Из чего делают отрезные диски по металлу?
Выбираем правильный отрезной диск по металлу для УШМ
Отрезной диск по металлу: назначение, конструкция, виды и маркировка. Особенности структуры дисков по алюминию. Критерии выбора и расчет расхода пильного диска. Популярные производители и обзор цен.

Болгарка с отрезным диском по металлу уже давно практически полностью вытеснила из обихода слесарную ножовку. Этот инструмент не имеет себе равных там, где без высокой точности требуется быстро и аккуратно отрезать излишки арматуры, разделить на две части трубу или произвести заготовку мерных деталей из проката для дальнейшей сварки объемных конструкций. Основным рабочим инструментом для болгарки при резке металла является тонкий диск, изготовленный из абразивной смеси на основе смол и армированный сеткой из стекловолокна. Несмотря на очень высокие скорости резания, эти изделия гораздо безопаснее монолитных шлифкругов. Армирование не позволяет откалываться крупным частям, а разрушение диска, как правило, происходит только из-за нарушения правил эксплуатации и несоблюдения режимов резания.
Виды отрезных дисков по металлу
Технические характеристики отрезных кругов (или иначе дисков) для работы по металлу регламентируются ГОСТ Р 57978—2017, который предусматривает два типа этого инструмента: плоские (ISO 41) и с утопленным центром (ISO 42). Этим же ГОСТом устанавливаются размерные ряды и другие нормируемые параметры для обоих типов. Конструктивно отрезной диск по металлу представляет собой структуру типа сэндвич, состоящую из чередующихся слоев армирующей сетки и режущего композита, в которые запрессована металлическая втулка (см. рис. ниже).

Армирующие сетки, как правило, изготавливаются из стекловолокна и в зависимости от условий применения инструмента могут иметь разные толщину и размеры ячеек. Режущий композит состоит из абразивного порошка и связки. Для резки металлов в качестве абразива используют порошки из различных видов электрокорунда и карбида кремния, а связкой обычно служат бакелитовые смолы (хотя ГОСТом также предусмотрено применение вулканитов).
Кроме армированных абразивных кругов на связках из смол существуют твердосплавные диски для резки металла на стационарных маятниковых и торцовочных пилах. Такой инструмент обычно используют в заготовительных цехах металлообрабатывающих предприятий, он имеет узкоспециализированное применение и относится к дисковым пилам. Еще один вид отрезного инструмента — это алмазные диски, но они в соответствии с ГОСТ 32833—2014 не могут применяться для резки металлов. Иногда к отрезным относят и пильные диски, используемые в деревообработке на циркулярных станках. Внешне они в чем-то подобны отрезным кругам для обработки древесины. Но на самом деле такие пильные диски имеют другое назначение, и ГОСТом классифицируются как «дисковые пилы».
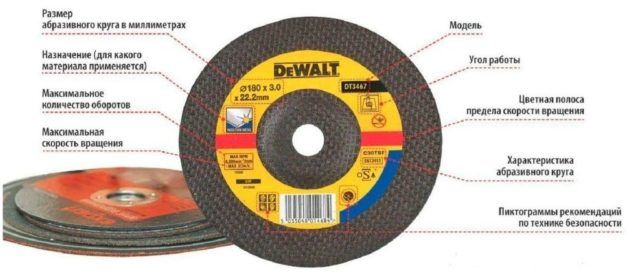
Маркировки кругов для резки металла

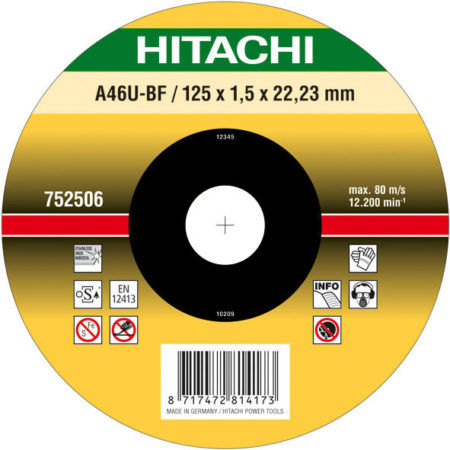
На фото выше показан диск для резки металла Лужского абразивного завода, промаркированный в соответствии с государственными стандартами. Цифрами обозначены следующие поля:
- Конструктивный тип (ISO 41, плоский).
- Геометрические характеристики (диаметр, толщина, посадочное отверстие). Ниже, под красной полосой, они же указаны в дюймах.
- Физические характеристики: тип абразива (А – электрокорунд); размер зерна; степень твердости (латинская Т — весьма твердые); тип связки (BF – бакелит армированный).
- Максимальная скорость вращения.
- Максимально допустимая окружная скорость.
- Для какого материала предназначен.
- Пиктограммы техники безопасности.
- Ссылка на нормативные документы.
- Логотип производителя.
Кроме того, ГОСТ P 52588—2011 и международные стандарты обязывают производителей наносить на свои изделия цветовую маркировку в виде сплошной горизонтальной полосы шириной от 5 до 20 мм, указывающей на предельную окружную скорость. Для отрезных дисков по металлу обычно это красная полоса, соответствующая 80 м/сек (см. фото выше). Некоторые производители дополнительно маркируют свою продукцию цветовыми полями в соответствии с группой материалов (металлы, камень, керамика и пр.), для резки которой предназначен конкретный тип круга. Такие маркировки в системах ANSI и ISO совпадают только частично, поэтому лучше ориентироваться на указатели в виде надписей и пиктограмм.
Особенности дисков для резки алюминия
Специальные диски для резки алюминия выпускает только ограниченное число производителей, остальные в типе материала обычно указывают более широкое назначение, например «для работы по цветным металлам». В целом резка алюминия болгаркой имеет смысл только при каких-то разовых работах. А для больших объемов алюминиевых заготовок гораздо лучше подходят отрезные и раскроечные станки со специальными пильными дисками по алюминию. На фото ниже: диск для работ по алюминию фирмы Metabo. Обратите внимание на маркировку класса твердости (О означает «среднетвердый») и сравните с маркировкой лужского диска.

