Что такое вальцовка листового металла?
Что такое вальцовка металла
Вальцовка как технологическая операция получила широкое распространение в разных сферах промышленности благодаря точности и удобству. Череповецкий завод металлоконструкций использует этот процесс в своей деятельности, применяя современное оборудование. Что это такое, для чего нужна технология, где она применяется и чем характеризуется можно узнать из данной статьи.
Понятие вальцовки
Вальцовка (также называют вальцеванием) — технологическая операция, при которой происходит деформация металлических листов. Это формоизменяющая операция холодной штамповки, которая может применяться как в промышленных, так и в бытовых условиях. Такая обработка позволяет получить заготовки или готовые детали высокого качества без заусениц и трещин. В зависимости от настроек оборудования листы в результате операции получают конусообразную, цилиндрическую или другую фигурную форму. Вальцовку могут применять и к трубам: в случаях, когда необходимо изменить форму их поперечного сечения. В зависимости от потребностей производства вальцовка может заключаться в:
- формировании трубного изделия квадратного или круглого профиля из металлической полосы;
- изменении конфигурации поперечного сечения, диаметра или толщины стенок трубы;
- увеличении диаметра металлической трубы (развальцовка) или его уменьшении (завальцовка);
- изготовлении из металлических листов цилиндрических, конических, овальных деталей;
- формировании изгибов с определенными параметрами на некоторых участках труб.

Вальцевать можно сталь, жесть, медь и разнообразные полимерные композитные материалы. В большинстве случаев обрабатывают холодный металл, однако, если объемы работы большие или толщина материала значительная, в процессе может потребоваться параллельный нагрев.
Для полноценной вальцовки на производстве используется специальное оборудование. Суть вальцевания состоит в том, что листы пропускаются через специальные ролики. Эти ролики, они же вальцы, равномерно вращаются, придавая заготовке из металла нужную форму.
Именно вальцовочные станки, их тип и мощность определяют основные параметры обработки материалов. В частности, с какой скоростью будет происходить вальцовка, какие детали будут производиться.
Сфера применения вальцовки
Вальцевание — широко распространенный производственный процесс, так как при своем удобстве не расходует много энергии. Такую деформацию применяют в разных целях и для разных материалов. В частности, методом холодной штамповки работают с:
- листовым металлом, включая оцинкованную сталь, отдельные виды нержавеющей стали, медь, алюминий и их сплавы;
- трубами;
- прутками;
- изделиями из резиновых смесей;
- изделиями из пластмасс.
В условиях большого производства процесс осуществляют при помощи специального вальцовочного станка, тогда как ремонтные мастерские для своих потребностей часто используют самодельные приспособления.

При помощи вальцевания с металлом можно проделать различные операции: уплотнить, сдавить или сплющить, придать деталям равномерную толщину. В результате изделия получает форму овала, цилиндра, конуса или другой фигуры. Свойства металлических деталей после такой холодной обработки только улучшаются, и это успешно используют при изготовлении:
- композитных панелей;
- широких ленточных пил;
- цилиндрических обечаек;
- швеллеров для кондиционеров;
- профилированных металлических уголков;
- декоративных элементов.
Обзор типов вальцовки
Так как разные сферы применения вальцовки предполагают работу с различными видами материала и для различных целей, сам процесс также имеет множество типов.
В зависимости от направления подачи листа в процессе обработки, необходимого для получения детали нужной конфигурации, выделяют три типа вальцевания:
- поперечное — длинные элементы незамкнутого трубного проката обрабатывают, подавая материал именно в таком направлении;
- продольное — обрабатывают короткие элементы и заготовки незамкнутых труб;
- винтовое — таким образом могут деформироваться изделия, не предназначенные для дальнейшей сварки стыка.

