Как прожечь дырку электродом в толстом металле?
Как самостоятельно прожечь отверстие в металле электросваркой?
Время чтения: 4 минуты
Когда нам нужно сделать дырку (или правильнее сказать отверстие) в металле, мы используем обычную дрель и сверла по металлу. Однако, такой способ не всегда удобен и прост, если нужно сделать отверстие большого диаметра. В таком случае поможет сварочный аппарат и электрод. С его помощью можно прожечь отверстие любого диаметра даже в толстом металле. В этой статье мы кратко расскажем, как резать металл, используя технологию электросварки.

Общая информация
Многие домашние умельцы привыкли думать, что сваркой необходимо пользоваться только в случае, когда нужно соединить две металлические заготовки. Однако, имея в руках сварочный инвертор и электроды можно выполнить не только сварку, но и резку металла. Эта технология пригодится, если нужно сделать отверстие в заготовке.
Чтобы электродом сделать отверстие в металле, не нужно быть профессионалом. Достаточно знать принцип работы инвертора и уметь применять его на практике. Процесс резки проще и быстрее сварки, поскольку нет таких высоких требований к качеству шва. Если попрактиковаться, можно добиться довольно ровного реза, с аккуратными краями. Поэтому резка подходит даже для тех, кто никогда не пользовался сварочным инвертором.
Что нужно иметь под рукой?
Чтобы сделать отверстие в металле, у вас само-собой должен быть инвертор, электроды, а также молоток и щетка с металлической щетиной.
Инверторы бывают разными: дешевыми и дорогими, профессиональными и бытовыми, мощными и не очень. В сущности, не важно, каким именно инвертором выполнять резку. Главное, чтобы он был исправен.
Что касается электродов, то здесь выбор велик. Раньше резку выполняли теми же электродами, что и сварку. Но сейчас в продаже есть множество марок, предназначенных именно для резки. Они все хороши по-своему. Самая популярная марка электродов для резки — ОЗР. Они обеспечивают более-менее ровный рез и позволяют выполнять работу довольно быстро.

Если решите использовать обычные электроды для сварки, то будьте готовы, что рез окажется не самым эстетичным, да и сама работа будет идти медленнее, а дуга будет гореть нестабильно.
Также помимо инструментов приобретите средства индивидуальной защиты. Работу нельзя выполнять без сварочной маски и рукавиц. Это минимальный набор для домашнего сварщика. Но мы рекомендуем приобрести полную экипировку, включая костюм и обувь.
Выполняем резку
Зажгите дугу. Это можно сделать двумя способами: постукиванием конца электрода о поверхность металла или чирканьем, словно поджигаете спичку. Первый способ проще. Если вы раньше никогда не использовали сварочный инвертор, то рекомендуем начать именно с постукивания.
Настройте силу тока на инверторе. Сила тока подбирается исходя из толщины заготовки и диаметра электрода. Рекомендуем сначала установить настройку таким образом, как если бы вы просто выполняли сварку, и затем добавить еще примерно 30% от заданной силы тока.
Далее нужно разметить края будущего отверстия. Используйте для этого химический карандаш. Он отлично подходит для разметки и его хорошо видно при выполнении резки. Если отверстие небольшое (пару сантиметров в диаметре), то можно выполнять резку сразу. Если работы много, то лучше сделать отверстие поменьше и затем постепенно расширять его.

Ведите электрод перпендикулярно заготовке. Сильно не отклоняйте его при выполнении резки. Сам процесс очень похож на обычную сварку, так что у вас не должно возникнуть трудностей.
Обратите внимание
Резка хоть и проще сварки, но она тоже имеет свои особенности, которые нужно учитывать. Мы перечислим основные.
Прежде всего, будьте готовы, что такой способ резки металла вряд ли обеспечит идеально ровную линию реза. Если вам нужен безупречный результат — используйте технологию плазменной резки. Резка электродами подойдет для домашнего применения, когда качество не так важно.
При резке тонкой заготовки увеличьте силу тока. Если нет электродов для резки, можно использовать стержни для сварки. Но их применение немного затрудняет резку. Некоторые умельцы используют электроды для сварки, которые уже непригодны для выполнения сварочных работ.