Как правильно подобрать отрезной диск
Обязательно нужно обратить внимание на срок годности (он выбит на ободе втулки), т. к. в качестве связки в таких изделиях используются бакелитовые смолы, которые со временем высыхают и теряют упругость. Также нужно понимать, что диски для резки металла одного и того же типа, но различных производителей во время работы ведут себя по-разному. Поэтому, чтобы не было сюрпризов, кроме анализа стандартных данных, надо обязательно поискать дополнительную информацию в отзывах покупателей, на профильных форумах и т. п. Ниже в видеоролике рассказывается, чем отличаются несколько практически одинаковых дисков различных брендов.
Сравнение расходников популярных производителей
| № | Торговая марка | Диаметр посадочного отверстия (мм) |
Средняя цена (руб.) |
Страна производства |
|---|---|---|---|---|
| 1 | «Зубр» | 22,2 | 25 | Китай |
| 2 | «Луга-Абразив» | 22, 22,2 | 30 | Россия |
| 3 | Gigant | 22 | 30 | Китай |
| 4 | Sturm | 22,2 | 32 | Китай |
| 5 | Stayer | 22 | 36 | Китай |
| 6 | Fit | 22 | 42 | Китай |
| 7 | Hitachi | 22,2 | 45 | Россия, «Луга-Абразив» |
| 8 | Bosch | 22,2 | 85 | EU |
| 9 | Metabo | 22,2 | 90 | EU |
Кроме абразивных отрезных кругов по металлу для болгарок, в продаже можно встретить аналогичные изделия, предназначенные для другого электроинструмента. Это отрезные диски диаметром 350÷400 мм для рельсорезов Husqvarna и им подобных, а также мини-диски Ø32 типа «дремель» для крепления на оснастку с цилиндрическим хвостовиком.
Как рассчитать расход отрезного диска
Главный недостаток этого метода — проблема неповторяемости параметров отрезных кругов одного и того же типа, приобретаемых пользователями на современном российском рынке. Поэтому лучше всего для каждой партии закупленных дисков принимать собственный норматив, проведя несколькими из них пробную резку на определенных типах заготовок из металла (лист, труба, арматура и т. п.). Таким способом со временем можно накопить достаточную базу данных, проанализировать закономерности и выработать свои нормативы с поправочными коэффициентами.
Нередко встречается утверждение, что отрезными кругами по камню без проблем можно резать цветные металлы. А что вы думаете по этому поводу? Поделитесь, пожалуйста, своим мнением в комментариях.
Главные характеристики отрезных кругов по металлу и требования по качеству.
ТИПЫ ОТРЕЗНЫХ КРУГОВ ПО МЕТАЛЛУ, МАРКИРОВКА, СОСТАВ
главная информация про отрезные круги по металлу.

