Как избежать деформации металла при сварке?
Деформации при сварке. Способы борьбы с ними
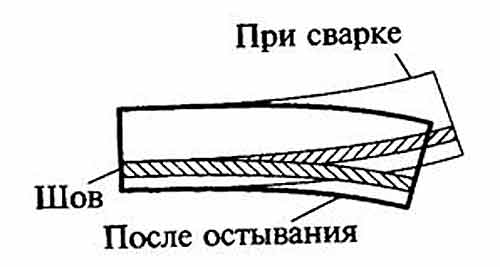
При нагреве до температуры сварки и последующем охлаждении детали испытывают деформации, что в конечном итоге приводит к физическому изменению их размеров и формы. Это изменение может быть заметно или незаметно невооруженному глазу. Термические деформации – это следствие возникновения внутренних структурных напряженностей металла, которые возникают из-за неравномерного распределения температуры и, соответственно, не одинакового изменения объема в различных сечениях детали в процессе ее охлаждения. Причинами появления деформаций конструкций (короблений и изгибов) в результате осуществления сварочных работ являются:
- Локализованный высокотемпературный нагрев и местное расширение объема металла в то время, когда остальная часть детали остается сравнительно холодной;
- Усадочные явления в наплавленном слое
- Фазовые превращения, которые испытывает металл при постепенном снижении температуры до комнатной.

Как минимизировать сварочные деформации?
Выбор вида сварки может сильно снизить деформации. Если применяется дуговая сварка, то наибольшие поводки будут при РДС, или как ее сегодня принято называть латинскими буквами ММА; они существенно снизятся, если использовать TIG (аргонную) и МIG/MAG (полуавтоматическую сварку). Применение PULSE режимов позволяет многократно снизить тепловложение в металл и уменьшить деформации, что очень хорошо видно на примере сварки тонколистовых сталей. Также следует отметить, что наибольшее деформирущее воздействие оказывает на изделие газовая сварка, так как под высокотемпературное влияние попадают значительные площади изделия; а наименьшее – сварка давлением (в вакууме, ультразвуком). Однако, чаще всего используется технология плавления дугой, поэтому далее речь пойдет именно про этот вид получения неразъемных соединений.
Технологические приемы, позволяющие снизить деформации при дуговой сварке
Первое, что приходит на ум каждому сварщику–любителю – это организация теплотвода, позволяющая несущественно, но снизить поводки стальных узлов. В качестве теплоотвода обычно применяют медные подкладки и другие приспособления. Есть более дешевый способ, такой как наложение влажного асбеста вблизи сварочного шва.
Техника выполнения работ также играет существенную роль. Для компенсации напряжений применяют сварку в шахматном порядке или путем поочередного плавления диаметрально противоположных участков соединения. Что имеется ввиду хорошо видно на примере сварной двутавровой балки, изображенной на рис.1. Цифрами обозначена последовательность проведения работ.

Сварка по принципу «обратной ступени» предполагает разделение линии соединения на небольшие участки с дальнейшей их сваркой в предложенном на рис. 2 порядке. Такой способ позволяет получить минимальные деформации, так как выполняется одновременно два принципа, позволяющих достигнуть такого результата, это:
- Короткий шов;
- Последовательность его наложения, позволяющая скомпенсировать коробления.
Если узел имеет свободные допуски, можно применить метод обратной деформации. В таком случае лист выгибается на величину сварочной деформации (которая может быть установлена опытным путем) в направлении обратном направлению ее действия.

