикации рассмотрены:
- Свойства жидкого силикона.
- Инструкция с фото и видео разъяснениями.
- Как делать литье эпоксидки? Меры предосторожности для безопасной работы.
Область применения силикона для заливки
Формы для литья получили много функций. Их используют:
- в работе с глиной, мастикой или гипсом;
- пищевой промышленности;
- в качестве инвентаря для производства мыла.
Такие молды делают из силикона, характеризующегося термостойкостью. Материал совершенно безопасен для здоровья. Поэтому формы можно использовать для приготовления выпечки в духовом шкафу.
Один маленький набор молдов стоит от трехсот рублей и выше. Многим кажется, что создать их нелегко. Но это не так, если знать точный алгоритм работы. Поэтому мастера, которые изготавливают статуэтки и украшения, делают заливочные формы сами. Часто это перерастает из простого хобби в прибыльный бизнес.
Старайтесь заготовить несколько разных заливочных моделей, чтобы не тратиться на покупку материала снова. Ведь после открытия упаковки (даже при правильном хранении) силикон для заливки форм остается пригодным в среднем не более месяца. Затем он засыхает. Это вынуждает тратить деньги на повторную покупку средства.
Силиконы для форм: виды и назначение
Силиконовые изделия можно применять в производстве и быту. Поэтому формы для заливки из силикона можно условно распределить на две категории: заводские и бытовые, то есть сделанные своими руками.
На производстве молды создают из силиконов промышленного назначения. Такие составы делят по действующему веществу в качестве катализатора:
- Олово. Из него получаются очень прочные, устойчивые молды. Имеют долгий срок службы. Сохраняют свойства даже под сильной нагрузкой. Отвердение наступает после добавления соединений олова. Их можно применять и дома.
- Платина. Молды из нее не усаживаются, ведь они прочные и выносливые. Сразу готовы к заливке. Силиконовые формы из платины делают бесцветными и невосприимчивыми к высоким t. Такие свойства значительно расширяют их назначение.
Для дома обычно выбирают составы с такими характеристиками:
- На основе силикона. Получают путем соединения паст и ускорителей реакции, которые нужны для застывания. На рынке продаются в форме упаковок с двумя компонентами. Полное застывание готовой смеси наступает в течение суток. Для домашней работы удобны тем, что не требуют серьезной подготовки — проявляют свойства при температуре от +18 до +25 ℃.
- Декоративные. При застывании молдам можно придать форму разных поверхностей — например, мелкую волну.
Из чего делать силиконовый молд для эпоксидной смолы — сугубо личное решение каждого. На полках строительных магазинов есть целая линейка эффективных товаров такого назначения. И выбор конкретного средства зависит только от ваших целей.
Единственное правило: не спешите хватать товар с полки. Сначала внимательно изучите его состав и свойства. Чтобы не купить подделку, требуйте у продавца сертификат качества. Проверяйте упаковку, она должна быть целой — без надрывов и других повреждений. Задавайте консультанту все интересующие вопросы.
Преимущества таких молдов
Традиционная основа для молдов – кремнийорганическое соединение (силикон). Чаще всего применяют жидкий двухкомпонентный силикон для заливки форм.
- Способность отвердения без уменьшения в размерах. Материал не надо будет прогревать, ведь он застынет даже при комнатной температуре.
- Часто встречается в пищевом типе, поэтому участвует в производстве формочек для запекания продуктов питания.
Часто встречаются смеси из гипса, смешанного с герметиком на основе силикона. Однако так лучше не экспериментировать, ведь качество молда будет в разы ниже. Поэтому мастера рекомендуют пользоваться двухкомпонентными силиконами. Ведь для литья дома работать с ними намного легче.
Как сделать силиконовую форму?
Литье из эпоксидной смолы — достаточно трудоемкая работа. И она невозможна без молда. Чтобы сделать заливку, подготовьте заливочную форму как минимум в одном экземпляре.
Для этого в статье есть пошаговая инструкция. Она содержит основные правила подготовки и алгоритм изготовления молда своими руками.
Готовим инструменты и материалы
Сначала подготовьте все нужные инструменты. Основной список инвентаря такой:
- Силикон для заливки форм. Рекомендуем выбирать силиконовый компаунд, который также известен как двухкомпонентный силикон (каучуковая смесь).
- Шприцы для правильного отмеривания катализатора. Нужен в той ситуации, если решено работать с однокомпонентным составом.
- Емкость и деревянная палочка для замешивания смеси.
- Весы для взвешивания материала.
Часть этих составляющих есть дома, все остальное – в строительных супермаркетах или магазинах для рукоделия. Рекомендуем удобно разложить инвентарь под рукой, чтобы не отвлекаться от основной работы.
Главные правила заливки
Прежде чем начать, советуем внимательно изучить несколько правил и требований. Сначала сделайте пробную попытку изготовления молда. Так вы сможете узнать, насколько эффективен купленный силикон для заливки форм. Если заметили, что материал липнет, то покройте стенки разделительным составом (например, воском).
В создании цветной формы применяйте красители для силикона. Массу перед заливкой поместите в вакуумную камеру, если она есть.
Решили заняться такой работой в холодный сезон? Тогда силикону нужно дать настояться в тепле на протяжении суток. Размешивайте материал с осторожностью, иначе есть вероятность образования пузырьков воздуха.
Позаботьтесь и о рабочих условиях. Температура в комнате не должна превышать 25 градусов. Если она будет выше этой отметки или ниже 18 градусов, то время превращения смеси в гель станет меняться даже при одинаковом количестве катализатора. Это снизит качество готового молда.
Подготовьте то изделие, форму которого нужно повторить. Его поверхность должна быть глянцевой, так как силикон повторит даже маленькие недостатки на поверхности предмета. Тогда они станут заметными и на отливке из эпоксидной смолы.
Алгоритм работы
На подготовленную твердую основу тонким и ровным слоем наносим пластилин. Вдавливаем в него деталь, которую собираемся копировать. Если она плоская, то нужно поместить ее в пластилин примерно на половину от границ молда. Объемным предметам нужен дополнительный слой материала.
