Что такое катанка в металле?
Катанка: что это такое, особенности использования
 Все мы знаем, что такое проволока и специальный пруток, но есть и нечто среднее между такими металлопрокатами — это катанка. Сегодня стоит более подробно рассмотреть все характеристики этого изделия, уделить большее внимание его производству, области эксплуатации и особым техническим показателям.
Все мы знаем, что такое проволока и специальный пруток, но есть и нечто среднее между такими металлопрокатами — это катанка. Сегодня стоит более подробно рассмотреть все характеристики этого изделия, уделить большее внимание его производству, области эксплуатации и особым техническим показателям.
- Где можно встретить проволоку-катанку?
- По какому принципу может происходить процесс классификации?
- Как происходит процесс создания в цеху?
- Что может сказать ГОСТ о производстве катанки?
- Как такой тип проколки доставляется до клиентов?
- Свойства катанки из проволки
Где можно встретить проволоку-катанку?
 Это горячекатаная проводка, которая обладает круглым типом сечения, применяется она главным образом в строительстве для армирования железобетона. Такой процесс металлопроката нашёл своё отражение в художественной ковке. Если подвергнуть конструкцию различному воздействию механики, то специалисты способны получить более ажурные, нежные, и привлекательные изделия, которые в будущем можно будет использовать для украшения своих ворот, фасада на зданиях, а также использовать в современном интерьере в качестве особого декора.
Это горячекатаная проводка, которая обладает круглым типом сечения, применяется она главным образом в строительстве для армирования железобетона. Такой процесс металлопроката нашёл своё отражение в художественной ковке. Если подвергнуть конструкцию различному воздействию механики, то специалисты способны получить более ажурные, нежные, и привлекательные изделия, которые в будущем можно будет использовать для украшения своих ворот, фасада на зданиях, а также использовать в современном интерьере в качестве особого декора.- Но на таких областях использование такого изделия далеко не заканчивается. Катанка станет хорошим залогом для процесса заготовки во время производства специальных сварочных тросов, электродов, канатов, а также телеграфных проводов. Из неё можно создавать более тонкую по типу проколку, которая в скором времени будет качественно применяться в процессе снабжения электроэнергией, а также при строительстве.
- Сфера применения такого изделия будет главным образом зависеть от материала, из которого он был произведён. Таким материалом может быть мягкие по типу металлы, такие как медь, алюминий, а также довольно прочная сталь. Медный прокат при помощи качественного процесса электропроводимости широко применяется в телекоммуникационных, автомобильных и электротехнических промышленностях.
Также к его основным плюсам стоит относить высокий показатель прочности на излом. Из стального типа заготовок можно создавать особые гвозди, болты, сетки, винты и остальные элементы для осуществления скрепления. Алюминиевый тип катанки будет выступать хорошим сырьём во время осуществления создания сварочных электродов. Также её могут использовать для процессов раскисления стали. Но в любом случае катанка обязана отличаться от других разновидностей проволки своей повышенной гибкостью, но при этом она может очень быстро повредиться под воздействием механических сил.
По какому принципу может происходить процесс классификации?
 Более подробно с подробностями такого устройства можно ознакомиться в ГОСТе 30136−94. Но в этом пункте мы должны более сильно уделить внимание виду проката.
Более подробно с подробностями такого устройства можно ознакомиться в ГОСТе 30136−94. Но в этом пункте мы должны более сильно уделить внимание виду проката.
В большинстве случаев такой тип проводки используется при изготовлении отечественной продукции, к примеру, тот же канат обязан быть довольно крепким и выдерживать сильные нагрузки, именно по этой причине к его качеству стоит предъявлять повышенные требования.
При всём этом арматура катанки может обладать сразу целым рядом дефектов, которые недопустимы для выпуска на производство и изготовления материала, из которого в дальнейшем будет создан трос.
В большинстве случае катанка производится как повышенной, так и обычной прочности. Также на особенности её характеристики и показатели значительное влияние может оказать и способ охлаждения устройства. Если же устройство было подвергнуто естественному процессу охлаждения на воздухе, то это будет значить то, что оно ВО, материал, который прошёл процесс одно— либо двухстадийного ускоренного охлаждения, при этом ему ставятся маркировки УО1, либо УО2 в соответствии с методом обработки устройства.
В первом случае сплав такого оборудования будет содержать в себе легирующие добавки, которые могут в значительной степени повлиять на его характеристики. Оцинкованная катанка обладает особым слоем защиты. Её использование в большинстве случаев будет сводиться к изготовлению различного типа заземляющих устройств.
В маркировке устройства также можно встретить другие обозначения. Если из стального металлопроката изготавливается простая проволка, то маркировка выглядит в виде символа П. А в тот момент, когда производится специальный материал для создания в будущем ограждений, пружин или же применяемый в виде арматуры, то следует особо внимательно проследить за тем, чтобы такой прокат был обозначен буквой С. Если же вы случайно увидели символику М, то это будет значить лишь одно, что катанка была произведена с использованием мягких материалов.
Как происходит процесс создания в цеху?
 Сейчас мы должны более подробно рассмотреть особенности производства такой катанки. Специальные изготовки металла, которые обладают особой кубической формой, которые называются блюмы, поступают в специальные цеха. После, из них начинают создаваться небольшие типы заготовок. Происходит их рубка на более мелкие отрезки. Только после такого процесса главные заготовки пойдут на прокатной станок, где их будут пропускать через вертикальные, а также специальные горизонтальные валы.
Сейчас мы должны более подробно рассмотреть особенности производства такой катанки. Специальные изготовки металла, которые обладают особой кубической формой, которые называются блюмы, поступают в специальные цеха. После, из них начинают создаваться небольшие типы заготовок. Происходит их рубка на более мелкие отрезки. Только после такого процесса главные заготовки пойдут на прокатной станок, где их будут пропускать через вертикальные, а также специальные горизонтальные валы.
В конечном счёте металл будет сильно обжиматься со всех возможных сторон и приобретёт нужную для него форму. Нужно отметить то, что во время волочения такого изделия, оно начнёт сильно нагреваться, поэтому такой процесс производства именуется горячим. После, готовая проволока нужного диаметра будет отправлена на специализированный мотальный станок, который накрутит её специальными кольцами.
Охлаждение может быть естественным или же ускоренным. В первом случае изделие будет остывать в условиях воздуха, а во втором — готовый продукт можно будет поместить внутрь специализированного бункера-вентилятора.
В некоторых случаях такая катанка может быть подвержена процессу цинкования. Такой дополнительный процесс поможет созданию необходимых и нужных нам свойств у поверхности. Металл, который заранее покрыт слоем для защиты, не боится воздействия и распространения ржавчины. Обладает особенным блеском, его не нужно красить в другой цвет и прочее.
В качестве материала в большинстве случаев применяют сталь простого качества всех степеней окисления (ГОСТ 380). В это время массовое число доли углерода внутри стали марки СтО не должно быть больше параметра в 0, 2 процента.
Если же общее количество элемента меньше 0,12 процентов, то в маркировке изделия будет находиться буква М. А вот количество вещества кремния может быть в такой проволке и меньше 0,005 процентов, но лишь в том случае, что катанка не будет терять все свои положительные свойства и особенности. Массовая для вредных примесей в изделии, таких веществ, как фосфор и сера, не будет больше параметра в 0,04 процента либо 0,035 процентов соответственно.
Готовое изделие смывается в специальные бухты с общим весом равным 160 килограмм. В большинстве случаев включают в свой состав лишь один отрезок. Но может происходить и формирование целых мотков, которые будут состоять из двух отрезков, в это время их общая масса не должна быть выше отметки в 10% от веса всей партии.
Такое исключение представляет из себя катанка, которая создана на линейных станках, в таком случае, общая масса может доходить до отметки в 50 килограмм. По требованию от заказчика производитель такого изделия должен гарантировать свариваемость и показатель качества получаемого изделия. Маркировка при этом должна быть произведена, следуя всем правилам и указаниям ГОСТа 7566. В случае когда моток состоит сразу из нескольких отрезков, то, соответственно, и маркировочных ярлыков должно быть также в количестве двух.
Что может сказать ГОСТ о производстве катанки?
 Выпускаемая катанка с диаметром, который варьируется от 5 до 9 миллиметров, но по требованиям клиентов можно и увеличивать такой показатель. Размеры, а также предельные отклонения в этом изделии должны соответствовать правилам ГОСТа 2590. Общая овальность в этом случае не должна превышать отметку 50 процентов от суммы предельных отклонений. К качеству полученной конструкции предъявляются довольно строгие требования и нормы, неважно создано ли это изделие для станка либо для дальнейшего изготовления канатов и метизов.
Выпускаемая катанка с диаметром, который варьируется от 5 до 9 миллиметров, но по требованиям клиентов можно и увеличивать такой показатель. Размеры, а также предельные отклонения в этом изделии должны соответствовать правилам ГОСТа 2590. Общая овальность в этом случае не должна превышать отметку 50 процентов от суммы предельных отклонений. К качеству полученной конструкции предъявляются довольно строгие требования и нормы, неважно создано ли это изделие для станка либо для дальнейшего изготовления канатов и метизов.
Недопустимым в этом случае будет наличие на изделии особых прокатных пен, загрязнений, а также производственных вмятин. Также к числу отбраковок будет относиться катанка с наличием раскатанных пузырей, рябизной, рисками и отдельными пленами, которые отрицательно сказываются на общем диаметре изделия.
Общая масса допустимая для такого прибора будет зависеть от вида охлаждения. Для одностадийного охлаждения нормальным показателем станет отметка 18 кг/т, а двухстадийного — 10 кг/т.
Если процесс остывания у такого изделия был произведён естественным путём, то такой показатель учитываться не будет. В ГОСТе также есть внесения об относительном сужении поперечного сечения, а также временном показателе сопротивления.
Проволку катанку стоит подвергнуть различным формам испытания. Она должна обладать высоким показателем эластичности, а также выдерживать изгиб в 180 градусов вокруг простой оправки, которая обладает аналогичным диаметром. Также происходит процесс изучениями кроструктур в изделии, при наличии общих троостоматеситных и мартенситных участков его выбраковывают.
Кроме этого, по требованиям от заказчика можно легко определить и величину зёрна в феррите. Допустимые нормы будут составляться совместно с потребителем и самим производителем продукта. Также с целью определения особых свойств продукции можно проводить процесс статического контроля. Более подробно стоит ознакомиться с требованиями, которые предъявляются к такому металлопрокату, изучив при этом ГОСТ 30136–95 .
Катанка стальная

