Как отрегулировать ножницы по металлу?
Как наточить ножницы и настроить их лезвия своими руками в домашних условиях

Этот один из наиболее распространенных инструментов, который имеется в каждой семье для разрезания всевозможных материалов, не всегда достаточно четко выполняет свои задачи.
Причиной грубой работы является неправильная заточка лезвий или разбалансировка движения режущих кромок.
Устранить их довольно просто любому человеку, имея обычный набор заточных приспособлений. Для этого необходимо представлять принципы создания реза.
Статья предоставляет советы домашнему мастеру о том, как заточить ножницы и настроить их лезвия для правильной работы своими руками в домашних условиях с пояснением по ходу изложения текста картинками, схемами и видеороликом.
- Как устроены и работают ножницы
- Геометрия лезвий
- Режущее усилие
- Типовые дефекты
- Как возникает зазор
- Нарушения режущей кромки
- Способы заточки
- Инструменты для правки ножниц
- Подручные средства
- Ножницы для маникюра
Чтобы понять принципы заточки и настройки инструмента следует представлять его конструкцию, основы разрезания обрабатываемых материалов.
Как устроены и работают ножницы
Известная детская загадка про два конца, кольца и гвоздик полностью отражает конструкцию и принцип работы этого инструмента.

Ножницы состоят из двух симметричных половинок, соединенных общей осью вращения. Усилие реза создается за счет возникновения крутящего момента, на величину которого влияет длина рычага.
Ножевые лезвия имеют рабочие поверхности, заканчивающиеся режущей кромкой. Концы могут быть различной формы:
- острыми;
- закругленными;
- комбинированными.
Ось вращения обычно выполняется винтовым механизмом с возможностью небольшой регулировки поджатия.
Геометрия лезвий
Лучшими формами поверхности обладают парикмахерские ножницы. Они созданы для тонкой работы по подстрижке волос, изготовлены из прочных сталей с хорошо заточенными режущими кромками, движущимися встречно.

Режущая кромка каждой половинки скользит одной стороной по общей плоскости среза навстречу обрабатываемому материалу. Рез создается за счет остроты подвода лезвий и их минимального приближения друг к другу.
Заточка клинка, в отличие от обычного ножа, создается односторонним подводом.

Режущее усилие
Следует учитывать, что каждый инструмент изготавливается для работы в определенных условиях. Например, парикмахерские ножницы делаются ровными. Нагрузки, которые они испытывают, являются минимальными. Использовать их для других целей нежелательно: легко повредить.
Садовые ножницы могут резать ветки деревьев, а поверхности их лезвия формируется с тремя зонами развиваемых нагрузок:
- ближняя к оси вращения выемка позволяет вырабатывать максимальное усилие реза;
- следующая за ней — среднее;
- оставшаяся часть предназначена для разрезания тонких веточек.

При этом используется эффект создания изгибающего момента через рычаг: приближение обрабатываемого материала к оси вращения увеличивает усилие среза, а удаление — уменьшает.
Типовые дефекты
Любые ножницы могут плохо работать по двум причинам:
- разошлись лезвия;
- затупилась режущая кромка подвода.
Как возникает зазор
Если ножницы выполнены из стали мягких сплавов, то при создании больших нагрузок на клинок последние могут деформироваться, отойти от плоскости реза. В этом случае они станут дополнительно изгибать материал, а не разрезать его.
Такой дефект легко обнаружить, если посмотреть на просвет между сдвинутыми лезвиями.

Как отрегулировать ход лезвий
Причиной расхождения поверхности кромок могут быть:
- ослабление винтового зажима оси вращения;
- деформация металла из-за приложения повышенных нагрузок;
- комбинированное проявление обеих неисправностей.
В первом случае достаточно просто поджать винт: ножницы станут нормально резать. Если же возник изгиб плоскости более тонкого лезвия (они чаще всего создаются разной толщины), то ему следует придать первоначальную форму.

Парикмахерские ножницы довести таким способом до идеального уровня вряд ли получится. Однако бытовые модели, предназначенные для резки бумаги или ткани можно отрегулировать, сделав выпуклый изгиб поверхности так, чтобы при обработке материала оба лезвия соприкасались, находясь в общей плоскости реза.

Нарушения режущей кромки
Металл лезвия клинка ножниц, как и у ножа, со временем изнашивается.

Периодически требуется его заточка, формирование поверхности режущего клина подвода. В зависимости от назначения инструмента кромку формируют:
- обычной заточкой;
- или дополнительной полировкой ее поверхности.
Парикмахерские ножницы полировке кромок при заточке не подвергают. Тонкие канавки от мелкозернистых абразивных материалов, расположенные на подводах, хорошо удерживают волосы при стрижке.
Способы заточки
Профессиональный угол подвода формируется на специальных станках в заводских условиях. Его необходимо сохранять и поддерживать. В статье не рассматривается заводская технология, а публикуются упрощенные методы, доступные домашнему мастеру для приведения в рабочее состояние бытовых моделей.
Инструменты для правки ножниц
Точилка
Лезвия ножниц разводят и поочередно протаскивают через подготовленную в инструменте щель. Металл подвода стачивается абразивными материалами. Для этого могут использоваться вращающиеся диски. Все зазубрины и неровности убираются до единого уровня.

Различные виды точилок можно приобрести через китайские интернет-магазины.
Алмазный надфиль или напильник
Ножницы при заточке следует хорошо зафиксировать или плотно держать в руке, оперев ее на какой-нибудь стационарный предмет, например, поверхность стола.