Дальше проходимся по периметру детали. Прижимаем ее к пластилину, чтобы сделать четкую границу (зубочисткой или спичкой). Уверяемся в том, что пластилин примыкает к ней вплотную, иначе под него будет затекать заливочный силикон.
После подготовительных процедур формируем стенки для молда. Следите за тем, чтобы между стенками и деталями было расстояние примерно в семь миллиметров. Разравниваем все стыки. Делаем ряд углублений на дне емкости, чтобы избежать смещения половинок создаваемой формы.
Смешиваем жидкий силикон для заливки форм с катализатором по принципу в инструкции. Рекомендуем пользоваться кухонными весами, чтобы в точности рассчитать все пропорции. Затем заливаем полученную смесь в форму из пластилина. Делаем это медленно и плавно, чтобы не образовались пустоты.
Есть материалы для заливки форм, которые могут застыть уже в течение нескольких минут. Поэтому изучите описание купленного товара, чтобы не попасть впросак. После завершения всех операций форму надо убрать в спокойное место, чтобы силикон застыл.
Когда произойдет полное отвердевание, весь пластилин можно полностью убрать. Для этого удаляем сначала боковые участки, а после – нижние. В руках требуется держать половину формы, внутри которой будет скопированное изделие. Ставим форму на новый пластилин и снова выстраиваем по ее периметру стенки. Стык проклеиваем внимательно, чтобы он загерметизировался.
Покрываем восковым разделителем по инструкции производителя. К слову, это может быть обыкновенный вазелин или парафин. Силикон заливаем точно так, как для первой половинки. Ждем окончательного затвердевания и снимаем вторую форму.
Завершающий этап
Теперь перейдем к последнему шагу. Для этого убираем пластилин и разъединяем две части. Если разделитель не справился с задачей, то просто отрежьте их друг от друга и уберите деталь, которую копировали.
Силиконовые формы для эпоксидной смолы готовы. Когда творения окончательно застынут, их допустимо сразу использовать по прямому назначению.
Как сделать форму из силикона в форме сферы и полусферы?
Самые популярные виды молдов для эпоксидки – сферы и полусферы. Поэтому мастера часто склонны к изготовлению формы для эпоксидной смолы своими руками в таком воплощении.
Это немного проще, чем создание плоского или объемного молда. Следуйте пошаговому руководству, чтобы сделать сферический молд для заливки смолы правильно.
Поэтапная инструкция
Соединяя силиконовую массу и катализатор, надо тщательно вымешивать смесь, чтобы в ней не образовалось комочков. Затем берем обыкновенный пластиковый стакан и капаем на дно совсем немножко секундного полиуретанового клея. Кладем в клей несколько шариков из стекла так, чтобы они прилипли и не двигались.
Тончайшей струей наливаем силиконовый материал на изделия. Затем стучим дном стакана по твердой поверхности, чтобы удалить воздушные пузырьки. Когда они поднимутся наверх, аккуратно проткните их тонкой иголкой или зубочисткой.
Вдавливаем стеклянные шары в подготовленный материал примерно наполовину. Ждем, пока силикон для заливки форм полностью затвердеет. Обычно на это уходит около суток. Когда время подошло, достаньте шарики из силикона. Вытаскиваем форму из стаканчика и осторожно обрезаем. Пользоваться готовой отливкой можно сразу.
Рекомендации по обращению с силиконом для заливки
Перед тем, как залить форму из силикона, подготовьте рабочее место. Силиконовые молды – магнит для мусора и пыли. Поэтому за ними надо тщательно ухаживать и хранить только в закрытых коробочках.
Изделия нужно раскладывать в один слой, чтобы исключить риск деформации. Ведь силикон – материал, который легко поддается механическим повреждениям. Поэтому следите за тем, чтобы готовая форма не царапалась.

Перед тем, как заливать эпоксидную смолу, молд надо вымыть с мылом и просушить. Отливки удаляют из форм, поднося их под водную струю. Следуйте рекомендациям, и тогда вы сохраните молды в хорошем состоянии, чтобы использовать их еще не один раз.
Подведем итоги
иликоновые формы – это аксессуары, которые легко изготовить дома. Поэтому нет смысла покупать заводские молды. Просто в точности соблюдайте все основные правила и предписания инструкций, чтобы сделать молд своими руками.
Если остались вопросы, советуем посмотреть видео о том, как использовать силикон для заливки форм в домашних условиях:
В Москве рекомендуем покупать товар только известных марок. От качества материала зависит вид молда и сделанного в нем изделия.
Как сделать форму из силикона в домашних условиях?
 Силикон в XXI веке стал одним из главных материалов. Многие даже не подозревают, насколько часто с ним сталкиваются в обычной жизни. Силикон используют в циклах промышленного производства, в автомобиле строении, в космической индустрии, в строительстве, в медицине (из него делают контактные линзы и импланты), в косметологии (инъекции и уходовые средства), в электронике и кулинарии (силиконовые форм и прихватки есть, пожалуй, на каждой кухне). В этой статье рассмотрим основные свойства силикона, а так же я расскажу о том, как своими руками сделать силиконовые формы для разных нужд.
Силикон в XXI веке стал одним из главных материалов. Многие даже не подозревают, насколько часто с ним сталкиваются в обычной жизни. Силикон используют в циклах промышленного производства, в автомобиле строении, в космической индустрии, в строительстве, в медицине (из него делают контактные линзы и импланты), в косметологии (инъекции и уходовые средства), в электронике и кулинарии (силиконовые форм и прихватки есть, пожалуй, на каждой кухне). В этой статье рассмотрим основные свойства силикона, а так же я расскажу о том, как своими руками сделать силиконовые формы для разных нужд.
Силиконовые полимеры обладают большим количеством полезных свойств, которые и активно используются человеком в разных сферах. Основное его качество – инертность. Силикон на другие материалы не оказывает никакого действия, он просто создает тонкую пленку, через которую не проходит даже воздух.
Еще силикон пластичен, устойчив к деформациям, легкий, прочный, не имеет адгезии (не прилипает к другим поверхностям), не передает тепло и электричество, имеет минимальную усадку, просто в уходе, имеет длительный срок службы и препятствует размножению на своей поверхности бактерий. Все эти свойства и делают силикон универсальным материалов для большого количества работ в совершенно разных сферах.