Отрезные круги для ручных УШМ бывают двух типов — тип 41 и тип 42. Первые — плоские, вторые —с утопленной втулкой (их порой называют чашечными). Вторые — удобнее в случаях, когда надо отрезать заподлицо со стеной торчащий из нее арматурный прут, такой чашечный круг позволяет сделать рез практически параллельно стене. Наиболее популярными как в предложении производителей, так и у потребителей. являются отрезные круги по металлу 41 типа.
Про маркировки. На самом отрезном круге как правило, указывают размеры круга, его срок годности на стальном внутреннем кольце (или дату производства), максимальные эксплуатационные обороты и спецификацию. Кроме того, указываются размерные параметры круга — внешний диаметр, толщина круга и посадочный диаметр (он, как правило, равен 22,23мм). Внешний диаметр фактически указывает на класс (тип) болгарки, для которой предназначен данный круг – 115, 125, 150, 180, 230 мм и др. При выборе отрезного круга в первую очередьнеобходимо определить — специализацию круга (абразивную отрезную «расходку» выпускают для резки не только металлу (черный металл и сталь), но и по нержавейке, камню и даже в универсальном варианте). Также указывают размеры круга, его срок годности, максимальные эксплуатационные обороты и маркировку. Обычно маркировка отрезного круга для УШМ выглядит примерно так: A54SBF или другие варианты 14A63H35-39БУ. Первый символ — тип абразивного зерна (А — нормальный электрокорунд, AS — белый электрокорунд), цифра — размер зерна, S — твердость (по европейской схеме обозначений, в России может использоваться маркировка Т1, Т2 и т. д.), В — бакелитовая связка, F — наличие упрочняющих элементов (стеклосетки). Про маркировку и ее расшифровку можно написать отдельную статью, некоторые производители, например Луга или Исма достаточно подробно описывают на своих сайтах все подробности, причем указывая всю информацию для конкретных типов кругов.
 Отрезные круги для УШМ всегда изготавливают на бакелитовой связке и всегда с упрочняющими элементами, причем сеток должно быть как минимум две, если речь идет об отрезных кругах. Для шлифовальных кругов применяют три сетки. Нормальный электрокорунд (окись алюминия) идет на круги для резки черных металлов. Круги с белым электрокорундом — окисью алюминия, но без железа, серы и хлора в составе, даже в виде примесей предназначены для резки нержавейки. Процент содержания оксида алюминия в нем доходит до 99%. Белый электрокорунд не дает такого прижога, как нормальный, именно потому его используют для производства кругов для резки нержавейки. Для нержавеющей стали прижог недопустим — при перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Это важно учитывать при выборе отрезного круга и внимательно читать информацию на упаковке. Обратное применение, то есть использование универсальных кругов STELL + INOX, или с маркировкой только INOX для черных металлов допускается. Обычно, при резке такими кругами черных металлов увеличивается величина резания одним кругом, но падает скорость резания. Кроме того, обычно они дороже по стоимости.
Отрезные круги для УШМ всегда изготавливают на бакелитовой связке и всегда с упрочняющими элементами, причем сеток должно быть как минимум две, если речь идет об отрезных кругах. Для шлифовальных кругов применяют три сетки. Нормальный электрокорунд (окись алюминия) идет на круги для резки черных металлов. Круги с белым электрокорундом — окисью алюминия, но без железа, серы и хлора в составе, даже в виде примесей предназначены для резки нержавейки. Процент содержания оксида алюминия в нем доходит до 99%. Белый электрокорунд не дает такого прижога, как нормальный, именно потому его используют для производства кругов для резки нержавейки. Для нержавеющей стали прижог недопустим — при перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Это важно учитывать при выборе отрезного круга и внимательно читать информацию на упаковке. Обратное применение, то есть использование универсальных кругов STELL + INOX, или с маркировкой только INOX для черных металлов допускается. Обычно, при резке такими кругами черных металлов увеличивается величина резания одним кругом, но падает скорость резания. Кроме того, обычно они дороже по стоимости.
Встречается так же циркониевый электрокорунд, у него самое твердое зерно среди всех корундовых материалов. На его основе делают круги для резки и шлифовки рельс, а также для грубой обдирки. У них очень крупное зерно, да и сами круги очень твердые — это повышает их ресурс.
Про размер зерна — у каждого производителя свой состав и рецептура. В зависимости от размера фракции производители подбирают оптимальный состав разных компонентов. Именно составом химических элементов, их процентовкой и если переборщить с твердостью, круг окажется неэффективен, будет не резать, а гореть.
Твердость задается не только рецептурой, но и давлением прессования.
Помимо собственно абразива и бакелитовой связки, в состав круга входят различные наполнители. Их состав у всех свой и, понятное дело, не афишируется. Третий важный элемент, входящий в состав кругов, — стеклосетка. Она придает необходимую прочность — без нее (точнее, без них — как уже было сказано, их должно быть две) круг неминуемо разлетится на части. Сетка также препятствует разрыву при боковых нагрузках, которых при работе УШМ не избежать. Это ведь не станок, и когда держишь инструмент в руках, всегда будут небольшие отклонения в ту или иную сторону, приводящие к изгибу круга. Он должен выдерживать такие деформации, и должную прочность ему придает именно сетка.
Чем толще сетка, тем прочнее, но тем меньше в круге абразива, соответственно ниже его эффективность. Производитель вынужден искать оптимальное соотношение, подбирая толщину и прочность сетки, чтобы круг обладал и хорошей производительностью, и достаточной прочностью.
Чем тоньше диск, тем легче резка. Более толстый круг испытывает большее сопротивление материала, а значит, резка потребует большего усилия. Тонкие же круги режут значительно легче, быстрее и аккуратнее. Они меньше нагревают материал, но и интенсивнее стачиваются. Такие диски— идеальный вариант для маломощных УШМ или аккумуляторных моделей, которые потратят меньше энергии на один рез. Стандартная толщина для диска диаметром 125 мм— 2-2,5 мм. Тонкий вариант для диска того же диаметра — 1-1,2 мм. Бытует мнение, что тонкие отрезные диски по металлу легко сломать на ходу, поэтому многие побаиваются их покупать. На самом деле бояться не стоит, ведь внутри круга, независимо от толщины, есть минимум две армирующих сетки, в любом случае, использование защитного кожуха и индивидуальных средств безопасности обязательно. Тем не менее, необходимо внимательно осмотреть отрезной круг перед использованием, не допускается использование отрезных кругов с любыми механических повреждениями (сколами, трещинами, заметным отклонением размеров).
 Отрезные, обдирочные или шлифовальные.
Отрезные, обдирочные или шлифовальные.
Отрезные круги как правило применяют только для резки, отрезки различных металлических конструкций. Если необходимо в первую очередь зачищать небольшие плоские поверхности, нужно использовать обдирочные или шлифовальные круги по металлу. Это тип выделяется отдельно — ТИП 27. Их достаточно легко отличить не вооруженным глазом — их толщина 6 мм.
Круги по металлу, специализированные по типу материала (по нержавейке, чугуну и др.), универсальные.
Прежде всего, при выборе, необходимо как минимум задуматься, какой металл придется обрабатывать. На каждом отрезном круге указан тип материала, для которого он предназначен. Про отрезные круги по камню, мы уже почти не вспоминаем, так как для профессионального или постоянного использования применяются алмазные круги. Тем не менее, обрабатывая металл, следует уделить внимание при выборе. Наилучшим решением является применение специализированных отрезных кругов по металлу. Наиболее применяемыми являются круги по металлу или стали. Этими кругами рекомендуется резать большонство сортов стали, но важно помнить, что не рекомендуется их использовать для резки нержевеющих сталей. При сипользования отрезного круга, на которром написано ПО МЕТАЛЛУ или ПО СТАЛИ, ваша нержавейка после отрезки — увы заржавеет.
Имеются специальные круги по металлу по чугуну, цветным металлам и др. Именно специализированные круги наилучшим образом обеспечат качественную работу как с точки зрения параметров получаемого изделия, так и не изменяет его характеристик.Например, все специальные круги предназначенные для нержавеющих сталей содержат указанием INOX или ПО НЕРЖАВЕЙКЕ.
Сейчас предлагают и универсальные отрезнвые круги по металлу, то есть с указанием для всех типов металлов, включая нержавейку, цветные металлы и другие.
 |
 |
 |
| круг универсальный | круг сп ециальный по нержевейке | круг по металлу, по стали |
ТРЕБОВАНИЯ КАЧЕСТВА И БЕЗОПАСНОСТИ ОТРЕЗНОГО КРУГА
Линейная скорость вращения круга составляет 80 м/с (на краю) – указана на каждом отрезном круге. Требования по безопасности гласят, что необходимо работать с УШМ только с защитным кожухом и индивидуальными средствами безопасности.
Для отрезных кругов для УШМ минимально допустимая скорость разрушения должна быть не менее 150 м/с. То есть необходим почти двукратный запас прочности по сравнению с рабочей скоростью. Существенный вклад в эту прочность, помимо связки, вносит армирующая сетка.
Абразивные круги как потенциально опасная продукция подлежат обязательной сертификации.
Разновидности дисков для резки металла
Болгарки стали неотъемлемой частью производственных процессов, строительства, промышленных и бытовых ремонтов. При работе с этим инструментом необходимо большое количество расходного материала. Наиболее используемые – отрезные диски.
Применение отрезных дисков по металлу
Определенные круги применяются при резке образцов различной степени твёрдости. Это может быть:
- кирпич;
- бетон;
- металл;
- гранит, трудно поддающийся резке.
Также можно выполнить шлифовку любого уровня, зачистку металлов, очистку поверхностей от краски, коррозии и клеевых составов.
Отрезные диски можно подобрать для маленькой, средней и большой болгарок. Основное внимание при выборе необходимо уделить подбору внешнего и внутреннего диаметра. От размера круга будет зависеть глубина реза.
Также немаловажным является количество зубьев – режущих сегментов, которое варьируется от 24 до 100 и отвечает за скорость резки. Чем больше количество зубьев – тем выше скорость.
При разрезании металла чаще всего применяются диски диаметром 200–300 мм. Они используются при резке алюминиевого и стального профилей, листовой стали, арматуры и цветного металла.
Классификация дисков на болгарку по размерам и материалам
Выбор дисков для болгарки может показаться совсем непростой задачей. Их классификация основана на множестве параметров.
Материал для обработки:
- по металлу;
- по дереву;
- по бетону;
- по керамике.



Вид выполняемых работ:
- обдирочные диски и насадки;
- отрезные круги;
- полировальные и шлифовальные круги.




Материал для изготовления и его особенности:
- цельнометаллические алмазные (сплошные и секционные);
- цельнометаллические с зубьями;
- абразивные.