Общее описание катанки
Катанка представляет собой разновидность горячекатаной металлопродукции, которая предназначена, для дальнейшего получения проволоки. Благодаря невысокой стоимости, она, также широко используются для бытовых и строительных целей. Часто, стальной катанкой называют проволоку, полученную волочением, но это неверный подход, поскольку два указанных вида продукции отличаются не только по размерам, но и по химическим и механическим характеристикам.
Сортамент и технические требования

Хранение катанки в бухтах на открытой площадке
В конструктивном плане катанка представляет собой пруток круглого сечения с диаметром от 5 до 9 мм. В ГОСТ 30136 указаны 8 основных типоразмеров (Ø5 мм, Ø5,5 мм, Ø6 мм, Ø6,3 мм, Ø 6,5 мм, Ø7 мм, Ø8 мм, Ø9 мм), однако указано, что катанка может производиться и большего диаметра.
Этот вид продукции подразделяется по классу точности на катанку повышенной (Б) и обычной (В) точности. От этой классификации зависят допустимые отклонения по диаметру. Кроме того, к прокату предъявляются требования по овальности (50% от суммы предельных отклонений по диаметру) и испытанию на изгиб. В последнем случае катанку оборачивают на 180° вокруг оправки того же диаметра.
Это вид продукции поставляется в мотках массой от 0,16 до 5 т, скрученных из одного куска катанки, свернутого ровными витками, чтобы в процессе производства проволоки не было обрывов.
Марки стали
Основная доля катанки производится из кипящих, спокойных и полуспокойных сталей обыкновенного качества от Ст1 и до Ст3. Также для изготовления этого вида металлопроката стандарт допускает использовать марку Ст0 с низким содержанием углерода. По сути, эта марка считается браком, который можно применять для неответственных задач, поэтому катанка такого типа дополнительно маркируется литерой «М». Требования к химанализу этих марок указаны в ГОСТ 380.
Механические свойства катанки также зависят от типа охлаждения. Ее могут охлаждать водой в две (маркировка УО2) и в одну стадию (УО1), а также на воздухе (ВО). При этом для разных марок стали и способов охлаждения регламентируются показатели временного сопротивления и относительного сужения.
| Марка стали | Временное сопротивление | Относительное сужение поперечного сечения после разрыва | ||
| УО1, ВО | УО2 | УО1 | УО2 | |
| Ст0 с массовой долей углерода до 0,12% | 420 (43) | 470 (48) | 68 | 66 |
| Ст0 с массовой долей углерода свыше 0,12% | — | — | 60 | 58 |
| Ст1кп, Ст1пс, Ст1сп | 420 (43) | 470 (48) | 68 | 66 |
| Ст2кп, Ст2пс, Ст2сп | 420 (43) | 470 (48) | 60 | 60 |
| Ст3кп, Ст3пс, Ст3сп | 490 (50) | 540 (55) | 60 | 60 |
Технология производства
Катанка производится на мелкосортных станах из непрерывнолитой сортовой заготовки или катаной стали квадратного сечения. В ходе технологического процесса квадрат многократно деформируется в калибрах прокатных клетей, приобретая круглую форму и требуемый размер. Следует отметить, что основной технологической задачей прокатчиков считается получение катанки минимально возможного диаметра, поскольку от этого зависит экономическая выгода при производстве конечной продукции – проволоки. Также для стабильности процесса волочения (протягивание катанки через круглую форму меньшего диаметра) требуется соблюдать точность геометрии.
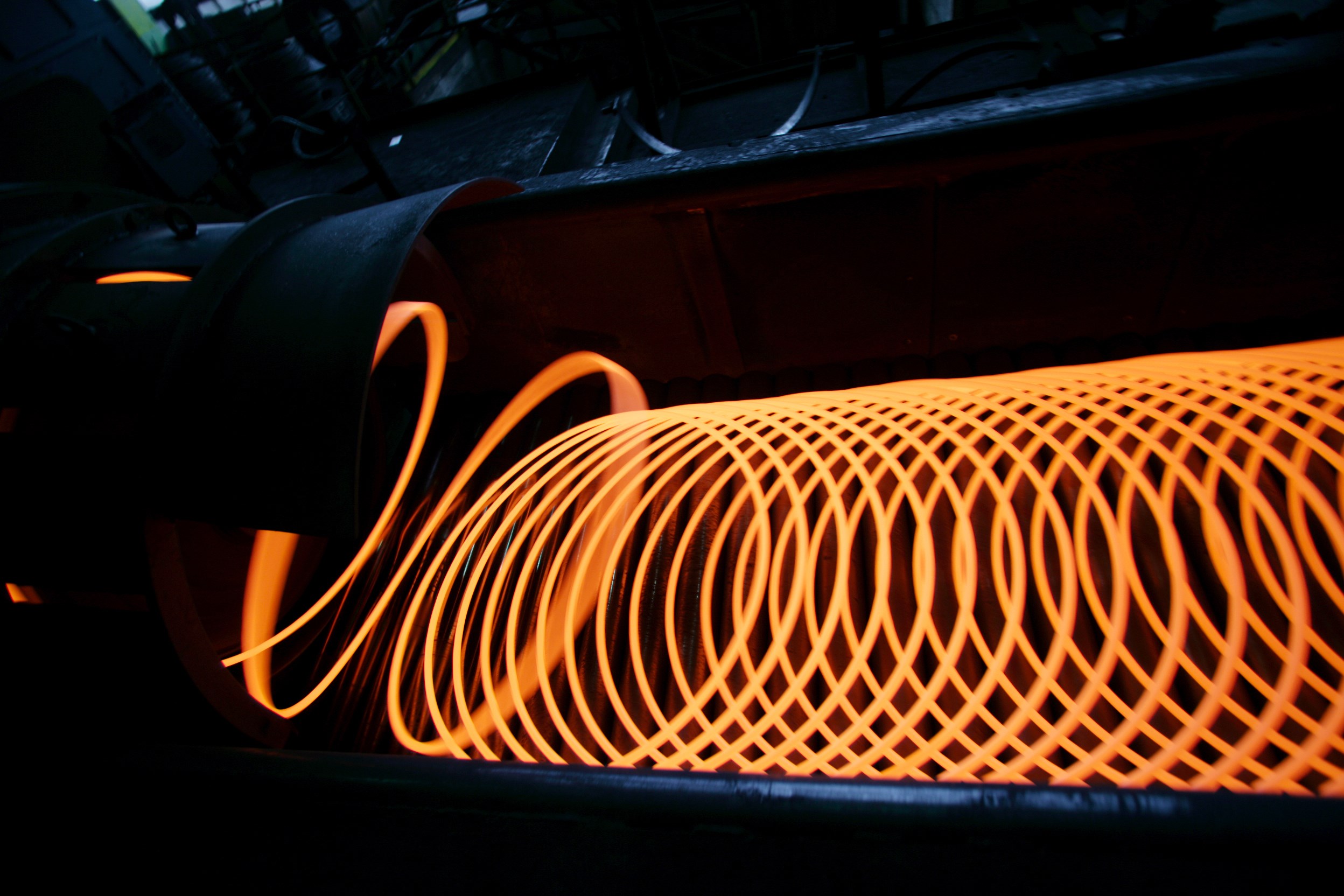
Процесс начинается с нагрева заготовки в методической печи до температур, при которых сталь приобретает повышенную пластичность (1150-1250°С в зависимости от марки). При этом металл нагревается до желто-белого цвета, поэтому прокатка называется «горячей».
Нагретая заготовка подается в группу черновых клетей и промежуточных клетей, в которой из квадрата большого сечения получают круглую катанку. Это происходит благодаря сдавливанию и самопротягиванию заготовки через вращающиеся друг навстречу другу валки. В них выполнены кольцевые проточки, которые образуют полость (калибр), площадь которой меньше, чем упоперечного сечения исходного прутка. Таким образом металл сжимается, меняет форму и удлиняется. Окончательная доводка по размерам производится в группе чистовых клетей. На последнем этапе металл охлаждается.
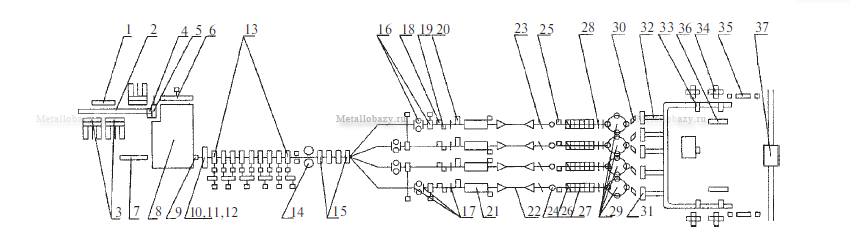
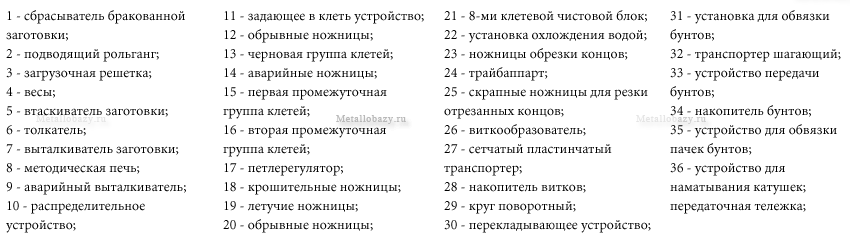
Схема производственной линии на заводе Северсталь
Наиболее прогрессивной считается двухступенчатая система охлаждения, при которой катанка проходит через трубы с водой, теряя сот ни градусов в секунду, а потом медленно движется через камеры воздушного охлаждения. При этом успешно решается задача получения требуемой микроструктуры металла. Охлажденная катанка сматывается в мотки, упаковывается и передается на склад.
В России выпускают катанку около десятка производителей. Вот некоторые из них:
Более подробный список производителей стальной катанки на данной странице.
Применение