- Общие сведения. Актуальность
- Как создать форму из силикона своими руками?
- Материалы
- Процесс создания формы из силикона
- Создание формы из силикона для декоративного камня
Общие сведения. Актуальность
В последнее время существенно вырос интерес к силикону, как основе для формирования форм для разнообразных целей:
- для формовки эпоксидной смолы и полиэфиров,
- для литья олова, парафина, бетона, штукатурки, гипса, жидких пластиков,
- создание формы для мыла, самозатвердевающей и полимерной глины,
- изготовление силиконовых приманок
- создание плитки и декоративного камня,
- создание форм для выпечки, льда, сладостей, приготовления желе и шоколада – в этом случае используется специальный пищевой силикон,
- изготовление предметов декора, статуэток.
- для изготовления форм для свечей,
- и так далее.
Как создать форму из силикона своими руками?
Сегодня можно найти большое количество силиконовых форм в продаже. От форм для выпечки, льда и мороженного в хозяйственных магазинах до форм под кирпич, камень и лепнину в строительных магазинах. Но иногда нужной формы просто не найти, тогда можно пойти более сложным путем – создать ее самостоятельно под свои задачи.
Материалы
- Жидкий двухкомпонентный силикон,
- Форма для литья силикона, она может быть промышленного производства, можно сделать на заказ из алюминия или сделать своими руками, например из гипса.
- Емкость для замешивания, лучше всего пройдут прозрачные емкости с мерными отметками. Но можно использовать и любые пластиковые емкости от бытовой химии и косметики, главное заранее определиться с тем, как будете регулировать уровень наполнения емкости.
- Палочки для перемешивания, например, китайские палочки для суши.
- Воронка. Формы для отливки обычно имеют небольшое отверстие для заливки силикона, поэтому воронка будет необходима, прежде всего, для удобства. Сделать ее можно самим из глянцевой бумаги, зафиксировав скотчем, чтобы она не распадалась в процессе.
- Перчатки. Можно использовать абсолютно любые, главное, чтобы было удобно.
- Обезжиривающее средство необходимо для очистки формы для заливки силикона, в противном случае на самой форме могут остаться вмятины от крупного мусора, а сам силикон может очень крепко пристать к самой форме. Использовать можно любой обезжириватель или спирт.
Дополнительно может пригодиться:
- Восковая смазка, которая продается в виде спрея там же где и силикон. Она необходима для обработки формы для литья силикона для более простого извлечения готовой детали. Но это не обязательный компонент.
- Вакуумная камера. Используется для удаления пузырьков воздуха из силикона. Опять же не обязательный компонент, особенно, если вы используете форму для личных целей, да и пузырьки воздуха появляются не так часто при литье.

Процесс создания формы из силикона
- Установка формы по уровню. Формы для отливки силикона необходимо устанавливать строго горизонтально, лучше для этого использовать строительный уровень.
- Определение необходимого объема силикона для конкретной формы. Для этого можно использовать простую воду. Выбранную форму для заливки заполняем водой, затем этот объем выливаем в мерный стаканчик. Это и будет необходимый объем силикона для конкретной формы. Ту же процедуру необходимо будет проделать со второй половинкой формы. Объемы могут различаться, все зависит от выбранной формы будущего изделия.
- Переносим метки в емкость для смешивания силикона. Если вы выбрали емкость для смешивания силикона с метками объема, то можете пропустить этот пункт. В остальных случаях необходимо перенести метки объема на поверхность емкости. Сначала заливаем меньший объем в емкость, помещаем туда сухую китайскую палочку (или любой другой предмет, на котором будет видно разделение границы воды и воздуха). Граница между сухой и мокрой частью и будет первой отметкой, которую нужно сделать на емкости. Затем делаем аналогичную процедуру с объемом воды из второй формы. У нас получилось две отметки, соответствующие необходимым объемам. Отметки, кстати, можно даже не переносить на сами емкости, а оставить на китайской палочке.
- Приготовление смеси из двух компонентов силикона, которые смешиваются в равных пропорциях. Компонент А заливается до первой отметки, а компонент В до второй. Затем крайне важно тщательно перемешать смесь в емкости, в противном случае реакции может пройти неравномерно, часть силикона останется в жидком состоянии, а сама форма может быть безнадежно испорчена. На все манипуляции у вас есть всего 15 минут, потом силикон станет твердым, и залить его в форму уже не получится.
- Заливка в форму. Заливать в форму необходимо медленно и в одну точку. Такой способ поможет избежать образования пузырей, так как силикон сам будет выгонять воздух их формы по мере своего распространения. К образованию пузырей может привести и перемешивание жидкости, и перемещение формы. После того, как форма будет почти заполнена силиконом, ее необходимо закрыть специальной крышкой с отверстиями, в одно из которых вставляется воронка для вливания остального силикона, а второе отверстие необходимо для того, чтобы выпускать воздух из формы.
ВАЖНО: крышки должны быть плотно прижатыми к форме, оптимально, если будут какие-то фиксаторы или зажимы.
После того, как обе формы будут заполнены силиконом и плотно закрыты крышками, на них необходимо поместить груз и оставить в таком виде на 24 часа.
- Выемка силиконовых форм осуществляется через сутки. Для этого необходимо плоским и тонким предметом аккуратно приподнять с краю крышку и медленно ее открыть. Если компоненты силикона были хорошо перемешаны, а сами формы до выемки силикона простояли более суток, то получившиеся изделие вынимается довольно легко. Если силикон был плохо перемешен, то часть его останется жидкой и хорошей формы уже не получится.
- Удаление излишек и устранение дефектов. В форме могут образоваться пустые воздушные полости, но они могут не влиять на конечный результат формы из силикона, например, если образуются с обратной стороны. Кроме того, между крышкой и самой формой есть небольшой зазор, куда так или иначе попадает силикон, образуя излишки. Силикон остается и в отверстиях для заливки, образуя наросты. Все это довольно легко и просто удается при помощи канцелярского ножа и ножниц.
Форма готова, теперь вы можете заливать ее любым материалом (воском, бетоном, гипсом, парафином и так далее) и получить нужное для вас изделие.