В сущности, тип электрода не так важен. Важнее его диаметр. Помните: чем толще металл, тем больше диаметр электрода. Для тонких металлических заготовок можно использовать электроды 3 мм.
Вместо заключения
Если вы только начинаете изучать азы сварки, резка металла электродами может стать отличным упражнением. Это простой и быстрый процесс, к которому не предъявляются особые требования к качеству работ. Резку можно выполнять любыми электродами, но лучше использовать специальные марки для резки. Желаем удачи!
Как сделать отверстие в металле сваркой?
Инверторный аппарат предназначен для сварки металла. Однако это далеко не единственное его назначение. Нередко в процессе сварки из-за большого тока происходит прожигание металлических листов. Благодаря этому свойству сварочный аппарат может использоваться и для резки металлических изделий, а также создания отверстия. Обычно для этого применяется обычная дрель и сверла, но при необходимости создания отверстий крупного диаметра подобрать подходящие сверла не так уж и просто. Если возникла такая проблема, на помощь придет ручная дуговая сварка.

С ее помощью можно прожечь отверстие любого диаметра или разрезать даже очень толстый металл. Но для того чтобы результат соответствовал ожиданиям, необходимо уметь пользоваться оборудованием для сварки и знать технологию резки металлических листов и некоторые нюансы.
Как резать металл электродом

Резка металла электродом не такая популярная и качественная, как болгаркой или лазером, однако такой способ резания все же пользуется спросом. Чаще всего он используется в случаях, когда не требуется высокая точность резки, например, для отрезания куска арматуры. Плюсом разрезания изделия инверторным аппаратом является возможность обработки металла любой толщины. Весь процесс происходит следующим образом:
- Если инвертор мощный и электропроводка неплохая, то резать можно до момента расплавления электрода в рогулине.
- При разрезании тонкого листа ток должен быть в 2 раза больше, чем обычно. При этом электрод нужно поднести максимально близко к заготовке и хорошо углубиться в разрез. Так лишний материал будет сдуваться.
- Если нужно разрезать толстый лист, ток следует увеличивать с учетом толщины, на которую делается рез. Углублять электрод в металл при этом необходимо до тех пор, пока он не выйдет наружу, полностью разрезая заготовку.
Для тонких листов подойдет электрод диаметром 3 мм, а для толстых – 4 или 5 мм. Сегодня можно приобрести специальные электроды, позволяющие сделать ровный рез быстро и качественно. Наибольшей популярностью пользуется марка ОЗР.
Как сделать отверстие

Для того, чтобы сделать ровное отверстие в металле, понадобятся такие инструменты и материалы:
- сварочный аппарат;
- электроды;
- молоток;
- щетка с металлической щетиной.
Проделать отверстие в металле может любой человек, умеющий пользоваться инвертором. Для этого достаточно следовать такому алгоритму действий:

- Специальным карандашом обозначьте на металлической заготовке окружность необходимого диаметра.
- Мелом обрисуйте обозначенную окружность, чтобы ее было видно максимально хорошо.
- Для того чтобы упростить сварочный процесс и предотвратить выход за контуры нарисованной окружности, вокруг нее нужно сделать сварочный шов.
- При сварке необходимо использовать 2 полукруга. Варить следует углом назад, стараясь, чтобы внутренний край шва лишь слегка соприкасался с кругом, нарисованным мелом.
- После того, как шов готов, можно приступать к вырезанию отверстия. Для этого нужно резать по внутреннему краю шва углом вперед. Так можно будет контролировать весь процесс.
- После прохождения по всей окружности образовавшаяся ванна упадет вниз, и образуется необходимый просвет. Если она не упадет самостоятельно, ее нужно подтолкнуть.
- В конце зачистите окалины металлической щеткой.