Процесс изготовления сварной сетки из катанки
Как уже было сказано, основной целью производства катанки является удешевление производства проволоки, которую из нее изготавливают. Но этот вид металлопродукции находит применение и для других целей. Катанку часто используют для армирования бетонных конструкций неответственного назначения, например, при заливке тонкой стяжки или ленты.
Сварная сетка изготовленная из катанки
Используют катанку и для работ общего назначения: при обустройстве ограждений, закрепления грузов, монтажа молниеотводов, под монтаж забора. Так же катанка находит свое применение и в виде заборов, изготовленные из сварных сеток, которые в свою очередь произведены из катанки.
Стальная катанка – производство и применение
Стальная катанка – это очень крепкая проволока, из которой делают гвозди, электроды, арматуру, скобы, сварочную проволоку и т. д. Рассмотрим требования к качеству катанки, ее производство и сферы применения.
1 Катанка и перечень контролирующих ее качество ГОСТов
Обычно катанка имеет круглое сечение, но иногда встречается и овальное. Диаметр может достигать 10 мм. Но обычно это 5–8 мм. Чаще она стальная. Если речь идет о цветных металлах, то сечение катанки может быть менее 1 мм. Иногда так называют квадратные и шестиугольные изделия, которые изготавливаются на проволочных прокатных станах, так как сам термин «катанка» произошел от слова «прокат».

После производства она используется как самостоятельный продукт или выступает в роли заготовки. К этому изделию предъявляются серьезные требования, поэтому изготовление происходит в соответствии с государственными стандартами. Качество исходного материала должно быть согласовано с ГОСТом 380-94. В этом документе указывается химический состав разных марок стали, возможные отклонения в содержании тех либо иных элементов и особенности маркировки.
А вот диаметр, масса, предельные отклонения и точность прокатки сверяются с ГОСТом 2590-88. В этом документе приведены подробные таблицы, где указаны все параметры. Стальная катанка выпускается повышенной (Б) и обычной (В) точности. Овальность проката должна быть менее 50 % суммы всех предельных отклонений по диаметру. ГОСТ допускает кривизну прутков не более 0,2 % от длины. При этом ее измеряют на участке не менее метра, который находится на расстоянии минимум 1,5 м от края.

Существует три вида длины стальной катанки (ГОСТ 30136-95): мерная, немерная и кратная мерной. Кроме того, длина зависит и от качества материала. Если проволочная заготовка вытянута из низколегированной либо углеродистой стали обыкновенного качества, то по ГОСТу она выпускается длиной в 2–12 м. Проволока из легированной или качественной углеродистой стали имеет длину от 2 до 6 м. А для наиболее качественной катанки из высоколегированной стали ГОСТ допускает длину от 1 до 6 м. В холодном состоянии эта заготовка должна выдерживать изгиб на 180 градусов. Наматывают изделие на оправку такого же диаметра, как и испытываемая катанка.
2 Как делают катанку и сложно ли ее оцинковать?
Технология производства катанки незамысловата. Металлическую заготовку в виде бруска или, как его еще называют, блюм обрабатывают на специальных прокатных станах. Металл сначала нагревают до определенной температуры, а затем вытягивают, пропуская через валы. Они обжимают заготовку со всех сторон, формируя таким образом определенную форму и размер сечения. Дальше еще горячая стальная катанка поступает на специальный мотальный станок, где и укладывается кольцами.
Особое внимание необходимо уделить этапу охлаждения готового продукта. Оно бывает двух видов – естественное (ВО) и ускоренное (УО). Первое более медленное, но в этом случае стальная проволока получается мягче и пластичнее. Ускоренное происходит с помощью специальных установок-вентиляторов или воды. Такое охлаждение может проходить за одну или две стадии, в первом случае в маркировке указывается УО1, а во втором – УО2.

Эта проволочная заготовка отличается прочностью и твердостью. Далее катанку, из которой будут изготавливать проволоку, очищают от окалины. Допустимая масса окалины катанки УО1 должна быть менее 18 кг/т, для УО2 – 10 кг/т. При естественном охлаждении это значение не регламентируется. Удаляется окалина двумя методами: механическим, используя специальный инструмент – окалиноломатель, либо химическим, протравливая заготовку в серной кислоте. Причем нельзя использовать сильно концентрированный раствор, так как он способен разъедать металл и способствует его насыщению водородом. Подобное приводит к появлению травильной хрупкости. Чтобы избежать этого дефекта, в раствор вводят дополнительные ингибиторы – тринатрийфосфат, поваренную соль, лигнофосфат, И1В, И2В и ингибитор С5.
Чтобы будущее изделие служило дольше, катанка для него должна браться оцинкованная. Существует несколько методов ее получения. При гальваническом изделие помещают в цинксодержащий раствор и пропускают по нему ток. Таким образом происходит осаждение Zn на обрабатываемой поверхности. Также оцинкованная проволока получается путем нанесения защитного слоя раскаленного металла с помощью специального пистолета. Весьма популярен и диффузионный метод. В этом случае оцинкованная поверхность получается после обработки в парах либо порошке Zn при воздействии высоких температур (800–900 °C и 290–450 °C, соответственно).