Режущую поверхность напильника необходимо располагать только в одной плоскости. Этот прием обеспечивает одинаковый угол заточки по всей длине лезвия. Его заводскую величину нельзя нарушать.
Если на поверхности напильника крупная насечка, то может потребоваться дополнительная полировка подвода другим инструментом.
Брусок, оселок, точильный камень
Ножницы желательно разобрать, но можно работать и в собранном виде. Технология такая же, как и при заточке ножа на этих приспособлениях. Подвод располагают на поверхности точильного камня, лезвие ведут в одну сторону, все время выдерживают строго один угол наклона. Абразивный материал периодически смачивают водой, удаляя частицы срезанного металла.

На фото показана работа на самодельном точильном камне, изготовленном из керамической плитки своими руками.
Если форма лезвия отличается от прямой линии, имея выпуклость или вогнутость, то направление движения заточки изменяют на 90 градусов.
Подручные средства
Рассмотрим самый доступный инструмент заточки:
- наждачку;
- фольгу;
- стальную мочалку;
- горлышко стеклянной бутылки;
- сталистую проволоку.
Наждачная бумага
Выбирают сорта с самыми мелкими зернами — нулевку. Разрезают ее по всей длине лезвия. Абразивный материал наждачки, проходя под режущими кромками, затачивает их.

Фольга пищевая или техническая тонкая
Материал складывают в несколько слоев, разрезы делают на всю длину лезвия.

Кухонная мочалка из фольги
Этот метод работает по технологии предыдущего. Ножницы должны работать по всей длине лезвия.

Стеклянная бутылка
Обхватив горлышко обоими лезвиями делают режущие движения по всей их длине в обе стороны. Происходит полировка поверхностей. Поэтому плоскость подводов располагают в оптимальном направлении для их выравнивания.

Иголка, отвёртка или сталистая проволока
Сжимая и разжимая ножницы их одновременно с усилием обрабатывают по всей длине лезвий введенной иголкой.

Ножницы для маникюра
Характерная особенность этого инструмента — выгнутые лезвия криволинейной формы. К их обработке без хороших слесарных навыков и круглых мелкозернистых надфилей с алмазным напылением лучше не приступать.

Если маникюрные ножницы стали плохо работать, то попробуйте вначале:
- подтянуть винтовое крепление оси вращения;
- осмотреть зазор между режущими кромками подводов;
- выполнить полировку иголкой.
Правкой изгибов рекомендую заниматься только в крайнем случае, используя специализированный инструмент.
Для закрепления материала рекомендую посмотреть видеоролик Serg578 «Доводка лезвия у ножниц в 2 касания».
Если у вас остались вопросы, то задавайте их в комментариях.
2 способа заточки ножниц по металлу
При обработке металлов методом [механической резки] требуется приложение значительных усилий. Качество и точность среза зависят от правильности заточки инструмента, состояния ножей и режущих кромок. Более подробно о заточке ножниц по металлу самыми простыми способами читайте дальше.

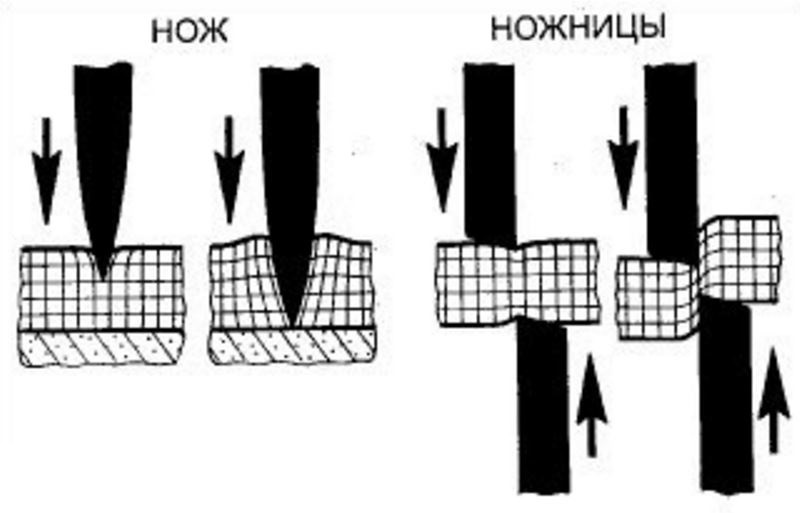
Резка металлов ручными ножницами — основные особенности
Характерная черта работы ручных ножниц — инструмент не только разделяет материал, но и раздвигает его в стороны. Причем, в отличие от других способов [резки], процесс происходит механически. Хорошо заточенный инструмент практически не сдавливает материал, но, если вы заметили, что ножницы по металлу не режут, стоит присмотреться к их поверхностям и ножам в целом.
Каким особенностям инструмента стоит уделить особое внимание? Усилие при резке и состояние краев металла зависят от нескольких факторов:
скругление режущих кромок — острота заточки лезви;
линия сопряжения — при внимательном рассмотрении можно заметить, что от основания к середине кромки немного расходятся;
площадь непосредственного пятна контакта поверхностей — на линии контакта остается характерная светлая полоска чистого металла;
состояние соединительного шарнира — он не должен ни болтаться, ни создавать дополнительного «тягучего» усилия при движении ножей.
Первый признак потери остроты — это расширение полос контакта лезвий и характерное зажевывание металла при резке. Если при осмотре вы обнаружили, что светлая полоска не стала больше 1 мм, то вполне можно наточить ножницы довольно быстро и без специального инструмента. Если ширина полосок выросла до 2 мм и более — инструмент серьезно изношен. Тут возможны и варианты — недостаточный изгиб ножей, абразивные воздействия, некачественная сталь.
Как правильно заточить ножницы по металлу в домашних условиях
Угол заточки ножниц по металлу должен находиться в пределах 75 градусов при твердости стали 58-60 HRC. Отклонения от этих параметров минимальны, поэтому при покупке инструмента для профессиональной работы стоит проверить металл надфилем. Обычно основную заточку выполняют на наждаке (шлифовальным кругом), но если такой возможности нет, можно использовать подручные средства.
Правильная заточка ножниц по металлу — это комплекс воздействий.
Поверхности режущих кромок должны находиться под правильным углом.
Толщина металла по кромке — важный критерий, обычно без специальных приборов ее проверяют на глаз. Острота считается достаточной, если глаз не улавливает толщины кромки, она теряется при осмотре.
Очень важно наточить ножницы так, чтобы на пятне контакта не образовались ступеньки. Эта форма не дает лезвиям ровно пройти по месту реза, и лезвия начинают расходиться, упираясь в материал.
Специалисты по работе с металлами знают, что [гидравлические ножницы], гильотины и другие средства механической резки не затачиваются до полного устранения заусенцев.
Непосредственная резка ножницами по металлу происходит ближе к точке сведения лезвий. Именно там возникает максимальное усилие, которое приводит к повышенному износу.
Если инструмент не имеет критического износа, то поточить ножницы можно в домашних условиях, даже не зажимая их в тиски.
Заточка ножниц наждачной бумагой и иглой в домашних условиях
Обычно для быстрого восстановления режущей способности ножниц по металлу используют наждачную бумагу и иглу. Смысл состоит в том, чтобы быстро восстановить гладкость режущих кромок, устранить заусенцы на них, придать металлу минимальное скругление по линии реза. Действуют просто — наждачную бумагу с мелким зерном режут узкими полосками. В процессе резки происходит частичное выравнивание поверхностей пятна контакта.
Второй вариант — использовать толстую иглу. Ее помещают между лезвий у самого основания и делают движение, аналогичное резке. Но без стремления иглу перекусить! При сжатии лезвий игле дают возможность перемещаться вперед, чтобы она снимала заусенцы с режущей кромки.