Создание формы из силикона для декоративного камня
Отдельно хочется рассказать о том, как можно существенно сэкономить на ремонте, если использовать силиконовые формы.
Когда у нас начался ремонт, то было принято решение использовать для части стен в коридоре, гостиной и кухне декоративный камень. Всего порядка 80 квадратных метров. Упаковка такого камня стоила порядка 300 рублей за 0,33 квадратного метра. На всю площадь потребовалось бы порядка 240 упаковок, а это чуть больше 70 000 рублей. Я подумал о том, что можно попробовать сделать плитку самостоятельно из гипса, на этот объем работ потребовалось бы порядка 1215 килограмм гипса, что обошлось бы мне в сумму около 9000 рублей. Собственно выгода очевидная.

Форму я решил делать из строительного силикона и картофельного крахмала, такой вот народный способ — 620 мл силикона на 500 гр крахмала. Для начала необходимо было снять копию плитки. Для этого я использовал контейнер под размер плитки, который собрал из алюминиевых уголков. Из силикона и картофельного крахмала замесил тесто, которое затем хорошо утрамбовал в контейнер с оригиналом плитки. Тут крайне важно было сделать это максимально плотно, а верхний слой сделать максимально ровным. Уже через часа четыре можно доставать заготовку будущей плитки из силикона из контейнера.
Материалы и стоимость изготовления формы:
- Силиконовый герметик универсальный 1 туба – 160 рублей,
- Картофельный крахмал 500 грамм – 40 рублей,
- Алюминиевые уголки – 230 рублей.
- Плитка гипсовая (для создания формы) – упаковка 300 рублей, штука 21 рубль.
Если вы сами делали формы из силикона, то интересно было бы почитать ваши лайфхаки в комментариях.
Как сделать формы из силиконового герметика в домашних условиях
Силикон – это пластичный, очень мягкий материал. Его применяют для получения форм. Это несложный процесс, кроме того, его легко изготовить самостоятельно. Сначала важно детально изучить инструкцию, как сделать форму из силиконового герметика в домашних условиях.
Где применяют самодельный полимер
Данный материал используется почти в каждой сфере жизни человека – для бытовых целей, в строительстве, производстве, медицине. Силикон заслужил популярность благодаря своим характеристикам, которые отсутствуют у аналогов. Вещество помогает снижать или наращивать процессы адгезии, добавлять предмету гидрофобность.
Вещество сохраняет свои основные свойства даже в экстремальных условиях – при высокой, низкой температуре, при сильной влажности. Следует отметить и такие качества материала:
- биоинертность;
- хорошая эластичность;
- длительное время эксплуатации;
- экологичность.
В промышленности жидкости, эмульсии на силиконе являются хорошими антиадгезионными смазками, которые применяются для пресс-форм большого размера, изготовления смазок, охлаждающих, амортизационных составов, герметиков. Большой популярностью пользуются силиконовые пеногасители.
Силикон применяется для создания втулок, прокладок, колец, манжетов, заглушек, а также других специальных деталей, которые можно применять при уровне температуры от минус 60 до плюс 200 градусов.
Еще несколько качеств, присущих составу – устойчивость к:
- радиации;
- морской воде;
- солнечными лучам;
- спирту;
- щелочам, кислотам;
- кипятку;
- минеральным маслам;
- электроразрядам.
Силиконы в большом ассортименте представлены в продаже, но некоторые мастера отдают предпочтение самостоятельному изготовлению. Это позволяет сократить расходы и проявить себя с творческой стороны.
Создание собственного силикона может происходить несколькими методами. Но получающееся вещество не идентично по свойствам покупному. Заводским образцам самодельные смеси уступают в качестве, а использоваться могут только в домашних условиях.
Как создать матрицу для отливки: несколько советов
Прежде чем приступать к созданию матрицы, потребуется подготовить контейнер для последующей работы. Сборная коробка упростит процесс вынимания детали. В контейнере не должно оставаться зазоров, потому что заливочный состав способен протечь.
Перед помещением состава в емкость ее покрывают разделителем – мыльным или жирным раствором. Если требуется матрица для вертикального изделия, сначала его крепят к дну емкости при помощи пластилина. Затем проводится заливка вещества вокруг. Материал нужно лить тонкой струей, пока он полностью не закроет фигуру. Затем контейнер герметично закрывается, требуется выждать так 15 минут. В итоге емкость разбирается, при этом силикон уже не должен липнуть к рукам.
 Создание матрицы
Создание матрицы
В состав вещества для заливки входят:
- отвердитель;
- силиконовая паста.
Такой состав дает возможность отливки любых форм. Но получается не совсем силикон, а нечто, напоминающее резину.
♂️Не менее важная информация по теме: Как сделать лепнину
Меры предосторожности
Важно правильно подходить к процессу создания формы. Требуется проводить все манипуляции в резиновых перчатках. Масса силикона является токсичным веществом, поэтому следует также подумать о том, где проводить работы. Желательно делать это в помещении с хорошей циркуляцией воздуха – оптимально на балконе, лоджии, на улице.
Необходимые материалы
Для самостоятельного приготовления силиконового состава потребуются:
- уайт-спирит;
- ложка, пипетка, стаканчик из пластика;
- краска акриловая;
- раствор глицерина;
- силиконовый герметик.
Все указанные ингредиенты соединяются в определенных пропорциях – их важно строго соблюдать:
- 30 г силикона;
- 150 г уайт-спирита;
- 1 капля красящего состава;
- 3 капли глицерина.
Процесс смешивания составляющих
При создании самодельного силикона процесс включает последовательные этапы:
- Герметик помещается в пластиковый стаканчик.
- К нему добавляется глицерин, краска. Если нет пипетки, можно воспользоваться соломкой.
- Добавляется уайт-спирит.
- Раствор перемешивается, пока не будет достигнута однородная структура.
- Остается приблизительно 5 часов до момента затвердения.
Отливаем форму
Перемешав указанные компоненты в правильном соотношении, получается интересный состав, который позволит отличать любые формы. Катализатор не даст смеси затвердеть слишком быстро.
Процесс копирования необходимой формы на силикон также проводится в несколько этапов:
- Взять емкость, в которой нет мелких дырочек и щелей.
- В контейнере разместить модель формы из гипса, пластика.