Для работы с различными по форме и структуре материалами используются разные типы оборудования. Они отличаются по типу конструкции, предназначению и техническим возможностям и включают три основных вида:
- Ручные станки — недорогое, простое в обслуживании мобильное оборудование. Обработка металла ручным способом возможна, только если его толщина не превышает 2 мм, но и для этого могут потребоваться существенные физические усилия.
- Электрические станки — эффективные установки, основные параметры которых зависят от мощности силового мотора. Сниженная мобильность компенсируется возможностью обрабатывать материалы толщиной 4-6 мм. Такие станки устанавливают в цехах крупных предприятий, так как значительные энергозатраты полностью окупаются лишь при условии массового производства.
- Гидравлические станки — самые мощные и габаритные из установок для вальцовки, поэтому применяются в условиях электрической, машиностроительной и судостроительной промышленности. Позволяют обрабатывать материалы до 10 мм толщиной. Вальцовка на таких станках осуществляется при помощи современного компьютерного управления.
Инструменты и приспособления для вальцовки
Для ручного вальцевания не всегда используется специальное оборудование. Часто для ремонтных и бытовых потребностей достаточно клещей для завальцовки труб из меди. Развальцовку осуществляют при помощи инструмента с конусным элементом, который разжимает конец трубы до нужного диаметра. Несмотря на это специалисты называют вальцовкой только те процессы, для выполнения которых требуются конструкции с вальцами.
Количество и типы валков могут разниться в зависимости от типа оборудования. Для ручных установок используют чаще всего три вальца, так как увеличение количества приводит к ситуации, когда физической силы недостаточно для обработки металлов. В то же время оптимальное количество валков на электрическом станке — 3 или 4. Это определяет размер и мощность двигателя.
Для удобства выполнения некоторых операций валки могут иметь специфические технологические характеристики. В частности чтобы работать не только с листовым металлом, но и с проволокой и прутками на поверхности валков должны быть рабочие канавки.
Вальцовочный станок обычно состоит из:
- электродвигателя;
- редуктора или клиномерной передачи;
- вала с основным валком;
- боковых стоек с узлами из подшипников качения или скольжения;
- пары нижних приводных валков;
- станины с парой опорных стоек;
- защитного кожуха;
- системы управления вальцами.
Это главные узлы механизма, технологические параметры которых могут изменяться вместе с размером зазора между валками. Такое регулирование осуществляется вручную или автоматически. Для ручной регулировки достаточно гаечного ключа конкретного размера. Использование других приспособлений или инструментов для настройки оборудования процесс вальцовки не предполагает.
Особенности данной техники обработки металла
Процесс вальцовки включает в себя последовательное выполнение нескольких операций:
- Подача листа в зону захвата рабочего инструмента.
- Ручная или автоматическая регулировка зазора между валками.
- Прокатка металлического листа в заданном направлении с последующей деформацией.
- Извлечение заготовки и закатка кромки с целью закрепления одинакового радиуса кривизны по всему диаметру детали.
Главная особенность вальцовки в сопоставлении с другими формовочными процессами заключается в том, что металлическое изделие деформируется равномерно по всей поверхности. Поскольку воздействие на деталь не предполагает нагревания, то характеристики металла не изменяются после обработки. Сохранение структурной целостности критично важно при работе со сплавами из разнородных металлов.

Благодаря этой особенности вальцевание обладает рядом преимуществ перед другими видами деформации металлических изделий, а именно:
- низкие расходы на эксплуатацию оборудования;
- высокая эффективность использования даже на мелкосерийных производствах;
- долговечность оборудования;
- минимизированные потери от брака;
- быстрая окупаемость оборудования благодаря высокой производительности;
- возможность изменения скорости деформации элементов во время процесса;
- сохранение изначальных характеристик материала после обработки.
Другие особенности процесса, которые необходимо учитывать при работе с различными материалами, включают:
- зависимость значений крутящего момента, производящего деформацию, от параметров обрабатываемого материала, размера валков, условий контактного трения;
- пропорциональное снижение рабочего усилия процесса при повышении скорости вращения валков;
- необходимость регулярной шлифовки в процессе эксплуатации валков для сохранения показателей трения на изначальном уровне;
- необходимость повторного деформирования некоторых металлов: высокоуглеродистых сталей и сплавов алюминия с марганцем.
Преимущества вальцевания делают его одной из востребованных операций с металлическими изделиями. На Череповецком заводе обработка металлических элементов при изготовлении металлоконструкций выполняется качественно и профессионально.
Вальцовка листового металла – что происходит во время работы на станке?
Вальцовка листового металла – технологическая операция, которая используется человечеством уже на протяжении многих веков. Безусловно, за весь период существования она стала более совершенной, да и появились новые инструменты, способные максимально облегчить процесс. Сегодня каждый может произвести вальцовку своими руками.
1 Что такое вальцевание?
В первую очередь следует разобраться, что же собой представляет вальцевание. Это один из способов деформирования металла, в результате чего последний обретает необходимый рельеф, а именно форму конуса. Причем такой процедуре подвергается не только листовой металл, но и прутки, трубы и иные профили. Кроме этого материала можно обрабатывать пластмассы, резиновые смеси, главное, чтобы исходный образец был достаточно пластичен.

Делается эта операция посредством специального одноименного инструмента – вальцовки. На производстве используются громоздкие станки с гидро- и электроприводом, а вот для домашнего применения сойдут и более простые ручные конструкции, часто сделанные своими руками. Листовой металл пропускают через валки, в результате чего он обретает цилиндрическую форму. Если обработке подвергаются трубы, то такая операция носит название – развальцовка. С ее помощью можно увеличить диаметр полого элемента.
Почему этот вид обработки столь востребован в современном мире? Все благодаря неоспоримым преимуществам. Прежде всего это холодная деформация, т.е. материал не подвергается воздействию высоких температур, как при сварочных работах. А значит, и свойства его остаются неизменными. Также можно избежать таких нежелательных дефектов, как холодные и горячие трещины, поры, непровары и т. д. Отдав предпочтение этой обработке, вы можете рассчитывать на равномерное деформирование изделия по всей поверхности. Благодаря такой операции изготавливают точные заготовки, готовые детали и декоративные элементы. Еще стоит отметить, что вальцовка нашла широкое применение еще и в ювелирном деле.
2 Оборудование – схемы устройств и особенности
Станки для вальцевания в основном универсальны и очень просты в управлении. Да и при желании можно собрать такую машину своими руками. Конечно, если речь идет о производстве, то лучше потратиться и купить профессиональное оборудование, а вот в быту такой самодельный станок станет незаменимым помощником без ощутимых финансовых затрат. Рабочие элементы делаются только из высокопрочных материалов, что положительно сказывается на их эксплуатационном сроке.