Еще один простой способ уменьшить поводки металла – поставить прихватки перед тем, как начать сварку сплошным швом, используя при этом один из способов, указанных выше по тексту; или заневолить деталь с помощью оснастки.
Минимизировать деформации поможет:
- сопутствующий местный подогрев изделия горелками или предварительный — в электропечи
- Послесварочная термообработка
- Или же проковка в горячем и остывшем состоянии
- Рихтовка изделий в холодном состоянии
- Практически полностью снимает внутренние сварочные напряжения высокий отпуск при Т=550 -560 оС
Очевидно, что любой высокотемпературный нагрев на воздухе приводит к изменениям размеров и формы изделия. Степень изменений может быть заметна невооруженным глазом или же при проведении контроля с помощью различных инструментов: штангенциркуль позволит измерить линейные размеры, индикатор на стойке поможет проконтролировать биения. Полностью избавиться от деформаций невозможно. Однако, есть еще способы значительно их уменьшить или же вообще от них избавиться после окончательной механической обработки путем:
- Выбора оптимальной конструкции изделия;
- Организации достаточных для полного удаления поводок припусков.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽
Как избежать деформаций при сварке? Способы устранения сварочных деформаций
Статья «Как избежать деформаций при сварке? Способы устранения сварочных деформаций» является заключительным продолжением для статей «Деформации и напряжения при сварке. Причины сварочных деформаций и напряжений» и «Виды деформаций и напряжений при сварке».
Для уменьшения внутренних деформаций и напряжений применяют ряд технологических приёмов по технике и очерёдности выполнения швов и их расположению, по выбору правильной конструкции изделия, по выбору режимов ручной дуговой сварки (или другого способа сварки).
Меры по предотвращению сварочных деформаций
Одним из способов устранения сварочных деформаций является сварка в кондукторах — специальных приспособлениях, позволяющих жёстко закрепить изделие. Кроме этого, часто применяют предварительную деформацию свариваемых деталей. Направление предварительной деформации должно быть противоположно ожидаемой деформации при сварке. Такая мера называется ещё методом предварительного изгиба.
Такой метод используют для предотвращения угловых деформаций при сварке угловых швов и при сварке нахлёсточных соединений. При сварке листового металла малой ширины, их выгибают в сторону, обратную от предполагаемой деформации.
В случае сварки листов большой ширины, их сварные кромки предварительно изгибают. Для предотвращения деформаций при сварке тавровых и двутавровых соединений, их закрепляют в приспособления, которые изгибают детали в сторону, обратную предполагаемой деформации.
Техника сварки, позволяющая избежать сварочных деформаций
.jpg) Существуют разные варианты техники сварки, позволяющие уменьшить сварочные напряжения и поводки. При выполнении сварочных швов большой длины, используют обратноступенчатый способ сварки на проход (схема а) на рисунке слева). При выполнении многослойной сварки, наплавляются каскадные сварные швы, или горкой. Каждый из этих слоёв (кроме первого и последнего) проковывают.
Существуют разные варианты техники сварки, позволяющие уменьшить сварочные напряжения и поводки. При выполнении сварочных швов большой длины, используют обратноступенчатый способ сварки на проход (схема а) на рисунке слева). При выполнении многослойной сварки, наплавляются каскадные сварные швы, или горкой. Каждый из этих слоёв (кроме первого и последнего) проковывают.
Кроме этого, сварные швы выполняются таким образом, чтобы каждый последующий шов вызывал напряжения, противоположные напряжениям от предыдущего шва (схемы б) и в) на рисунке слева).
.jpg) Последовательность сварки не должна препятствовать возможной свободной деформации сварной металлоконструкции. Например, при сварке листового настила из металлических полос, необходимо, в первую очередь, сваривать листы в каждом слое настила, а затем сваривать слои между собой (см. рисунок справа).
Последовательность сварки не должна препятствовать возможной свободной деформации сварной металлоконструкции. Например, при сварке листового настила из металлических полос, необходимо, в первую очередь, сваривать листы в каждом слое настила, а затем сваривать слои между собой (см. рисунок справа).
При сварке вязких материалов, применяют способы сварки, позволяющие снизить остаточные напряжения. К таким способам относятся закрепление свариваемой детали в специальных приспособлениях. В таких приспособлениях свариваемые детали собирают, сваривают и остужают.
Кроме этого, применяют различные приёмы, позволяющие быстро отводить тепло от сварного изделия, например, при охлаждении под струёй воды, или отвод теплоты с помощью медных подкладок.
Если свариваемый металл склонен к формированию закалочных структур, то резкое охлаждение сварного шва и зоны термического влияния приводит к возникновению внутренних напряжений и образованию холодных трещин в металле.
Для того, чтобы уменьшить перепад температур в металле, пред сваркой выполняют предварительный подогрев. Если сварочные работы ведутся при низких температурах, то подогрев обязателен даже если выполняется сварка низкоуглеродистых сталей.
Термообработка после сварки для устранения напряжений и деформаций
Отпуск после сварки для снятия напряжений
При сварке углеродистых конструкционных сталей выполняют общий высокотемпературный отпуск. Для этого сварное изделие нагревают до температуры 630-650°C, выдерживают при этой температуре и охлаждают. Время выдержки определяется из расчёта 2-3мин на миллиметр толщины металла.
Охлаждение сварного соединения должно происходить медленно, чтобы при остывании вновь не возникли внутренние напряжения. Скорость охлаждения стали определяется, в зависимости от её химического состава. Чем больше в составе стали присутствует элементов, способствующих закалке, тем меньше скорость охлаждения при отпуске после сварки. Часто сварное соединение охлаждают вместе с печью до температуры 300°C, а затем на обычном воздухе.
Отжиг для устранения внутренних напряжений
Отжиг для устранения напряжений и деформаций при сварке выполняется полный или низкотемпературный. При полном отжиге сварное изделие нагревают до температуры 800-950°C, выдерживают и охлаждают вместе с печью. После такого отпуска вязкость и пластичность сварного шва увеличивается, а твёрдость уменьшается.
При низкотемпературном отпуске сварное соединение нагревают до температуры 600-650°C и охлаждают вместе с печью. При таком отпуске, нагрев металла происходит до температур, ниже критических, поэтому, преобразований в кристаллической структуре металла не происходит.
Аргонодуговая обработка для снятия остаточных напряжений
Для снятия остаточных напряжений и деформаций после сварки применяют аргонодуговую обработку. Суть её заключается в том, что переходную зону от сварного шва к основному металлу расплавляют неплавящимся электродом в среде аргона. При расплавлении этой переходной зоны напряжения, действующие между металлом шва и основным металлом, исчезают. При кристаллизации, они появятся вновь, но их величина будет намного меньше изначальной. Такой способ позволяет снизить остаточные напряжения до 70%. Кроме снижения напряжений, этот метод позволяет получить плавный переход от шва к основному металлу и это существенно увеличивает прочность конструкции.
Проковка сварного шва с целью уменьшения напряжений и устранения деформаций
Если в металле шва или близлежащих областях металла создать дополнительные пластические деформации, то можно полностью устранить остаточные напряжения и деформации при сварке. Для этого выполняют проковку сварных швов.
Проковывают сварное соединение во время его остывания при температурах выше 450°C, либо ниже 150°C. При температурах от 200°C до 400°C проковку не выполняют из-за повышенного риска образования надрывов.