- Ящик с закрепленной моделью наполнить песком, чтобы рассчитать, сколько миллилитров силикона потребуется.
- Обработать модель раствором на основе мыла или маслом, только потом заливать силиконовую смесь.
- Заранее подготовить герметичную крышку для ящика.
- Подождать около 15 минут.
- Разобрать контейнер и проверить, чтобы материал перестал липнуть к рукам.
 Отливка
Отливка
Теперь благодаря наличию силиконовой формы можно сколько угодно повторять модель.
Использование герметика
Наиболее простой способ сделать форму – использовать герметик на основе силикона. Специалисты утверждают – это не самый лучший выбор, но иногда он незаменим. Из достоинств можно особенно выделить общедоступность герметика. Но важно отметить и недостатки:
- быстрая потеря формы;
- состав неудобно наносить по причине сильной липкости в чистом виде;
- длительное время высыхания;
- необходимость проработки только тонкими слоями, а перед каждым следующим ждать высыхания предшествующего – примерно сутки.
Процесс получения формы только на основе герметика затягивается на несколько дней. Для устранения липкости и упрощения нанесения вещество разводится с картофельным крахмалом. По консистенции такая смесь напоминает густое тесто, из которого намного проще сформировать необходимую модель.
Для изготовления любых форм требуется прочный каркас, чтобы в процессе заливки она не деформировалась. Герметик на основе акрила не актуален для указанной цели.
Заключение
Еще недавно совершенно неизвестный герметик на основе силикона оказался универсальной и очень интересной смесью, которая позволяет воплощать в жизнь интересные задумки. Созданные формы не подойдут для применения в кулинарии.
Мастер-класс: вакуумное литье пластмасс в силикон
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.

Для тех, кто не смог посетить Top 3D Expo, рассказываем о мелкосерийном производстве пластиковых деталей методом вакуумного литья в силикон, мастер-класс по которому был организован на конференции с помощью наших друзей из «Фолипласт».
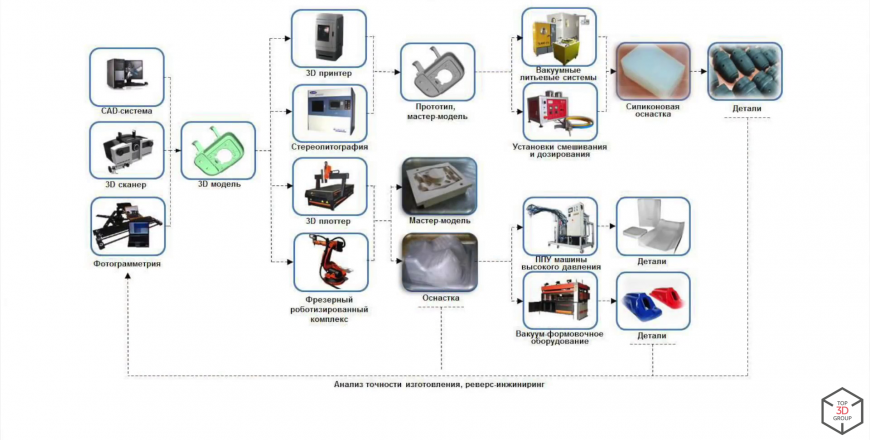
Сначала производится 3D-сканирование необходимой детали, далее — создается 3D-модель и, с помощью одного из методов 3D-печати, изготавливается прототип/мастер-модель, на основании которой уже можно получить, с помощью вакуумно-литьевых систем и силиконовой оснастки, партию готовых полиуретановых деталей.
Назначение технологии вакуумного литья

На текущий момент серийность всех изделий по России снижается и находится в области мелких/средних серий. Таким образом, технология вакуумного литья стала востребована для производства таких серий.
Преимущества вакуумного литья

Главное преимущество — очень короткие сроки изготовления, после создания 3D-модели, и использование материалов с различными свойствами, в том числе и двухкомпонентных полиуретанов, которые имитируют основные пластмассы и резину. При этом изделия не имеют внешних отличий и полностью соответствуют изделиям изготовленным на традиционном термопластавтомате (ТПА) из классичего материала, и подойдут для отработки технологии. Фактура поверхности зависит от технологии 3D-печати прототипа. Соответственно, если вы хотите получить качество как после ТПА, то необходима доводка прототипа. В большинстве случаев это ручной труд и для его сокращения мы используем технологию стереолитографии в 3D-печати прототипов.
Оборудование
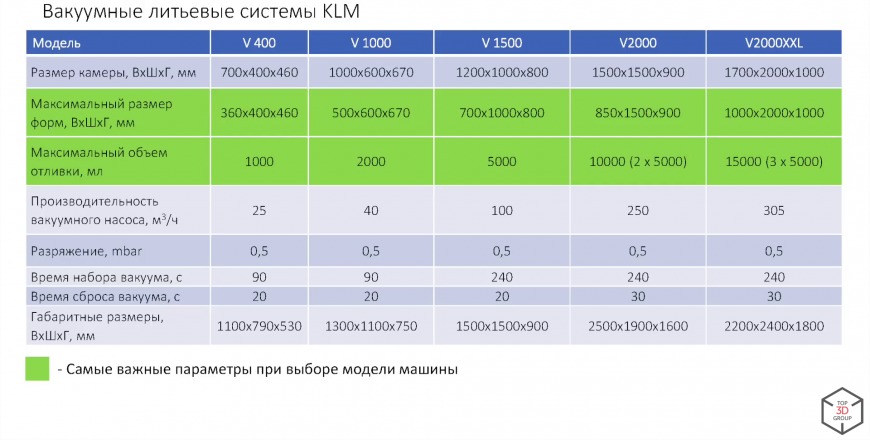
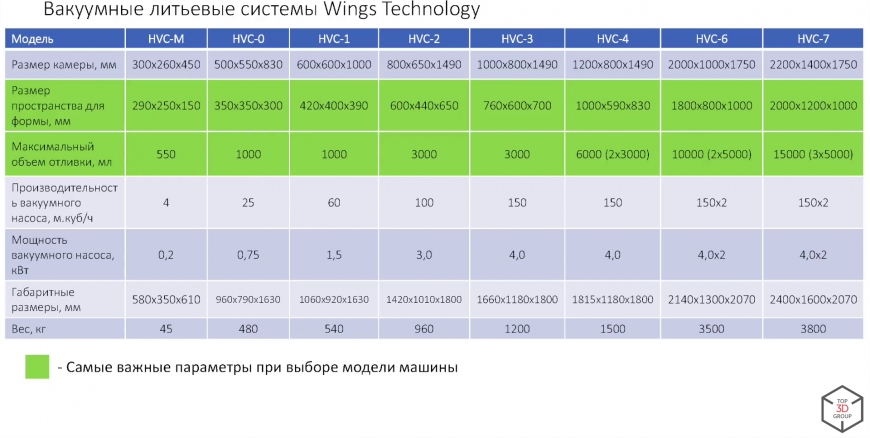
Мы сосредоточились на двух производителях вакуумных литьевых систем — это немецкая компания KLM и китайская компания WINGS TECHNOLOGY. В таблице выделены зеленым цветом самые основные/важные параметры, на которые следует обратить внимание при подборе оборудования.