Для ножниц по металлу, которыми режут не очень толстую сталь или мягкие листы, подойдет периодическая резка фольги или кухонного ежика. Однако, все эти способы хороши, когда инструмент нужно быстро привести в относительный порядок. Для полной заточки нужно применять наждак, надфили, оселок и другие инструменты. Без полных навыков и понимания структуры металла это может дать обратный результат.
Электроножницы по металлу, поделитесь опытом работы
Стоит задача — резка оцинковки толщиной 0,55 — 0,7 мм. Резка должна быть точной (по размеченной линии), края после реза должны быть ровными, не гнутыми и не жеванными. Резы бывают как прямыми (
1 метра), так и с закруглением (R100-150). На данный момент работа идет ручными ножницами, но ни качество реза ни скорость не устраивают. Есть опыт работы с ножевыми Калибр-Мастер ЭНН-500/2.5 м — очень сильная вибрация, ровность реза неудовлетворительная, годны для быстрой резки с большим допуском.
Присматриваюсь к:
BOSCH — GSC 160
HITACHI CE16SA
MAKITA JS1600
Собственно просьба, у кого есть опыт работы с подобным инструментом, опишите пожалуйста впечатления.
Все электроножницы я Вам честно скажу по мне так не очень, использовал я погрешности были сильные, я просто поставил станок ручной и режет довольно прилично, или я просто уже привык сказать точно не могу.
pasha249 , а какими моделями приходилось пользоваться?
Пользуюсь макитой, все описанные задачи выполняет на ура, единственный нюанс, это вырезает полосу милиметра 4 . Режит быстро, как рукой ведешь. точность прямого реза зависит от вашей руки, если не дрогнет.
У нас есть ножевые электроножницы. » >
А почему именно ножевые? Я думаю, больше подойдут шлицевые? » >
melnica написал :
Резка должна быть точной (по размеченной линии), края после реза должны быть ровными, не гнутыми и не жеванными. Резы бывают как прямыми (
Для раскроя кровельной оцинковки?
Ну вот как то так:
Есть комбинированые варианты с дополнительными ножницами для вырезания различных радиусов.
Если тяготеете к элекрическим, то: ножевые заминают край, линия реза условно прямая. В основном для грубого реза на местах (на земле, верстарке и прочее) Достоинства- дешевая расходка, простота применения.
Шлицевые: любят вентиляционщики раскраивать трубы и короба, ножи для прямого и фигурного реза разные. Образуют ленточку отходов 3-5 мм. края ровные, можно применять по месту на установленой детали. Прямота линии реза зависит от прямоты рук оператора. Заусенец практически отсутствует.
Высечные: Заменяют оба типа вышеперечисленных, любят авторемонтники, кровельщики, вентиляционщики.
Режут в основном по радиусам, прямота реза- условна. Оптимальны для реза по месту, заусенцев при исправной расходке не дают. Ржавый и грязный метаплл не преносят .