После этого можно использовать готовую пройму по назначению и производить финальную сварку.
Произвести резку металла или сделать в нем отверстие с помощью сварки может любой человек, имеющий хотя бы начальные навыки сварки. Но для получения хорошего результата нужно следовать алгоритму действий, выполнять все аккуратно и соблюдать меры безопасности.
Как резать металл электросваркой
Для резки металла сварочным инвертором понадобятся сам инвертор, электроды, молоток и средства индивидуальной защиты. Как организовать процесс — далее.

Металл для строительных, ремонтных и хозяйственных работ применяется практически повсеместно. Поэтому потребность в разнообразных сварочных работах, а также способах подготовки и резки металла постоянно увеличивается. Неудивительно, что вопрос как резать металл сварочным инвертором, достаточно часто задается на специализированных форумах и сайтах, а также частенько встречается на практике.
Описание технологии
Дуговая резка металла выполняется при помощи сварочного инвертора. Он, по сути, представляет собой трансформатор, вырабатывающий ток определенной силы, достаточной для образования сварочной дуги. Данная технология появилась достаточно давно, тридцать-сорок лет назад. Не являясь суперсовременной, как например плазменная, она продолжает оставаться популярной и широко применяемой, вследствие простоты использования, эффективности и удобству работы.
Эксплуатация сварочного аппарата, в том числе резка металла обычным или специальным электродом, не представляет особой сложности и не требует профессиональных знаний и навыков. Но при этом необходимо учитывать требования техники безопасности, так как выполнение сварочных работ связано с электрическим напряжением.
Необходимые инструменты и оборудование

Перед тем, как резать металл приобретенным сварочным инвертором, необходимо подготовить требующееся для этого оборудование и инструмент:
- непосредственно сварочный аппарат (представлен на рынке строительного и промышленного оборудования в различных вариантах от самых разных производителей);
- молоток и щетка;
- электроды. Резка металла дуговой сваркой до последнего времени выполнялась с применением самых обычных электродов. Сейчас чаще используются специальные электроды, применяемые для резки электросваркой и обозначаемые маркировкой ОЗР. Они отличаются высокой теплоустойчивостью покрытия, обеспечивающего ускорение резки, увеличение производительности и качеств реза. Использование специальных электродов ОЗР позволяет разрезать материал таким образом, что выделяется намного большее количество тепла, а дуга получается стабильной и устойчивой.
- специальный костюм (роба);
- рукавицы (краги);
- защитная маска, оборудованная светофильтром;
- ботинки, подошва которых сделана из резины;
- при работе в замкнутом и небольшом по объемам пространстве — респиратор.

Все перечисленное выше оборудование, материалы и экипировка доступны и могут быть с легкостью приобретены практически в любом специализированном магазине.
Этапы работ
Опытные сварщики советуют новичкам обернуть кабель держака вдоль предплечья, помогая удерживать его прижатием руки к туловищу. В результате кисть остается относительно свободной и расслабленной, что приведет к меньшей усталости.
Зажигание дуги происходит либо постукиванием, либо чирканьем электрода о поверхность металла. Несмотря на сложность описания и используемых терминов, навык зажигания и последующего удержания дуги появляется сразу, буквально после второй-третьей попытки.
Справедливо утверждение, что процесс резки проще выполнения сварки, поэтому не предъявляет каких-либо завышенных требований к качеству работ. Для осваивания азов использования инвертора резка металла подходит оптимальным образом. При наличии некоторой практики края реза становятся плавными и ровными.
Ток на инверторе устанавливается исходя из размера электродов, толщины стали и вида разреза, которых различают четыре разновидности:
- разделительная резка. Лист материала устанавливается в такое положение, при котором создаются условия для беспрепятственного вытекания из места разреза. При вертикальном резе процесс выполняется сверху вниз. При горизонтальном расположении металла рез желательно вести от кромки. При больших размерах листа допускается начинать рез в его середине, предварительно выполнив отверстие. Оптимальным вариантом считается использование электрода, диаметр которого больше толщины разрезаемого металла. В этом случае электрод располагается перпендикулярно плоскости листа и перемещается вдоль линии планируемого разреза;
- поверхностная резка. Применяется значительно реже и используется для выполнения канавок на поверхности металла, а также для удаления дефектов. Электрод должен быть наклонен к поверхности на 5-10 градусов. Его перемещение осуществляется с частичным погружением в образующуюся в процессе резки полость. Если требуется широкая канавка, достаточно при движении электрода выполнять поперечные колебания необходимого размера;
- резка отверстий. Процесс достаточно прост — сначала выполняется небольшое отверстие, которое постепенно расширяется до нужных размеров. Положение электрода при этом — практически перпендикулярное поверхности металла, при этом допускаются незначительные отклонения.

