Как сделать форму для отливки металла?
Военно-историческая
МИНИАТЮРА СВОИМИ РУКАМИ.
Последние обсуждения на форуме:
Для литья миниатюр из металла классической является разборная двухчастевая форма – гипсовая или силиконовая. Опыт работы с такого типа формами позволяет перечислить и ее недостатки: относительно большое количество силикона требуется на изготовление каждой из двух половинок, время на вулканизацию силикона 8-12 часов для каждого слоя силикона при комнатной температуре, а когда таких слоев три, то изготовление двух половинок силиконовой формы занимает двое суток. И главный недостаток – облой – металл, попадающий в промежуток между двумя половинками формы. Кто лил, тот знает, насколько трудно порой бывает получить отливку, на которой незаметна и точно совпадает линия облоя. Метод изготовления формы, который я хочу продемонстрировать, позволяет успешно преодолеть все три трудности и позволяет в домашних условиях получить качественные формы и, следовательно, качественные фигурки.
Часть первая. Подготовка модели.

Фото 1. В качестве примера взята 28 мм мастер-модель эльфа для игры Блад Боул, изготовленная из эпоксидного патти Квик-Вуд.
Перед началом изготовления формы надо подготовить саму модель. Во-первых, поставить модель на литник и выпор. Модели, которые я леплю сам, имеют проволочный каркас ног, концы проволоки я и использую для изготовления литника (кусок такой проволоки хорошо виден на первом фото). Итак, литник, имеет коническую форму, выпор – всего один, не слишком толстый – к другой ноге. Если трудно поставить отдельно литник и выпор, то иногда можно обойтись и без выпора вовсе. Далее вся конструкция устанавливается и приклеивается на картонное основание. Во-вторых, чтобы впоследствии легко отделить модель от силикона, я прокрашиваю модель тонким слоем акрилового металлика либо каким-нибудь нитро аэрозолем. Если ваша мастер-модель металлическая, то рекомендую тонировать именно нитро, а если пластмассовая, эпоксидная или из «грин стафа» (зеленки), то вполне подойдет акриловый металлик.

Почему именно металлик? По опыту – он легче всего отделяется, и при этом его можно нанести достаточно тонким слоем. Необходимо обратить внимание на то, чтобы краской были покрыты и все поднутрения (в другой литературе встречаются названиия «андеркаты» или «отрицательные углы»). Третий этап – необязательный, но очень рекомендуемый – начертить фломастером воображаемую линию раздела половинок формы – это очень поможет впоследствии сделать точный разрез силиконовой оболочки.
На снимке – модель подготовлена к началу изготовления собственно формы. Виидны литник, выпор, видна и линия разреза, по крайней мере, на ногах. На голове ее не ищите – ее там нет. Разрез будет доходить только до кончиков пальцев левой руки и до верхнего полюса мяча. Вся модель установлена на основании.
Вторая часть. Силиконовый кокон и каменный гроб.

Начинаем накладывать силикон слой за слоем. Первый слой требует большого внимания и терпения. Задача – внести силикон во все щели, щелочки и углубления. Силикон – материал довольно капризный и по своей воле туда не полезет, поэтому я беру маленькую капельку силикона и углубление за углублением вношу его туда, снова и снова проверяя, не забыл ли я еще какую щелочку.
Уже наложенный силикон можно придавить влажным пальцем. Я предпочитаю работать с прозрачным силиконом еще и по той причине, что можно видеть, не образуются ли пузырьки воздуха под слоем силикона. В конце этого этапа работы наша модель должна быть целиком покрыта тонким, желательно менее миллиметра слоем силикона.
На снимке: вот так, капля за каплей вносится силикон во все «проблемные» места.
Далее мы должны дать силикону высохнуть. Время на высыхание может быть разным у разных видов силиконов, но в большинстве случаев следующий слой силикона можно накладывать часов через восемь. И никогда не накладывайте следующий слой, пока не высох предыдущий! После того, как первый слой силикона высох, еще раз внимательно осмотрите «кокон», если нет никаких проплешин в слое силикона, то едем дальше! Если есть, то заполните недостатки силиконом и все равно едем дальше! А дальше – второй, третий и дальше, сколько надо. Эти слои должны плотно укутать модель в единый кокон уже без всяких поднутрений. Насколько он должен быть толстым? Скажем так – лишний слой силикона ему не повредит, зато слишком тонкий слой может привести к деформациям при литье, особенно в месте разреза формы. На демонстрируемой здесь модели силикон наложен четырьмя слоями и в отдельных местах я положил еще один дополнительный пятый слой. Когда закончено наложение силикона, то лишний картон подставки обрезается.



Теперь мы имеем силиконовую мумию из которой еле просвечивает наша модель. Пришло время построить «каменный гроб». Я делаю опалубку из деталей конструктора «Лего», развожу гипс и заливаю первую половинку гробика, до половины утапливаю в гипсе кокон, жду.
Обратите внимание на резиновую чашку для разведения гипса. Исключительно удобная в работе вещь, ветеран производства. Изначально – это стоматологический инструмент, но также может быть изготовлена и из половинки резинового мяча. Работая с одной и той же емкостью для разведения гипса, со временем учишься дозировать воду и гипс «на глаз», чтобы не было слишком много отходов, а после работы очистить от застывшего гипса – просто вывернув ее наизнанку.



Kогда гипс застывает, что определяется по его нагреванию, передвигаю опалубку выше, но ни в коем случае не вынимайте кокон из гипса! Затем надо не забыть смазать поверхность гипса чам-нибудь, чтобы потом половинки гипса разделить. Никаких специальных смесей! Жидкость для мытья посуды или жидкое мыло подойдет. Разводим вторую порцию гипса и заливаем ее в опалубку. Снова ждем до нагревания гипса. Когда гипс затвердел, снимаем опалубку, разделяем половинки «гроба» и вынимаем мумию.