Проковывают швы вручную, молотком, массой около 1кг. Допускается применять пневматический молоток. В случае выполнения многослойных швов, не выполняют проковку последнего слоя и первого, на котором от ударов возможно образование трещин. Таким способом снимают напряжения в металле при заварке дефектов или при выполнении замыкающего сварного шва.
Термическая правка металла
Для устранения сварочных деформаций может применяться термическая правка, при которой нагрев сварного соединения происходит газовым пламенем, либо электрической дугой от неплавящегося электрода. При термической правке металл нагревается до температуры 750-850°C и начинает стремительно расширяться. Но, окружающие его холодные слои металла препятствуют его расширению и вызывают пластическую деформацию данного участка. При охлаждении, металл нагретого участка сжимается, и в нём происходит частичное или полное устранение деформаций.
Механическая правка сварного соединения
При сварке тонкого металла (до 3мм) правка производится вручную, с помощью молотка. При больших толщинах металла применяют прессы. Этот способ устранения сварочных деформаций не нашёл широкого применения, т.к. термическая правка является более целесообразным способом.
После механической правки на поверхности металла остаётся местный наклёп и предел текучести на этом участке повышается. При этом, пластичность стали снижается. Подобная неоднородность механических свойств негативно отражается на статической прочности всей металлоконструкции и при её работе под переменными нагрузками.
Сварочные напряжения и деформации
Образование напряжений и деформаций при сварке обычно связано с несоблюдением технологических требований. Такие соединения ненадежны, так как на швах могут появиться трещины, снижающие прочность. После деформации при сварке геометрические параметры могут измениться настолько, что конструкция будет непригодна для эксплуатации.
Определение сварочных напряжений и деформаций
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
- растягивающего действия;
- изгибающего;
- крутящего;
- сжимающего;
- срезающего.
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению.
Сварочные деформации ― это искажение формы под действием прилагаемых сил.
Причины возникновения
Причины образования деформаций и напряжений при сварке подразделяются на основные и побочные категории. К первым относят те, которые возникают во время сварки, поэтому неизбежны. Вторые нужно предотвращать.
Основные причины возникают как следствие:
- Неравномерного нагрева сварочной зоны и прилегающих участков. Более горячий металл расширяется больше чем холодный, поэтому между слоями с разной температурой начинает концентрироваться напряженность. Ее величина определяется степенью нагревания и коэффициентом теплового расширения. Чем больше эти значения, тем выше вероятность нарушения геометрии конструкций.
- Усадки. Когда при охлаждении после сварки металл переходит из жидкой фазы в твердое состояние, объем уменьшается. Этот процесс сопровождается растягиванием прилегающих участков с образованием напряжений, направленных вдоль или поперек шва. Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.
- Структурных изменений. При сварке высокоуглеродистой или легированной стали с большим нагревом происходит процесс закаливания с изменением объема и коэффициента теплового расширения. Это явление создает напряжения, приводящие к образованию трещин внутри и на поверхности швов. У сталей, в составе которых углерода меньше 0,35%, структурные изменения настолько малы, что не оказывают существенного влияния на качество сварных соединений.
К побочным причинам причисляют:
- неправильный выбор электродов или режимов сварки, некачественная подготовка деталей перед сваркой, другие нарушения технологии;
- неверный выбор вида швов или малое расстояние между ними, большое количество точек пересечения соединений и прочие конструктивные ошибки;
- неопытность сварщиков.
Классификация напряжений и деформаций
В зависимости от причины образования напряжения называются тепловыми и структурными. Первые возникают во время нагрева/остывания, вторые возникают при структурной перестройке металла. При сварке легированных или высокоуглеродистых сортов стали они проявляются совместно.
По месту действия напряжения присутствуют в границах конструкции, зернах, кристаллической решетке металла. По виду напряженного состояния их называют:
- линейными, с односторонним действием;
- плоскостными, действующими по двум направлениям;
- объемными, распространяющиеся по трем осям.
По направленности продольные напряжения действуют вдоль сварного соединения, а поперечные перпендикулярно.
Деформацию конструкции, которая происходит в процессе сварки, называют общей, а если изменяются размеры и форма только одной или нескольких деталей ― местной. По продолжительности существования действие временных сварочных деформаций проявляется только в процессе соединения деталей. После охлаждения геометрические параметры восстанавливаются. Остаточной называют сварочную деформацию, которая остается неизменной после устранения причины появления. Если геометрические параметры восстанавливаются после завершения сварки, деформации называются упругими, если нет ― пластичными.
Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.
Методы устранения напряжений
Для снятия напряжений пользуются отжигом и механической обработкой. Первый способ применяют в случаях, когда требуется обеспечить высокую точность размеров. Местный или общий отжиг проводят при нагреве до 550 — 680⁰C в три стадии: нагревание, выдержка, охлаждение.
Для механического снятия напряжений используют обработку проковкой, прокаткой, вибрацией, взрывом, чтобы создать нагрузку с противоположным знаком. Для горячей и холодной проковки используют пневматический молот. Обработку вибрацией проводят устройством, которое генерирует колебания с частотой в диапазоне 10 — 120 Гц.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции.
Методы устранения деформаций
Дефекты устраняют термическим с местным или общим нагревом, холодным механическим, термомеханическим способами. Для правки термическим методом с полным отжигом конструкцию закрепляют в устройстве, которое создает давление на искривленный участок, затем нагревают в печи.
Способ локального нагрева основан на сжимании металла при остывании. Для исправления дефектов искривленное место греют горелкой или сварочной дугой. Так как прилегающие участки остаются холодными, зона нагрева не может значительно расшириться. После охлаждения растянутый участок выпрямляется.
Термическим способом выправляют любые виды деформаций, однако при работе с тонкостенным металлом следует учитывать его особенности:
- тепло при местном нагреве тонких стальных листов быстро распространяется по всей площади, поэтому величина усилия сжатия оказывается недостаточной для исправления дефекта;
- температура локального нагрева тонкостенного металла не должна превышать 600 — 650⁰C, поскольку при увеличении температуры начнется образование пластических деформаций даже при отсутствии напряжения.
При механической правке растянутые участки деформируются внешними нагрузками в обратном направлении. Дефекты устраняют применением изгибания, вальцовки, растяжения, ковкой, прокаткой роликами.
Термомеханическую правку проводят с подогревом растянутого участка до 700 — 800⁰C и внешнего воздействия. Для выправления участков с большим растяжением сначала из избытков металла холодной рихтовкой формируют выступы в форме куполов. Затем по отдельности нагревают и резко охлаждают.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции. При этом учитывают эффективность метода, трудоемкость, величину финансовых затрат.
Напряжения и деформации при сварке