При выполнении резки металла при помощи сварочного инвертора необходимо учитывать следующие моменты:
- технология не позволяет выполнить аккуратную линии реза (как при плазменной резке), что серьезно ограничивает область применения;
- для резки тонкого металла требуется большая сила тока;
- при отсутствии специальных электродов предназначенных для резки металла, могут использоваться обычные. Зачастую в работу идут даже старые, непригодные для сварки. Главное требование — необходимый диаметр электродов (для тонкого листа используется так называемая тройка, то есть диаметр электрода составляет 3 мм, для металла большой толщины — четверка и пятерка, то есть диаметром электродов равен соответственно 4 и 5 мм).
Использование приведенных выше рекомендаций и правил позволит освоить резку металла собственными силами быстро и без проблем.
Заключение
Сварочный инвертор для резки металла используется практически повсеместно. Это объясняется простотой и комфортом технологии применения, а также невысокой стоимостью и доступностью оборудования. Для работы на нем не требуется профессиональных навыков и образования.
Вместе с тем, опытные специалисты наверняка имеют собственные секреты качественной работы, которыми могут поделиться в комментариях к данной статье.
Что делать, если сварка прожигает металл
Чтобы сварка не прожигала металл, нужно иметь хотя бы небольшой опыт сварщика и знания, какой ток выставить на инверторе и какими электродами лучше всего варить тонкий металл. Именно со сваркой тонкого металла, чаще всего и возникает данная проблема, когда электрод отводится от поверхности вверх, возникает длинная дуга, напрочь прожигающая дыру в металле.
Именно по этой причине для сварки тонкостенных труб необходимо выдерживать дугу как можно короче, чтобы не прожечь металл. Также, толщина металла не должна быть меньше диаметра электрода, поскольку прожечь металл толстыми электродами намного проще. О том, что делать, если сварка прожигает металл, и как этого избежать, будет рассказано ниже.
Почему сварка прожигает металл
Существует несколько основных правил при настройке и регулировке инвертора, которые помогут не прожечь металл при сварке:
- Во-первых, варить тонкий металл лучше именно инвертором на постоянном токе, подключив держатель электрода к плюсовой клемме аппарата, а массу к свариваемой заготовке. Таким образом, большая температура будет приходиться на электрод, а не на тонкостенный металл.
- Во-вторых, чтобы не прожечь металл при сварке инвертором нужно варить только на малых токах, от 30 до 50 А.

- В-третьих, толщина свариваемого металла должна быть не тоньше электрода для сварки. Варить тонкий металл лучше электродами 1,6-2 мм. Как раз, сварочный ток в 30-50 А и соответствует данным параметрам.
- В-четвертых, чтобы не прожечь тонкий металл, варить его нужно сначала не сплошным швом, а прихватками, делая как можно меньше зазор между свариваемыми элементами.
- В-пятых, варить металл толщиной в 0,5 мм, электросваркой очень и очень сложно, лучше всего для этих целей использовать сварку в защитной среде.
Существует и ещё один способ сварки тонкого металла, чтобы его не прожечь. Связан он с использованием дополнительного электрода, который будет применяться в качестве присадочного материала. Просто берете электрод и используете его для расплавления основным электродом, при этом, делая больший упор именно на него, а не на тонкий металл.