Часть третья. Хирургическая.
К этому моменту мы уже имеем полностью изготовленную литьевую форму. Теперь дело за малым – вынуть модель из формы и прографитить литьевую поверхность. На самом деле вскрытие силикона и вынимание модели – самая ответственная операция, поэтому подойти к ней надо очень серьезно. Махать ножом – это вам не силикон размазывать. Во-первых, я очень рекомендую взять совершенно новое лезвие скальпеля. Во-вторых, не торопясь, осмотрите мумию и вспомните или попробуйте аккуратно найти ту линию разреза, которую мы рисовали при подготовке модели. И только продумав, как должен пойти разрез – начинайте. Резать надо не торопясь, понемногу, но «твердой рукой». Начинайте проводить разрезы, ориентир ваш – линия, не зря же мы ее рисовали, между тем, постепенно и очень аккуратно отделяйте силикон от модели. Хотя силикон и очень эластичен, но оторвать от него кусочек или отрезать чего лиишнего скальпелем не так уж и сложно, поэтому никакого применения силы и торопливости. Конечной задачей этой операции является – вывернуть силиконовую оболочку так, чтобы можно было вытащить модель, но при этом оставить оболочку целой, так, чтобы отпустив ее она снова приняла свою изначальную форму.



Снимая форму с моделей сложной формы можно делать дополнительные разрезы, чтобы извлечь из силикона отдельные части, но ничего не отрезать насовсем. Как если бы мы хотели снять кожуру с апельсина целиком. В этом и смысл метода. Нам это удалось! Теперь хирург может снять маску и перчатки, заварить кофе и устало закурить.
Перед литьем внутренние поверхности формы надо как следует обработать графитным порошком (я в качестве источника графита использую внутренности батареек, хотя это может быть и графитный стержень карандаша), сдуть излишки графита и снова собрать всю форму. Форма полностью готова к литью. Зажим прост и удобен до ужаса – две палочки и две резинки.
Конечно, хорошо бы дать время гипсу высохнуть, хотя бы пару суток, но кто ж удержится, уже имею полностью готовую форму от удовольствия сделать пару-тройку пробных отливок? Не могу удержаться и я.


Времезатраты.
Подготовка модели: изготовление литников – полчаса, покраска и нанесение разделительной линии – пусть будет еще полчаса (разумеется, это максимальные затраты времени, все это можно делать еще быстрее). Наложение первого слоя силикона занимает минут двадцать. Последующие слои – операции не требующие суперточности, поэтому на них уходит 5-15 минут времени. Высыхание каждого из слоев силикона, как я уже говорил, требует часов восемь времени, но и здесь есть небольшой фокус. Если поставить модель в теплое место, наверное градусов 60-80, мне трудно сказать точно без термометра, то силикон вулканизируется за час. Я ставлю в электродуховку. Недостатки: неприятный запах в духовке и во всей кухне. Если запах сильно неприятный – попробуйте снизить температуру. Можно, конечно и вытяжку включить, если у кого есть. Итого пять слоев застынут часов за шесть. Я предпочитаю не торопитья и оставить самый наружный слой (все равно он самый толстый) еще на ночь в комнатной температуре. На следующий день: на изготовление гипсового гроба – минут 20 на каждую половинку. Хитрость: разводите гипс в подсоленной воде. Соль является катализатором кристаллизации гипса. Итого, на все-про все, включая уборку ушел час. Без уборки – 40 минут и жена очень бы ругалась. Операция вскрытия «кокона» у меня заняла 15 минут, засекал по часам. Еще минут пятнадцать ушло на то, чтобы отграфитить поверхности формы и собрать все в полную боевую готовность. Итак: вчера в 11 утра я начал изготовление формы, сегодня в 13 часов я уже держал в руках отлитые фигурки.
Возможности метода.
Я делаю формы таким способом уже года два, на опыте убедился в существенной экономии силикона и времени по сравнению с другими способами изготовления форм. Формы из двух силиконовых частей я теперь делаю только для совершенно плоских деталей, а все остальное – руки, тела, головы – только так. Качество улучшилось, особенно в отношении облоя и точности совмещения половинок формы Такой метод можно успешно использовать для изготовления форм для фигур любой формы и сложности. Одинаково успешно применял его для литья 28 мм 54 и даже 75 мм фигурок.

В завершение хочу сказать пару слов о силиконах. Найти подходящий для дела материал – непросто. Приходится перепробовать немало сортов. Чтобы сэкономить средства, не ищите для литья металлов стоматологических силиконов и ювелирных (те их гордо называют «жидкой резиной») – они нетермостойки. Есть наверное и исключения, но как правило они еще и дорогие.
Я использую самый обычный строительный силикон Silirub бельгийской фирмы Soudal. Шприц 330 г. Почти не чувствуется от него запаха уксуса. Он выпускается трех видов: черный, белый и прозрачный. Первый и последний температуру литья олова, т.е. 300-400 градусов держит хорошо. Белый после нескольких заливок покрывается трещинами и коркой «припека». После многократных заливок практически не деформируется. Остается только пожелать удачи всем любителям перемазаться в силиконе.
Как сделать форму для литья