Принцип работы этих машин основывается на процессе «обкатки» листового материала вокруг валка, расположенного сверху, а за счет перемещения боковых валков можно регулировать диаметр обечайки.
Стоит отметить, что абсолютно все вальцы имеют минимальный радиус и ограничение по толщине обрабатываемого металла. Причем чем толще будет лист, тем меньший радиус изгиба получится на выходе. Увеличив радиус самих валков, нужно быть готовым к тому, что при обработке тонколистовой заготовки на этом оборудовании уменьшится минимальный радиус гиба.
В зависимости от количества валков станки делятся на двух-, трех- и четырехвалковые. Наибольшей популярностью пользуются последние два вида. Трехвалковые вальцы бывают симметричными и асимметричными. В этом случае скорость обработки не превышает 5 м/мин, а лист толщиной менее 6 мм может проскользнуть между рабочими инструментами. Кроме того, точка зажима не имеет точных координат. К достоинствам такого оборудования следует отнести приемлемую стоимость.
Четырехвалковые станки имеют дополнительный вал, что значительно упрощает вальцевание. Скорость обработки может превышать даже 6 м/мин, а вероятность выскальзывания листового материала сводится к минимуму, так как все элементы обеспечивают надежное сцепление между собой. Благодаря полной автоматизации процесса роль оператора незначительна, в его обязанности входит всего лишь ввести нужные параметры. Но, правда, стоимость такого оборудования несколько завышена.
3 Типы вальцов и отличия в их работе
Здесь мы более подробно остановимся на классификации вальцов в зависимости от типа привода. Для единичного производства и бытовых целей отлично подойдет оборудование с ручным приводом. Оно просто в работе и не нуждается в дополнительном питании, т. е. автономно. Компактность, надежность, долговечность и низкая стоимость сделали эти станки весьма популярными. К тому же вы сможете собрать их своими руками и свести затраты к минимуму. Но в этом случае возможна вальцовка листа толщиной не более 2 мм. Да и приготовьтесь к тому, что работая на таком оборудовании, вам придется прилагать немалые усилия. Поэтому если планируете наладить серийное производство, то следует отдать предпочтение электрическим либо гидравлическим станкам.

Первые оснащены электрическим моторчиком, за счет которого можно значительно увеличить производительность и толщину обрабатываемого материала. Но автономным это оборудование уже не назовешь, ведь оно работает только от сети. К тому же его цена значительно выше прочих моделей, да и несколько возрастают затраты на обработку элементов, так как придется платить дополнительно за потраченную электроэнергию. Поэтому следует отдавать предпочтение маломощным станкам. Конечно, оборудование на 20 кВт справится с поставленной задачей значительно быстрее, но при этом израсходует огромное количество дорогостоящей электроэнергии.
Гидравлические вальцы не нуждаются в питании, при этом они отличаются высокой мощностью. С их помощью можно обрабатывать заготовки, толщина которых достигает 8 мм. Это оборудование в основном оснащено программным управлением, что сводит участие человека к минимуму. К недостаткам следует отнести лишь габариты.
4 Собираем станок и учимся на нем работать
Сейчас мы подробно остановимся на том, как сделать вальцы своими руками и обработать на них лист металла. Задача это несложная, но чтобы получить работоспособное оборудование, следует обладать некими навыками и производить сборку в определенном порядке.

Прежде всего следует составить чертеж будущего станка, а затем подготовить необходимые элементы. Первой собирается станина, чаще всего она состоит из чугуна либо стали. Далее нам понадобится П-образный профиль, который послужит вертикальной опорой. В верхней части этого элемента следует установить деформирующий узел. Сборка вальцевого механизма идет посредством цепи и звездочек. Ручку устанавливаем только после того, как цепь будет находиться в натянутом состоянии. Остается зафиксировать вальцы к станинам, делается это посредством подшипников качения.
Когда вы собрали станок своими руками, следует узнать пару слов и об особенностях работы на таком оборудовании. Вальцовка листового металла состоит всего из нескольких этапов. Сначала подготовленный лист металла зажимают между двумя валками (крайним и средним) посредством рукоятки. Затем необходимо прижать заготовку с помощью третьего вала. Теперь просто вращаем ручку, если речь идет о простейшем оборудовании, либо запускаем двигатель.
Что такое вальцовка металла
Вальцовка листового металла — это формоизменяющая операция холодной штамповки, которая производится вращающимся непрофилированным инструментом.