Напряжения и деформации в металлических сварных конструкциях возникают в результате нарушений технологии выполнения работ. О надежности в таких случаях говорить не приходится, поскольку на стыках образуются трещины, которые в конечном итоге приводят к разрушению конструкции. Помимо этого не исключается деформация металлических элементов. Часто она настолько критична, что эксплуатация изделия невозможна.
- Определение мест образования деформаций и напряжений
- Причины возникновения деформаций и напряжений при сварке
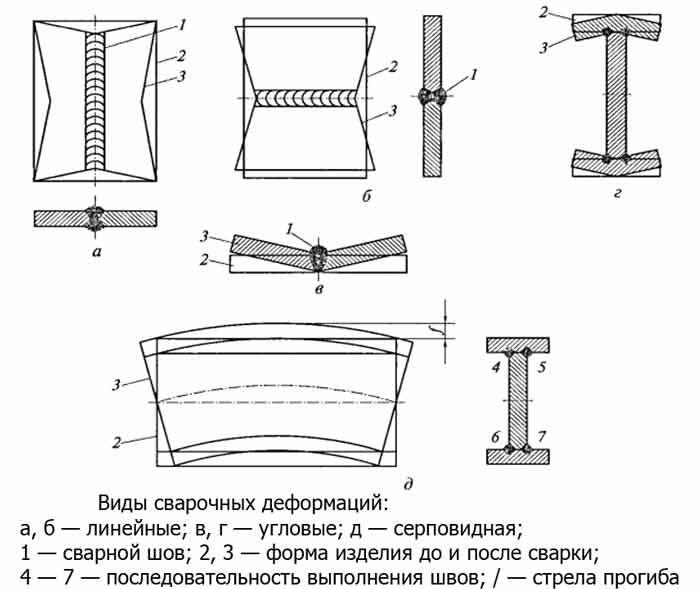
- Виды сварочных деформаций
- Как избежать деформации металла при сварке
- Временные и остаточные напряжения – методы устранения
- Методы устранения деформаций
Определение мест образования деформаций и напряжений
Сварочные напряжения – это направленные на соединительный шов механические воздействия постоянного характера. Они могут быть:
- изгибающего действия;
- растягивающего;
- срезающего;
- сжимающего;
- растягивающего.
Сварочные деформации – это изменение формы конструкции в результате воздействия внутренней силы. Точка приложения этой силы приходится на места сварки. Деформации могут проявляться не сразу, а по истечении некоторого времени как результат усталости металла или после начала эксплуатации под воздействием дополнительных нагрузок. При благоприятных раскладах возможен минимальный ущерб, который выражается снижением устойчивости к воздействию коррозии. Если же внутреннее напряжение слишком высокое, то не исключается разрушение конструкции.
Причины возникновения деформаций и напряжений при сварке
Напряжения и деформации во время сварки могут возникать по нескольким причинам. Их принято разделять на две группы: основные и побочные. Отличительная особенность между ними состоит в том, что первые образуются во время сварочного процесса и объективно неизбежны. А вот побочные напряжения можно и нужно предотвращать.