Изготовление литейных форм, на фрезерном станке Roland Modela

Студент ФабЛаба рассказывает, как она сделала форму для литья на фрезерном станке Roland Modela, и отлила в форму металл и пластик.
Задача: Разработать произвольную фигурку или изделие, которое мы могли бы повторить несколько раз, сделав для него форму для литья.
Я решила скачать модель фигуры с Thingiverse и по-своему персонализировать её в Rhinoceros. Мне хотелось попробовать поработать с твёрдыми материалами такими как металл или жесткий пластик, поэтому сама форма для литья должна была быть мягкой. Контрформу мы делали из воска для моделирования с помощью фрезерного станка Roland Modela, а для самой формы мы использовали термостойкий силикон.
Общие рекомендации при изготовлении формы и контрформы:
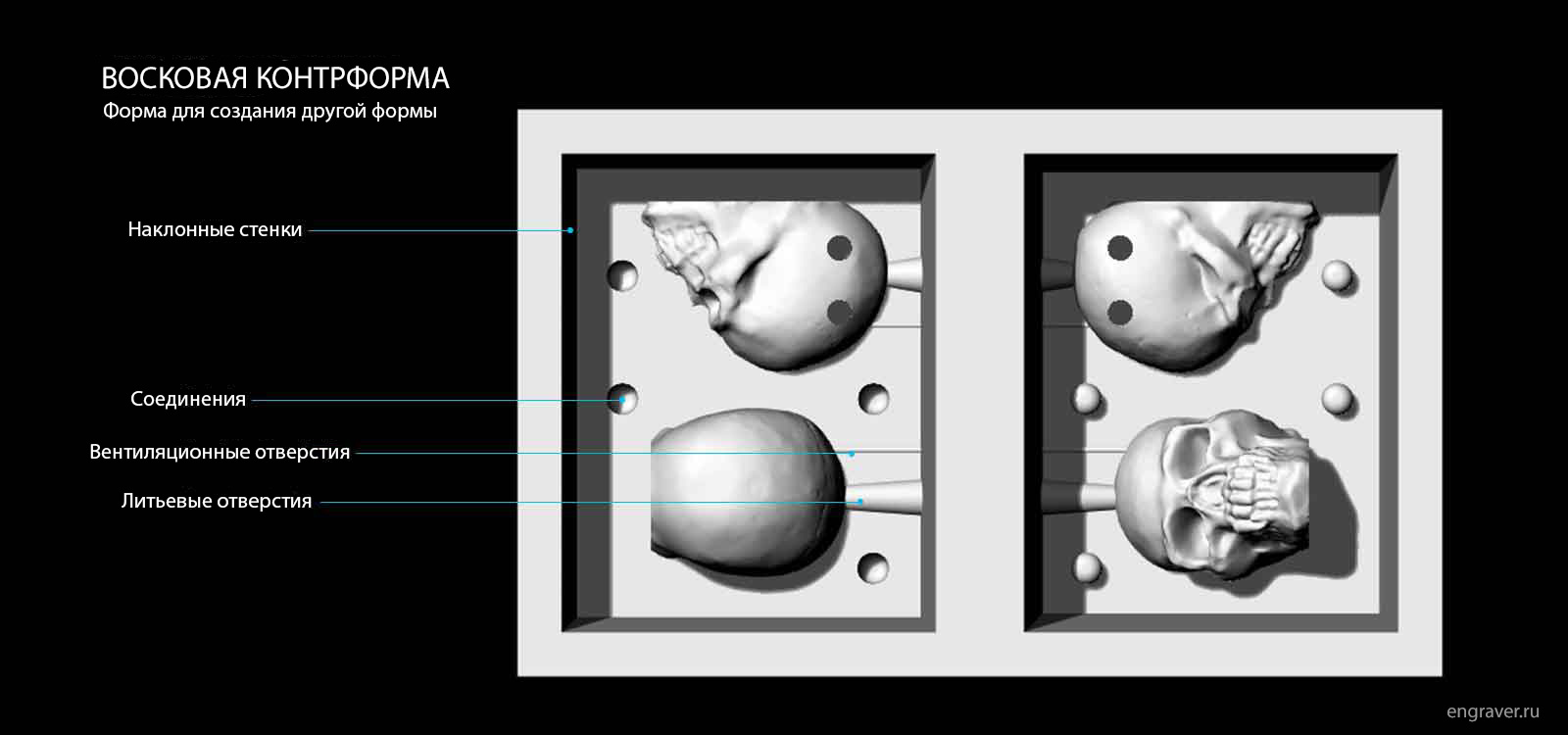
1) Рассчитайте диаметр используемой фрезы. Убедитесь, что вы оставляете достаточно места между вашим изделием и стенкой контрформы.
2) Оставьте отверстие достаточного размера для заливания материала, а также дополнительное вентиляционное отверстия для выхода воздуха.
3) Стенки контрформы должны быть немного наклонены.
4) Если вы делаете форму из двух частей, не забудьте сделать шипы и пазы для точного соединения половинок.
5) Помните, что для отливки твердых изделий нужны мягкие формы.
6) Обратите внимание на соотношение смешиваемых материалов отливки.
Процесс изготовления
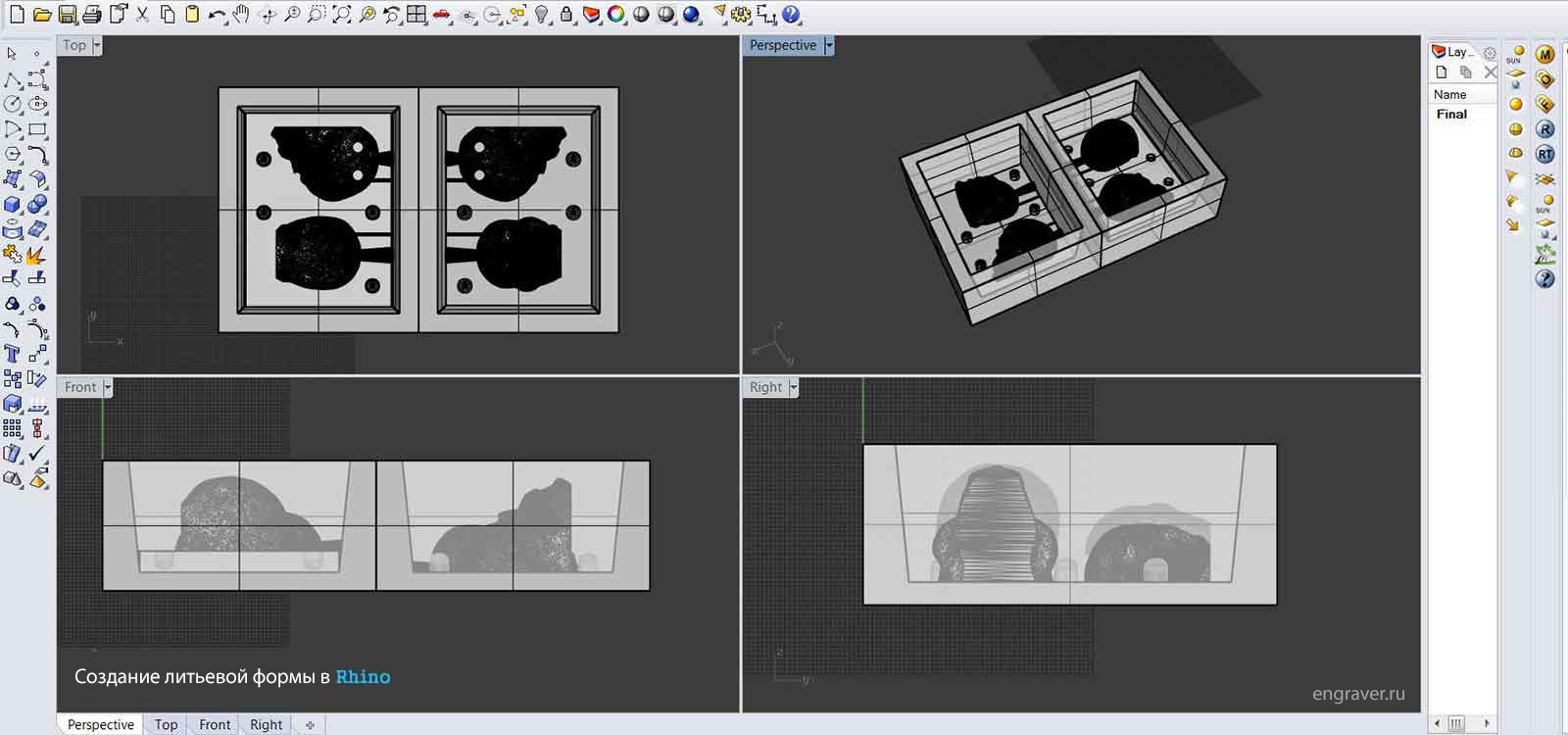
Изменить форму черепа я пробовала двумя разными способами, чтобы получить двустороннюю форму для отливки. Так как отливать я буду из металла, и изделие будет твердым, то сама форма должна быть мягкой. Я подготовила 3D-модель контрформы в Rhinoceros , которую буду вырезать из бруска воска для моделирования размером 7,0 X 14,1 X 3,5 см. Также я учла и оставила необходимые отверстия для заливки металла и вентиляционные отверстия.
После того, как я закончила делать 3D-модель, я стала вырезать из бруска модельного воска контрформу, на фрезерном станке Roland Modela . Для черновой обработки я использовала концевую 2-зубую фрезу диаметром 3 мм, для чистовой — сферическую фрезу диаметром 1,5 мм. Я прошлась по чистовой только в одном направлении (ху), так как на мой взгляд и этого было вполне достаточно, и дополнительная обработка была ни к чему, а время — сэкономилось. На черновую и чистовую обработку в общей сложности ушло примерно 3 часа и 20 минут .