mishaguz , речь судя по всему о шлицевых ножницах модели JS1660 или JS1670. Нужна точная резка по размеченной линии с допуском 1-1,5 мм (0,7 мм влево, 0,7 вправо), насколько реально целиться по разметке с учетом 4 мм стружки?
Serg , у Интерскола очень сильная вибрация, по крайней мере если верить видео на ютубе, уверен это хороший инструмент по соотношению цена/качество, но мне похоже не подойдет.
Пряморучко , сабельная гильотина штука классная, правда даже модель с натягом проходит в мой бюджет, при этом занимает слишком много места, травмоопасна, и на вид сходу не подходит для точной резки, как минимум требуется рядом стол для точного расположения материала или второй человек.
По электроножницам, знания теоретические или приходилось работать самому? Если приходилось, с какими моделями?
melnica написал :
по крайней мере если верить видео на ютубе
Утюб , весьма адекватно передаёт вибрации,последнее время. (невозможно спать)
Ves , да, если на видео видно что заготовка колотится, то ютуб отлично передает вибрации. Беспокоюсь за Ваш сон.
Ровность реза на любых ножницах хоть шлицевых, хоть ножевых , хоть ручных механических зависит от рук режущего. Гильотинные для прямого раскроя предпочтительнее, в принципе даже самоделки делают. Радиусы либо шлицевые, либо вырубные, у вырубных понятие минимальный радиус практически отсутствует, но приличный внешне криволинейный рез у меня например выходит только по шаблону
[QUOTE=melnica;5253380] mishaguz , речь судя по всему о шлицевых ножницах модели JS1660 или JS1670. Нужна точная резка по размеченной линии с допуском 1-1,5 мм (0,7 мм влево, 0,7 вправо), насколько реально целиться по разметке с учетом 4 мм стружки?
С прицеливанием проблем нет, линия реза прекрасно видна. если надо совсем точно, модно вести вдоль упора (бруска, правила. )
На самом деле, последнее время часто режу вместо этих ножниц циркуляркой по металлу.
melnica написал :
у Интерскола очень сильная вибрация
Не верьте.
Ножницы делает для нас Лепсе (Киров), а головку для шлицевых они закупают в Штатах.
melnica написал :
Если приходилось, с какими моделями?
Я лично работал с высечными, после лобзика это небо и земля 
Но они вырезают из металла импровизированные полумесяцы, поэтому получить ровный край на них весьма условно.
melnica написал :
приходилось работать самому? Если приходилось, с какими моделями?
Киров НРЭН 520-2,8 , Bosch GSC 160, GSZ 160, Fein BLK 1.6. А так же ужасными советскими пр-во Арефино (без нормальной кастомизации и заточки в руки брать страшно) парой эрди. Больше всего понравились Fein и erdi, с ними ощущение что они являются продолжением руки.
Не опаснее садовой лопаты или топора.
Для обработки листовой оцинкованной стали использую Bosch GSC 2,8 (листовые) и Makita JN1601 (высечные).
Makita используется в основном для реза уже профилированной стали (металлочерепица, профнастил с высотой волны от С-20, профили, стальная обрешетка), когда нужно резать поперек гиба или ребер. Плюсы: удобные, режут очень быстро любую профилированную сталь и без усилий. Минус: рез получается немного грубым, стружка стремная в виде полумесяцев с очень острыми углами.
Bosch GSC 2,8 используются для резки гладкого листа, небольшие ребра переваривает нормально (например, у профнастила С-8). Хотел вначале купить GSC 160, но периодически приходится резать конструкционную сталь толщиной 2 мм, поэтому, взял с запасом мощности. Качество реза очень зависит от регулировки зазора между ножом и матрицей. Бывает попадается очень вязкая сталь, чтобы не зажевывало края приходится перемещать нож ближе к матрице. Для работы с ними рекомендую сразу купить ручные левые ножницы Erdi, тогда можно будет легко резать уголки и т.п.
Плюсы: рез ровный и качественный, не заминает, режут быстро, удобные. Из минусов — немного тяжелые и сильно кусачая цена.
В целом впечатления от работы электроножницами положительные. По сравнению с болгаркой нет сильного шума, искр, риска того, что может что-то попать в глаза, слой цинка не повреждают, но очень не любят ржавую сталь.
Из ухода требуется только регулярно смазывать нож/пуансон и матрицу, так как без смазки очень быстро тупятся. Обычно я держу рядом балон с очистителем тормозов и смазку wurth H2000.
Был соблазн купить интерскол или Hitachi, но подержав в руках Bosch сделал выбор в пользу качества и продуманной эргономики.
Очень не советую GSC 10,8, они реально дохлые.
Всем спасибо за ответы! В данный момент склоняюсь к шлицевым Makita JS1670 (подходят по допустимому радиусу закругления).
Пряморучко , что скажете про Bosch GSC 160? Насколько качественный край получается после реза с правой стороны? Идеал — заводской край, отсутствие заусенцев и «волны» перпендикулярной плоскости материала. Сама то линия, понятно, зависит от рук режущего.
melnica написал :
что скажете про Bosch GSC 160? Насколько качественный край получается после реза с правой стороны?
Скажу, что кромку немного, но заминает. И заминает как раз со стороны движущегося ножа.
Как отрегулировать ножницы по металлу?