Основные причины деформаций, относящиеся к второй группе (побочные):
- Неравномерный нагрев металлической заготовки. Суть физического процесса сводится к тому, что металл с более высокой температурой расширяется больше. Между двумя примыкающими слоями с разной температурой образуется напряженность. Она тем больше, чем выше показатели температуры и, соответственно, коэффициент теплового расширения. С возрастанием значений прямо пропорционально увеличивается и вероятность деформации конструкции.
- Усадки имеют место в тех случаях, когда жидкий металл резко охлаждается и переходит в твердое состояние. Во время этого процесса прилегающие участки растягиваются, в результате чего создается внутреннее напряжение металла, которое может быть как продольным, так и поперечным по отношению к стыку. В первом случае вероятно изменение длины заготовки, а во втором – образование угловой деформации.
- Структурные изменения. Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.

К побочным причинам деформаций причисляют:
- неверный выбор электродов,
- сварка выполнялась в неправильном режиме;
- нарушения технологии выполнения сварочных работ;
- плохая подготовка кромок;
- ошибка при выборе типа шва;
- слишком маленькое расстояние между двумя разными швами;
- большое количество точек пересечения;
- неопытность специалистов;
- ошибки конструктивного характера.
Виды сварочных деформаций
Сварочные напряжения могут быть структурными или тепловыми в зависимости от причин их образования. Как понятно из названия, тепловые возникают в процессе нагрева или остывания заготовок, а структурные – в результате внутренних изменений материала. Они могут проявляться и комплексно, например, в случае сваривания высокоуглеродистых и легированных сортов стали.
Если принять во внимание место действия, то напряжения возникают в пределах всей конструкции, сварного соединения, в зернах или кристаллической решетке металла. По виду напряженного состояния их разделяют на три группы:
- Линейные. Характеризуются односторонним направлением действия;
- Плоские. Имеют двустороннюю направленность воздействия;
- Объемные. Действие напряжения направлено по трем осям.
Деформация, которая возникает во время сварочных работ, называется общей. В случаях, когда меняются форма и размеры одной или нескольких расположенных рядом свариваемых деталей, деформация называется местной.

Деформации принято различать и по продолжительности действия. Временными называют те, воздействие которых проявляется исключительно в период выполнения сварочных работ. Геометрические параметры восстанавливаются после остывания металла. Изменение формы, которое остается и после того, как устранена сама причина ее образования, называется остаточной. В случаях, когда геометрические параметры после работы приходят в начальную форму, деформации принято называть упругими, в обратном случае – пластическими.
Как избежать деформации металла при сварке
Для уменьшения вероятности деформации деталей и готовой конструкции специалисты рекомендуют придерживаться некоторых правил:
- На этапе проектирования сделать расчет деформаций для нормального формирования сварочного шва, выбрать оптимальные припуски для усадки.
- Расположить швы желательно симметрично относительно осей узлов.
- При проектировании не допускать, чтобы в одной точке пересекалось больше трех швов.
- Перед началом сварочных работ проверить, все ли зазоры на стыках соответствуют расчетным показателям.
- Не формировать сварочные швы в местах предполагаемой концентрации внутренних напряжений металла.
В целях уменьшения деформации металла и напряжений внутри материалов во время выполнения сварочных работ специалисты используют специальные приемы. Наиболее эффективные из них:
- Создание дополнительных очагов деформации, вектор которых направлен в противоположную сторону.
- Длинные швы (1 метр и более) разбиваются на несколько участков до 15 см каждый. Сваривание выполняется обратноступенчатым методом.
- Часто помогает снижение температуры в сварочной зоне. Для этого во время сварки под стыки подкладываются графитовые или медные пластины.
- Расположенные недалеко друг от друга стыки свариваются так, чтобы деформации компенсировали одна другую.
- При соединении заготовок из вязких металлов применяются технологии и методы, направленные на снижение остаточных явлений.
- Если условиями эксплуатации допускается возможность создания коротких швов, то следует делать стыки как можно меньше.

Временные и остаточные напряжения – методы устранения
Для снятия напряжений отлично подходят механическая обработка и отжиг. Температурное воздействие выполняется в случаях, когда возникает необходимость в точном соблюдении заданных размеров. Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение.
Механическое снятие напряжений включает обработку соединений проковкой, взрывом, вибрацией или прокаткой. Преследуемая цель – создание обратно направленной нагрузки. Для проковки горячей или холодной чаще всего применяется пневматический молот. Для создания вибраций применяется специальное устройство, генерирующее колебания в диапазоне от 10 до 120 Гц. Способ воздействия выбирается с учетом сложности конструкции, формы и размеров деталей.
Методы устранения деформаций
Существует несколько способов устранения дефектов геометрии конструкции: термический с местным или общим нагревом, чисто механический и комбинация этих двух способов – термомеханическое устранение дефектов. В случае применения термического способа правки с полным обжигом конструкцию изначально закрепляют в устройстве, которое будет создавать давление на деформированный участок. После этого ее нагревают в печи.

При локальном нагреве упор делается на сжимании металла при остывании. Для устранения изъяна участок прогревается с помощью сварочной дуги или газовой горелки. Поскольку соседние участки металла остаются холодными, то зона нагрева носит локальный характер и расширяется незначительно. После остывания дефективный участок выпрямляется, а его форма становится приемлемой.
Термическое воздействие является пригодным для исправления всех вариантов дефектов. Но при работе с тонкостенными листовыми материалами следует учитывать особенности:
- нагрев очень быстро распространяется по большой площади тонкого листа. В силу этих причин силы сжатия бывает недостаточно для устранения деформации;
- максимально допустимая температура локального нагрева составляет 600-650 °C. В противном случае буду образовываться новые дефективные участки и деталь станет непригодной для дальнейшей эксплуатации.
Исправление механическим путем подразумевает создание обратно направленных нагрузок на растянутые участки. Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка.
Термомеханическая правка включает разогрев участка до 700-800 °C с последующим механическим воздействием. Участки с сильным деформированием исправляют следующим способом. Сначала делают обратные куполообразные выступы, после чего нагревают и резко охлаждают.