Когда контрформа была вырезана, я начала делать собственно саму форму из термостойкого силикона. Как я упоминала ранее, форма должна была быть не только мягкой, но и очень термостойкой, поэтому я использовала силикон повышенной термостойкости Mold MAX® 60 .
Порядок действий изготовления нашей формы для литья:
1) Нанести некоторое количество универсальной разделительной смазки-спрея и дать ей подсохнуть в течение 3 минут.
2) Сделать смесь для силикона: компоненты A и B смешиваются в массовой пропорции 100A:3B (или согласно инструкции к тому силикону, который вы используете).
3) Вылить смесь в контрформу, убедившись, что внутрь не попали пузырьки воздуха.
4) На всякий случай тщательно простучать форму, пока все пузырьки воздуха не выйдут на поверхность.
5) Дать силикону застыть в течение суток.

К сожалению, в моём случае получилось так, что через сутки силикон был всё ещё незастывшим. Оказалось, что весы были испорчены, показывали неверный результат, и я смешала в неправильной пропорции! После очистки контрформы с помощью воды и мыла я постаралась сделать всё правильно.

Хоть и со второго раза, но получилось же!

Теперь всё готово к долгожданной отливке.
Для того, чтобы отлить металлические изделия я сделала следующие шаги:
1) Добавить тальк в форму.
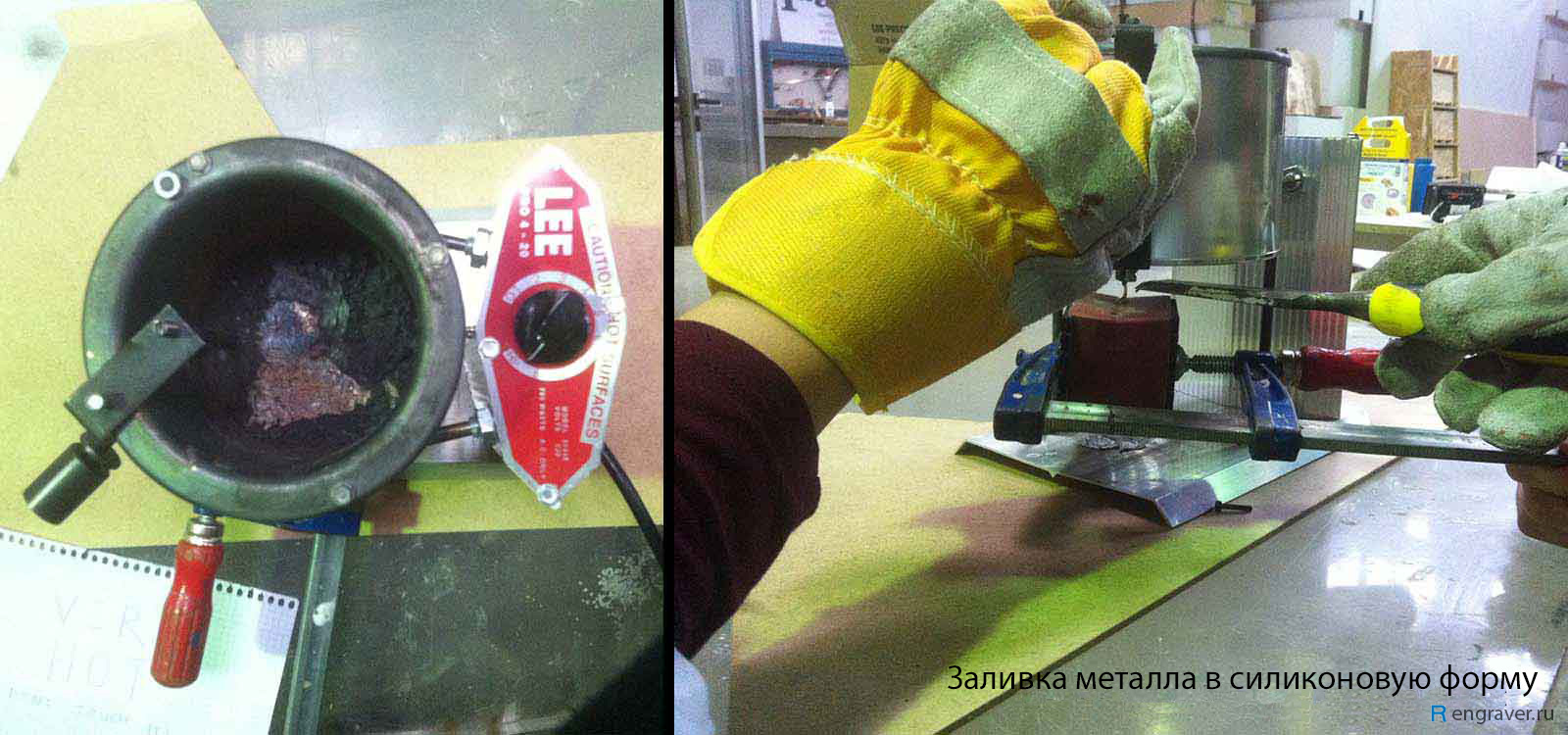
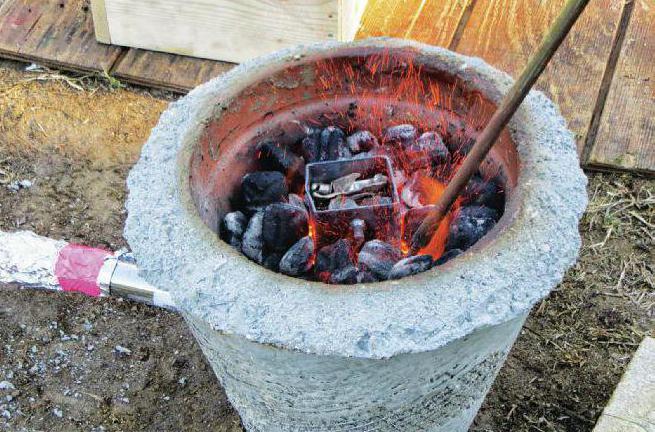
2) Нагреть печку или сосуд, в котором будете плавить металл, подождать пока ваши заготовки расплавятся. Соблюдайте технику безопасности и работайте в перчатках!
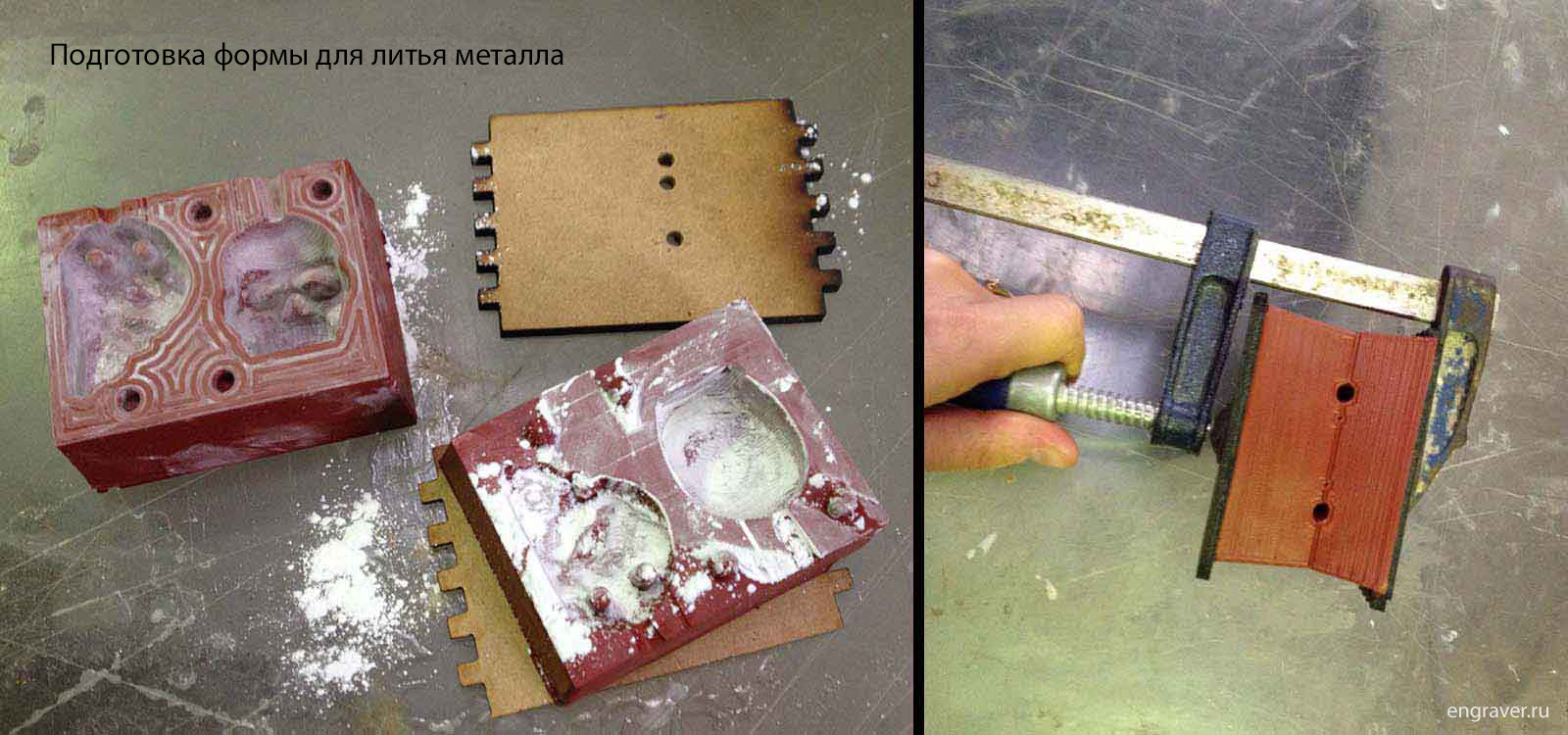
3) Сложить обе части формы и выровняв сжать их каким-нибудь удобным для вас способом. Части формы должны быть хорошо сжаты, чтобы не допустить протечек.
4) Аккуратно и неспешно залить расплавленный металл.
5) Сразу же окунуть форму в холодную воду для охлаждения. Оставить форму в воде до тех пор, пока она достаточно хорошо не остынет и можно будет её трогать.
6) Снять форму и достать ваше изделие.