Оцинкованная по холодному методу катанка получается в результате простой покраски. Только расходные материалы были с большим количеством Zn. В случае с газодинамическим нанесением защитного покрытия оцинкованная поверхность выходит из-под сверхзвукового потока. Особенности этого способа – высокая адгезия и возможность обработать изделие любой формы. Самая долговечная оцинкованная стальная проволока получается в результате горячего цинкования. Это еще и экономичный способ. Изделие погружают в ванну с раскаленным Zn. После того как оцинкованная проволока извлекается, Zn реагирует с кислородом и образует оксид, который в дальнейшем взаимодействует с двуокисью углерода, в конечном итоге формируется карбонат Zn.
После всех обработок готовую оцинкованную катанку до 8 мм в диаметре формируют в бухты и отправляют на склад, в магазин либо завод в качестве заготовки для производства иных изделий. Прокат диаметром более 9 мм выпускается в виде прутков. Частным лицам катанка уже отпускается менее крупными партиями, в виде мотков (если диаметр меньше 8 мм).
3 Хорошие и плохие примеси в сырье для катанки
Для производства такой катанки используются различные марки стали, главное, чтобы химический состав готового продукта сохранялся по всей длине. Сейчас мы рассмотрим влияние различных добавок на характеристики материла. Повысив содержание азота, получится увеличить твердость, однако сталь станет и более хрупкой. Особенно последнее свойство будет прогрессировать со временем. Допустимая норма хрома составляет 0,1–0,15 %, в противном случае этот элемент оказывает вредное воздействие на процесс патентирования (термической обработки). Обычно хром попадает в металл из шихты во время выплавки.

Еще к вредным добавкам следует отнести фосфор с серой, так как эти примеси неравномерно распределяются в металле, а их повышенное содержание вызывает красноломкость. Другими словами, при повышенных температурах материал становится чрезвычайно хрупким. Их суммарное содержание не должно превышать 0,05 %. Допускается не более 0,03 % каждого элемента в отдельности.

Углерод, наоборот, имеет положительное воздействие. Он способствует повышению прочности, причем материал одновременно становится более пластичным. Повышается упругость, выносливость при переменных нагрузках и износостойкость стальной проволоки катанки. Кремний и марганец способны раскислять сплав при выплавке. Сталь становится более однородной, повышается ее плотность, прочность, сопротивление истиранию. А марганец вдобавок образует соединения с серой и нейтрализует ее вредное воздействие. Но необходимо опасаться скоплений окислов кремния, так как они негативно сказываются на пластичности металла.
4 Какие дефекты может заполучить прокатная проволока?
Для различных изделий требования к качеству исходного материала отличаются. Например, гвозди можно изготавливать только из идеально ровных прутков с гладкой поверхностью, а вот для производства арматуры вполне подойдет и шероховатая катанка. Сейчас мы рассмотрим основные проблемы, с которыми можно встретиться при изготовлении этого изделия.

Наиболее часто встречаются заусенцы либо закаты. Первые имеют вид выпуклостей по длине прута и если их вовремя не устранить, то после дальнейших операций заусенцы закатываются. Отсюда и название второго дефекта. Готовая стальная проволока с такими дефектами отбраковывается.
Негативное влияние на механические свойства металла имеют вытянутые заварившиеся пузыри – волосовины. А вот рыхлость с усадочными раковинами ослабляют сечение готового продукта, в результате возникают обрывы. Если произошло обеднение углеродом во время нагрева слитков перед прокаткой, то продукция будет отличаться низким качеством. Ухудшится прочность металла, снизится его пластичность.

Негативное влияние имеет и изменение формы сечения стальной оцинкованной катанки. В процессе волочения на поверхности проволоки могут появиться трещины, ухудшатся механические свойства изделия. Микроструктура должна быть однородной без мартенсита. Усадочные раковины, ликвации углерода и рыхлости недопустимы.
5 Особенности и сферы применения катанки
Такая заготовка широко используется в нашей жизни, хотя мы об этом и не задумываемся. Именно стальная катанка нашла свое применение для упаковки габаритных грузов с большим весом. Без нее будет весьма затруднительно производство армокаркасов, ведь этой проволокой связывают несущие элементы конструкций. Ее очень часто используют в строительстве и для армирования железобетона (именно сюда часто берется дешевая неоцинкованная проволока 8 мм). Из проволочной основы диаметром 6,5 мм производят решетки, ее используют для связи кирпичной кладки.

Самые ходовые диаметры катанки – 6 и 8 мм. Из материалов, конечно, сталь, и еще медь с алюминием.
Это изделие еще и прекрасное средство молниезащиты и выступает отличным материалом для заземления. Не нужно забывать о роли катанки в качестве сырья для дальнейшего изготовления гвоздей, проволоки, пружин, сварочных электродов, строительных тросов и канатов. Ее весьма активно используют и при производстве различных сеток, проволочных заборов и иных металлических изделий.