Вальцовка листового металла (реже упоминается термин «вальцевание») относится к числу формоизменяющих операций холодной штамповки, которая производится вращающимся непрофилированным инструментом. Для вальцевания сплошного объемного проката используется предварительный нагрев заготовок, в остальных случаях деформирующей обработке подвергается холодный металл.
Область применения листовой вальцовки
Вальцовка листовой стали — удобный и малоэнергоемкий способ получения пространственных изделий типа конусов или незамкнутых цилиндров из плоских исходных заготовок. По сравнению с иными технологиями производства изделий типа тел вращения (в частности, прессованием или вытяжкой) процессы вальцовки листового металла обеспечивают:
- Снижение эксплуатационных расходов на оборудование и оснастку.
- Повышение долговечности инструмента и станков.
- Сокращение времени на переналадку.
- Возможность эффективного использования в условиях мелкосерийного и единичного производства.
- Упрощение регламентных и ремонтных работ.
- Управление производительностью оборудования.
- Резкое снижение потерь от брака.
Внедрение процессов вальцовки металла с использованием в качестве исходных заготовок листа или полосы доступно не только небольшим производствам, но даже ремонтным мастерским, а также домашним мастерам. Как будет показано далее, кинематические схемы и конструкция вальцовочных станков для обработки листового материала весьма просты, а для их привода в некоторых случаях не требуется наличие внешних источников энергии.
Принципиальной особенностью вальцовки листового металла является то, что деформирование происходит не одновременно по всей контактной поверхности инструмента. Это хоть и вызывает некоторое снижение производительности оборудования, на самом деле способствует повышению стойкости рабочих прокатных валков. Дело в том, что во время вальцовки деформирующее усилие концентрируется не в точке или прямой (как, например, при вытяжке), а равномерно распространяется по всей поверхности соприкосновения валков с металлом. Поэтому удельные усилия процесса весьма невелики, а для изготовления инструмента не требуется применения дорогих инструментальных сталей.
В практике эксплуатации вальцовочных станков никогда не возникает проблем с износом инструмента, поскольку поверхность валков имеет гладкий характер. Соответственно переналадка может сводиться лишь к замене валков на оснастку с иным значением диаметра.
Важно, что в процессе выполнения вальцовки оператор может изменять скорость деформирования металла, что не всегда возможно при других формовочных операциях листовой штамповки. Такое изменение снижает потери от брака.
Таким образом, вальцовка — это экономически выгодная технология обработки давлением листовых заготовок из высокопластичных металлов и сплавов.
Основные характеристики процесса
- В продольном направлении подачи заготовки.
- В поперечном направлении подачи заготовки.
- При винтовой (спиральной) подаче.
Соответственно, в первом случае вальцовка металла применяется для получения длинных незамкнутых труб, а во втором — коротких. Результатом винтовой вальцовки является свертка труб, не требующих впоследствии сварной герметизации стыка.

Вальцовка стальных изделий исходной толщиной до 4…6 мм обычно производится без нагрева исходного металла. Однако при формообразовании деталей из толстолистового материала, а также сплавов с низкой пластичностью (в частности, на основе титана), применяется предварительный подогрев до температур 250…300 0 С. В таких случаях вальцовочная машина устанавливается рядом с нагревательной печью. Нагревательная атмосфера в таких печах — безокислительная, что снижает процессы образования поверхностной окалины. Впрочем, при малых радиусах вальцовки окалина частично осыпается уже в процессе деформирования на вальцовочном оборудовании.
Типовой процесс вальцовки листового металла включает в себя следующие переходы:
- Подачу листа в захватную зону рабочего инструмента.
- Выставление значений рабочего зазора между валками.
- Прокатку плоской заготовки между инструментом в заданном направлении деформирования.
- Извлечение полуфабриката из рабочих валков и закатку одной из кромок обрабатываемой заготовки (выполняется для того, чтобы значение радиуса кривизны детали было одинаковым по всему ее диаметру).
Силовые характеристики процесса листовой вальцовки определяются следующими особенностями:
- Деформирование производится не усилием, а крутящим моментом, значения которого зависят от физико-механических характеристик обрабатываемого материала, диаметра рабочих валков и условий контактного трения;
- Скорость вальцовки практически не оказывает влияние на энергетические затраты при выполнении операции; более того, повышение скорости вращения валков даже несколько снижает рабочее усилие процесса.;
- Трение между валками зависит от состояния их поверхности: при снижении шероховатости оно также снижается. Поэтому при постоянной эксплуатации вальцовочных машин требуется периодическая шлифовка поверхности оснастки (особенно, если вальцуется горячекатаный прокат, либо толстолистовые изделия);
- Вальцевание высокоуглеродистых сталей, а также сплавов алюминия с марганцем часто сопровождается явлением упругого пружинения материала. Относительно вальцовки оно не так заметно, как при гибке, однако во многих случаях требует повторного деформирования.
Диапазон технологических возможностей листовой вальцовки следующий:
- Длина вальцуемого проката, мм — до 12000.
- Толщина, мм — до 60.
- Частота вращения рабочих валков (для приводного оборудования), мин -1 — до 40.
- Практически достигаемая скорость непрерывной вальцовки, м/мин — до 8…10.
- Диаметр рабочих валков, мм — до 500.
Возможности вальцовочных станков с ручным приводом скромнее, но также достаточны для единичного производства операций свертки листа по необходимым значениям радиусов готовых деталей.
Машины для листовой вальцовки
Конструктивно такие станки различаются также по количеству рабочих валков. Обычно они устанавливаются горизонтально, хотя в некоторых неприводных моделях для деформирования небольших по размеру заготовок возможны и вертикальные машины, не требующие много места для своей установки.
Существенным различием в рассматриваемом оборудовании является и взаимное расположение рабочих валков: оно может быть симметричным и асимметричным. Асимметричные вальцовочные машины считаются более универсальными, поскольку с их помощью можно получать не только свертку цилиндров, но и разнообразное оформление их кромок (в частности, изгиб краев у детали). Именно на листогибочных вальцах с симметрично размещенными валками деформируют толстолистовые заготовки. Тем не менее, схема с тремя симметрично расположенными валками более технологична при обслуживании, а потому на практике применяется чаще.
Такой вальцовочный станок с внешним приводом включает в себя следующие узлы:
- Электродвигатель (для особо мощных типоразмеров применяются приводы на основе двигателей постоянного тока).
- Редуктор или клиноременную передачу (применительно к вальцам с регулируемой скоростью вращения в схему дополнительно встраивается вариатор).
- Вал, на котором размещается основной (нажимной) валок.
- Боковые стойки с подшипниковыми узлами. Для мощного оборудования используются подшипники скольжения, а в быстроходных вальцах — качения.
- Два нижних приводных валка. При симметричной схеме их оси с торца образуют с осью нажимного валка равносторонний треугольник, при асимметричной схеме ось одного из нижних валков располагается с небольшим смещением относительно оси верхнего валка, а нижняя устанавливается на расстояние, несколько превышающее межосевое. Этим исключается прогиб заготовки при ее вальцевании.
- Станину, на которой устанавливаются две опорные стойки.
- Защитный кожух, который при работе станка выполняет также функцию приемки полуфабриката, выходящего из технологического зазора между валками.
- Систему управления вальцами.
Любая вальцовочная машина отечественного производства, предназначенная для работ с листовым металлом, маркируется начальной буквой И, и четырьмя цифрами. Две первые указывают на тип привода подвижного валка (механический или гидравлический), а две вторых — на основные технологические параметры оборудования: ширину и толщину листа.
Основные технические характеристики некоторых типоразмеров данного оборудования сведены в таблицу:
Услуги вальцовки листового металла
Гибка металла