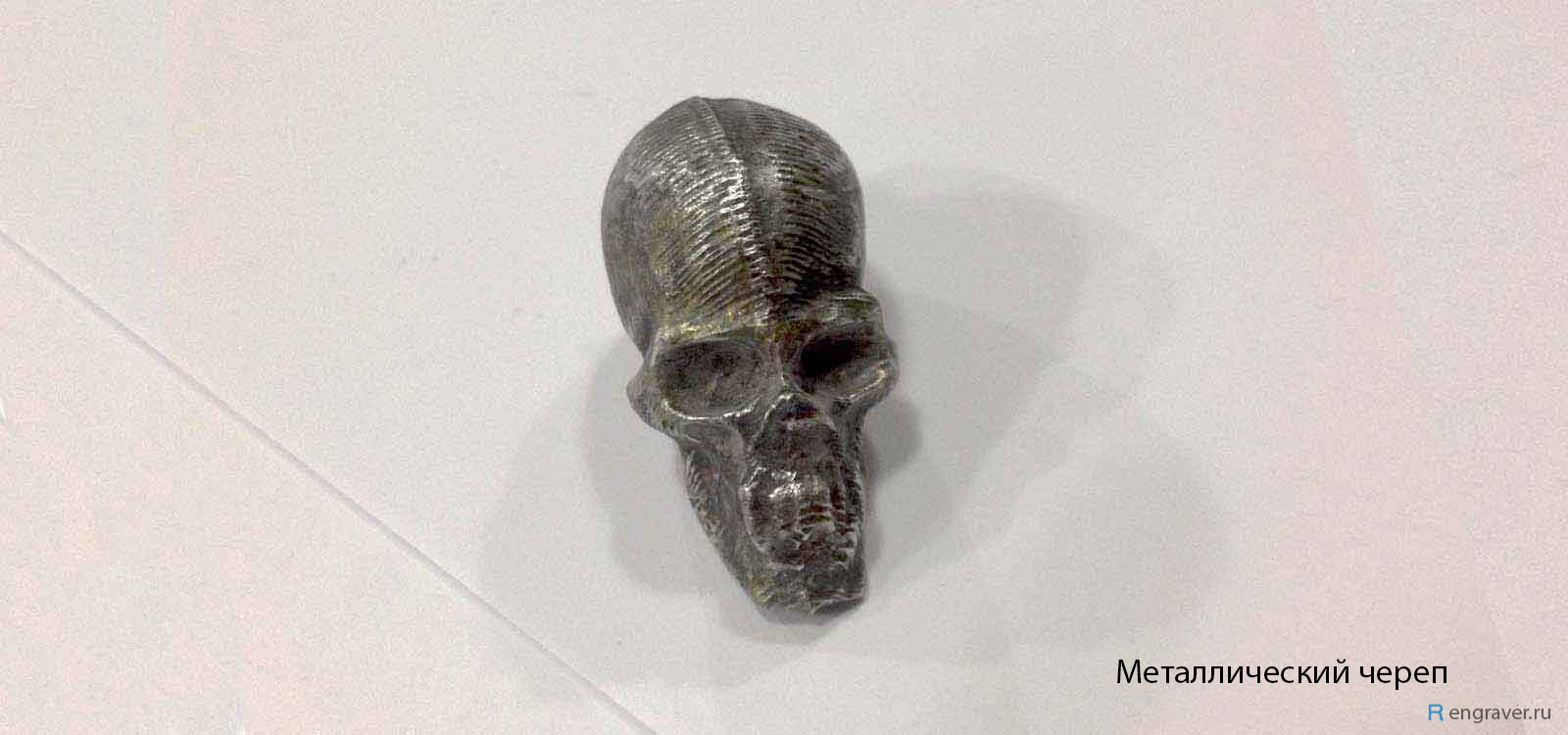
Черепа вышли очень неплохими, с хорошей детализацией. Один из них я отполировала, а второй оставила без обработки (см. рисунки).

После завершения работ с металлом, я попробовала сделать то же самое из пластика.
Процесс был проще, так как пропорция смеси для материала составляет 1:1.
Также пластиком легче оперировать, он не горячий и отливать из него проще.
Результат на картинке:
Ювелирное литье в домашних условиях для новичков







Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо.
Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое — сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу.
После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.




И на самом деле, вышло неплохо.
Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками.
Теперь следует наиболее ответственный момент — момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.



Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.







Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.




По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.



Как говорилось вначале, кольцо пролилось отлично. Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Благодарю за внимание. До новых встреч!
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Изготовление формы для отливки алюминиевых деталей: секреты мастера
На чтение: 4 минуты Нет времени?


Бывает, что именно сегодня требуется какая-либо деталь для механизма, а её нет под рукой. Если же приобретать её, то это чревато большими затратами, про которые «жаба», сидящая внутри, даже думать запрещает. Как же тогда быть? Выход, как всегда, найден нашими умельцами с золотыми руками. Автор YouTube-канала Veter NSK рассказал о способе отливки алюминиевых деталей при помощи самостоятельно изготовленной формы из строительного гипса.
Читайте в статье
Что можно сделать из алюминия
На самом деле никаких ограничений по сложности отливаемой детали нет. Это может быть как простейшая пластина с углублениями, так и деталь от двигателя. Сегодня речь пойдёт о такой детали, как лапка газа двигателя для моторной лодки «Yamaha 30». Подобный элемент при покупке в специализированном магазине обойдётся в сумму более двух тысяч рублей. Именно на примере этого элемента сегодня и будет рассмотрена технология изготовления матрицы и литья деталей.
Первое, что необходимо сделать, это сформировать деталь из обычного детского пластилина. Вряд ли этот процесс займёт много времени.

Изготовление формы для гипсовой отливки
В качестве материала для одноразовой формы вполне подойдёт обычный картон. Из него вырезается заготовка, которую нужно оклеить скотчем, так она не промокнет.

Далее форма складывается и фиксируется тем же скотчем. Вот, собственно, и всё, можно замешивать строительный гипс.

ФОТО: YouTube.com Форма готова, можно заливать гипсом
Заливка строительного гипса в формочку
Большое количество гипса замешивать не стоит. Его должно хватить на половину формочки. Но перед тем как его замешать, форму требуется смазать изнутри. Для этого подойдёт любая густая смазка вроде солидола или литола.
Сначала формочка заливается до половины.