Дешевле всего катанка с диаметром 8 мм, причина этого кроется в производственных особенностях. Очень важный параметр – масса. Один метр стальной катанки 8 мм весит 395 г, а в тонне содержится 2531 метров. Существуют таблицы, где указаны соотношения массы и длины в зависимости от диаметра и состава изделия. Совершая покупку этого продукта прокатного производства, стоит обязательно поинтересоваться документами. В них указаны параметры и маркировка.
Катанка
Катанка – это вид металлопроката, который представляет собой проволоку круглого сечения, изготовленную из углеродистых марок стали Ст0, Ст1, Ст2 и Ст3, в соответствие с ГОСТ 380, или из цветных металлов или сплавов цветных металлов в соответствие с принятым ТУ. Катанка из углеродистой стали выпускается с диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. При этом допускается отклонения в диаметре +/- 5%, а овальность катанки допускается не более 50% от ее диаметра. Катанка из цветных металлов (медь, алюминий) или их сплавов (бронза, латунь) изготавливается с диаметром от 1 до 16 мм. С большим диаметром проволоку изготавливают на заказ ограниченными партиями. Проволка и катанка -это два слова обозначающих один и тот же материал.
Технология производства катанки
Изготовление катанки осуществляется на металлопрокатных станках способами прокатки и волочения. Первоначально в валы прокатного станка запускают квадрат из углеродистой стали с сечением 10х10 мм. Несколько последовательно установленных валов обжимают стальную заготовку, придавая ей круглое сечение заданного диаметра. При этом во время прокатки и воздействия валов на заготовку, та из-за силы трения сама разогревается. По завершению прокатки, проволока нужного диаметра подается в установку, которая скручивает катанку кольцом. После скрутки кольца, его переносят специальными автоматизированными механизмами в зону охлаждения.
 Технология производства катанки: прокатка и волочение
Технология производства катанки: прокатка и волочение
Хотя катанка это горячекатаный металлопрокат, ее охлаждение выполняю тремя способами:
- УО1 – ускоренное охлаждение одностадийное;
- УО2 – ускоренное охлаждение двухстадийное;
- ВО – воздушное охлаждение естественное.
Естественное воздушное охлаждение может производиться, как в цеху на специальных паллетах, так и на улице при температуре до +10 градусов. По сути, таким образом, получают раскаленную катанку, которая обладает хорошей прочностью и в то же время легко гнется. Проволока, изготовленная с применением ускоренного охлаждения – УО1 и УО2, на этапе ее остывания помещается в специальные камеры, которые оснащены принудительными мощными вытяжками. В результате быстрого охлаждения получают, условно говоря, полу каленную и каленную проволоку.
Характеристики катанки стальной
Катанку по прочности классифицируют на два класса: В – обычная прочность и Б – повышенная прочность. Прочность проволоки определяется за счет применяемой марки стали и способа охлаждения. Например, если использовалась марка стали Ст0, то массовая доля углерода в ней не должна превышать 0,20%. То есть, данная проволока будет более гибкой, чем проволока из Ст1.
Согласно установленному ГОСТ 380, весь моток катанки должен быть скручен из цельной жилы, при этом по всей протяженности проволоки не должно быть отклонений от диаметра больше чем на 5%. Также по всей протяженности не должны присутствовать окалины, заусенцы и раскатанные трещины.
Сфера применения катанки стальной
Больше всего катанка стальная применяется при армировании монолитных бетонных конструкций. Например, при изготовлении арматурных каркасов, наборные хомуты квадратные, круглые или с формой в виде прямоугольника изготавливают непосредственно из катанки. При помощи арматурных каркасов армируют монолитные колонны, ригели, пояса, надпроемные перемычки и ленточные фундаменты. Помимо использования катанки в каркасах, ее также применяют при изготовлении сварной арматурной сетки с ячейкой 100х100 или 150х100 мм. Арматурную сетку используют при армировании монолитных плоскостей, например, бетонных полов, межэтажных перекрытий или стяжки.
В отличии от катанки арматура обладает более высокой прочностью, поэтому она является основным элементом бетонных конструкции. Более подробно об арматуре, её видах и характеристиках Вы можете прочитать в специальной статье: что такое арматура; как её выбирать; характеристики, гибка и вязка арматуры.
Катанка стальная также применяется при кладке несущих стен или простенков из кирпича, котельца, шлакоблока, пеноблока или газоблока. В зависимости от конкретно применяемого для кладки камня, стальную проволоку запускают в каждый 2 — 4 ряд раствора, тем самым усиливая общую прочность кладки.
Стальная проволока довольно часто применяется и сама по себе в качестве монтажного материала. Например, при установке деревянных столбов линий электропередач, вначале в грунт устанавливается бетонная свая с квадратным сечением – пасынок, а после к бетонной свае катанкой вяжут вертикальный деревянный столб. Довольно часто катанка используется для вязки мауэрлата к бетонному поясу при возведении двухскатной кровли.
 Использовании катанки при установке деревянных столбов
Использовании катанки при установке деревянных столбов  алюминиевая катанка
алюминиевая катанка
Проволока алюминиевая
Катанка алюминиевая представляет собой непрерывный и круглый в сечении прут диаметром от 1 до 16 мм. Изготавливают алюминиевую проволоку двумя разными способами. В первом случае изготовление производится прокаткой через вальцы заготовки большего сечения. Во втором случае применяют расплавленный алюминий. Расплавленный до жидкого состояния алюминий подается в кристаллизатор – большое вращающееся кольцо из тугоплавкого металла и имеющее водное охлаждение. В процессе вращения кристаллизатора расплавленный алюминий принимает форму стержня, который сразу же поступает на линию прокатных вальцов, где уже из стержня формируется алюминиевая катанка заданного диаметра. Алюминиевая катанка изготавливается в соответствие с ГОСТ 13843-78.