Способ устранения деформации выбирается в зависимости от сложности и размеров конструкции. При этом учитываются показатели трудозатрат, финансовые издержки и расход материалов.
Виды и причины сварочных деформаций
Сварка обеспечивает самое прочное и надежное соединение, если проведена правильно. Однако при нарушении технологии в конструкции возникают напряжения и деформации, вызванные сварочным процессом. Искажается форма и размеры изделия, в результате чего оно не может выполнять свои функции.
Что такое напряжение
Сварочное напряжение определяют как силу, действующую на единицу площади изделия. Оно может быть вызвано растягивающим, изгибающим, крутящим, сжимающим или срезающим усилием.
Эти силы достигают таких величин, что в процессе эксплуатации напряжения и деформации в отдельных деталях приводят к разрушению всей конструкции. Кроме этого происходит снижение антикоррозионных свойств, меняются геометрические размеры и жесткость конструкции.

Напряжения и деформации бывают временными и остаточными. Какие сварочные деформации называют временными, а какие остаточными определяется просто. Временные появляются во время сваривания деталей, вторые появляются и остаются после окончания сварки и охлаждения конструкции.
Причины появления
Главные причины возникновения напряжений и сварочных деформаций такие:
- неоднородный нагрев металлических заготовок;
- усадочные изменения сплава в сварном шве;
- фазовые изменения, возникающие при переходе расплавленного металла из одного состояния в другое.
 Одним из свойств металлов является их способность расширяться при повышении температуры и сжиматься при охлаждении. При плавлении в области сварочного соединения появляется неоднородная термозона.
Одним из свойств металлов является их способность расширяться при повышении температуры и сжиматься при охлаждении. При плавлении в области сварочного соединения появляется неоднородная термозона.
Она вызывает напряжения сжимающего или растягивающего свойства. Если эти напряжения превышают предел текучести металла, то происходит изменение формы изделия, возникают остаточные деформации.
Разновидности деформаций зависят от того, в каких объемах они проявляются. Выделяют три рода. Деформации первого рода действуют в макрообъемах, деформации второго рода происходят в пределах кристаллических зерен, а третьего рода происходят в кристаллической решетке металла.
Деформации и напряжения при сварке возникают и при кристаллизации сварного шва, когда происходит усадка жидкого металла. Объем остывающего жидкого металла уменьшается, это вызывает напряжения внутри металла. Параллельно и перпендикулярно оси сварочного шва формируются напряжения, которые вызывают изменение формы изделия. Продольные силы вызывают изменения длины сварного шва, а поперечные приводят к угловым деформациям.
При превышении определенных предельных температур при сваривании углеродистых и легированных сталей происходит их структурное превращение. У них появляется другой удельный объем и изменяется коэффициент линейного расширения, что приводит к огромным сварочным напряжениям.
Самые большие из них возникают в легированных сталях. В них образуются закалочные структуры, которые при охлаждении не возвращаются к прежней структуре металла, как в большинстве случаев, а сохраняют колоссальные напряжения могущие привести к разрушению сварного шва.
Для этих сплавов разрабатываются специальные технологические процессы, снижающие остаточные напряжения и деформации.
Как предотвратить
Для предупреждения вредных воздействий сварочных деформаций необходимо соблюдать следующие правила и провести несколько мероприятий:
- сварных швов должно быть минимум, и они должны быть как можно короче;
- количество пересекающихся и разнотолщинных швов так же сводят к минимуму;
- сварочные соединения делают с плавным переходом толщин;
- металл наплавляют в минимальном количестве;
- в самых напряженных местах конструкции швы вовсе не делают;
- оставляют припуск на усадку.
 Необходимо правильно выбирать способ сварки, который зависит от свариваемости материалов, энергии и режима. Чтобы уменьшить зону прогрева, нужно увеличить скорость сваривания. Для увеличения глубины сварки (прогрев в толщину) необходимо увеличить силу тока.
Необходимо правильно выбирать способ сварки, который зависит от свариваемости материалов, энергии и режима. Чтобы уменьшить зону прогрева, нужно увеличить скорость сваривания. Для увеличения глубины сварки (прогрев в толщину) необходимо увеличить силу тока.
Для уменьшения вредных воздействий нагрева в зоне сваривания сварщику необходимо по возможности избегать прихваток.
Положительный результат дает использование зажимов и других сварочных приспособлений. Они позволяют сохранить подвижность деталей при сварке в продольном направлении и препятствовать угловому перемещению.
Заготовки располагают таким образом, чтобы возникающие при остывании сварочные деформации были противоположны напряжениям.
Для уменьшения остаточных напряжений и деформаций надо использовать предварительный нагрев. Кроме этого нужно правильно выбрать технологию сварки.
Последовательность наложения швов должна уравновешивать возникающие напряжения. Накладывать швы надо так, чтобы свариваемые детали имели наибольшую подвижность.
В процессе сварки проводят проковку сварного шва, что деформирует остывающее сварное соединение и уменьшает воздействие усадки.
Способы устранения напряжений
Напряжения устраняют отжигом или механическими методами. Отжиг является самым эффективным методом снятия напряжений. Его применяют, когда к изделию предъявляются повышенные требования к точности геометрических размеров.

Он может быть общим или местным. Чаще всего отжиг производят при 550-680 °C. Выделяют три его стадии: нагрев, выдержка, остывание.
Из механических способов устранения напряжений применяют проковку, прокатку, вибрацию, обработку взрывом, приводящие к пластической деформации обратного знака.
Проковку делают пневмомолотком, а виброобработку специальным устройством вызывающим вибрацию изделия с резонансной частотой в пределах 10-120 Гц в течение нескольких минут.
Способы устранения деформаций
 Сварочные деформации могут проходить в плоскости и с выведением из плоскости. О деформациях в плоскости говорят, когда изменяются геометрические размеры конструкции. Деформация из плоскости соответствует угловым изменениям детали, искривлению листовой поверхности.
Сварочные деформации могут проходить в плоскости и с выведением из плоскости. О деформациях в плоскости говорят, когда изменяются геометрические размеры конструкции. Деформация из плоскости соответствует угловым изменениям детали, искривлению листовой поверхности.
Для устранения таких явлений применяют термическую правку с местным или общим нагревом, холодную механическую и термомеханическую.
Термический способ с местным нагревом основывается на том, что при охлаждении металл сжимается. Для устранения сварочных деформаций растянутую часть изделия сначала нагревают (горелкой или дугой), при этом окружающий сплав остается холодным и не дает горячему участку сильно расшириться.
При остывании изделие выпрямляется. Так правят балки, листовые полосы и некоторые другие детали.
Если происходит полный отжиг, то конструкцию закрепляют в устройстве, создающем давление на требуемые зоны, и помещают в печь для нагрева.
Холодную правку делают, используя постоянные нагрузки. Для этого применяют различные прессы или валки для прокатки длинномерных изделий типа труб или двутавровых балок, в необходимых местах они деформируются.
Термомеханическую правку производят с применением силовой нагрузки при местном нагреве изделия. Такой способ применяют к сильно растянутым деталям. Вначале собирают излишек металла в так называемые купола, а затем прогревают эти участки.
Технологию правки выбирают в зависимости от особенностей сварочной деформации и типа металлического изделия, его размеров, конфигурации. Обращают внимание также и на трудозатраты, останавливаясь на самом эффективном методе.
Как устранить деформации при сварке

Как уменьшить деформацию и напряжение
Внутренние деформации и напряжения уменьшаются различными технологическими приёмами, включающими технику и очерёдность созданий и размещение сварочных швов, правильную конструкцию изделия, выбор режима дуговой сварки.
3 способа уменьшения напряжения и искажения при сварке
Напряжения либо искажения, возникающие при сварке в конструкциях, уменьшают тремя основными методами их регулировки.
- Снижением объемов подвергаемого пластичным деформациям материала при его нагревах и снижениях самих пластичных деформаций.
- Созданием в зонах пластичных деформаций, возникшей от нагревов металла, дополнительной деформации с противоположным направлением. Это можно сделать во время остываний и в моменты остаточного охлаждения.
- Можно симметрично разместить сварочные швы с целью компенсирования появляющихся перемещений с деформациями. Также можно устранить такого рода дефекты при создании искусственных зон пластичных деформаций со свободной усадкой.
Помимо деформирований и напряжений при сварочном процессе зачастую возникают отклонения (дефекты).
Виды отклонений (дефекты) в сварочном процессе.
Существует несколько видов отклонений (дефектов) – внутреннего и наружного типа. Обнаружение дефектов наружного типа выполняется на визуальной основе во время осмотра сварного шва.
Обнаружение дефектов внутреннего типа при их нахождении во внутренней части сварочного шва возможно только, проведя дефектоскопию с рентгеном и механообработкой.
Несмотря на классификацию и причины возникновения дефектов, это всё же дефект, который нужно устранить либо провести минимизацию его количества и размеров.
Поскольку любое отклонение (дефект) сварочных швов является угрозой функциональности и стабильности всего изделия, мастера проводят определённые операции для их ликвидации. Для минимизации вероятности возникновения дефектов (отклонений) необходимо:
- Учесть, по какой последовательности выполнялась сварка и с какой квалификацией работает сварщик.
- Учесть тип присадочных материалов и структура свариваемых металлов.
- Учесть применение защитных газов и последовательность подготовки поверхностей для проведения процесса сваривания.
- Учесть тип применяемого сварочного оборудования.
К отклонениям (дефектам) наружного типа относят возникновение нарушений размеров (появление наплывов с подрезами), прожогов и непроваров, незаваренных кратеров.
Так, непровары возникают вследствие недостаточного сварного тока, оказывающего большое влияние на сваривание металла.
Ниже представлены описания применяемых в промышленности методов ликвидации деформирования и минимизации напряжения, а также устранение отклонений (дефектов).
Персонально вам: посмотрите цена на сварочные аппараты
Устраняем возникшие при сваривании отклонения
Крупные трещинки устраняются с помощью заварки. Для начала в предварительном порядке рассверливаются насквозь несколько отверстий на дистанции 50 мм к концам возникших трещинок для предупреждения их распространений.
Далее пневмозубилом, газовыми резачками для резаний поверхностного типа (либо резачком дуго-воздушного типа) выполняют V- или Х-образные разделывания трещинок, удаление шлаковых элементов с её кромочек и заваривание ступенчато-обратными методами (рис. 1).