Вакуумные литьевые системы KLM, Германия


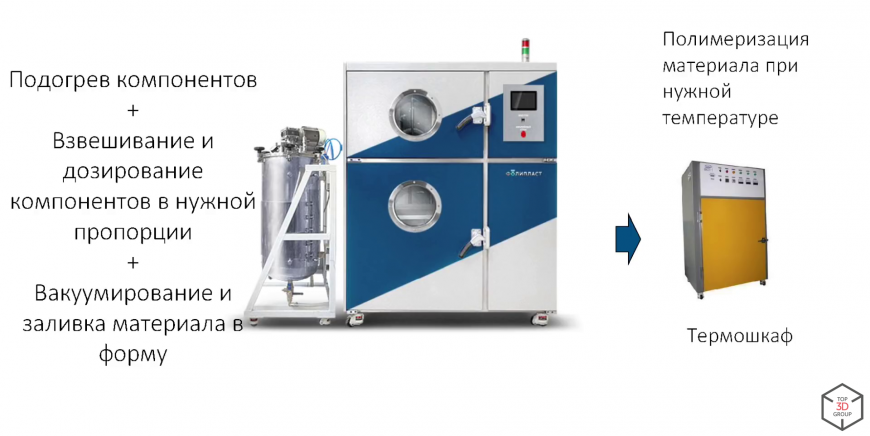
Вспомогательное оборудование
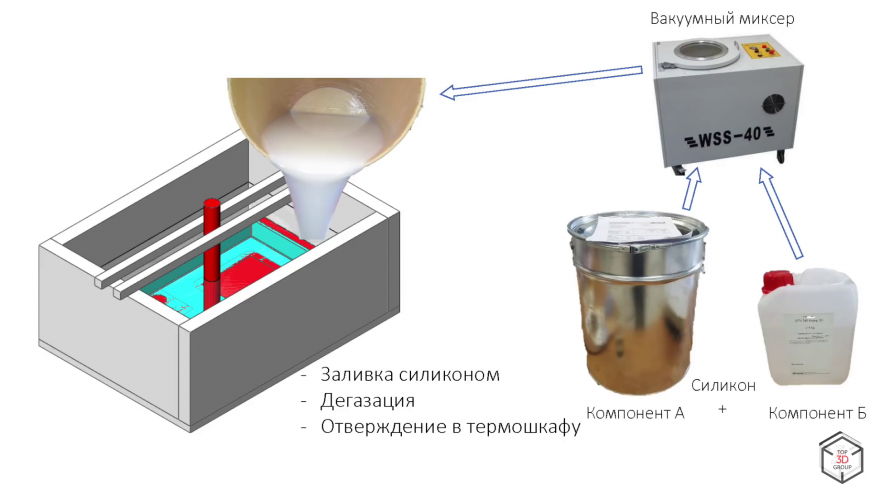
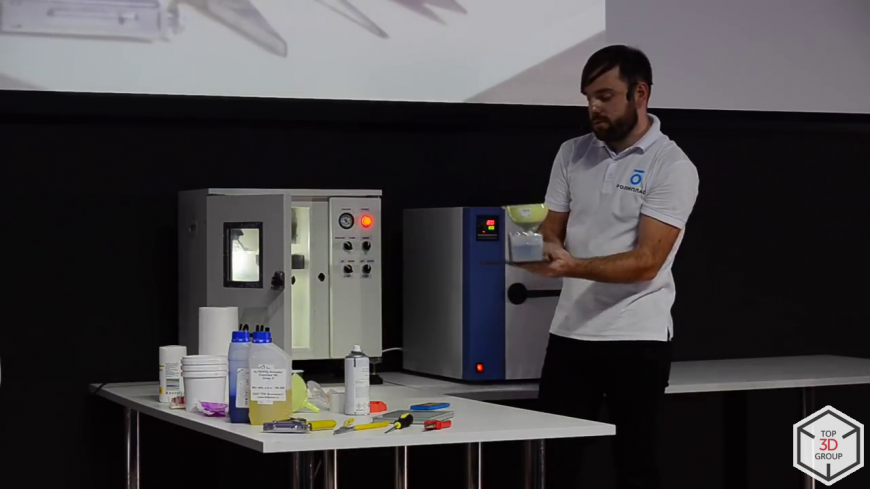
При изготовлении силиконовых форм и литье в них используется вспомогательное оборудование — термошкаф (нагревание материалов до 40 градусов перед заливкой, полимеризация при 60/70/80 градусах), вакуумный миксер (для изготовления силиконовой оснастки — одновременное вакуумирование и перемешивание силикона, удаление пузырьков воздуха из силикона), дозатор силикона (автоматическая дозировка и подача силикона).