Применение алюминиевой проволоки
Учитывая, что производство алюминиевой катанки примерно в 3,5-4 раза обходится дешевле производства медного провода, алюминиевая проволока широко применяется в сетях электроснабжения. Например, из нее делают силовые кабели, низковольтные провода или экраны для силовых проводов.
Проволока медная
Медную катанку изготавливают способом непрерывного литья расплава меди с последующей раскаткой на валах прокатного станка, в соответствие с ГОСТ 546-2001. Медную катанку в зависимости от применяемой марки меди разделяют на три класса: А, В и С. Проволоку класса А и В изготавливают из меди марки М00к, тогда как катанку класса С производят из меди марки М0к.
 медная катанка
медная катанка
Основная сфера применения медной катанки – это изготовление электрических проводов и кабелей, рассчитанных на большую нагрузку, чем способны выдерживать провода из алюминия. Удельное сопротивление меди в полтора раза меньше чем у алюминия, и при высокой нагрузке электросети, алюминиевый провод особенно в точке скрутки или разъема нагревается сильнее, что может привести к обрыву или замыканию. Медный провод в свою очередь способен выдерживать большую нагрузку.
Советы по выбору при покупке катанки. Качество катанки
Как правило, обычные люди, да даже и различные строительные компании, с покупкой катанки из цветных металлов не сталкиваются. Проволоку из цветных металлов в основном приобретают заводы изготовители электрических кабелей.
В большинстве случаев при проведении строительных или монтажных работ возникает необходимость купить катанку стальную. Маркировка катанки стальной производится по ГОСТ 7566. продается стальная проволока в виде мотков, состоящих из 1 или 2 жил. Если в мотке только 1 непрерывная жила, то все технические характеристики проволоки можно узнать по прикрепленному ярлыку. Если же в мотке 2 жилы, то соответственно должно быть обязательно 2 ярлыка.
Покупая стальную катанку, маркировка на ярлыке выполняется следующим образом:
Катанка В-5,0 мм Ст3кп УО1 ГОСТ 30136-94
Это значит, что в моток скручена катанка обычной прочности, с диаметром 5 мм, изготовленная из марки стали Ст3кп с одностадийным ускоренным охлаждением и, материал соответствует указанному госту.
Помимо изучения информации на ярлыке мотка, так же стоит произвести визуальный осмотр жилы на наличие окалин, трещин и заусенцев. Кроме этого стоит обратить внимание на общий цвет жилы. Если цвет жилы не различается, то значит, такая проволока стальная на разных участках своей протяженности будет иметь различную гибкость и прочность.
Существует такой старый способ определения гибкости катанки “на глаз”. Для этого берется жила и изгибается в дугу. Свободным концом огибают основную жилу, и конец начинают изгибать по часовой стрелке. Качественная катанка должна гнуться вокруг стержня, равного своему диаметру, то есть, сама вокруг себя на 180 градусов. При этом в месте изгиба не должны образовываться трещины или разрывы.
Цена катанки. Вес катанки.
Стоимость катанки сопоставима со стоимостью материла из которого она изготовлена. Так например стальная катанка может стоить 20-30 рублей за кг, алюминиевая катанка стоит около 150 рублей за килограмм, медная — около 300 рублей за килограмм.
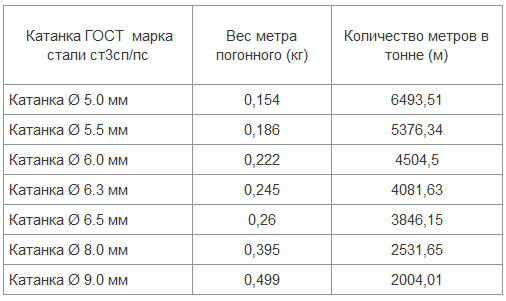 Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки зависит от его материала и диаметра. Для примера в таблице приведен вес стальной катанки в зависимости от диаметра. У медной проволоки примерно такой же вес. Алюминиевая проволока примерно в три раза легче стальной и медной.
Транспортировка и хранение катанки
По желанию покупателя вес мотка катанки может составлять от 160 кг до 5000 кг. Существуют мелкорозничные базы строительных материалов, где купить катанку можно в мотке меньшего веса. В процессе транспортировки малой партии мотки катанки в транспорте складируют лежа. Если же перевозка производится большой партией, то допускается складирование мотков с проволокой стоя впритык друг к другу. Хранение катанки в мотках на складе или строительной площадке производится в лежачем положении.
2 Комментарии “ Катанка ”
> Суть в том, что температура плавления меди примерно в 2 раза выше, чем температура плавления алюминия
Суть не в этом, а в том, что у меди удельное сопротивление в 1.5 раза меньше чем у алюминия, поэтому она и греется меньше.
Здравствуйте, Kost. Благодарю за дополнение. Переделал текст с учётом Вашей подсказки.
Стальная катанка — сфера применения и существующая классификация
Один из видов сортового металлопроката, применяемый в качестве заготовки для производства различной продукции и при монтаже железобетонных конструкций, это катанка, стальная проволока с определенными техническими характеристиками.
Вы всегда можете ознакомиться на нашем сайте с актуальными ценами на катанку.
Производители предлагают значительный сортамент продукции данной категории, при этом существует возможность заказа катанки с отличающимися от стандартных показателей параметрами, что делает область ее применения практически неограниченной.
Назначение и сфера применения
В зависимости от свойств и особенностей применяемой при производстве катанки стали, определяют и основное назначение материала данного класса.
- Катанка для производства сварочных электродов и проволоки.
- Катанка для армирования железобетонных изделий.
- Продукция для упаковки и использования в других целях.
В соответствии с назначением и определяется основная область применения катанки, наиболее востребована она в следующих отраслях промышленности:
- Гражданское и промышленное строительство.
- Изготовление проволоки и канатной продукции. Отдельно стоит сказать о катанке из цветных металлов, применяемой при производстве кабельно-проводниковых изделий для электротехнических целей.