В таком случае получиться заварить тонкостенные изделия из стали и не прожечь их при этом.
Выбор режима и электродов для сварки
Ранее на сайте про ручную дуговую сварку mmasvarka.ru уже рассказывалось о настройках инвертора, касательно применяемых электродов и толщины используемого металла. Но, как говорится, повторение никогда не будет лишним, особенно если речь идет о том, как сварить металл, чтобы его не прожечь.

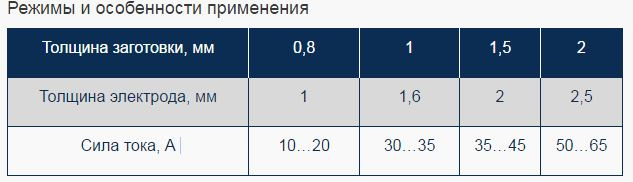
Тонким для сварки считается металл, толщина которого составляет 2,5 и менее миллиметров. И, как было сказано выше, если сварка прожигает металл, то, нужно использовать электроды как можно меньше диаметром. Ниже будут представлены основные режимы сварочного инвертора и диаметр электродов, в зависимости от толщины свариваемого металла.
Настройка инвертора по диаметру электродов и толщине металла выглядит следующим образом:
- Толщина металла (0,5 мм) — диаметр электрода (1 мм), сварочный ток (10-20 А);
- Толщина металла (1 мм) — диаметр электрода (1-1,6 мм), сварочный ток (30-35 А);
- Толщина металла (1,5 мм) — диаметр электрода (2 мм), сварочный ток (35-45 А);
- Толщина металла (2 мм) — диаметр электрода (2,5 мм), сварочный ток (50-60 А);
- Толщина металла (2,5 мм) — диаметр электрода (2-3 мм), сварочный ток (65 А);
Представленные данные являются приблизительными, ведь при сварке инвертором, многое зависит и от параметров самой электросети. Если в ней будет пониженное напряжение, то, соответственно, значения тока на инверторе, также, придется повышать.

Кроме всего вышеперечисленного, стоит отметить и ещё одну важную деталь при сварке тонкого металла, она относится к скорости движения электродом. Чтобы не прожечь металл, электрод нужно вести несколько быстрее, чем при сварке толстых металлов.
Как легко и правильно сваривать металл электродами начинающим
На сегодня без сварки трудно себе представить современную жизнь, а поэтому, число людей соприкасающихся с ней в работе или быту, постоянно растет. Стать хорошим сварщиком — задача не из простых. Но это значит обеспечить себя востребованной, интересной и высокооплачиваемой работой. И даже если у вас уже есть другая профессия, умение самостоятельно сварить какую-либо металлоконструкцию будь то забор, гараж, теплица или что-либо иное, не останется невостребованным. Как правильно варить дуговой сваркой электродами, для начинающих это серьезный вопрос. Разберемся с ним в данной статье.
Азы электросварки

Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Как происходит сварка плавящимся электродом?
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это ростой вид сварки, используемый как в промышленности, так и в быту.

MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.

TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Какие же электроды применяют?
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
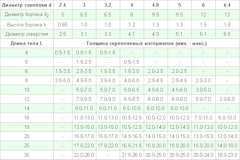
Многие сталкиваются с вопросом как же выбрать необходимый электрод? Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки. Подробнее читайте в нашей статье.
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Как правильно сварить металл?

Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Движения электрода при сварке.
Для получения качественного шва, крайне важно какими будет траектория движения.

Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Положения при сварке.
Различают следующие положения: нижнее, горизонтальное, вертикальное, а также потолочное.
Сложность работ при разных пространственных положениях шва значительно отличается. Самым простым считается выполнение в нижнем положении, детали находятся внизу, а сварщик над ними. Именно с таких швов следует начинать тому, кто не занимался ранее.
Потому что расплавленный металл не вытекает из сварочной ванны, что делает процесс сварки значительно легче.
Следующими по сложности считаются горизонтальные и вертикальные швы. При выполнении вертикальных и горизонтальных швов электродуговой сваркой, стыкуемые элементы находятся в вертикальном положении.
При таком положении есть риск вытекания расплава из сварочной ванны, а следовательно квалификация сварщика должна быть более высокой. Чтобы получить хороший результат при данном положении, необходимо выполнять процесс на короткой дуге, а также использовать электроды со специальным покрытием, препятствующем вытеканию металла.
При выполнении вертикального шва целесообразно вести процесс снизу вверх, дабы образовывать ступеньку, мешающую вытеканию металла. Ведение электрода сверху-вниз допустимо, но при этом возможно ухудшение качества шва за счет вытекания металла, а также не проплавления шва.
Потолочное положение считается самым сложным, ведь помимо того, что физически трудно держать над собой руку длительное время, еще и сложно обеспечить надлежащее качество шва.
Для того чтобы понять как варить потолочный шов, любому сварщику нужна практика. Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Умение выполнять потолочные швы считается признаком квалифицированности сварщика.
Основные ошибки