ФОТО: YouTube.com Форма заполняется наполовину, после чего немного разравнивается
Теперь в гипс нужно уложить и немного притопить деталь, вылепленную из пластилина. Деталь должна быть притоплена до верхнего уровня гипса. Теперь остаётся ждать, пока алебастр подсохнет. После этого в нём делаются небольшие заглубления при помощи сверла. Впоследствии они не дадут частям опалубки сдвинуться по отношению друг к другу.
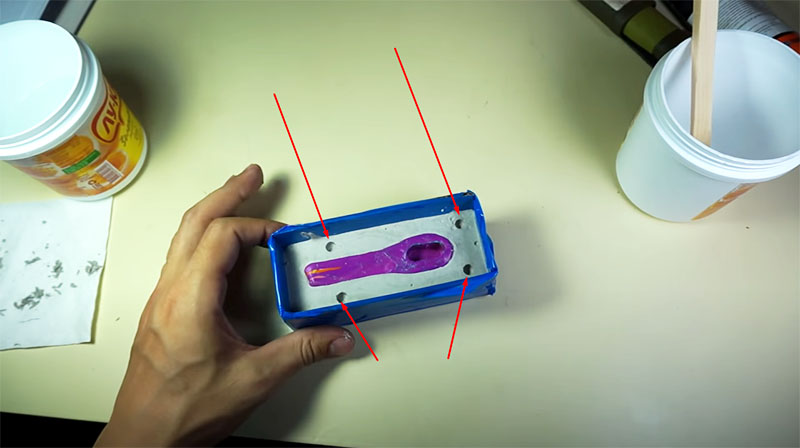
ФОТО: YouTube.com Отверстия необходимы, чтобы части формы не сдвинулись по отношению друг к другу
Снова в ход идёт смазка. Она наносится на всю горизонтальную поверхность. Теперь можно снова замешать гипс и долить до верха. Форма для отливки практически готова.
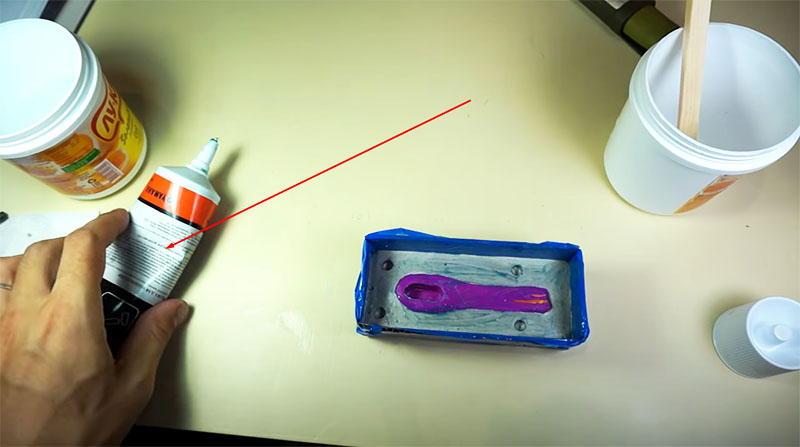
ФОТО: YouTube.com Смазка не даст половинкам формы слипнуться
Доводка формы для отливки до нужного состояния
Когда гипс подсох, картонную оболочку нужно разрезать по углам и удалить, она больше не нужна.

ФОТО: YouTube.com Картонная оболочка разрезается и удаляется
При разъединении половинок необходимо проявить аккуратность, чтобы не сломать направляющие. Пластилин изнутри также удаляется. Теперь гипсовому слепку необходимо основательно просохнуть. Если внутри останется влага, раскалённый алюминий закипит. Ничего хорошего от этого ждать не стоит.
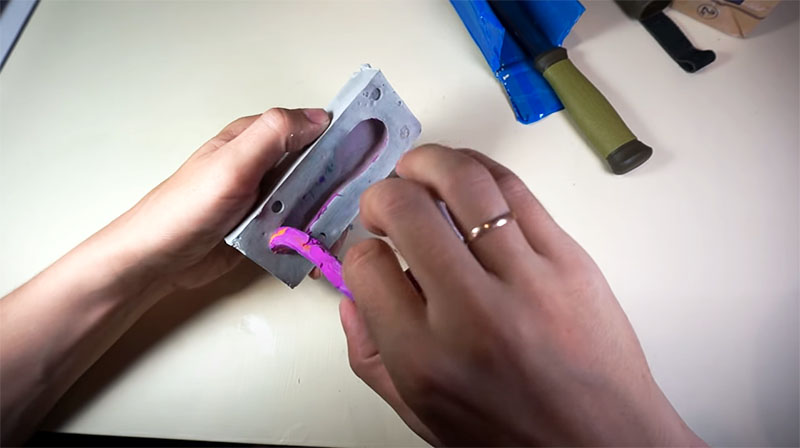
ФОТО: YouTube.com Пластилин удаляется, а форма основательно просушивается
Отверстие в форме для заливки расплавленного алюминия
Отверстие в форме делается при помощи обычной дрели или шуруповёрта. Гипс легко поддаётся обработке, а значит, проблем с этой работой не возникнет.

ФОТО: YouTube.com При помощи сверла делается отверстие для заливки алюминия
Плавление и заливка алюминия в форму
Алюминий можно расплавить в любой консервной банке. В качестве источника тепла следует использовать газовую горелку. При этом портативная горелка значительно лучше. Дело в том, что температура горения пропана ниже, чем изобутана, которым заправляются баллончики для портативных плиток и горелок. Хотя и пропан в состоянии расплавить алюминиевую проволоку и листовой металл.

ФОТО: YouTube.com Алюминий плавится в консервной банке при помощи пропановой горелки
Когда металл расплавлен, его можно заливать в форму. При этом части гипсовой формы должны быть стянуты. Идеальным инструментом для этого будет струбцина. Скотч, используемый ранее, здесь не подойдёт – он попросту расплавится.

ФОТО: YouTube.com Расплавленный алюминий заливается в стянутую струбциной форму
Остаётся дождаться полного остывания.
Разборка формы и доработка детали
Алюминий остыл, а значит, пора проверить, что получилось. Форму разъединяют, изнутри достают отливку. По сути, она является только заготовкой, которую ещё придётся обрабатывать. В этом может помочь ручная гравёрная машинка с подходящей фрезой.

ФОТО: YouTube.com Вот такая заготовка была извлечена из гипса
После того как завершится обработка заготовки, деталь примет свой окончательный вид. Её можно будет установить на предназначенное для неё место и проверить правильность форм ‒ не задевает ли где, не мешает ли работе других узлов.