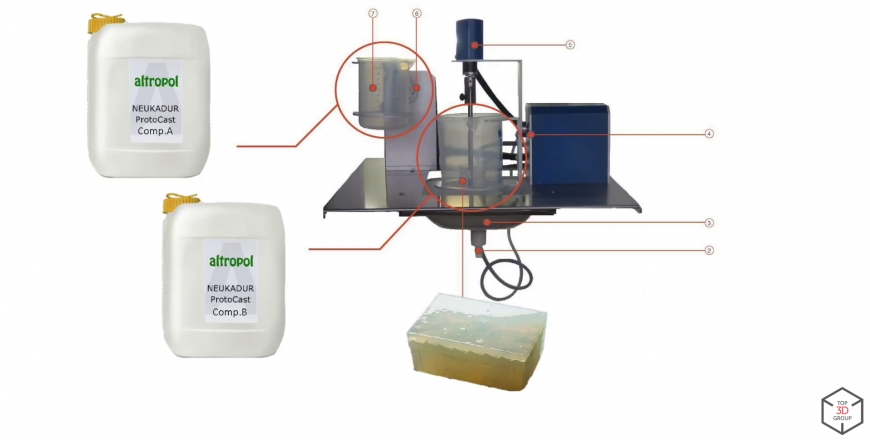
Вакуумно-литьевая машина изнутри
Машина состоит из следующих основных элементов:
1. Вакуумный шкаф. Конструкция из нержавеющей стали, выкачивает воздух из рабочей камеры.

2. Литьевая система, состоящая из двух чашек, А и Б, каждая для своего компонента, а также системы подачи и смешивания.
Устройство литьевой системы:
Технология вакуумного литья состоит из следующих основных этапов:
1. Мастер-модель, подготовка:
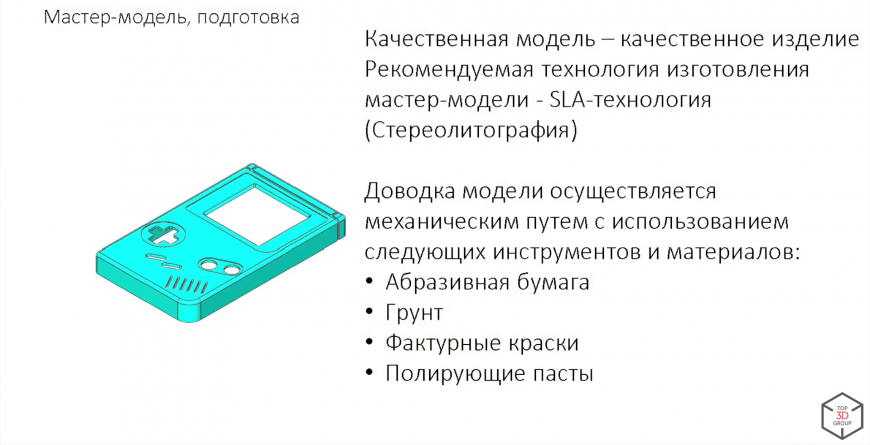
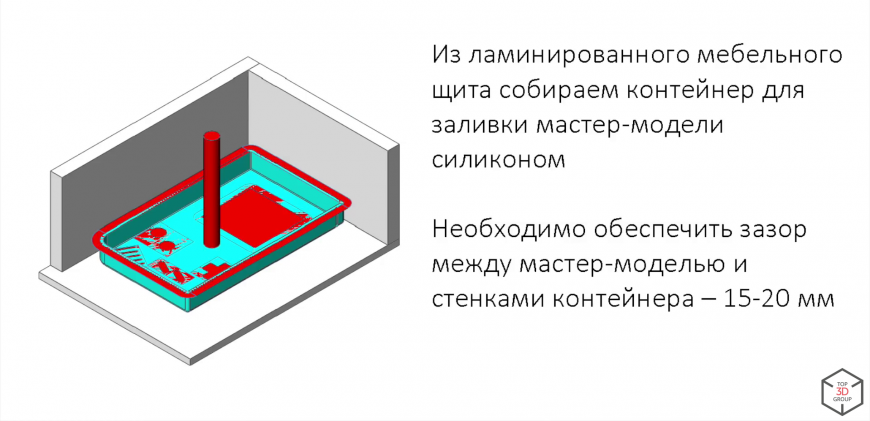

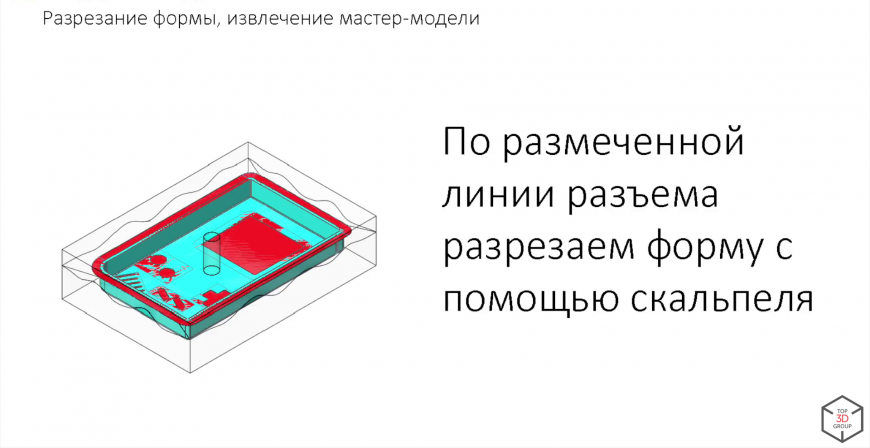


Необходимо использовать вакуумирование для извлечения влаги из компонентов, иначе полиуретан может начать кипеть. Используются практически безусадочные компоненты мы можем получить 14 квалитет точности на изделиях. Пока ни один из видов 3D-печати не может предложить такое качество изделий из пластмассы, как вакуумное литье при мелком или серийном выпуске. Начиная от 3-5 изделий, экономически более выгодно использовать вакуумное литье вместо 3D-печати.