Упаковка продукции различного назначения для транспортировки или хранения в складских условиях.

Преимущества изделия
Среди преимуществ, свойственных катанке, стоит отметить ее следующие технические особенности:
- Значительная прочность на разрыв, позволяющая применять катанку в качестве расходного материала для армирования железобетонных изделий.
- Пластичность и гибкость материала. Качественная катанка должна без нарушения целостности выдерживать изгиб вокруг направляющей (соизмеримой по сечению с ее диаметром) на 180 градусов.
- Достаточно простая технология производства, обеспечивающая низкую себестоимость продукции.
- Значительный сортамент, позволяющий использовать материал для решения широкого спектра технических задач.
Особенности производства
Основная технология производства катанки основана на применении горячего проката или волочения. При прохождении через вальцы прокатного стана происходит формирование проволоки требуемого сечения. Особое значение имеет способ охлаждения катанки, который во многом определяет ее физические характеристики.
- Охлаждение под воздействием окружающего воздуха, более дешевый по стоимости вариант, позволяющий снизить себестоимость продукции (маркировка ВО).
- Ускоренное одно- и двухстадийное охлаждение, позволяющее предотвратить появление окалины и образования других дефектов, снижающих качество продукции и ограничивающих сферу дальнейшего применения катанки (соответствующая маркировка УО 1 и УО 2, которая должна в обязательном порядке указываться в сопроводительных документах к каждой отдельной партии).
Действующий ГОСТ 30136-95 предполагает изготовление катанки диаметром до 9 мм, при этом, при согласовании сторон допускается производство материала данного класса с диаметром до 20 мм при соблюдении соответствующих технических условий производителя.
Технология изготовления катанки предполагает использование углеродистой стали обычного качества, что и определяет основные технические характеристики продукции.