§ 31. Резка ручными ножницами
Ручные ножницы применяют для разрезания стальных листов толщиной 0,5 — 1,0 мм и из цветных металлов до 1,5 мм. Ручные ножницы изготовляют с прямыми (рис. 110, а, 6) и кривыми (рис. 110, в) режущими лезвиями.
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые.
Правыми называются ножницы, у которых скос на режущей части каждой половинки находится с правой стороны. Правыми ножницами режут по левой кромке изделия в направлении часовой стрелки (рис. 110, 6).
Левыми называются ножницы, у которых на режущей части каждой половинки скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки (рис. 110, в).
При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами.
Длина ножниц I1 200, 250, 320, 360 и 400 мм, а режущей части I2 (от острых концов до шарнира) соответственно 55 — 65; 70 — 82; 90-105; 100 — 120 и 110 — 130 мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками ножниц (рис. 111,а).
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинем и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой (рис. 111, б), подают его между режущими кромками, направляя верхнее лезвие точно по середине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание. На рис. 111, в, г показаны приемы работы ножницами.
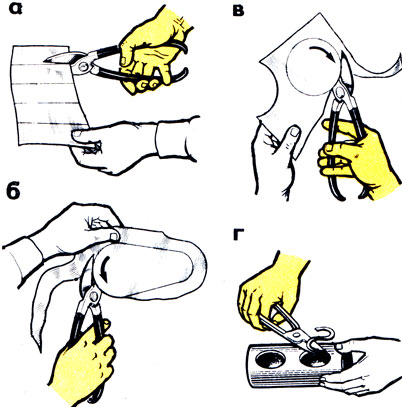
Рис. 110. Ручные ножницы: a — прямые левые, б — прямые правые, в — кривые левые
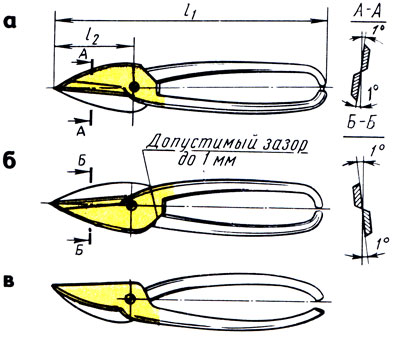
Рис. 111. Резание ножницами жести толщиной до 0,5 мм: а — положение пальцев на рукоятке при резании ножницами, б — правыми, в — левыми, г — вырезание внутреннего криволинейного контура
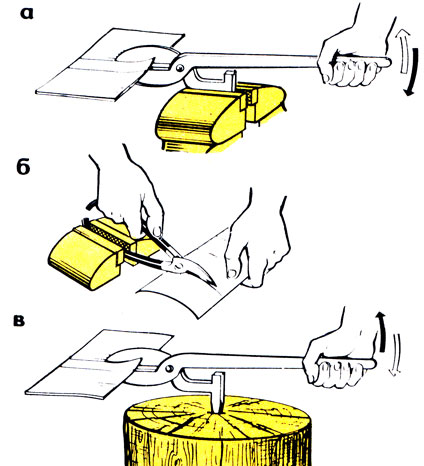
Рис. 112. Ножницы: а — стуловые, закрепленные в тисках, б — ручные, закрепленные в тисках, в — стуловые на деревянном основании
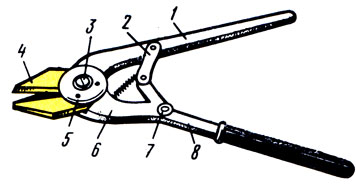
Рис. 113. Силовые малогабаритные ножницы
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках (рис. 112, б):
Стуловые ножницы (рис. 112,а) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 2 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании. Для резки листовой стали толщиной до 2 мм применяют стуловые ножницы, имеющие стационарное закрепление (рис. 112,а), что не всегда удобно.
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют.
Малогабаритные силовые ножницы. Новатором А. Н. Васильевым созданы малогабаритные силовые ножницы для резания листовой стали толщиной до 2,5 мм, прутков, болтов (шпилек) диаметром до 8 мм. Габариты этих ножниц не превышают габаритов стандартных ручных ножниц (рис. 113). Для резки рукоятку 7 закрепляют в тисках, а за рукоятку 8 (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 6, на одном плече которого закреплен нож 4, соединен при помощи винта 3 с рукояткой 7.
Второе плечо рычага 6, являющееся у обычных ножниц рукояткой, выполнено укороченным и заканчивается шарниром 7, или собственно рукояткой ножниц. Концевым шарниром рукоятка 8 при помощи двух шарнирного звена 2 соединена с рукояткой 7. Эта система рычагов увеличивает усилие резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потайных заклепках.
Эти ножницы имеют также приспособление для резки прутков диаметром до 8 мм. Приспособление имеет диски 5 с отверстиями, закрепленные на рычагах ножниц, и представляет собой обычные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи сменные и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия.
Малогабаритные силовые ножницы обеспечивают хорошее качество реза.
Ручные рычажные ножницы (рис. 114) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Верхний шарнирно закрепленный нож 3 приводится в действие от рычага 2. Нижний нож 7 — неподвижный.
Ножи изготовляют из стали У8 и закаливают до твердости HRC 52 — 60. Углы заострения режущих граней 75 — 85°.
Перед работой проверяют, смазаны. ли трущиеся части, плавно ли ходит рычаг, отсутствует ли зазор между режущими кромками.
При резке металла правой рукой обхватывают рукоятку 2 рычага и плавно перемещают его в верхнее положение, при этом верхний нож 3 отходит вверх. Затем укладывают лист 4 так, чтобы левая рука удерживала его в горизонтальном положении, а линия реза находилась в поле зрения и совпала с лезвием верхнего ножа 3. Движением руки опускают рычаг с ножом вниз до тех пор, пока часть металла не будет прорезана, после этого рычаг перемещают в верхнее положение. Далее слегка поднимают лист 4 левой рукой, продвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания до полного разрезания. Ножницы обеспечивают получение реза без вмятин, прорезов по краю и достаточную точность.
Рычажные (маховые) ножницы (рис. 115) широко используются для разрезки листового металла толщиной 1,5 -2,5 мм с пределом прочности 45 — 50 кгс/мм 2 (сталь, дюралюминий и т. д.). Этими ножницами режут металл значительной длины. Рычажные ножницы имеют чугунные станину 7 и стол 2. В стол 2 встроен нижний неподвижный нож 8, а верхний подвижный нож 5 с криволинейной режущей кромкой закреплен в ножедержателе 6. Верхний подвижный нож 5 имеет противовес 7, уравновешивающий ножедержатель с ножом.
Размер отрезаемых заготовок намечается предварительной разметкой или ограничивается регулируемым упором 10, для чего упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа. Лист 3 во время разрезания плотно прижимают боковой кромкой к упору 10, а другой кромкой — к пружинному упору 11. После этого поворотом рукоятки 12 от себя лист плотно прижимают сверху прижимной планкой 9 и, опуская верхний нож с ножедержателем 6, разрезают заготовку.
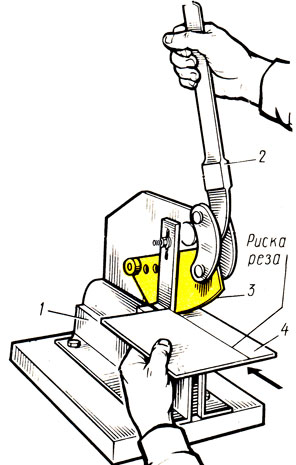
Рис. 114. Ручные рычажные ножницы: 1 — нижний нож; 2 — рычаг; 3 — верхний нож; 4 — разрезаемый лист
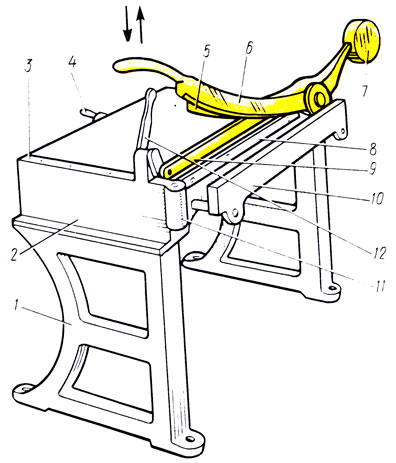
Рис. 115. Рычажные (маховые) ножницы: 1 — станина, 2 — стол, 3 — лист, 4, 12 — рукоятки, 5 — подвижный нож, 6 — ножедержатель, 7 — противовес, 8 — неподвижный нож, 9 — прижимная планка, 10 — упор, 11 — пружинный удар
Ножедержатель при опускании вниз упирается в пружинный упор 11. Перестановка упора осуществляется при помощи рукоятки 4.
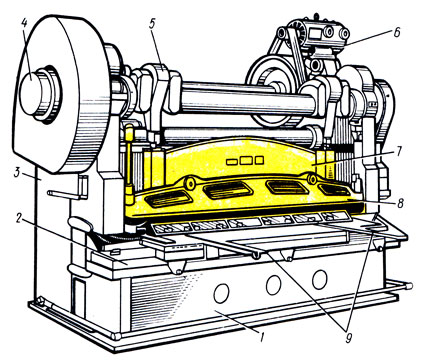
Рис. 116. Ножницы с наклонными ножами
Ножницы С наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм. Они имеют нижний неподвижный и верхний подвижный ножи, верхний наклонен под углом 2 — 6°. Это обеспечивает постепенный вход ножа в работу, облегчает резание, обеспечивает Высококачественное разрезание. Нижний нож крепится к задней части стола 2 (рис. 116), установленного на станине 7, верхний — к ползуну 7. От электродвигателя 6 через клиноременную передачу получает вращение кривошипный вал 4.
Два эксцентрика 5,смонтированные на нем, сообщают ползуну возвратно-поступательное перемещение по направляющим стоек 3. Разрезаемый лист укладывают на стол к кронштейну 9 и прижимают прижимом 8.
Как настроить и отрегулировать ножницы?