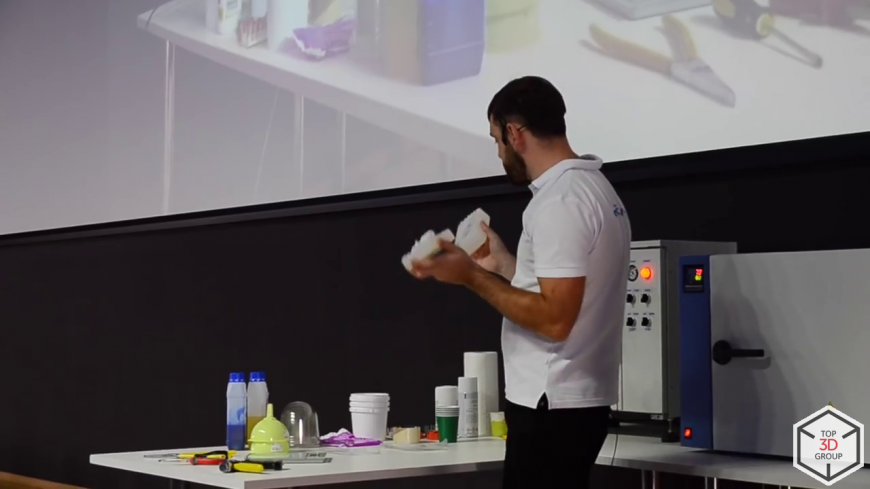
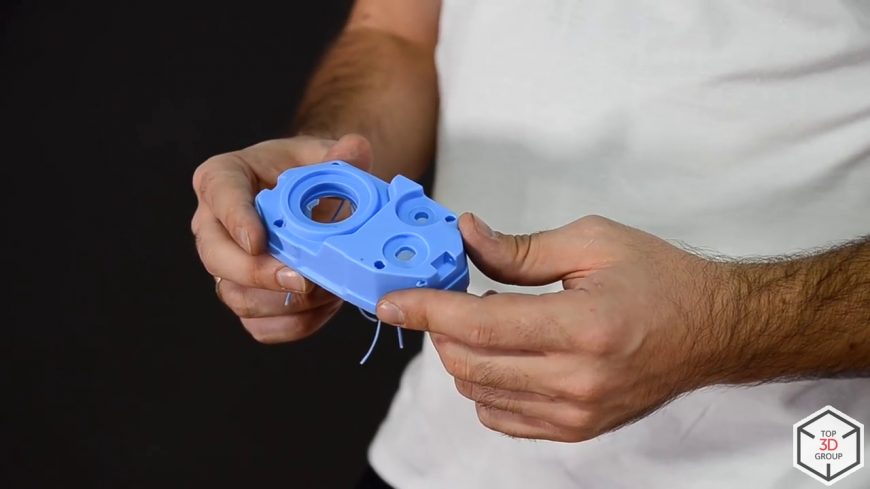
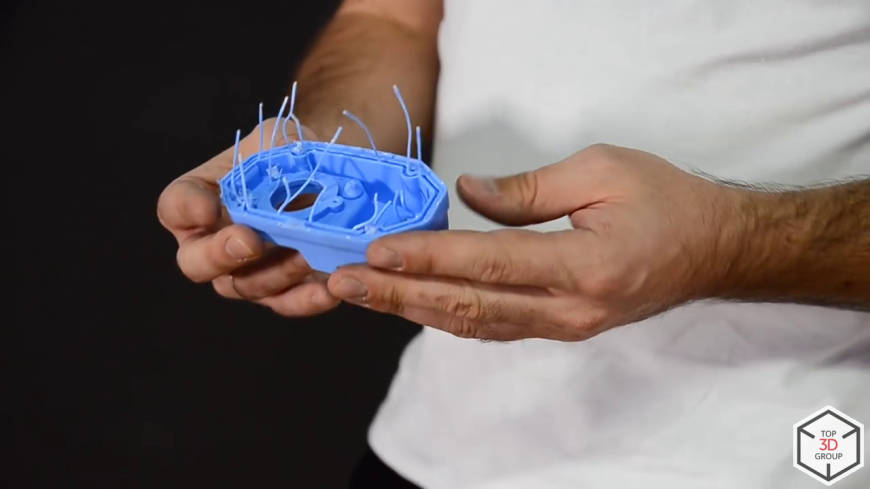
Демонстрация технологии
Демонстрируем изготовление изделия на компактной машине HVC-M.
В термопечи разогреваем силиконовую форму.









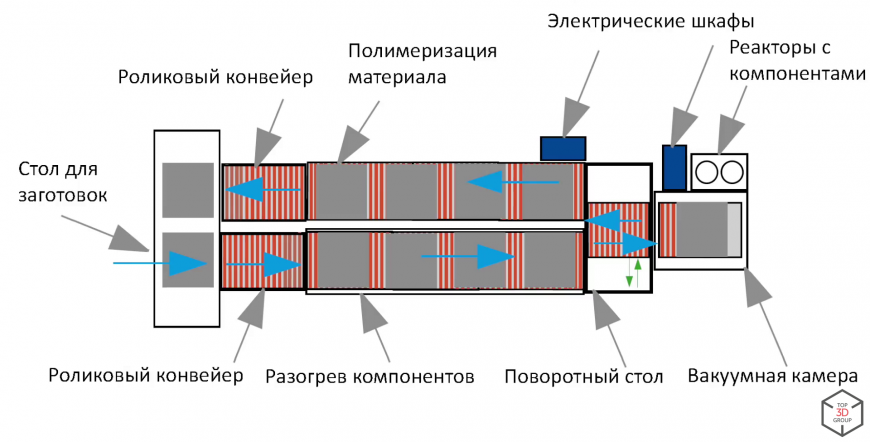
Различия между классическим и автоматизированным вакуумным литьем
Классическая схема вакуумного литья

На текущий момент широко используется автоматизированная схема вакуумного литья. Дозировка, подача, подготовка, вакуумирование смеси и заливка в форму происходят в автоматическом режиме, в одном узле. Такая схема позволяет в разы сократить цикл заливки, то есть — 4 минуты в автоматическом варианте, против 12 минут в классическом. Весь процесс сокращается, примерно, в 1,6 раза.
Автоматизированные литьевые машины:


Вакуумное литье пластика в силикон — оптимальный способ производства малых и средних партий изделий, твердо занимающий свои позиции между 3D-печатным прототипированием и фабричным серийным производством и обеспечивающий разумную стоимость изделий при сохранении высокого качества.
Заказать штучное и малосерийное вакуумное литье пластика в силикон, а также приобрести оборудование и материалыдля него можно в Top 3D Shop — подберем оптимальный вариант под любые задачи.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.