ФОТО: YouTube.com Деталь установлена, работает, а значит, задача выполнена
Заключение
Несмотря на то, что на отливку алюминиевой детали было потрачено более трёх часов, не считая последующей обработки, можно сделать вывод, что работа была проделана не зря. Сэкономлены средства, получен бесценный опыт. Ведь если разобраться, из затрат на отливку был потрачен только строительный гипс (в незначительных количествах) и газ для горелки. Можно считать, что затраты оказались нулевыми, а значит, выполненная работа не оказалась пустой.
Очень надеемся, что сегодняшняя статья была не только интересна, но и полезна нашему уважаемому читателю. Редакция HouseChief с удовольствием ответит на все вопросы по теме, если таковые возникли в процессе ознакомления с информацией. Вам остаётся лишь изложить их в комментариях ниже. Там же можно выразить личное мнение о подобной работе. Как вы считаете, долго ли прослужит самостоятельно отлитая деталь? Давайте обсудим этот вопрос. Да, и не забудьте поставить оценку прочитанному. Тогда мы хотя бы поймём, как читатели относятся к работе наших авторов. Берегите себя, своих близких и будьте здоровы!
Литье штучной металлической детали.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Студент по имени Питер, поделился удобным способом получения металлических деталей с использованием стандартного abs-пластика. Техника называется литье по выплавляемым моделям. Питер объяснил процесс в несколько шагов, которые подробно описаны ниже:
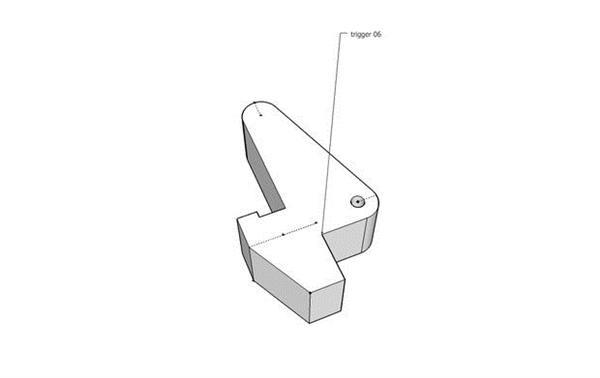
Шаг 1: Проектирование объекта.
Используйте любой CAD для проектирования объекта. Питер рекомендует SketchUp (бесплатно) и OpenSCAD (для более продвинутых пользователей).
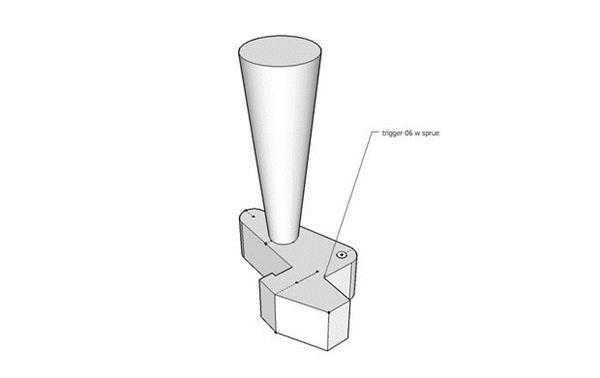
Шаг 2: Добавление литника.
Литник представляет собой конус, соединенный с частью объекта. Хотя длина, ширина и диаметр не должны быть точным, он должен быть достаточно большого диаметра для заливки жидкого металла. В некоторых более крупных объектах может быть удобнее использовать несколько литников.
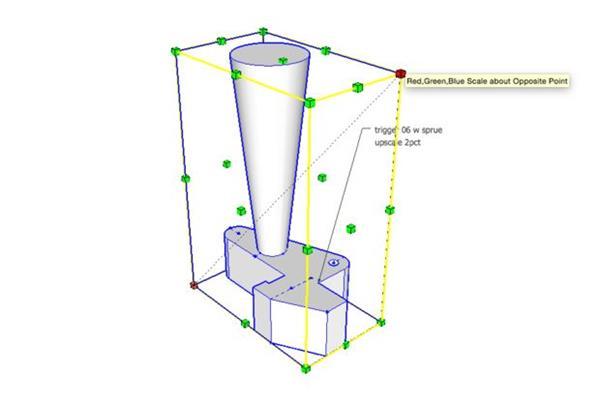
Шаг 3: Увеличить на 2%.
Используя CAD, увеличить модель на 2%. Масштабирование объекта на 2% по всем осям создаст увеличение объема примерно на 6%, который компенсирует усадку металлического объекта, так как он охлаждается от 230 ° С до комнатной температуры.
Шаг 4: 3D-печать детали с литником.
Используйте 3D-принтер для печати 3D объекта. Литник обычно направлен вверх, но Петр отмечает, что некоторые формы могут потребовать расположения детали на боку или вверх ногами.

Шаг 5: Утопить деталь в гипсе.
Убедитесь, что объект полностью погружен в гипс, при чем он не должен касаться дна или стороны емкости, и по крайней мере небольшой кусочек литника торчит из гипса.
Шаг 6: Гипс должен полностью высохнуть!
Оптимальное время для упрочнения и сушки 24 часа. Тем не менее, если проект срочный, это время может быть уменьшено с помощью таких методов, как сушка на солнце и сушка феном. Главное, чтобы внутри гипса не осталось воды(!).

Шаг 7: Очистка гипса от пластика.
Одним из наиболее интересных этапов: рекомендуется носить толстые рукавицы или любые огнестойкие рукавицы. Внимание: PLA пары достаточно безопасны, но дым от АБС выделяет неприятный запах и очень опасен при вдыхании. Примите соответствующие меры предосторожности.

Шаг 8: Заливка металла в литниковое отверстие.
Питер рекомендует использовать олово — его нагревают с помощью электрического плавильного котла. Носите защитные очки, длинные брюки, закрытую обувь и тепловые перчатки. Будьте осторожны, так как металл очень горячий,и постарайтесь залить заготовку без воздушных полостей.

Шаг 9: Охладить металл и разрушить гипсовую форму.
Подождите 2 или 3 часа, или до тех пор, металла (не гипс) не станет холодным на ощупь. Следует отметить, что гипс является отличным теплоизолятором, так что металл будет горячим в течение длительного времени.


Шаг 10: Спилить литник.
Используйте ножовку или дремель, чтобы спилить линтик как можно ближе к объекту. Затем рекомендуется пошкурить спил.

P.s. Кстати, печатную деталь можно сделать полой, только не переусердствуйте. Я видел, как один американец баловался с алюминиевыми банками — такое литье тоже может быть интересно. Cсылки прилагаю:
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.