Как настроить и отрегулировать ножницы?
За какими параметрами ножниц необходимо следить, чтобы они работали качественно и долго? Главным образом — за двумя:
- острота лезвий, сохранность заточки;
- правильная регулировка схождения полотен.
С остротой лезвий все вроде бы понятно — если они затупились, то ножницы начинают не столько резать волосы, сколько рубить их. Мнут, заламывают, иногда даже начинают вырывать — такими ножницами работать нельзя.
И в принципе, это понятно любому человеку, даже совершенно далекому от парикмахерского искусства.
А вот второй момент — правильное схождение полотен — это вещь менее известная, однако не менее важная. Бывает, что мастер осознает ее значимость как раз тогда, когда гробит из-за нее свои первые ножницы.
Нет, вам такого не надо. Давайте разберемся сейчас, как понять, что схождение полотен пора регулировать.
Оглавление:
- Для чего ножницы нужно регулировать?
- Что бывает, если винт перекручен?
- Что бывает, если винт недокручен?
- Как понять, что ножницы пора настроить?
- Как отрегулировать ножницы?
- Зачем нужны пронумерованные винты натяжения?
Время чтения: 3 минуты.
Для чего ножницы нужно регулировать?
Есть два полотна ножниц. Их соединяет винт или винтовая группа — он с определенной силой прижимает полотна друг к другу. За счет этой силы ножницы отлично режут — но за счет нее же возникает трение. Именно для защиты от излишнего трения ножницы следует .
Что бывает, если винт перекручен?
Однако если винт прижимает полотна слишком сильно — никакая смазка не поможет, трение станет слишком высоким и начнется жестокий ускоренный износ рабочих поверхностей.
Дополнительный «бонус со знаком минус» от такой неправильной настройки ножниц — в том, что чрезмерное трение скажется и на вашей рабочей руке. Она станет уставать (еще бы, ведь в каждое движение приходится вкладывать больше силы), плюс вы можете приблизить и усилить профессиональные болезни кисти.
Что бывает, если винт недокручен?
Интересное дело — износ ускоряется и при такой ошибке настройки. В первую очередь обычно отказывает винтовая группа — от слишком свободного болтания она приходит в негодность очень быстро. Однако достается и полотнам — вместо ровного давления, с которым они в принципе справляются, одно полотно исполняет своеобразные микроудары по другому.
И еще одна проблема, связанная с недостаточным натяжением полотен — проваливающееся качество стрижки. Вместо ровного разреза ножницы то и дело норовят заломать волос.
Как понять, что ножницы пора настроить?
Надеюсь, вы прониклись серьезностью этого момента и намерены не допустить такой бесславной кончины вашего главного рабочего инструмента. Теперь перед вами стоит вопрос: как понять, что ножницы требуют настройки натяжения?
- Возьмите ваши ножницы в одну руку за одно кольцо.
- Поднимите их остриями вертикально вверх.
- Возьмитесь второй рукой за второе кольцо — и поднимите его почти до прямого угла.
- Мягко отпустите второе кольцо.
- Ножницы начнут смыкаться под весом кольца — вас должна интересовать точка, в которой они остановятся.
Правильно настроенные ножницы должны сомкнуться примерно наполовину — то есть верхняя точка, в которой лезвия соединены, должна находиться примерно на середине длины лезвий.
- Если она находится чуть ниже или чуть выше — всё в порядке.
- Если она находится значительно ниже — значит, натяжение ножниц настроено слишком сильно, винтовую группу нужно ослабить.
- Если она находится значительно выше — значит, ножницы разболтались, винтовую группу необходимо подтянуть.
Как отрегулировать ножницы?
Если вы поняли, что ножницы пора отрегулировать — регулируйте. Как это сделать? Зависит от ножниц.
В самых простых моделях (не знаю, зачем вам они, но это бывает), где полотна скрепляются не винтовой группой, а обычным винтом, настроить их можно при помощи обыкновенной отвертки. В принципе, это обычно касается даже не парикмахерских ножниц, а канцелярских и прочих ножниц-«маглов» — потому что простой винт настолько не идеален, что в парикмахерских ножницах от его использования почти полностью отказались.
В ножницах с продвинутой винтовой группой — то есть, например, в ножницах Mustang Professional — для регулировки ножниц используется специальный ключ подходящей формы.
К этому ключу есть разные подходы — многие производители, например, предпочитают продавать этот ключ за отдельные деньги. Ну не понимаем мы их… Как можно настолько не уважать своих клиентов? В общем, ко всем нашим ножницам ключ для регулировки поставляется в комплекте.
После того, как первые изменения в натяжение внесены — повторите тест. Всё ли так, как должно быть? Если нет — подстройте еще раз. Все понятно, в принципе.
Зачем нужны пронумерованные винты натяжения?
Во всей вы можете увидеть оригинальную фишку — пронумерованный винт натяжения. Парикмахеры уже неоднократно отправляли нам особые благодарности за нее — ведь она позволяет постоянно контролировать натяжение ножниц, при этом производя специальный тест не каждый день, как другие парикмахеры, а очень редко.
Кроме того, позволяет видеть, насколько хорошо вы подтянули ножницы — достаточно запомнить, на какой цифре вы обычно останавливаетесь.
Более того — чрезвычайно упрощает подстройку ножниц к волосам конкретного клиента. Многие, знаете ли, предпочитают подступаться к жестким и тонким волосам с разным натяжением ножниц.
В общем — толковая штука. Попробуйте, если еще не приходилось работать с такими.
Металл, как бумагу: выбираем хорошие электроножницы
Быстрая прямая и фигурная резка листового металла, арматуры, гофрированного кровельного листа и других материалов возможна с помощью хороших электроножниц. Мы расскажем, как выбрать подходящие электроножницы и посоветуем хорошие производительные модели.