Теперь, когда мы разобрались с основными моментами при выполнении работ поговорим о распространенных ошибках, связанных с применением электродов, а также о том, как их предотвратить.
Неумение правильно удерживать сварочную дугу. Это приводит к неравномерному расплавлению металла. Результатом становятся прожёги, грубая чешуйчатость и прочие наружные дефекты.
Применение не просушенных электродов. Это приведет к большому количеству пор. Важно хранить сварочные материалы в сухом месте.
Большая длина дуги. Данная ошибка может привести к прожогу и появлению пор.
Скорость перемещения электрода. В результате чего может образоваться непровара или наплывы. Это зависит то того быстрее или медленнее оптимального значения ведется процесс. Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Угол наклона. От угла наклона во многом зависит глубина проплавления. Углом вперед варят тонкий металл.
ortodox69 › Блог › сварка тонких листов инвертором(конспектная запись)

Тонколистовым называют материал с толщиной до 5 мм
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги.
Электрод должен иметь малую толщину
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
PS: тока что попробвал варить МР-3С 3 мм с рутиловым покрытием, сразу скажу что «+» на массе-прожёгов значительно меньше чем когда «+» на электроде! Варил тонкое железо.



Комментарии 413

а что будет, если горизонтальный шов варить движениями 1?

Среда инертного газа позволяет держать дугу более стабильной, у простой сварки это достигается составом обмазки электрода. Меньший диаметр электрода в инертном газе уменьшает тепловую нагрузку на деталь вне зоны сварного шва (а ещё лучше с этим обстоит в контактной сварке). Гнить будет и там и там если после сварки не обработать.
Я сам как то варил порог 0,8мм, касаниями, электроды были Esab, 3мм, ток 35-40А (иногда менял). Эти электроды на маленьких токах не гаснут, как карандашь вести можно и горит, но не брызгает. Горение да же не похоже на сварку электродом… ОЗС-2 и АНО-21 такого результата мне достичь не дали.
почему все мастера варят кузова полуавтоматом, а не электро- или газосваркой?
Электродом метал прогорает, его коробит, шов кривой, шлакует и т.д., а полуавтоматом хоть фольгу вари — шов ровный, полностью проваривает, не ведет метал и т.п. А если что то потолще проварить надо так тут дуговая сварка самое то!
Металл не ведёт если прихватить много точек грамотно.
Напомню, кузова машины в самом лучшем случае 1мм (это буквально танкообразный зил), типовой случай 0,6-0,8 мм, а в рядовом случае, когда варится уже кузов не первой ржавости — этот слой после зачисток от ржавчины снижается до 0,4 мм. Так что варить кузов электродом не то чтобы нельзя — это почти нереально.
Не знаю, родственник год варил машины, пока на полуавтомат ему транс мотали… При чём так варил пороги, что все фигели…

Работы сделаны мастерски, хотя конечно сваривать автомобильную сталь электродом любой марки и диаметра это неправильно)), трудоемко, менее качественно, и далеко не все даже мастера смогут.Все же полуавтомат нужен, а иногда и аргоно-дуговая.
У меня на работе Ребель ЭСАБ, у него вообще 3 вида сварки, п/а, аргон и штучная электродами. Но пользуемся в основном па…
Если интересно, сфотографирую и на работе.
elektrod.ru/esab/?page=eq…&name=Rebel%20EMP%20215iс