Маркировка абразивных кругов:
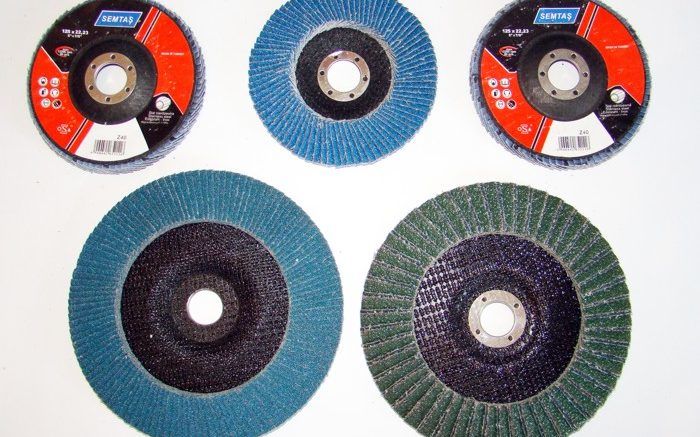
- основным цветом и соответствующей надписью обозначен материал образца: синий — для реза по металлу, зелёный — для работы с камнем;
- первыми буквами обозначен материал, из которогозготовлен диск: А, C, AS (корунд, карбид кремния, электрокорунд);
- цифровые обозначения – размер зерна абразива. Чем мельче зерно, тем ниже скорость реза и выше точность;
- последней буквой обозначена твёрдость связки. А – наиболее мягкая, далее по алфавиту показатель увеличивается;
- скорость вращения обозначена цифрами на цветной полосе и не должна превышать скорость работы болгарки.

Линейные характеристики и размеры разных видов дисков
Для болгарок разных размеров и мощностей применяются круги с соответствующими линейными характеристиками:
- внешний диаметр: 115, 125, 150, 180, 200, 230, 300, 365 мм;
- диаметр посадочного кольца: 22.2 (наиболее распространён), 22, 32 мм;
- толщина: 1.0, 1.2, 1.6, 1.8, 2.0, 2.5, 3.2 мм.
Для тонкой и ровной линии реза наиболее подходящим является диск толщиной ≈ 1.0 мм. Но у него имеется существенный недостаток – повышенная гибкость, приводящая к слому при излишнем нажатии. Оптимальная толщина для реза, в среднем, составляет 1.6 мм.
С помощью шлифовальных и полировальных дисков можно достичь необходимого результата в обработке поверхностей. Такие круги имеют толщину большую, чем те, которые используют для резки металла. В зависимости от необходимого результата, на одну из сторон крепятся сменные накладки:
- наждачная бумага;
- ткань;
- войлок;
- губчатый материал.

Необходимым дополнением являются специальные мелкоабразивные пасты и жидкости.
Также существуют диски для затачивания инструмента и обдирочные насадки для болгарки:
- алмазные обдирочные (работа по бетону, камню и цементу). Не могут использоваться для обработки металла;
- лепестковые шлифовальные;
- абразивные заточные;
- витые шарошки (обдирка загрязнений с металлических, бетонных и каменных поверхностей).



Абразивные заточные круги используются для грубой обработки металла:
- оплавление сварного шва;
- заточка разнообразного режущего инструмента (например, зубья дисковой пилы).
Лепестковые шлифовальные диски гораздо мягче абразивных. По этой причине появляются трудности в удалении твёрдых выступов, но повышается качество шлифовки рельефных поверхностей.
Преимущества разных видов дисков
Положительные моменты абразивных дисков:
- доступная стоимость;
- широкий ассортимент;
- не тупятся в процессе эксплуатации;
- самопроизвольное охлаждение за счет наличия пористой структуры;
- диск по алюминию состоит из специальных наполнителей (не загрязняется, повышается износостойкость и качество реза).

- быстрый износ;
- обильное выделение характерного запаха в процессе работы;
- при резке образуется сноп искр.
Положительные моменты алмазных дисков:
- отсутствие запаха гари;
- незначительный выброс искр в процессе работы;
- длительный срок эксплуатации;
- точность реза.
- быстрый нагрев;
- дороговизна.
Положительные моменты твердосплавных дисков по металлу:
- высокая скорость работы;
- металл не нагревается;
- точность реза;
- солидный ресурс диска (порядка 5000 резов);
- нет вредных выбросов.

- дороговизна;
- боится ржавчины;
- потеря металла (по причине толстой линии реза).
Популярные производители и дороговизна дисков
Цены на расходный материал для болгарки варьируются от самых низких – порядка 20 р., и до нескольких тысяч рублей. Дороговизна напрямую зависит от производителя и того, какой материал будет в работе. Текущий рынок богат выбором производителей как отечественных, так и зарубежных.
Bosch
Немецкая компания, лидер в производстве электроинструмента и сопутствующих материалов. Большое разнообразие насадок для болгарок: алмазные и абразивные отрезные круги по камню, металлу и дереву. Продукция компании отвечает ISO.

Канадский производитель инструмента профессионального и бытового пользования. Ассортимент представлен широким выбором отрезных дисков по металлу и камню.

Dremel
Американская компания. Производит высококачественные электроинструменты. Также в ассортименте широкий выбор насадок для болгарок:
- отрезные круги по металлу, дереву и пластмассе;
- с алмазным покрытием по бетону, мрамору, керамике и фарфору.

Husqvarna
Швейцарская компания, известная своей высокой производительностью и уровнем прочности изделий. В ассортименте широкий выбор отрезных алмазных и абразивных дисков. Отрицательным моментом является высокая цена.

MESSER
Корейский производитель. Богатый ассортимент насадок для болгарок:
- твердосплавные круги по высокоуглеродистой стали;
- сегментированные алмазные по бетону и асфальту;
- диски для резки керамических изделий, керамогранита и мрамора.

Российская компания. Производит электроинструмент и режущее оборудование. Широкий выбор универсальных насадок для болгарки.

Hitachi Power Tools, Luga Abrasiv Extra
Производитель АО «Лужский абразивный завод». Прекрасное соотношение цена – качество. В ассортименте можно найти бюджетные варианты, что не влияет на качество продукции.
Видео по теме: Bosch Expert for Steel — отрезной диск по стали
Круги отрезные по металлу
Резка металлоконструкций наиболее удобно осуществляется с помощью всем хорошо известного инструмента под названием «болгарка». Но для выполнения этой работы она должна комплектоваться такими расходными материалами, как отрезные круги (другое общепринятое название – диски). В основе принципа их действия лежит трение материалов, происходящее под высоким давлением. Достижение требуемого эффекта обеспечивается нагревом поверхности подвергаемого обработке предмета в точке контакта до относительно высокой температуры. В результате производятся управляемые изменения структуры сугубо механического характера: резка, чистка и полировка.
Конструкция
Рассматриваемые изделия — это диски:
имеющие шероховатую поверхность;
отличающиеся характерным серым цветом.