Классификация
Существующая классификация различает катанку по точности изготовления, применяется маркировка следующих типов продукции — обычная (Б) и повышенная (В) точность, определяющая предельные отклонения от заданного сечения. Допустимое несоответствие по размеру сечения (диаметру) не должно превышать +/- 0,5 мм.
На практике используется и классификация по техническим особенностям катанки, наиболее востребованы в промышленности легированные, оцинкованные, пружинные, сварочные и колючие разновидности материала.

Особенности поставок
Катанка любой марки отпускается потребителю в бухтах (мотках), которые состоят из одного нераздельного отрезка. Стандартная масса мотка обычно составляет не менее 160кг, но в пределах партии возможен отпуск отдельных бухт (до 10%) весом от 100 до 160 кг. Для продукции, выпускаемой на линейных станах допускается поставка мотков массой не менее 50 кг. При формировании мотков следует предусмотреть мероприятия по предотвращению перехлеста отдельных витков катанки.
Для определения веса катанки в зависимости от сечения стоит воспользоваться таблицами следующего типа, существенно упрощающими расчет необходимого для решения разных задач количества и планирование доставки с привлечением различных транспортных средств.
Катанка . Справочная информация
Справочная информация о катанке
Катанка – это разновидность сортового металлопроката, имеющая вид металлического прутка круглого сечения, диаметр которого, как правило, составляет от 5 до 9 мм.
Поставка катанки осуществляется в бухтах единым непрерывным отрезком массой от 100-150 кг и до 1 тонны.
При производстве горячекатаной катанки используется углеродистая сталь марок 0, Ст0М, Ст1КП (ПС), Ст 3 КП(ПС), а также Са08(А), Св08Г2С, что придает ей прочность, гибкость и долговечность.
Производство катанки (технология)
Производство катанки, которую Вы можете купить у нас осуществляется на металлургических комбинатах Украины в Макеевке и Кривом Роге.
Катанку производят на комбинированных станах линейного, непрерывного и полунепрерывного типов. Заготовки прокатывают по длинному прокатному стану через валы методом горячего волочения. Металл (его называют «блюм») нагревается при прохождении через стан, а валы обжимают его с разных сторон, формируя круглое сечение катанки. В конце прокатного стана горячую катанку укладывают кольцами с помощью специального мотального станка.

После чего следует процесс ее охлаждения. Катанку охлаждают двумя способами: естественное воздушное охлаждение (более медленное – как результат, катанка более пластичная и мягкая); ускоренное охлаждение (с использованием воды или охлаждающих установок-вентиляторов – поверхность катанки более прочная и твердая). После охлаждения готовую катанку укладывают в бунты.
Катанку, предназначенную для производства проволоки также дополнительно очищают от окалины окалиноломателем (механическая очистка) или путем травления в кислоте (химический метод очистки).
К ее качеству предъявляются повышенные требования. Особое внимание уделяется тому, чтобы поверхность катанки была идеально ровной без заусениц, закатов и каких-либо других дефектов, поскольку их наличие значительно снижает прочность и потребительские свойства. В процессе производства катанка проходит постоянный контроль основных параметров в соответствии с ГОСТ 2590: предельных отклонений по диаметру (±0,5 мм), массы одного метра длины, площади поперечного сечения и других.
Виды катанки
В зависимости от способа охлаждения в ГОСТ 30136-95 выделяют такие виды катанки:
- охлажденная естественным путем на воздухе (обозначение ВО);
- подвергнутая одностадийному ускоренному охлаждению (обозначение УО1);
- подвергнутая двухстадийному ускоренному охлаждению (обозначение УО2).
Покупая катанку, обращайте внимание на то, что в документах о качестве должен быть указан так же и способ охлаждения.
В зависимости от точности прокатки в ГОСТ 2590 различают катанку обычной точности (обозначение В) и катанку повышенной точности (обозначение Б).
Катанку, как правило, производят с круглым сечением диаметром от 5,0 до 9,0 мм.

По просьбе заказчика при достаточном объеме заказа, мы можем организовать поставку катанки диаметром более 9,0 мм. Для заказа катанки обращайтесь к нашему опытному менеджеру.
В таблице ниже Вы можете ознакомиться с сортаментом катанки:
| Диаметр, мм | Масса 1 м профиля, кг | Количество метров в тонне |
|---|---|---|
| 5,0 | 0,1541 | 6488 |
| 5,5 | 0,1865 | 5362 |
| 6,0 | 0,2220 | 4505 |
| 6,3 | 0,2447 | 4087 |
| 6,5 | 0,2605 | 3839 |
| 7,0 | 0,3021 | 3310 |
| 8,0 | 0,3946 | 2534 |
| 9,0 | 0,4994 | 2002 |
Примечание: Масса 1 м катанки вычислена по номинальным размерам при плотности стали 7850 кг/м3 и является справочной величиной.
Применение катанки
Катанка имеет широкую сферу применения в строительстве и промышленности. В качестве готового изделия, она используется для упаковки, а также в качестве армирующей структуры для слабонагруженных железобетонных конструкций (катанка 6 мм). Кроме того, катанка является сырьем для последующей перетяжки в проволоку. Таким образом, катанка составляет основу производства телеграфной и сварочной проволоки, электродов, пружин, строительных канатов и тросов. Катанку активно используют при производстве проволочных заборов, сеток, егозы и других металлических изделий. Очень широкое применение получила катанка 6,5 мм и 5,5 мм типа В. Она используется для связки кирпичной кладки, фундамента, изготовления металлической сетки, решеток.
Для потребителя всегда имеет большое значение качество катанки и ее эксплуатационные характеристики. Мы можем гарантировать Вам соблюдение всех стандартов, надежность и удобство сотрудничества. Мы осуществляем доставку катанки и другого металлопроката со складов в Днепре, Кривом Роге или Запорожье непосредственно на склад покупателю. Продажа катанки осуществляется с доставкой в Киев, Одессу, Сумы, Полтаву, Чернигов, Харьков. Также сможете купить нашу катанку в Черкассах, Кропивницком и других городах Украины. Покупая катанку на ЧП Метизы-94, Вы можете быть уверены, что получите качественный товар вовремя в целости и сохранности. Вот в таких бухтах мы поставляем катанку диаметрами 5,5 мм, 6,5 мм, 8 мм, 10 мм.