а какую порошковую(для сварки без газа) проволоку бы посоветовали?
А то в деревню тащить баллон, даже от огнетушителя нет сил, там по распутице пару км пешком, на машине не вариант
просто скажите марку проволоки, если таковая есть спасибо
так что бы не брызгала не плевалась и давала красивый шов.спасибо
Здравствуйте!
Жаль, что нет возможности взять обычную проволоку и баллон. Это просто и швы хорошего качества.
Но опять же у моего любимого ЭСАБа есть порошковая самозащитная проволока Coreshield 15,
elektrod.ru/esab/?page=wi…mild&name=Coreshield%2015
вот действительно швы от этой проволоки как с газом. И не сильно брызгает.
Важно запомнить, сварку производить лучше углом назад, ка бы сдувая шлак, и укладывая металл под него, и поменять полярность, пустив на проволоку (-).
Успешной работы Вам!
а как можно вставлять в порог гипрочную цинкованную направляющую?

LB лучше электроды
клёпочником делают и ничего



элетроды рутиловые Ergus 2.0
не ошибся. Элекроды Ergus оказались гораздо интереснее — поджиг дуги происходит быстрее и дырок практически не делали:
Сплошным швом не варил — гасил дугу через секунду и сразу, не давая электроду остыть, снова поджигал. Через некоторое время научился заделывать небольшие дырки тем же электродом.


просто «тыкал» или за секунду ещё и движения какие-нибудь делал? Я пробывал 1,6мм, 2мм, и 3мм- пришел к тому, что на токе 37А электродом 3мм на обратной полярности «сёркаю».
в зависимости от металла, я умудрился сварить цинкованную secc сталь, тонкий прокат из которого сделали боковую крышку системного блока
по факту они не варятся никак…
Я сварил 2 таких боковины кривыми недошвом, что было в принципе невозможно
так что это вопрос веры в себя, дури и отстутстивия денег и опыта
Кстати оказалось что почти все кто говорит что дугой варит тонкий лист нельзя не в курсе какие сейчас инверторы.они привыкли варить трансами и очень удивлялись когда им показывали что может современный умный китаец…
что впрочем не конкурирует с проволокой


1) Вообще то правильный шаг 5-6 диаметров. Т.е. если заклепка 3,2 мм то шаг должен быть 16-19 мм.
2) Правильно установленная клепка прочнее сварки
3) Но это все фигня, так как порог клепать вытяжными заклепками, тем более алюминиевыми нельзя — только полнотелыми.
Заклепки — ну и наконец способ, который я избрал в качестве рабочего для своего случая, это заклепки. Дешево (заклепочник 1500 + сами клепки по 1-2 рубля за штуку + сверла в среднем 60-70 руб за штуку на сотню отверстий). Из минусов только высокие трудо/время затраты,
прочность соизмеримая со сваркой
Минусы вытяжных заклепок:
1. очень высокие трудозатраты
2. очень высокие временные затраты
3. негерметичное соединение, то есть между деталей надо предусмотреть нержавеющую прокладку, сами клепки надо промазывать герметиком или мастикой чтобы стали герметичными
4. трудно клепать сложные формы, клепки лучше всего применять для крепления деталей внахлест, и это не всегда удобно, особенно в современных машинах, для крепления деталей встых подойдет только полуавтомат, для уаз еще можно подклепать, но для современных машин можно клепать только то, что не видно глазу.
3. стальные — заклепки сделаны из обычной стали, сердечник стальной, выдерживают бОльшие нагрузки, чуть дороже чем люминиевые, требуют усиленного заклепочника, который стоит пару касарей.
4. нержавейка — заклепки не ржавеют, гальванических пар не образуют, выдерживают нагрузки сравнимые со сваркой, требуют хорошего заклепочника, и стоят как космический корабль :-))) шутка, примерно по 4-5 рублей за штуку, но они того стоят
Перед сборкой для клепания, надо обязательно промазать все места стыков щелевым герметиком или битумной мастикой