В их центре проделано отверстие с обрамлением в виде кольца, выполненного из оцинкованного металла. Производятся такие изделия из различного сырья и, кроме того, разнятся по конфигурации, размерным характеристикам и прочим рабочим параметрам.
Режущее действие создается высокопрочными материалами, имеющими искусственное происхождение, и измельченными до консистенции мельчайшей крошки В качестве базы используются электрокорунды, представляющие собою соединения, в состав которых входят оксиды металла алюминий, характеризующиеся химической устойчивостью, жаростойкостью и повышенной твердостью.
Основа используемого электрокорунда зависит целевого предназначения диска и может быть следующих типов:
хромистой (повышенное процентное содержание металла хром Cr);
титанистой (с металлом титан Ті);
циркониевой (входит элемент цирконий Zr);
монокорундовой (с содержанием окиси металла алюминий (Аl 2 О 3 ) в зерне порядка 97-98 процентов);
Круги для резки металла не входят в комплект поставки «болгарки». Предприятия-производители электроинструмента не собираются нести хоть какую-то ответственность за степень износостойкости и уровень качества сопутствующих расходных материалов. Дискам рассматриваемого типа характерно повышенное значением коэффициента износа ввиду подверженности в процессе эксплуатации значительному трению и, соответственно, нагреву. В момент контакта с объектом формируются снопы искр ярко-оранжевого цвета, являющихся раскаленными частицами как обрабатываемого изделия, так и самого круга. В результате износа диаметр расходного материала уменьшается, что влечет снижение его эффективности, то есть КПД.
Виды и размеры
Сечение профиля – проще говоря, толщина – отрезных дисков меньше, чем у шлифовальных. Их рабочая часть – торцевая. Она при соприкосновении с металлом как бы перетирает его. Выпускаются отрезные круги толщиной следующих номиналов – 2,5; 2,0; 1,8 и 1,6 мм.
Что же касается диаметра, находящегося по центру крепежного отверстия, то у дисков любого вида он идентичен и совпадает со значением этой характеристики приводного вала «болгарки». Во всех странах Евразии действует единый стандарт, устанавливающий его величину 22,23 мм.
Отличаются отрезные диски размерами внешних диаметров. В зависимости от этого параметра, они предназначены для «болгарок», развивающих разную мощность и характеризующихся различными размерами. Но наружный диаметр также стандартизован. В государствах Евразийского материка приняты следующие его величины:

Современная промышленность выпускает также специализированные отрезные круги. Сфера их предназначения – распиловка объектов, в качестве сырья для изготовления которых выступали «проблемные» металлы: высокоуглеродистые стали (обладают повышенной хрупкостью), вязкие (характеризуются повышенным трением между их частицами), а также мягкие (низкоуглеродистые) сплавы. Отличить их можно по применяемым предприятиями-производителями маркировочным кодам. Знание этих обозначений поможет определиться с наиболее подходящим диском для успешной работы с соответствующим изделием:
«aluminum» – резка мягких сталей, а также цветных металлов;
«castiron» – распил объектов из чугуна;
«inox» – для обработки сталей нержавеющего типа;
«steel» – распиливание обычной стали.
Как выбрать
Придя в магазин стройматериалов за отрезным кругом, принимать во внимание следует, прежде всего, значение его наружного диаметра. Как известно, на «болгарке» имеется защитный элемент в виде кожуха. А диаметр диска должен соответствовать его величине. Это значит, что помещаться в защитный аксессуар он должен свободно, и ничто не должно мешать его вращению. Обычно диаметр круга отображен на его лицевой поверхности. А допустимое значение этого параметра указано в паспорте на «болгарку». Достаточно лишь сопоставить числа.
Но для корректного подбора данного расходного материала необходимо учитывать еще и такие факторы, как специфика планируемых работ, особенности используемого инструмента, а также условия эксплуатации.
Металл относительно большой толщины
Для распила толстого металлического объекта рекомендуется применять утолщенный отрезной диск. Подобный подход обусловит снижение риска его разрушения и уменьшение процента износа. Температура режущего компонента в ходе работы значительно повышается. Если она достигнет, например, отметки 250°-300°, тогда пользующиеся популярностью диски, созданные на основе т.н. бакелитовой связки, становятся хрупкими и начинают усиленно искрить. Последнее явление говорит о возрастании интенсивности отрыва абразивных частиц от основной их массы, что приводит к ее ускоренному разрушению.
Металл небольшой толщины
Во время распила тонкий металл «царапает» круг, из-за чего его износ ускоряется. Поэтому в данном случае рекомендуется использование диска небольшой толщины по причине меньшей площади участка соприкосновения, на котором, собственно, и возникает трение.
В число немаловажных факторов при подборе круга для резки металла входят:
стоимость такого изделия;
Отечественными предприятиями осуществляется поставка на рынок относительно недорогих расходных материалов данной разновидности. Однако качество этой продукции нередко вызывает нарекания. Мало того, что такие отрезные круги недолговечны, они, к тому же, еще и небезопасны при эксплуатации. Более качественные образцы предлагают зарубежные производители. Но стоимость их товара заметно выше.
Ценовые характеристики
На этом фоне стоит учитывать показатель «цена/качество» и сопоставить его с характеристиками (читай, особенностями) планируемых к проведению работ. Если они предусматривают, что отрезной диск будет использован одноразово и непродолжительно, выгоднее остановить свой выбор на недорогом экземпляре. Иной подход актуален, когда работа, связанная с резкой металла, займет большой отрезок времени, и к качеству места спила предъявляются повышенные требования. Тогда дешевый вариант должен быть исключен.
Особенности установки/съема отрезных кругов
Прежде, чем приступать к распилу металлического объекта, нужно знать, как обращаться с «болгаркой». Речь идет, прежде всего, о корректном монтаже/демонтаже отрезного диска. Несоблюдение правил их выполнения может привести к серьезным неприятностям.
Установка отрезного круга
Первым делом осуществляется проверка положения находящейся снизу контрящей гайки, на которой размещается круг. Нужно добиться совпадения шлица на самой гайке со шлицем на приводном вале «болгарки». Затем на этот вал надевается отрезной диск так, чтобы его сторона с маркировкой была сверху.