Резка листового и гофрированного металла вручную – это задача не из легких. Облегчить процесс могут качественные производительные электроножницы. Существует несколько разновидностей электроножниц, каждая из которых подходит для определенного вида работы. Мы расскажем, какие бывают электроножницы, чем отличаются, на что обратить внимание при выборе, и посоветуем отличные производительные модели.
Виды ножниц по металлу
Листовые
Самый популярный тип, который по принципу работы напоминает обычные ручные ножницы. На нижней опорной подковообразной подошве неподвижно закреплен нож. Верхний нож закреплен под определенным углом относительно нижнего, и он является подвижным. Двигатель запускает в работу верхний нож, и с помощью возвратно-поступательных движений он начинает резать металл.

Положение опорной подошвы можно менять в зависимости от необходимой величины зазора. Благодаря этому можно настроить устройство под определенную толщину листа. Ножницы могут резать сталь, алюминий и медь. Рез получается ровным благодаря боковому упору (при пилении упирается в торец стола или верстака).
Главным преимуществом листовых электроножниц является отсутствие отходов во время резки — после работы не остается стружки. Можно резать листовой метал толщиной до 6 мм. При необходимости легко перекусывается проволока и фальцы. Обратите внимание, что здесь используется ножи квадратной формы, с каждой стороны которых кромка остро заточена. Это способствует длительному использованию ножа без заточки: если затупилась одна кромка, просто переворачиваем нож и режем дальше.