Рис.1. Именно таким методом выполняется корректировка сварочного соединения с трещинкой: 1 — схема места нагрева; 2 — схема рассверленного отверстия; 3 — схема разделывания каждой кромки на трещине; 4 — схема образовавшейся трещинки; I, II, III, IV — описание этапов заваривания.
Зачастую перед началом сварочного процесса выполняется нагрев стали (в месте концов трещинок) посредством горелок газового типа (нагрев должен выполняться до жары в 200 градусов) таким образом, чтобы остывание швов и прогретых участков проходило в одно и тоже время.
Делается это во избежание возникновения остаточных напряжений на сварочном шве (его концах).
Швы, у которых непровары, газо-шлаковые включения, небольшие трещинки вырубаются либо выплавляются и вновь завариваются.
Аналогичные операции делают и в пережжённых участках изделия. Кстати, вырубкой или выплавкой проблемы с дефектами сварочных швов можно решить при сварке элементов из углеродистой стали.
Дефекты же в изделиях, материалом которых является сталь легированного типа, устраняются исключительно вырубыванием (выплавление здесь приводит к структурным изменениям материала).
Неполномерности в швах устраняются посредством наплавления дополнительных слоёв, а заваривание подрезов делается с помощью тонких валиковых швов. Удаление наплавов, натёков, а также дополнений шва (образований в его сечении дополнительного материала) выполняется посредством абразивов либо пневмозубила. Если возник перегрев металла, значит, необходимо прибегнуть к его соответствующей термообработке.
Как исправить деформации в сварочных изделиях
Если деформирование гораздо выше нормы, то выправление элементов (изделий) происходит с помощью механической, термической либо термомеханической технологий.
Выправления по механической технологии выполняют с использованием молотов с домкратами, прессов на винтовой основе и прочих приспособлений, способных создать воздействие ударных либо статических нагрузок, прилагаемых с места максимальной выгибаемости конструкции (рис.2).
Такая правка является очень трудоёмкой. При неправильном её выполнении, как в сварочных швах, так и в остальном материале могут появиться трещинки и разрывы.

Рис.2. Посредством воздействия нагрузки корректируются тавровые сварные балки.
Как исправить деформацию тонколистовых металлов
Деформации в тонколистовых металлических изделиях устраняются с помощью их прокатывания валиками (рис.3). Только на сварочные швы нужно сначала поставить накладки. При прокатке из-за растягивания сварного шва образуются пластичные деформации, минимизирующие напряжение с образованным им короблением.

Рис.3. Устранение деформаций в тонколистовых металлических конструкциях а – схема сваренных листов перед прокатыванием, б – схема процесса прокатывания, 1 – схема сварочного шва, 2 – схема накладки, 3 – схема прокатных валков
Как устранить деформацию толсто-листовых металлов
Искажения в металлических толстолистовых деталях устраняет послойная проковка каждого сварочного шва. В процессах термокорректировок небольшие металлические участки в деформированных деталях нагреваются специальными горелками. Прогрев проводится, пока металлические выпуклые места деформированной детали не перейдёт в состояние пластичности. Далее каждый из прогретых мест охлаждается. При этом происходит корректировка детали посредством возникающих в этот момент напряжений.
Нагрев
Так, тавровые сварочные балки выправляют посредством нагрева её выпуклого участка полосами (с шириной достигающей 25-30 мм), схожесть которых выполняется под 30-градусным углом (рис. 4, а). Также при выправлении балки со швеллерным сечением выполняется нагрев обеих полок и, помимо этого, с помощью полос (их ширина равняется 35-40 мм) — её стенка (рис. 4, б). В момент выпучивания швеллерной рамы расположение нагревающих полос выполнено по схеме, изображённой на рис. 4, в).

Рис.4. Нагревающие участки при термоправке: а – схема выправления тавровых балок, б – схема выправления балки со швеллерными сечениями, в – схема выправления швеллерных рам.
Изгиб и нагрев
При термомеханической правке статическая нагруженность, создающая изгиб деформированной детали в необходимую сторону, сочетается с местным нагревом. Этим методом исправляют довольно жёсткие узлы (рис.5).

Рис.5. Схема корректировки сварных фундаментов термомеханической правкой с использованием домкратов. 1 – схема опор, 2 – схема мест прогрева, 3 – схема домкрата.
Как уменьшить напряжение
Снижение внутреннего напряжения в швах сварочных конструкций выполняется посредством проковки каждого слоя швов, сопутствующего либо предварительного подогрева конструкции, термообработки после сварочного процесса.
Проковку каждого слоя выполняют посредством имеющего закруглённый бойок пневмозубила. Этот метод используется при выполнении многослойного сваривания конструкций с большой толщиной. Кстати, чтобы не было надрывов и трещинок, проковка нижнего и верхнего слоя шва не выполняется.
Метод подогревов сопутствующего либо предварительного типа выполняется при попытке выполнить сваривание склонных к закалке металлов. Подогревают обычно при условиях, устанавливаемых исходя из марки металла и его жёсткости. Нагрев выполняется с помощью индукторов, многопламенных горелок или печей.
При термообработке после сваривания предусматривается проведение низкотемпературного отпуска детали и его медленного охлаждения в печи.
Заключение
Правку вышеописанными методами нужно проводить в приспособлениях с возможностью контроля размеров в каждом выпрямляемом изделии и его прогибов.
Всеми указанными в этой статье методами устранения деформаций можно откорректировать 80% бракованных сварных конструкций. При невозможности выправить изделие оно считается бракованным и подлежит списанию.