Потом наживляется верхняя контргайка, после чего, удерживая ее рукой, следует провернуть круг по направлению его вращения. В ходе резки металла возникает эффект самозатягивания соединения. Обусловливает данное явление разница направления движения расходного элемента и гайки. Оно упрощает процедуру установки. Необходимость в подтягивании с помощью ключа верхней гайки отсутствует.
Съем отрезного диска
Съем отрезного круга предусматривает следующие действия:
после того, как диск полностью прекратит вращаться, «болгарка» отключается от сети электроснабжения;
цилиндрические выступы ключа, имеющего специальную конфигурацию, вставляются в гнезда верхней контрящей гайки с одновременным нажатием кнопки стопора;

Особенности маркировки
В маркировке диска, предназначенного для резки металла, указываются следующие сведения:
в верхней части отображается название компании-производителя;
указываются диаметры – как внутренний, так и внешний. Что же касается толщины круга, то наносят эту информацию на его лицевую сторону не все предприятия-изготовители данной продукции. Маркировка в общем случае выглядит, например, так: 215×2,5×2,23. Эти числа отображают внешний диаметр, толщину и диаметр посадочного отверстия, соответственно; 115×2,23. В данном варианте маркировки указаны только диаметры отрезного диска – внешний и внутренний, соответственно.
Некоторые компании отображают эти сведения с использованием дюймовой системы измерения.
для работы с каким материалом предназначен расходный элемент. Об этом речь шла выше. Осталось добавить, что на диск наносится дополнительно маркировка цветом. В частности, для работы с металлом – она синяя, с камнем и бетоном – зеленая;
тип круга принято обозначать числами: «41» – это диск плоский, а «42» говорит, что у такого расходного элемента смещенный центр;
материал изготовления связующей оснастки. В качестве упрочняющих используются, в основном, бакелитовые и вулканитовые материалы. Первые более востребованы. Разновидность элементов упрочнения представлена стекловолокном либо слоем стеклосетки. Для нарезки металла используются круги именно с бакелитовым армированием. Факт принадлежности к дискам такого типа можно понять по маркировке с сочетанием литер ВF либо БУ. Выше приведена лишь основная часть параметров, подлежащих маркировке рассматриваемых расходных материалов. Применяется и ряд иных обозначений, позволяющих домашнему мастеру понять:
на какие скорости работы рассчитана конструкция круга;
срок службы изделия;

Заключение
Подводя итоги следует отметить один важный момент. В качестве основного показателя качества отрезного круга зачастую выступает его цена. Причем за основу принимается прямо пропорциональная зависимость. То есть чем стоимость больше, тем и качество, по идее, должно быть выше. Однако в некоторых случаях приобретение продукции таких известных компаний, как, Makita, Intertool, Bosch и иных популярных производителей оказывается неоправданным. Покупатель просто переплачивает за узнаваемость бренда.
Диски для болгарки: шлифовальные и отрезные круги
При работе с угловыми шлифовальными машинками (болгарками) очень важно использовать качественные отрезные круги. Применение правильных кругов не только сделает работу лёгкой и удобной, но и обеспечит технику безопасности. Для того чтобы сделать правильный выбор, необходимо внимательно изучить конструкцию, а также обратить внимание на все параметры, которые содержит маркировка отрезных кругов.
 Используя разного типа диски, можно выполнять различного рода работы по шлифованию, пилению, очистки от ржавчины, снимание краски, штробление и т. п. Эти операции довольно часто приходится совершать при строительстве, ремонте, да и просто в быту. Использование одной и той же насадки для выполнения различной работы приводит как к уменьшению срока эксплуатации инструмента, так и к преждевременному износу рабочего диска. А также может привести к травме. Всё дело в том, что производимые диски имеют различия не только в размерах, но и в материале, из которого выполнена рабочая поверхность.
Используя разного типа диски, можно выполнять различного рода работы по шлифованию, пилению, очистки от ржавчины, снимание краски, штробление и т. п. Эти операции довольно часто приходится совершать при строительстве, ремонте, да и просто в быту. Использование одной и той же насадки для выполнения различной работы приводит как к уменьшению срока эксплуатации инструмента, так и к преждевременному износу рабочего диска. А также может привести к травме. Всё дело в том, что производимые диски имеют различия не только в размерах, но и в материале, из которого выполнена рабочая поверхность.
Классификация дисков для болгарки
Круги для болгарки можно разделить на несколько типов:
- отрезные;
- полировальные и шлифовальные;
- заточные;
- обдирочные.
Для обработки какого материала применяются:
 металлического;
металлического;- деревянного;
- бетонного;
- стекло.
Болгарочные круги отличаются формой, толщиной, диаметром и материалом изготовления. Для простых операций применяются обычные абразивные диски плоской формы. При резке или шлифовке в труднодоступных местах используют круги в форме тарелки с утопленным крепежом.
Разновидности отрезных дисков
Как было сказано выше, такие диски выпускаются разного размера и формы. Плоские предназначены для пиления в легкодоступных местах. Диски, выполненные в виде чаши, позволяют сделать рез в один уровень с поверхностью.
Толщина диска влияет на качество реза: чем диск тоньше, тем рез получается аккуратнее, но твёрдую поверхность, например, чугунные рельсы, таким диском пилить нецелесообразно. Поэтому для таких случаев используют диск с толстым основанием, более трёх миллиметров.
Круги по металлу
 Технология изготовления обрезных дисков происходит в несколько этапов. Первоначально смола смешивается с основным веществом, благодаря которому и происходит резка. В качестве такого вещества обычно выступает электрокорунд, кобальт, алмаз. Далее в состав добавляют специальные добавки, а край диска армируется стекловолоконной сеткой. Всё это заливается в форму, а по центру располагают кольцо из оцинкованной стали. Следующим этапом является помещение изделия в печь под большим давлением на срок около суток, где и происходит его затвердевание. Такого рода диски применяют для реза металлических изделий.
Технология изготовления обрезных дисков происходит в несколько этапов. Первоначально смола смешивается с основным веществом, благодаря которому и происходит резка. В качестве такого вещества обычно выступает электрокорунд, кобальт, алмаз. Далее в состав добавляют специальные добавки, а край диска армируется стекловолоконной сеткой. Всё это заливается в форму, а по центру располагают кольцо из оцинкованной стали. Следующим этапом является помещение изделия в печь под большим давлением на срок около суток, где и происходит его затвердевание. Такого рода диски применяют для реза металлических изделий.
 Отрезные круги для пилы или болгарки по металлу имеют стандартные размеры и рассчитаны на определённый вид инструмента:
Отрезные круги для пилы или болгарки по металлу имеют стандартные размеры и рассчитаны на определённый вид инструмента:
- для применения в бытовых условиях используют отрезные диски для болгарки 125 и 115 мм;
- отрезные круги с размерами 150 и 180 мм применяются для полупрофессионального типа;
- для очень мощных профессиональных болгарок используют 230 мм.
Внутреннее кольцо имеет размер 22,2 мм. Толщина кругов варьируется от 0,8 до 3 мм. Это значение напрямую связано с диаметром. В зависимости от толщины и вида металла подбирается толщина круга. Например, для резки тонкой стали или алюминия используют размер до 1,5 мм. Для плотных металлических изделий или арматуры следует уже применить размер, превышающий 2,6 мм.
По бетону и плитке
Такой диск может быть выполнен таким же способом, как и для металла или целиком быть изготовленным из стали. Особенностью является нанесение на режущую кромку диска алмазной крошки с помощью напыления. Обычно величина абразива составляет от 0,2 до 0,8 мм. Различают такие диски по способу применения: для сухой или влажной резки.
 Диски первого типа обычно разделяются по периметру на полоски, к концам которых методом сварки привариваются алмазные зубья. Такого вида конструкция устойчива к перегреву, но всё же более трёх минут применять такой диск не рекомендуется. Основное применение — это резка бетонного и каменистого материала.
Диски первого типа обычно разделяются по периметру на полоски, к концам которых методом сварки привариваются алмазные зубья. Такого вида конструкция устойчива к перегреву, но всё же более трёх минут применять такой диск не рекомендуется. Основное применение — это резка бетонного и каменистого материала.
Второй тип диска имеет сплошной вид. Перед началом работы его необходимо смачивать. При изготовлении режущей кромки в состав добавляют кобальт и бронзу. С первой добавкой режут гипсокартон, кафельную плитку, а с добавкой второго типа — кварц и гранит.
Различают круги не только по нанесённой маркировке, но и по цвету. Например:
- синий цвет — для мрамора или бетона;
- серый цвет — для керамических изделий;
- зеленый — применяют при резке гранита;
- жёлтый цвет — для гипса и керамики;
- оранжевый — кирпич и штукатурка.
Диски для работ по дереву
Диски для УШМ по дереву считаются самыми опасными. Работа без установленной защиты с этими кругами строго запрещена.
Они выполняются в виде круга со специального вида зубцами. Часто эксплуатируют пильные круги по дереву от циркулярных пил, хотя это небезопасно. Опасность таится в том, что такие пилы имеют большое количество зубьев и рассчитаны на маленькие обороты, что приводит к быстрому перегреву. Когда такая пила попадает на твёрдое препятствие удержать её в руках при этом становится очень непросто. Поэтому при работе лучше выбирать круги со специально выполненными мелкими зубцами с острой кромкой. Используемую кромку покрывают карбидом вольфрама.
Универсальным считается круг с чередующимися скошенными зубьями. В то время как для пород из мягкой древесины или хвои применяют прямой зуб. Трапециевидным зубом уже пилят материал средней плотности.
Если болгарку закрепить на специальной станине, то её можно использовать как простейший фрезерный станок. В таком случае лучше всего использовать УШМ с возможностью регулирования оборотов, это позволит устанавливать нужную скорость вращения фрезы во время обработки разных материалов.
Шлифовальные круги для болгарок

Основными веществами, которые применяют для изготовления рабочей части диска, являются карбиды кремния и бора, сферокорунды и сферорубины, кварцы.
Для проведения работ по шлифовке и зачистки разнообразного вида материала применяют отличные от отрезных диски. Для работ такого типа используют формы, выполненные в виде чаши или круга с выступающими пластинками. На всю выступающую поверхность наносят специальный материал. В зависимости от вида работ это может быть алмазная крошка, нейлоновые нити со специальным покрытием и т. п. Об особенностях шлифовального диска по дереву читайте здесь.
Существуют также круги, на поверхность которых внахлёстку наклеиваются полоски из наждачной бумаги. От размера зерна бумаги и зависит уровень зачистки. Очень удобны в применении сменные наждачные круги. Они крепятся с помощью липучки на основу, которая устанавливается на болгарку.
Шлифовальный круг для болгарки по металлу или другой поверхности представляет собой специальную насадку, на которую также фиксируется полировочный материал. Это может быть ткань, войлок, фетр или поролон.
Маркировка изделий
Чтобы понять, какого типа абразив применён, необходимо изучить нанесённую маркировку.
Первые символы обозначают тип применяемого абразивного материала: A — корунд, AS — электрокорунд, C — карбид кремния. Следующие цифры обозначают величину зернистости абразива. Последняя буква указывает на твёрдость связки. Присутствие букв и цифр означает:
- от 13А до 16А — используется электрокорунд нормальный;
- от 22А до 25А — используется электрокорунд белый;
- от 32А до 34А — используется электрокорунд хромистый;
- 37А и 38А — соответственно титанистый и циркониевый электрокорунд;
- от 90А до 95А — указывает на хромотитанистый электрокорунд;
- 96А — электрокорунд магниево-кремниевый;
- от 43 до 45А — это монокорунд.
Главный показатель, когда важна ширина получаемого пропила, толщина. Она бывает 0,8; 1; 1,2; 1,6; 2; 2,5; и 3 миллиметра.
Советы по выбору диска
В различных торговых точках представлено множество товаров от различных производителей. Самые популярные из них: Yato, Bosch, Stanley, Makita, Kronenflex. Их различие не только в стоимости, но и в качестве.
Дешёвые отрезные диски обычно обладают низкими эксплуатационными характеристиками. Это сильная вибрация при работе, пережённость кромки, вырывание внутреннего кольца. При покупке можно использовать следующий совет: если при лёгком изгибе диска он похрустывает, то велика вероятность его быстрого стачивания и разрушения.
Необходимо обратить внимание, что жёсткие круги по металлу прослужат дольше, но потребуют при работе усиленного давления на инструмент, а мягкие будут резать эффективнее, но быстрей сточатся. Тонкие круги эластичны и при перекосах инструмента лучше держат нагрузку. Круг с большой толщиной можно применить для шлифовки, а при его эксплуатации будет удобней контролировать правильность пропила.
Важно также отметить: хоть и УШМ — это очень удобный и нужный инструмент, но она также является источником потенциальной опасности. При его эксплуатации не следует забывать о технике безопасности и ни в коем случае не снимать с оборудования защитный кожух.
Какие бывают диски для болгарки по металлу: 4 варианта
Отправим материал на почту


- Типовые размеры дисков
- Виды дисков
- Отрезной
- Обдирочный и зачистной
- Заточной
- Шлифовальный и полировальный
- Советы по выбору диска
- Заключение
Углошлифовальная машина (УШМ) – ручной электрический инструмент широкого спектра применения. Для правильной работы с болгаркой необходимо ознакомиться с видами дисков, каждый из которых предназначен для конкретного вида манипуляций с металлом.
Типовые размеры дисков
На рынке представлено два основных типоразмера углошлифовальных машин, называемых в народе «большая» и «маленькая». В первом случае на болгарку устанавливаются диски с максимальным наружным диаметром 230 миллиметров, а во втором – не более 125 миллиметров.
Важно понимать, что на маленькую болгарку нельзя устанавливать диск большего типоразмера. Этого не стоит делать по следующим причинам:
-
Болгарка и диск спроектированы таким образом, что скорость вращения кромки диска находится в безопасных пределах. Если при резке металла режущая кромка диска диаметром 125 мм перемещается со скоростью
400 км/ч, то кромка диска диаметром 230 мм будет двигаться с двукратным превышением нормы – 800 км/ч. В таких условиях диск может быстро перегреться и разрушиться.

Типовая линейка наружных диаметров дисков выглядит так: 115, 125, 150, 180 и 230 миллиметров. Что касается внутреннего диаметра, то он одинаков у всех дисков и составляет 22,2 мм.
Виды дисков
Для каждого вида работ производителями предусмотрен свой вид диска. К основным манипуляциям с металлом, выполняемым болгаркой, относятся:
- резка;
- обдирка;
- заточка;
- шлифование;
- полирование.
Каждый из них следует рассмотреть подробнее.
Отрезной
Резка металла – основная задача углошлифовальной машины. Будь то труба или листовой металл – для его резки используются отрезные круги. Несмотря на кажущуюся простоту видов отрезных кругов достаточно много:
- Вулканитовые круги очень эластичны, благодаря чему их толщина может составлять всего 0.8 мм. Такие круги нашли свое применение в тонкой и бесприжеговой резке тонких металлов, когда требуется высокое качество шва. Минус у них один – они способны разрушится при малейшем нагреве, а их ресурс в 2-3 раза ниже отрезных дисков из других материалов.
- Бакелитовые отрезные круги, напротив, предназначены для резки толстых заготовок из металла. Свойства материала позволяют им сохранять целостность при высоких температурах – 200-300 °С. Таким диском можно распилить железнодорожный рельс или металлический двутавр. Минус у них один – при резке они очень сильно искрят, а температура искр высока, что требует повышенного внимания при работе.
- Керамические диски – высокотехнологичные и дорогие диски. Их главное преимущество – длительная беспрерывная работа. Они не боятся воды, в отличие от дисков из других материалов. Главным недостатком является низкая прочность при импульсных нагрузках. Если при работе с таким диском «наскочить» на что-либо, то он практически наверняка расколется.
- Карбидовые и электрокорундовые диски – самый распространенный вариант в России. Не имеют никаких абсолютных преимуществ, но и минусов то же. Самые универсальные круги из представленных. Карбидовые используются для резки цветных и мягких металлов, электроконрундовые – для работы со сталью.

Обдирочный и зачистной
Во время проведения механосборочных, сварных и других типов работ требуется зачистить поверхность металла от окислов и других загрязнений. Выполнить эту работу вручную – сложная и долгая задача. На помощь приходят обдирочные и зачистные диски по металлу.
Обдирочный круг представляет из себя цельный диск из крупнозернистого материала. При соприкосновении с металлом абразивный материал быстро и эффективно обдирает металл, удаляя с его поверхности окислы, оксиды, смазку и другие въевшиеся загрязнения.
Видео описание
Какой отрезной диск по металлу лучше?
Зачистной диск по металлу отличается от обдирочного своей конструкцией и зернистостью материала. Как правило, зачистка металл производится всей плоскостью круга, в отличие от обдирочного диска, работа с которым ведется под углом в 30-45° к поверхности металла. Абразивная поверхность имеет различную зернистость и конструкцию: наждачная бумага, шарошки или щетки.
Для грубой обдирки различных поверхностей может использоваться необычный вид дисков – корщетки. Вместо привычного композитного круга, из центра диска отходит множество проволок, образующих металлическую щетку. Такой диск способен в кратчайшие сроки снять с металла любые загрязнения, но после себя оставляет очень шершавую поверхность, требующую дополнительной шлифовки.
Заточной
Такие диски предназначены для заточки различного металлического инструмента. По своему внешнему виду и назначению полностью дублируют стационарное точило. Как правило, такие диски имеют большую толщину – от 6 мм и больше. Благодаря высоким оборотам шпинделя, режущий инструмент затачивается очень быстро. Работать с таким диском непривычно, но, при должной сноровке, результат будет идентичен заточке на стационарном точиле. Диски отличаются друг от друга диаметром, толщиной и зернистостью абразивного материала.
Шлифовальный и полировальный
Для качественной обработки поверхности металла применяются шлифовальные и полировальные круги для болгарки. Наиболее распространенный вид шлифкруга представляет из себя множество кусков (лепестков) наждачной бумаги, приклеенной к диску по всей окружности под некоторым углом. Применяя круги различной зернитости, достигается необходимое качество поверхности металла.
Для дальнейшей полировки применяется насадка с липучкой, накручивающаяся непосредственно на шпиндель болгарки. На рынке представлен богатый ассортимент наждачной бумаги для данной насадки с зернистостью от 40 и до 12000 единиц.
Полировка металла до зеркального блеска производится с помощью тканевых и войлочных дисков. Для этого на поверхность ткани наносится твердая полировочная паста, например, паста ГОИ.

Советы по выбору диска
На рынке представлен широкий ассортимент дисков для болгарки. Большое количество производителей и технических параметров затрудняет выбор. Следует придерживаться универсальных правил:
- Не стоит покупать самые дешевые диски. Согласно известной поговорке – скупой платит дважды. В случае с дисками для болгарки – трижды. Дешевые диски имеют крайне низкий ресурс, легко ломаются, могут иметь плохую геометрию, а материал диска неравномерную плотность, благодаря чему они «разлетаются», оставляя на диске острый зуб, способный нанести серьёзную травму, если оператор не сможет удержать болгарку в руках.
- Следует покупать самые жесткие диски. Это снизит удобство работы, придется сильнее давить на диск, но они служат значительно дольше и ломаются гораздо реже.
- Отзывы – лучший источник достоверной информации о конкретной модели диска. Если их нет в одном магазине – следует поискать их в другом.
- Многие виды дисков позиционируются как универсальные, но на самом деле являются специализированными. Например, обдирочные диски по металлу используются, в основном, для проведения сварочных работ. Обдирку производят под углом – это длительных и кропотливый процесс. Если диск необходим для простой зачистки от ржавчины – быстрее и дешевле сделать это шлифовальным кругом с лепестками. Информацию о нетипичном способе применения того или иного круга всегда можно почерпнуть в отзывах.
Видео описание
Вечный диск по металлу на болгарку.
Заключение
Болгарка – удобный и универсальный инструмент для работы с металлом. Производители предусмотрели множество видов дисков для любых видов работ. При выборе диска главное — помнить, что скупой платит дважды.