Резка металла

Сварка металла

Покрытие металла
Вальцовка листового металла
₽ от 600 руб.
- Лист 3 мм от 600 руб.
- Лист 4 мм от 620 руб.
- Лист 5-12 мм от 650 руб.









Смотрите видео
При работе с листовым металлом требуется особенная тщательность, лучше доверить её специалистам.
Где применяется вальцовка листового металла?
Вальцовка металла – это способ деформации металла, при котором тонкие листы или другие виды проката приобретают округлую форму. Его используют для изготовления стальных труб из холоднокатаных листов, обечаек. Также этот процесс зачастую используют для изменения черновых деталей, чтобы придать им однородную толщину. Чтобы быстрее и качественней вальцевать изделия можно нагревать валки и менять скорость. Метод подходит для гибки жаростойких металлов, таких как нержавеющая сталь и легкоплавких алюминиевых либо медных сплавов.
Деформацию используют во многих ситуациях и для различных материалов. К примеру, это подготовительная стадия для штамповки конечного продукта. Аналогичная методика применяется для первичной обработки продуктов. Завальцевать можно изделия из нержавейки, черного металлопроката, цветных металлов.
Процесс вальцовки листового металла
Техпроцесс включает завальцовки в себя этапы:
- Приготовление вальцов;
- Прокатка листа, бруска;
- Черновой отжиг;
- Удаление заусениц, заделывание трещин;
- Финальный отжиг, окончательная прокатка.
Вальцы не случайно изготавливают отдельно. Они могут иметь разные конструкции. Вальцы для уголка должны гнуть прокат, не создавая разрывов и гофры, а листоправильные – оставлять идеально гладкую поверхность.
Недопущение трещин, заусениц — одно из основных требований хорошего вальцевания. Данные дефекты способны возникнуть при слишком сильном зажатии валками бруска, неоднородной прокатке и отжиге или прокатке и горячей вальцовке толстого листового металла.
Обнаруживают недочёты и ликвидируют их на четвертой стадии процесса после чернового отжига завальцованных изделий. Когда этого не предпринять и произвести финальную прокатку, дефекты могут стать больше.
Ликвидируют дефекты затиркой трещин надфилем и отрезанием заусениц. Потом ликвидируя напряжение, продукт отжигают и прокатывают ещё несколько раз. Получившиеся ямки уходят. При необходимости после вальцовки выполняют сварные работы, наносят стойкое покрытие, повышающее коррозионную устойчивость металла.
Оборудование для вальцевания листового металла
Применяемые механизмы можно охарактеризовать лёгкостью, универсальностью. Промышленные цеха снабжают серийными вариантами вальцов.
Все станки зависимо от числа валков разделяют на 4, 3 и 2-валковые. 3-валковые в свою очередь делят на симметричные и асимметричные. У 4-валковых есть добавочный вал, что делает проще технологический процесс. Все части прочно сцеплены меж собой, что в значительной степени уменьшает возможность соскальзывания листа, а скорость работы напротив — увеличивается.
По виду применяемого привода вальцы для гибки металла делятся на:
- электрические;
- ручные;
- гидравлические.
Станки, имеющие электропривод, более действенны, чем ручная вальцовка листа в трубу: на них возможно работать с толстолистовыми изделиями. Зато вторые весьма простые по своему устройству. А вот третьи — самые мощные и массивные по размерам. Обычно их ставят на производствах.
Цена вальцовки листового металла в Москве
Наша компания выполняет все виды работ по обработки металла и изготовления сварных металлоконструкций в Москве и Московской области с доставкой. У нас вы можете заказать вальцовку по ценам производителя, купить металлические изделия и конструкции в розницу и оптом. Наша компания использует самое передовое оборудование и инструменты. Средняя стоимость услуги колеблется в границах 600-750 руб/лист. Расчет производится согласно установленному прайсу. Возможно выполнение работ на заказ. Для оптовых заказчиков предусмотрены скидки.
Что такое вальцовка листового металла?
Вальцовка листового металла (реже упоминается термин «вальцевание») относится к числу формоизменяющих операций холодной штамповки, которая производится вращающимся непрофилированным инструментом. Для вальцевания сплошного объемного проката используется предварительный нагрев заготовок, в остальных случаях деформирующей обработке подвергается холодный металл.
Область применения листовой вальцовки
Вальцовка листовой стали — удобный и малоэнергоемкий способ получения пространственных изделий типа конусов или незамкнутых цилиндров из плоских исходных заготовок. По сравнению с иными технологиями производства изделий типа тел вращения (в частности, прессованием или вытяжкой) процессы вальцовки листового металла обеспечивают:
- Снижение эксплуатационных расходов на оборудование и оснастку.
- Повышение долговечности инструмента и станков.
- Сокращение времени на переналадку.
- Возможность эффективного использования в условиях мелкосерийного и единичного производства.
- Упрощение регламентных и ремонтных работ.
- Управление производительностью оборудования.
- Резкое снижение потерь от брака.
Внедрение процессов вальцовки металла с использованием в качестве исходных заготовок листа или полосы доступно не только небольшим производствам, но даже ремонтным мастерским, а также домашним мастерам. Как будет показано далее, кинематические схемы и конструкция вальцовочных станков для обработки листового материала весьма просты, а для их привода в некоторых случаях не требуется наличие внешних источников энергии.
Принципиальной особенностью вальцовки листового металла является то, что деформирование происходит не одновременно по всей контактной поверхности инструмента. Это хоть и вызывает некоторое снижение производительности оборудования, на самом деле способствует повышению стойкости рабочих прокатных валков. Дело в том, что во время вальцовки деформирующее усилие концентрируется не в точке или прямой (как, например, при вытяжке), а равномерно распространяется по всей поверхности соприкосновения валков с металлом. Поэтому удельные усилия процесса весьма невелики, а для изготовления инструмента не требуется применения дорогих инструментальных сталей.
Любая вальцовочная машина по стоимости существенно меньше гидравлического или механического пресса, а потому окупается уже в течение полугода своего активного использования. Одновременно увеличивается и долговечность: усилие вальцовки нарастает плавно и постепенно, по мере вхождения в зону деформации все новых и новых участков заготовки. Поэтому ударного характера возникновения рабочих нагрузок при вальцовке (даже в холодном состоянии) не наблюдается.
В практике эксплуатации вальцовочных станков никогда не возникает проблем с износом инструмента, поскольку поверхность валков имеет гладкий характер. Соответственно переналадка может сводиться лишь к замене валков на оснастку с иным значением диаметра.
Важно, что в процессе выполнения вальцовки оператор может изменять скорость деформирования металла, что не всегда возможно при других формовочных операциях листовой штамповки. Такое изменение снижает потери от брака.
Основные характеристики процесса
Вальцовка листа может выполняться в следующих вариантах:
- В продольном направлении подачи заготовки.
- В поперечном направлении подачи заготовки.
- При винтовой (спиральной) подаче.
Соответственно, в первом случае вальцовка металла применяется для получения длинных незамкнутых труб, а во втором — коротких. Результатом винтовой вальцовки является свертка труб, не требующих впоследствии сварной герметизации стыка.
Последовательность вальцовки Вальцовка стальных изделий исходной толщиной до 4…6 мм обычно производится без нагрева исходного металла. Однако при формообразовании деталей из толстолистового материала, а также сплавов с низкой пластичностью (в частности, на основе титана), применяется предварительный подогрев до температур 250…3000С. В таких случаях вальцовочная машина устанавливается рядом с нагревательной печью. Нагревательная атмосфера в таких печах — безокислительная, что снижает процессы образования поверхностной окалины.
Впрочем, при малых радиусах вальцовки окалина частично осыпается уже в процессе деформирования на вальцовочном оборудовании.
Типовой процесс вальцовки листового металла включает в себя следующие переходы:
- Подачу листа в захватную зону рабочего инструмента.
- Выставление значений рабочего зазора между валками.
- Извлечение полуфабриката из рабочих валков и закатку одной из кромок обрабатываемой заготовки
- Прокатку плоской заготовки между инструментом в заданном направлении деформирования.
При деформации горячекатаного листового проката перед вальцовкой производится правка листа. Это связано с увеличенными значениями допусков на неплоскостность поверхности такого металлопроката, что специально оговаривается техническими требованиями ГОСТ 16523. Правка обязательна также для холоднокатаного проката, если его толщина превышает 4 мм.
Силовые характеристики процесса листовой вальцовки определяются следующими особенностями:
- Вальцевание высокоуглеродистых сталей, а также сплавов алюминия с марганцем часто сопровождается явлением упругого пружинения материала. Относительно вальцовки оно не так заметно, как при гибке, однако во многих случаях требует повторного деформирования.
- Скорость вальцовки практически не оказывает влияние на энергетические затраты при выполнении операции; более того, повышение скорости вращения валков даже несколько снижает рабочее усилие процесса.
- Деформирование производится не усилием, а крутящим моментом, значения которого зависят от физико-механических характеристик обрабатываемого материала, диаметра рабочих валков и условий контактного трения
- Трение между валками зависит от состояния их поверхности: при снижении шероховатости оно также снижается. Поэтому при постоянной эксплуатации вальцовочных машин требуется периодическая шлифовка поверхности оснастки
Диапазон технологических возможностей листовой вальцовки следующий:
- Диаметр рабочих валков, мм — до 500.
- Длина вальцуемого проката, мм — до 12000.
- Толщина, мм — до 60.
- Частота вращения рабочих валков (для приводного оборудования), мин-1 — до 40.
- Практически достигаемая скорость непрерывной вальцовки, м/мин — до 8…10.
Вальцовка (вальцевание) труб и металла: особенности технологии
Вальцовка, или вальцевание, как еще называют эту технологическую операцию, подразумевает пластическую деформацию металлических заготовок для формирования из них изделий требуемой конфигурации. При этом может выполняться как вальцовка труб (для изменения формы их поперечного сечения), так и обработка листового металла, в процессе которой создаются изделия цилиндрической, конической и овальной конфигурации.

Формовка профиля на трехвалковом станке
Вальцовка выполняется на специальном оборудовании, оснащенном валками, которые и отвечают за пластическую деформацию заготовок из металла в нужном направлении, поэтому данная технологическая операция и получила такое название.
Проходя прокатку между вальцами, размеры и расстояние между которыми подбираются в зависимости от геометрических параметров заготовки и готового изделия, обрабатываемая деталь приобретает требуемые размеры и форму. В отдельных случаях вальцевание металла может предполагать не только прокатку заготовок из него, но и их ковку.
Вальцевать можно не только заготовки, изготовленные из металла, но и изделия из полимерных материалов и резиновых смесей, которые также отличаются высокой пластичностью. Если говорить о металле, то вальцовке можно подвергать заготовки, изготовленные из:
- отдельных марок нержавеющей стали;
- меди, алюминия и сплавов данных металлов;
- углеродистых стальных сплавов;
- оцинкованной стали.
Кроме вальцовки, различают такие технологические операции, как развальцовка и завальцовка кромок, в результате которых пластической деформации (и, соответственно, изменению геометрической формы) подвергаются концы трубок, изготовленных из различных металлов. Для этого используется инструмент, в конструкции которого вальцы могут отсутствовать. С помощью развальцовки и завальцовки выполняется подготовка концов трубок для их дальнейшего соединения. Рабочие вальцы миниатюрного размера можно увидеть в инструменте, который используется для завальцовки трубы, то есть уменьшения ее изначального диаметра.
Завальцевать трубу можно и с помощью токарного станка. Видео с примером выполнения такой операции можно посмотреть ниже.
Основные инструменты
Хотя это и не совсем верно, под понятием вальцовки металла часто подразумевают целый перечень технологических операций, при помощи которых осуществляют изменение формы металлической заготовки. К таким операциям, в частности, относятся:
- формирование из узкой металлической полосы трубного изделия круглого, квадратного или прямоугольного профиля (при помощи данного метода производят трубопрокат сварного типа; по похожей технологии выполняется вальцовка металлического уголка);
- изменение формы поперечного сечения, наружного диаметра и толщины стенок готового трубного изделия – вальцовка труб (по такой технологии обработке могут подвергаться как бесшовные, так и сварные трубные изделия);
- формирование на отдельных участках трубного изделия изгибов с требуемыми параметрами – гибка труб;
- изготовление из листового металла изделий цилиндрической (вальцовка обечаек), конической (вальцовка конусов) и овальной формы;
- увеличение диаметра (расширение) обрезанного конца металлической трубы – развальцовка (при помощи данной технологии выполняется подготовка металлических изделий к их соединению между собой; в частности, именно таким образом подготавливают к монтажу трубки для кондиционеров);
- уменьшение диаметра (сужение) обрезанного конца трубного изделия – завальцовка труб.

Вальцовка профильной трубы на трубогибочном станке
Для завальцовки мягких медных трубок могут быть использованы обычные клещи, а для их развальцовки – инструмент, рабочим органом которого является конусный элемент, разжимающий конец трубы на требуемую величину. На самом деле называться вальцовкой могут только те технологические операции, которые выполняются при помощи оборудования и инструмента, в конструкции которых присутствуют вальцы.
В зависимости от типа заготовки и результата, которого необходимо добиться, для выполнения вальцовки может использоваться различное оборудование и инструменты, которые чаще всего являются достаточно универсальными.

Промышленная вальцовочная машина способна изгибать листовой материал больших размеров с высокой точностью
Процесс вальцевания металлических листов, в результате которого из них формируют изделия цилиндрической, конической или овальной формы, осуществляется на специальном оборудовании, оснащенном двумя, тремя или даже четырьмя рабочими валками. Обработка на станке трехвалкового типа заключается в том, что металлический лист, прижимаясь к двум вращающимся нижним валкам третьим – упорным, также начинает вращаться вокруг него, постепенно превращаясь в изделие цилиндрической формы. Регулировать радиус изгиба металлического листа при вальцовке позволяет подбор валков соответствующего диаметра, а также расстояния между нижними рабочими элементами. Поскольку валки в процессе работы испытывают значительные механические нагрузки, для их изготовления используют высокопрочные сорта стальных сплавов.
Для гибки труб, которую часто называют вальцовкой, применяется оборудование, также оснащенное системой валков. Огибаясь вокруг рабочих валков в процессе вращения, изделие приобретает требуемый угол или радиус изгиба. На таком оборудовании, которое отличается высокой универсальностью, можно также выполнять вальцовку уголка.

Станок трехвалковый предназначен для вальцовки профильных труб по дуге любого радиуса
Назначение и методы
Обработка трубопроката методом вальцовки, как уже говорилось выше, может выполняться с целью изменения формы профиля поперечного сечения, а также для того, чтобы изменить начальные параметры готовой трубы – наружный и внутренний диаметры, толщину стенки, форму конечной части. Для изменения формы поперечного сечения выполняют прокатку через систему валков специального оборудования, которые, оказывая значительное давление на стенки трубы, формируют требуемый профиль.

В предназначенном для вальцовки оборудовании используются различные типы валков, которые формируют заданную форму и определенный размер заготовки
Если для расширения конечной части мягких трубок для кондиционеров эффективны простейшие приспособления, то для вальцовки трубных изделий, изготовленных из стальных сплавов, необходимо применение специальных инструментов. Последние в зависимости от параметров и материала изготовления трубопроката, который необходимо подвергнуть вальцовке, делятся на следующие категории:
- Т – для обработки труб с внутренним диаметром в диапазоне 5,6–12,5 мм (особенностью инструмента данной серии является то, что с его помощью вальцевать можно на ограниченную глубину);
- СТ – для вальцовки сварных изделий, внутренний диаметр которых находится в интервале 6–11 мм (также имеет ограниченную глубину вальцевания);
- Р – для обработки трубопроката диаметром 1,2–4 см (максимальная величина развальцовки при использовании такого инструмента составляет 4,87 см);
- РТ – для работы с трубами диаметром 0,55–1,15 см (при этом увеличиваться внутренний диаметр изделия может до 1,29 см);
- СР – для вальцовки на более значительную глубину (максимальная величина развальцовки инструментами данной серии составляет 3,23 см);
- 5Р – для обработки тонкостенного трубопроката из нержавеющих стальных сплавов.

Фотографии некоторых моделей инструмента для развальцовки
На современном рынке представлено еще несколько серий инструмента для вальцовки, но мы перечислили наиболее популярные из них.
Специализированный инструмент для выполнения развальцовки труб чаще всего используется при монтаже теплообменников, в которых устанавливаются трубные решетки. Рабочий орган такого приспособления, который и оказывает механическое воздействие на стенки трубы, подвергается специальной обработке, позволяющей наделить его высокой прочностью.
Развальцовка труб при монтаже теплообменного оборудования
Монтаж труб в теплообменных системах, выполняемый при помощи вальцовочной операции, является достаточно распространенной процедурой, поэтому лучше познакомиться с ней более подробно. Использование такой технологии и качественного инструмента позволяет получить надежные соединения труб со стенками отверстий, выполненных в трубном барабане.
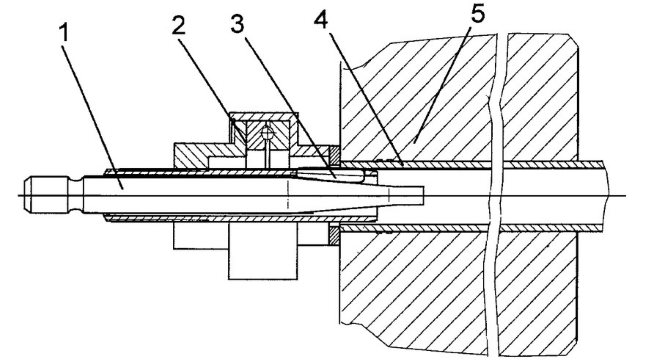
Схема вальцовки трубы роликовым инструментом: 1 – веретено с рабочим конусом; 2 – обойма с подшипником; 3 – ролики; 4 – труба; 5 – решетка трубная
Итак, необходимо выполнить следующие действия.
- Отрезок трубы устанавливают в отверстие, диаметр которого меньше, чем ее наружный диаметр.
- Рабочий орган инструмента вводят во внутреннюю часть трубы и начинают выполнять ее расширение. Ее диаметр под действием пластической деформации начинает увеличиваться, и зазор между ее наружной стенкой и стенкой отверстия, в которое она вставлена, исчезает. После выборки зазора деформироваться начинают и стенки отверстия в трубном барабане, на которые оказывает давление расширяющаяся труба. Таким образом, формируется плотное и надежное соединение.
- Когда вальцуешь при помощи такого инструмента, следует быть очень аккуратным и следить за тем, чтобы стенки трубы под воздействием значительного давления не разрушились. Это может произойти, если ее диаметр увеличивается выше допустимого технологией предела. Избежать таких негативных последствий позволяет не только строгое следование технологическим рекомендациям, но и правильный выбор инструмента.
Итак, под вальцовкой подразумевается достаточно большой перечень технологических операций, для качественного выполнения которых необходимо правильно подбирать соответствующие инструменты и оборудование.