Однако таким устройством довольно сложно выполнять криволинейные резы и вырезать фигурные рисунки. Также начинать резать нужно всегда от края — в середине вырезать отверстие нельзя. Если вы планируете резать исключительно листовой металл, причем кроить его на длинные полосы, данное устройство — идеальный вариант.
Шлицевые

Как и у листовой модели, у шлицевой есть два режущих ножа. Только здесь верхний П-образный закреплен неподвижно, а нижний выполняет возвратно-поступательные движения. Поднимаясь вверх, нижний нож режет об себя и кромки верхнего листовой металл.
У таких ножниц довольно высокая скорость прохождения и точный ровный рез. С их помощью можно вырезать «окна» внутри листа, но предварительно просверлив отверстие, чтобы зашли ножи. Однако они в процессе работы оставляют тонкую полоску стружки (по ширине ножей устройства). Хорошие профессиональные устройства выводят стружку наверх, не закрывая линию реза. Одним из таких устройств является Makita JS1000.
Из всех ножниц шлицевые — самые слабые и максимальная толщина металла для них составляет 2 мм. Также они имеют немалый радиус разворота, из-за чего использовать их для фигурного реза не совсем удобно. Такой прибор стоит купить, только если нужно резать относительно тонкий металл, а запилы будут в основном по прямым линиям.
Вырубные

Вырубные ножницы — это по сути передвижной минипресс, который вырубает в металле небольшие отверстия. Вырубка производится с помощью матрицы и пуансона. Матрица неподвижна закреплена в специальном держателе, а в качестве пробойника выступает пуансон. Форма пуансона и форма матрицы идентичны, поэтому при замене одного элемента придется менять и другой. Размер вырубаемого отверстия будет соответствовать диаметру пуансона.
В процессе работы пуансон высекает небольшие отверстия в металле, выстраивая из них дорожку. Бывают круглые и квадратные насадки. Круглые насадки предназначены для металла толщиной до 3 мм, а квадратные до 4 мм. Отметим, что и матрица, и пуансон имеют возможность бесступенчатого поворота на 360°, благодаря чему удобно выполнять фигурные резы и прорезать «окна» в металле. Из отечественных хороших моделей можем посоветовать Диолд НЭР-0,65-0,28 с вырубкой металла толщиной до 2,5 мм.
Высечными ножницами удобно не только резать плоский листовой металл, но также и гофрированный профиль, например, для кровли или забора. При работе не наблюдается деформация заготовки, а рез очень чистый и точный. Правда, в процессе образуется очень много мусора в виде мелконарезанных железных кругляшков, которые обильно посыпают обувь оператора.
Арматурные

Уже из названия становится понятно, что это единственные ножницы, которые предназначены исключительно для работы с арматурой. Они способны нарезать шпильки, рифленую или гладкую арматуру, проволоку-катанку толщиной до 20 мм.
В продаже таких устройств очень мало и стоят они космических денег. Чаще всего их покупают для крупных строительных объектов, где нужно резать много арматуры для вязки каркаса фундамента или свай. В домашних же условиях проще обойтись обычной болгаркой. Однако, если вам все же требуется такое устройство, тогда советуем брать Makita DSC191Z с возможностью перекусывания арматуры толщиной до 19 мм.
Универсальные

Ножницы представляют собой прибор с небольшим вращающимся диском (ножом). Можно сказать — это такая миниболгарка для небольших объемов работы. Ее уникальность состоит в том, что она способна резать не только металл, но и пластик, картон, кожу, линолеум и композитные материалы. Однако металл — только тонколистовой толщиной до 1 мм.
Такие ножницы стоит купить в том случае, когда нужно резать много разноплановых материалов небольшой толщины. Например, можно взять прибор Bosch 0.601.9B2.904, у которого имеется самозатачивающийся нож и аккумулятор емкостью 2 А*ч.
Общие критерии выбора электрических ножниц
Тип питания
Существуют сетевые и аккумуляторные модели. Преимущество сетевых моделей в продолжительности работы, а также в мощности двигателя. Также они дешевле аккумуляторных в покупке и обслуживании, особенно учитывая стоимость замены аккумуляторной батареи у последних. Если работать с металлом вам нужно исключительно в гараже или доме, где всегда есть доступ к розетке, берите сетевую модель.
Аккумуляторные модели удобны при работе на объектах, где нет возможности подключиться к розетке или она находится очень далеко. Также при выполнении кровельных работ, например, подрезки профилированного листа, гораздо удобнее работать аккумуляторными ножницами, чем таскать за собой шнур питания. Но естественно такие агрегаты будут стоить немало. Лучше всего брать прибор из серии, где к разным устройствам подходит один аккумулятор. Такие серии встречаются в электроинструменте Bosch, Makita, Ryobi, DeWALT, Milwaukee и других.
Быстрая замена угольных щеток
В электрических ножницах, как и в любом другом электроинструменте используются угольные щетки, которые передают на ротор электрический ток. В процессе эксплуатации они стираются, поэтому время от времени их приходится менять.

В некоторых устройствах существует так называемый быстрый доступ к угольным щеткам, представленным в виде небольшого «люка». Открыв его с помощью отвертки, можно быстро извлечь щетки и заменить их новыми. Если такого люка нет, тогда придется раскручивать всю рабочую часть, чтобы до них забраться. Поэтому если вы собираетесь приобретать электрические ножницы, тогда берите с быстрым доступом к угольным щеткам.
Мощность устройства
Мощность двигателя напрямую влияет на то, как устройство будет справляться с серьезными нагрузками. Чем мощнее движок, тем быстрее, а соответственно больше сможет прорезать прибор (например, прямой лист металла). Однако стоит учитывать, что для разных типов устройств нормальной считается разная мощность. Так, например, в универсальных ножницах движок мощностью выше 300 Вт редко встретишь, а для вырубных моделей ниже 380 — 400 практически не бывает. Если вам нужны листовые ножницы для резки металла до 4 мм толщиной тогда берите прибор с двигателем мощностью минимум 500 Вт.
Вот еще инструмент для домашнего мастера: