Как сделать коническое отверстие в металле?
Способы получения конических поверхностей
Точение конической поверхности, образующая которой имеет длину, превышающую 15 мм, зачастую сопровождается появлением вибраций. Это приводит к появлению волнистости на обрабатываемой поверхности. Вибрации усиливаются с увеличением длины и уменьшением диаметра детали.
Поверхность обрабатываемого изделия может стать волнистой при большом вылете резца или при неудовлетворительной его фиксации. Правда, вибрация возникает не во всех случаях (к примеру, обрабатывается жесткая деталь с образующей небольшой длины и большим углом уклона). В таких ситуациях велика вероятность смещения инструмента из-за действующих на него сил резания при отсутствии должного закрепления или чрезмерно большом вылете. В обоих случаях угол наклона будет отличен от требуемого.
По причине небольшой длины режущей кромки резец довольно сложно устанавливать на станке. Отсутствие прямолинейности лезвия инструмента ведет к отклонениям отверстия от нужной формы. Следует отметить, что устанавливать резец нужно на уровне центров станка.
Мехобработка отверстий в виде конусов установленным инструментом осуществима, если:
- длина образующей конуса составляет максимум 15 мм;
- обрабатываемая деталь отличается высокой жесткостью;
- обтачиваемый конус находится поблизости от зафиксированной части изделия;
- конус имеет большой угол наклона;
- к обрабатываемому изделию не предъявляются повышенные требования относительно точности, прямолинейности и качества механообработки отверстия.
Чтобы проверить уклон конуса, выполненного при помощи резца, можно использовать специальный шаблон.
Как получить коническое отверстие в сплошном металле?
Чаще всего для получения конуса в изделии без предварительно подготовленного отверстия его вначале нужно просверлить. Причем диаметр сверла, выбираемого для этой цели, должен быть меньше минимального диаметра конуса хотя бы на пару миллиметров. В случае большого уклона конуса отверстие придется рассверлить уступами.
Предварительная механообработка больших конусов на оборудовании производится следующим образом: вначале берется сверло наибольшего диаметра, которым выполняется неглубокое отверстие, далее следует перейти к сверлу с меньшим диаметром и выполнить им следующий уступ и так далее, пока не дойдет до наименьшего диаметра.
При растачивании отверстия выбирать рекомендуется резец, задний угол которого должен учитывать минимальный диаметр отверстия. Часто бывает, что вначале обработки выбранный инструмент прекрасно справляется со своими функциями, но в конце работ выбранный угол резца может оказаться недостаточно большим. Это приводит к трению между поверхностью отверстия и инструментом, что недопустимо.
Специфика развертывания конусов
Отверстия конической формы, отличающиеся нормализованными размерами необходимо обрабатывать развертками. Набор этих инструментов представлен на рисунке 1. В него входят три предмета конкретного типа и геометрических параметров, соответствующих обрабатываемому отверстию.
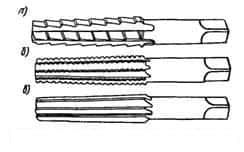 Рисунок 1. Развертки конической формы: а – для обдирочных работ; б – для измельчения снимаемой стружки; в – для чистовых работ
Рисунок 1. Развертки конической формы: а – для обдирочных работ; б – для измельчения снимаемой стружки; в – для чистовых работ
У каждой развертки, изображенной на рисунке 1, присутствует коническая режущая часть, размеры которой выбираются по отверстию, и хвостовик в форме цилиндра. Конструкционное исполнение конической части предусматривает наличие специальных канавок, образующих зубья.
Обдирочная развертка (рисунок 1,а) располагает небольшим количеством зубьев. Все они располагаются ступенчато по винтовой линии. Инструмент, представленный на рисунке 1, б имеет гораздо больше зубьев, которые так же, как и в первом варианте, размещены ступенчато. Характерной особенностью чистовой развертки (рисунок 1, в) являются прямые зубья.
Перед использованием разверток необходимо позаботиться о сверлении отверстия. Для этого выбирается сверло, диаметр которого где-то на полмиллиметра меньше диаметра обдирочной развертки. После сверления отверстия можно приступать к его развертыванию, в результате которого обрабатываемая поверхность становится не только конической, но и ступенчатой. Обработка вторым инструментом из набора способствует уменьшению ступеней и увеличению их количества. При использовании третьей развертки имеющиеся ступени сглаживаются.
Комплект, используемый для обработки отверстий с небольшим уклоном конуса, может состоять всего лишь из пары инструментов. Пологие конусы допускается обрабатывать чистовой разверткой.
Проверять параметры полученных отверстий проще всего калибр-пробкой, изображенной на рисунке 2.
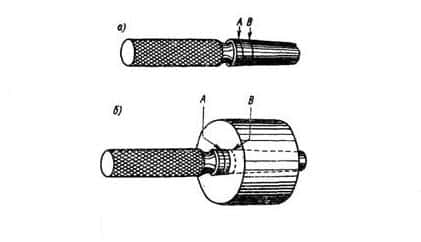 Рисунок 2. Проверочная калибр-пробка: а — внешний вид; б — схема применения инструмента; А и В — риски, обозначающие предельные допуски угла конуса
Рисунок 2. Проверочная калибр-пробка: а — внешний вид; б — схема применения инструмента; А и В — риски, обозначающие предельные допуски угла конуса
Используя представленный выше калибр, на его боковой поверхности можно делать специальные отметки при помощи мела/карандаша. При вводе данного приспособления в отверстие его нужно несколько раз провернуть. Полностью стертые отметки будут свидетельствовать о том, что угол конуса отверстия выполнен верно. В случае, когда отметки стираются лишь у меньшего диаметра калибр-пробки, угол конуса выполнен больше, чем нужно. Соответственно, о слишком маленьком угле конуса можно судить по линиям, стертым только у большого диаметра контрольного инструмента.
На рисунке 2, б представлена проверка правильно обработанного конуса, поскольку риска В перекрывается деталью, а риска А — нет. Если бы торец изделия не перекрыл риску В, то отверстие можно обработать еще раз. Если же торец изделия перекрывает риску А, то деталь считается браком. Вместо рисок на инструменте могут предусматриваться специальные уступы, соответствующие проходному/непроходному размеру.
Коническое сверло по металлу – все его достоинства
Коническое сверло по металлу, которое также нередко называют конусным, было придумано в 1970-х годах, став практически незаменимым инструментом для осуществления различных работ при монтаже санитарной техники, электрической проводки, ремонте транспортных средств.
1 Сверло коническое по металлу – разновидности инструмента
Такие сверла представляют собой специальный режущий инструмент, с помощью которого можно делать отверстия круглой формы относительно больших сечений в алюминиевых листах, стальных конструкциях толщиной не более 6 миллиметров, в изделиях из цветных металлов. Несомненно, их можно использовать для аналогичных целей и при обработке других материалов – ламината, дерева, пластика, гипсокартона, фанеры и так далее. Название данного инструмента обусловлено тем, что внешне он похож на ступенчатый либо гладкий конус.
Конструктивно приспособления с коническим хвостовиком мало чем отличаются от стандартных видов сверл. Они имеют:
- направляющую и режущую часть;
- поводок;
- хвостовик;
- шейку.

А вот чисто внешне, как было сказано, конусные сверла имеют существенное отличие от других – форма их хвостовика выполнена в виде конуса. Эта часть инструмента может быть изготовлена в различных вариантах:
- конус Морзе;
- инструментальный;
- метрический;
- удлиненный.
Самым распространенным считается инструментальный тип конуса хвостовика. Он является оптимальным для монтажа на станковое оборудование, в котором инструмент меняется автоматически, а также для агрегатов с числовым программным управлением.

Под метрическими конусами понимают изделия с соотношением хвостовика к рабочей зоне 1 к 20 и углом свыше 1 градуса. Они похожи на конус Морзе, который известен с 1860-х годов. Он популярен в зарубежных странах, у нас же чаще применяются метрические хвостовики. Удлиненный сверлильный инструмент изготавливается по ГОСТ 2092–77, согласно коему сверла могут иметь диаметр в пределах 6–30 мм и иметь повышенную либо нормальную точность.
2 Основные причины востребованности сверл конусного типа
Если вы попытаетесь сделать отверстие в тонком стальном листе при помощи стандартного сверла спирального типа, имеющего сечение от 9 мм и более, у вас стопроцентно возникнут определенные трудности. Прежде всего, нельзя будет выполнить точное его центрирование на первых этапах процедуры. Вызвано это тем, что наконечник большого по сечению сверлильного инструмента представляет собой 2–3-миллиметровый отрезок. Это – по сути, ребро, которое формируется не точками, а двумя гранями.

Попытайтесь отцентрировать такое ребро, и вы поймете, о чем идет речь. Решить данную проблему можно исключительно предварительным высверливанием небольшого по диаметру отверстия. Лишь после этого можно будет приступать к сверлению при помощи стандартного спирального инструмента. Кроме того, получаемое при применении спирального сверла отверстие в металлических листах характеризуется треугольным видом, а не круглым. С такой проблемой справиться совсем непросто.

Домашним мастерам остается один выход – поработать (и весьма напряженно) напильником, чтобы придать круглую форму отверстию. Указанных неприятностей и трудностей позволяет избежать конусный инструмент для сверления. Он и круглую форму отверстия обеспечит, и даст возможность идеально произвести начальное центрирование сверла, и, кроме всего прочего, не оставит заусениц на краях обработанных отверстий.
3 Коническое ступенчатое сверло – его особенности
Отдельно хочется рассказать о ступенчатой разновидности конусного инструмента. С его помощью без смены сверл выполняются разные по диаметру отверстия в листовой стали менее 4 миллиметров. У таких режущих приспособлений диаметры высверленного отверстия являются фиксированными, что отличает их от конусных.

Недостатками ступенчатых сверл принято считать:
- потребность применять электрический инструмент с малыми (до 1000 об/мин) оборотами вращения и достаточно высоким моментом кручения;
- их повышенную чувствительность к перекосам, которые могут возникать в процессе сверления.
Достоинства же инструмента идентичны стандартным коническим изделиям (круглая форма отверстия, беспроблемное центрирование). Кроме того, ступенчатые сверла дают возможность выполнять фаску тем же самым приспособлением, которое применялось для сверления.

Добавим, что хвостовики ступенчатых сверл могут иметь либо шестиугольное, либо круглое сечение. Круглые признаются более практичными за счет большей надежности и простоты их крепления в патроне шуруповерта или электродрели. Это исключает вероятность проворачивания инструмента в процессе сверления, что имеет огромное значение тогда, когда необходимо получить большое по сечению отверстие.
4 Сверло с коническим хвостовиком – ГОСТ, советы по выбору и работе
В соответствии с ГОСТ 10903–77 такие сверла изготавливают из легированной и углеродистой высокопрочной стали. Допускается (а потребителем даже приветствуется) специальная термообработка их поверхности с целью повышения их антикоррозионных возможностей и уровня надежности при использовании. Диаметры выпускаемых по государственному стандарту конусных приспособлений равняются 5–80 мм, длина конуса – 58–85 мм, сечение хвостовика – 6–12 мм.
Специалисты советуют при выборе конусного инструмента обращать внимание на его маркировку. Самыми качественными являются приспособления с надписью HSS, которая говорит нам, что они сделаны из легированной быстрорежущей стали (она признается идеальным вариантом для обработки металлических изделий). Впрочем, китайские производители нынче ставят такую маркировку на всю свою продукцию, используя при этом совсем другие марки стали.

Если вы сомневаетесь в инструменте, обращайте внимание на его стоимость. Качественная продукция никак не может стоить менее 6–8 американских долларов в иностранных веб-магазинах. В рознице ее стоимость, естественно, выше. Конический инструмент рекомендован для применения в сверлильных станках. Но его можно вставлять и в обычную дрель. В таком случае следует позаботиться о том, чтобы заготовка плотно закреплялась. Только тогда вы не столкнетесь с явлением заклинивания сверла либо его перекоса.
Смазывать приспособление в процессе его использования желательно специальными составами. При отсутствии таковых – жидким мылом или машинным маслом. Применение смазки повышает срок эксплуатации инструмента для сверления отверстий. Увеличенным временем службы, кстати, могут похвастаться сверла, на поверхность которых наносят нитрид титана или бора, либо кобальт.

Конусные сверла несложно подобрать для осуществления каких-либо определенных вариантов работ, так как они в наши дни выпускаются различных видов:
- для сверления материалов, считающихся трудными в обработке;
- для получения качественных отверстий в деталях, изготовленных из легких сплавов;
- с твердосплавными специальными пластинками, улучшающими режущие свойства инструмента.
Выбирайте сверла конусного типа с умом, и операция сверления принесет вам максимум удовольствия своим безупречным качеством и легкостью!
Набор конусных сверл для отверстий 3—30 мм: лучше, чем ступенчатые
В последнее время стали популярные ступенчатые сверла, позволяющие делать отверстия большого диаметра за один заход. Их основное преимущество — это диаметры сверления до 20. 30 мм, без замены сверла и без предварительной подготовки (без засверливания меньшим диаметром). Встречаются большие ступенчатые сверла с диаметрами до 50 мм (!). Правда есть и минусы по подобных — их сложно точить, ими нужно уметь правильно работать. А вот сегодня я расскажу вам о другой модели подобной оснастки — это конусные бесступенчатые сверла.

Характеристики:
Лот: набор сверл
Тип: конусные сверла
Предназначение: сверление больших отверстий по металлу без подготовки
Материал: быстрорежущая инструментальная сталь HSS 4241
Размеры: 16-30 мм / 8-20 мм / 3-14 мм
Хвостовик: 10/8/6 мм
Конусные сверла значительно удобнее, чем ступенчатые, в первую очередь за счет плавного перехода диаметра. Края отверстия получаются ровные, без задиров. В обзоре будет набор, с диаметрами для отверстий 3-30 мм. Кстати, подобная оснастка подходит не только для обработки изделий из древесины, пластика и алюминия, но и для различных видов сталей.

Про оснастку для Dremel’я недавно была речь, а сегодня речь пойдет про набор сверл для металлообработки. Про конкретные кейсы применения подробно раскрывать не буду, просто отмечу, что сверление нескольких отверстий 1/2″ в электрическом распределительном шкафе под вводные сальники подобными сверлами — просто сказка. В зависимости от необходимого диаметра выбираем конкретное сверло. В лоте сразу три штуки с диаметрами 16-30 мм, 8-20 мм, 3-14 мм. Заявлена быстрорежущая сталь HSS 4241, примерно соответствует нашей высокоуглеродистой инструментальной стали Р2АМ3.
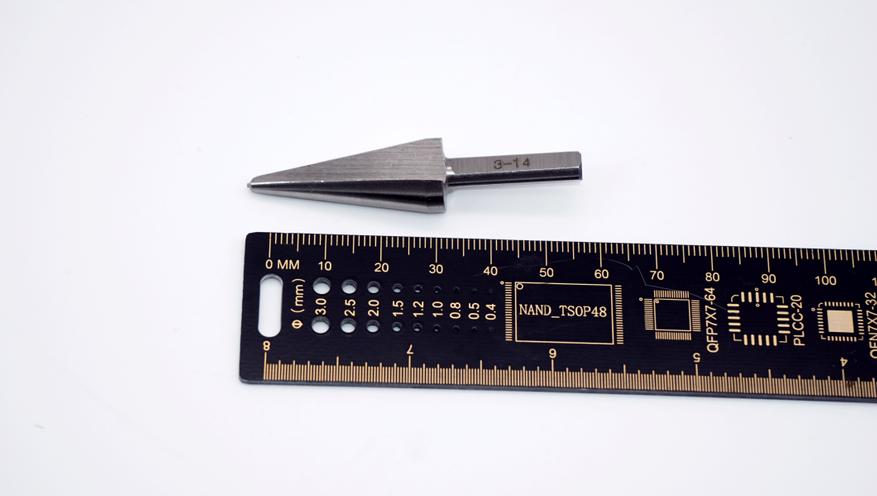
На фотографии маленькое конусное сверло с начальным диаметром 3 мм и конечным диаметром 14 мм.

Обратите внимание на режущую кромку. Это острая, ровная кромка, которую при желании можно заточить самостоятельно или убрать задиры.

Хвостовик у сверла усеченный, под кулачковые патроны, диаметр 6 мм. На хвостовике набита маркировка диаметров конуса: 3-14 мм.

Следующее по величине сверло — среднее на 8-20 мм.

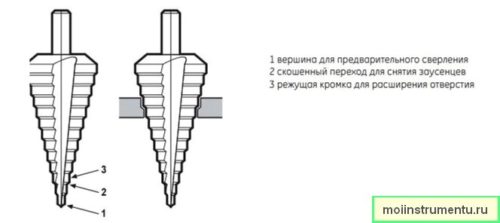
На кончике конуса хорошо видно выраженный «заход» — отточенную часть для засверливания в материал.

Хвостовик у этой модели уже больше, 8 мм, также усеченной формы под кулачки. Маркировка 8-20 мм.

Наибольшее сверло из набора — большой конус на 16-30 мм

Также выполнен острый заход, режущие кромки широкие.

Хвостовик тут уже побольше, на 10 мм. Маркировка 16-30 мм.

Длина хвостовика различная, в зависит от размера конуса.
Примерно 2.5 см. Этого достаточно, чтобы надежно зажать в патрон дрели.
Замеры диаметра хвостовика: 6 мм у маленького, 8 мм у среднего и 10 мм у наибольшего конуса.
Измеренный максимальный диаметр конуса практически совпадает с заявленным. Это значит, что не следует пытаться просверлить 14 мм отверстие самым маленьким сверлом.

Лучше взять сверло побольше (среднее), которое даст нужный результат. Аналогичная ситуация со средним и большим конусом. Правда для конкретных прикладных целей таких диаметров достаточно — это вводы на 1/2″, 3/4″, или 1″. Хватает с запасом.
Для сравнения прикладываю маленькое ступенчатое сверло из набора. Желтое покрытие — это нитрид титана, который должен увеличивать стойкость и прочность сверла. Подборка других наборов оснастки и инструмента.

Ступенчатые сверла были удобны, пока не открыл для себя подобные конусные. Конусные сверла дают качественный результат, ровные, а не рваные края отверстия.
При необходимости конусные сверла можно подтачивать самостоятельно — режущая кромка доступна для обработки. Любителям ступенчатых сверл — попробуйте заточить их. Каждую ступень. Самостоятельно))))


Дерево, алюминий и прочие пластики сразу отметаю в сторону — только хардкор, только профтруба 40х40х4 мм.

Профтруба — серьезное испытание для оснастки, особенно, если это не пара отверстий, а сразу массив, который добивает сверла сразу же.
На фотографии сверло заходит практически без давления, просто под собственным весом инструмента.

Результат отличный — получены ровные отверстия без задиров, без рваных краев. Есть один нюанс — отверстие под резьбу нужно будет разворачивать, так как профиль полученного отверстия получается под конус. Это специфика данной оснастки. Под остальные типы соединений разворачивать не обязательно.

Режущая кромка после нескольких отверстий не пострадала.

Подобные конусные сверла работают с любыми дрелями и шуруповертами, но если сверлите серьезные заготовки, то нужно позаботиться и о мощности инструмента.

На фотографии дрель Metabo BE 850-2 с мощностью 850 Вт и щеточным реверсом.

В общем, рабочую смену данные конусные сверла «отпахали» без замечаний. Если сравнивать с обычными — то для сверления сетки отверстий в профтрубе нужно было в 2-3 перестановки проходить несколькими диаметрами все отверстия, а это примерно плюс пара часов. Можно, конечно, иметь 2-3 шуруповерта с установленными разными номерами оснастки, но такой вариант бывает крайне редко. Ступенчатое сверло не дает нужного качестве отверстия. А вот конусное — как раз то, что нужно было.
Конечно, есть и минусы у подобной оснастки: во-первых, сложно поймать точно требуемый диаметр, разве что размечать глубину прямо на сверле, или же «набивать руку». Во-вторых, это стенки получаемых отверстий на конус, что не дает возможность сразу же нарезать резьбу и требует дополнительно разворачивать отверстие. В остальном, этом вариант оснастки оказался качественным за свои деньги (три штуки за $9 в сумме), прочным и подходящим для тяжелой работы. Что касается долговечности — достаточно периодически подтачивать кромку, и подобные сверла прослужат долго.
Что касается этого лота — обычный среди многих, доставка быстрая (если в текущей ситуации можно говорить про скорость), упаковка символическая. Цена хорошая за лот из трех штук.
Китайцы продолжают удивлять своими новинками в оснастке, постараюсь в ближайшее время показать еще обзоры полезных инструментов.
Конусные и ступенчатые сверла для металла их отличия назначение и применение
Хороший мастер должен знать, для чего предназначены конусные гладкие и ступенчатые сверла по металлу. Если впервые слышите о таком типе режущей оснастки, то настала пора разобраться в назначении, видах и конструктивных особенностях. Ступенчатые конусные сверла заменяют ряд режущих насадок, поэтому наличие оснастки всегда пригодится.
Что такое конусное сверло и для чего они нужны
Конусное сверло представляет собой насадку для электроинструмента, состоящей из двух частей — наконечника конусовидной конструкции и хвостовик цилиндрического или шестигранного типа. Устройства классифицируют на два вида — гладкие и ступенчатые. Гладкое конусное сверло имеет соответствующей конструкции форму стенок, а ступенчатые — в виде ступеней.

Конусообразные элементы служат для сверления отверстий круглой формы в разных материалах — металл, дерево, пластик. Для таких целей используются цилиндрические сверла, скажите вы. Так зачем же нужны конусные устройства? Они используются для сверления отверстий в листовой стали, а также аналогичных конструкциях из цветных металлов — алюминий, медь и латунь. Наличие одного конусного сверла заменяет целый набор цилиндрических режущих устройств — это и есть главное отличие.
Отличия конусного гладкого и ступенчатого сверла
Перед тем, как выяснить сферу применения и достоинства конусных устройств, разберемся с их разновидностями. Гладкотельные элементы в виде конуса сверлят тонколистовую сталь, увеличивая постепенно размер отверстия. Чтобы просверлить отверстие необходимого диаметра таким сверлом, требуется периодически останавливаться, и производить замеры. Этот недостаток некоторые производители гладкотельных конусных сверл устраняют путем нанесения цифровой разметки.

Ступенчатые элементы позволяют с большей точностью просверлить отверстие благодаря наличию степеней. При сверлении происходит плавный переход по ступеням, и в итоге оператор может легко отследить, какой диаметр имеет отверстие. Надо отметить, что конусные сверла стоят достаточно дорого. Их цена составляет от 2 тысяч рублей и более. Все зависит от материала изготовления, а также размеров сверлимых отверстий. Многие могут подумать, что конусные устройства являются абсолютно бесполезной оснасткой из Китая, пока не испытают режущий инструмент в действии. Мастера открыто заявляют, что при необходимости частого сверления тонколистовых материалов, рекомендуется использовать именно конусные режущие насадки.
Где применяются ко нусные сверла
Конусное сверло используются для сверления разного диаметра отверстий в тонколистовых материалах. Причем получаемые отверстия отличаются такими достоинствами, как ровность и аккуратность без задиров, сколов и заусениц. Просверлить тонколистовой материал можно обычным цилиндрическим сверлом, но при этом пострадает качество работ, а также усложнится задача. К примеру, малейшее отклонение сверла от поверхности приведет к получению не круглого, а треугольного или овального отверстия. Кроме того, формируются заусеницы, задиры и сколы, что в итоге негативно сказывается на качестве выполняемых работ.

Применение конусных сверл позволяет значительно облегчить работу, исключив все недостатки цилиндрических устройств. За счет своих достоинств, оснастка нашла свое применение в разных сферах:
- Автомобилестроение и ремонт
- Ландшафтный дизайн
- Строительство
- Монтаж сантехнического оборудования
- Монтаж электротехнических установок
Устройство не эффективно в ситуациях, когда предстоит сверлить отверстия в материалах, толщина которых более 10 мм.
Какие достоинства имеются у конусных сверл
Как и все виды режущих инструментов, конусные сверла имеют свои характерные достоинства. К числу достоинств применения рассматриваемых устройств относятся:
- Возможность высверливания отверстий разных диаметров, используя для этого всего одну насадку
- Износостойкость — в отличие от цилиндрических элементов, конусные отличаются продолжительным сроком службы. Режущие кромки насадок имеют высокие показатели прочности, поэтому устройство изнашивается очень медленно
- Быстродействие — насадка позволяет быстро просверливать отверстия, что положительно отражается на ее сроке службы. Режущие кромки не успевают нагреться, поэтому их качество не снижается
- Отсутствует необходимость предварительного накернивания материала, так как наконечник конусного сверла легко врезается в любой металл, даже с плотной структурой
- Одновременно играет роль не только инструмента для высверливания отверстий, но еще и как шлифовальный материал
- Повышается качество и эффективность сверления тонколистового материала
- Исключается вероятность деформации просверливаемого листа, что связано с плавностью перехода при увеличении диаметра
- Возможность применения насадки не только на стационарном сверлильном оборудовании, но и на дрелях
- Наличие абразивного напыления повышает прочность и эффективность оснастки. Конусные сверла могут иметь напыление из титана или алмаза
- Не нуждаются в частой заточке

Конусные сверла дают возможность сверлить отверстия большого диаметра, тем самым исключая необходимость применения коронок по металлу. Подходит такой вид режущих насадок не только для сверления отверстий в листовых материалах, но и уголках, трубах, профиле и т.п. Главное условие — толщина стали не должна быть более 7 мм, а в идеале не более 4 мм.
Ступенчатые виды насадок классифицируются по типу кромки на спиральные и прямые. Прямая конструкция кромки имеет преимущество — ее проще затачивать, чем спиральную. Спиральные виды кромок отличаются мягкостью и плавностью хода сверлильного устройства.

Что надо знать для выбора конусного сверла
По форме и конструкции конусные сверла значительно отличаются от цилиндрических. Как и цилиндрические, конусные устройства обладают аналогичной хрупкостью, поэтому они требуют бережного обращения с ними. Чтобы выбрать конусные устройства для выполнения соответствующих работ, необходимо учитывать такие рекомендации:
- Цвет насадки — если выбираете корончатое сверло, то наверняка перед вами представлены модели, отличающиеся по цвету. Если продавец говорит, что между устройствами никакой разницы, значит он не разбирается в этом. Деталь черного цвета говорит о том, что насадка подверглась дополнительной термообработке. Такие устройства имеют продолжительный эксплуатационный ресурс. Золотистый цвет означает, что насадка имеет напыление из нитрида титана, которое повышает прочностные свойства. Стального цвета изделия не имеют никакого напыления, и они не подвергаются термообработке, поэтому по сравнению с предыдущими вариантами, служат меньше всего
- Маркировка — указывается непосредственно на наружной стороне оснастки (на хвостовике). По маркировке можно понять, из чего изготовлена насадка, а также какой имеет диаметр и класс точности. Зачастую маркировка начинается с буквенного обозначения, и начинается с буквы «P». Эта буква говорит о том, что для производства конусного сверла используется быстрорежущая высокопрочная легированная сталь. После первой буквы указывается вторая буква с цифровым значением. Число указывает процентное содержание сплава, к примеру, М — молибден, Ф — ванадий, К — кобальт, A — азот. В маркировке также присутствует обозначение минимального и максимального диаметра, а также класс точности. Оснастка с диаметром до 2 мм не маркируется. На сверле может присутствовать маркировка типа HSS, что означает быстрорежущая сталь

В маркировке после обозначения HSS также могут указывать дополнительные сведения:
- HSS-E — быстрорежущая сталь, которая является аналогом отечественного материала P6M5. Предназначены для работы с низкоуглеродистыми сталями и чугуном, а также твердыми легированными и нержавеющими устройствами
- HSS-Co — в сплав добавляется кобальт 5%
- HSS-G TiN — устойчивые материалы для обработки титановых изделий
Для работы с конусными сверлами применяются стационарные сверлильные станки или двуручные дрели. О том, как правильно сверлить отверстия конусными сверлами, подробно описано в материале.
Как правильно сверлить отверстия конусным сверлом инструкция
Чтобы научиться правильно сверлить конусными сверлами, необходимо для начала подготовить необходимые инструменты и материалы. Для работы понадобятся такие материалы и инструменты:
- Заготовка для сверления. Это листовая сталь, пластик, стекло, дерево и т.п. Заготовку необходимо надежно закрепить в губках тисков или струбциной
- Дрель — подойдет любой электроинструмент, способный развивать скорость вращения от 3-5 тысяч оборотов в минуту. При этом рекомендуется закрепить на дрель дополнительную рукоятку, что позволит избежать перекоса. Сверление выполняется в безударном режиме
- Конусное сверло подходящего диаметра. Зависит от отверстия, которое необходимо просверлить в заготовке
После этого приступаем к непосредственному выполнению работ. Инструкция по сверления имеет следующий вид:
- В патроне инструмента закрепляется насадка
- Выбирается место, где требуется просверлить отверстие
- Прикладывается инструмент к обрабатываемой поверхности строго в перпендикулярном направлении
- Запускается двигатель инструмента. Первые секунды сверления металла способствуют центрированию и вырезанию малого отверстия. Как только сверло начинает углубляться в отверстии, с каждым последующим оборотом диаметр увеличивается. Одновременно увеличивается скорость выполнения работ
- В завершении получается аккуратное отверстие без сколов, задиров и прочих дефектов
Достаточно один раз испробовать насадку в действии, чтобы после этого отказаться от использования цилиндрических сверл при обработке листовых материалов. Как показывает себя в действии конусное сверло при сверлении пластика, оргстекла, металла и прочих материалов, показано в видео ролике.
Ступенчатое (конусное) сверло по металлу — виды, назначение и характеристики
Конусное сверло представляет собой сверло конусной формы с одной или несколькими продольными прямыми или спиральными канавками, которые образуют режущую кромку инструмента. Благодаря переменному диаметру сверла с его помощью можно получать в обрабатываемых деталях различные по размеру отверстия.

Следует отметить, что конусные сверла бывают двух основных видов, которые часто путают между собой: непосредственно коническое сверло и ступенчатое сверло.
Конические сверла отличаются плавным переходом диаметра от меньшего к большему. С их помощью можно просверлить в металле отверстие с диаметром в диапазоне от минимального до максимального значения диаметра самого инструмента.
Ступенчатые сверла отличаются последовательным ступенчатым переходом диаметров. При использовании такого типа режущего инструмента намного легче контролировать размер обрабатываемого отверстия, причем его диаметр будет строго соответствовать одному из значений диаметров последовательного ряда сверла.

Область применения
Конические сверла по металлу применяются для получения отверстий в листовом и тонкостенном металле. Обычно толщина обрабатываемого металла составляет от 1 до 4 миллиметров и зависит от высоты ступени сверла. Если высота ступени составляет 4 миллиметра, то и максимальная толщина листа или металлопроката, которые поддаются обработке, составит, соответственно, 4 миллиметра. Ступенчатое сверло позволяет работать даже с тонколистовым металлом.
Главным отличием от других типов является то, что при помощи одного сверла можно получить сразу несколько типоразмеров отверстий.
Отметим, что бывают также сверла конические для обработки не только металла, но и древесины, пластика, гипсокартона, текстолита.
Коническое сверло (иногда мастера называют его сверло морковка) выделяется также тем, что при правильной работе с ним отверстие практически не имеет дефектов. Грамотное использование инструмента позволяет получить ровные стенки и края отверстия, отсутствие заусенцев и трещин. После сверления отсутствует необходимость дополнительной обработки отверстий. Поэтому часто мастера используют их для того, чтобы исправить дефекты отверстий, полученных другим типом сверлильного инструмента.
Качественное конусное сверло по металлу имеет твердые острые кромки, что позволяет ему работать с металлом с высокой плотностью и твердостью. Некоторые сверла также имеют абразивное напыление, что еще больше повышает их эффективность. Там, где другой инструмент бессилен, часто очень удобно воспользоваться рассматриваемым видом сверл.
Конусное сверло имеет острый наконечник, что позволяет проводить операцию сверления без предварительного кернения и дополнительной центровки.
Виды ступенчатых (конусных) сверл
Как было отмечено, конусные сверла бывают с плавным переходом диаметра и с шаговым, ступенчатым. Наибольшее применение нашли сверла ступенчатые, поскольку они позволяют получить отверстие строго определенного размера с ровными стенками. Отверстие, полученное плавным конусным сверлом, всегда будет иметь небольшой уклон. В случае работы с тонколистовым металлом это будет малозаметно.
В общем случае качество ступенчатых сверл можно классифицировать по цвету:
- Серый металлический оттенок. Обычно такой инструмент выполнен из инструментально стали невысокого качества. Дополнительной термической обработки при его изготовлении также не было предусмотрено. Абразивного покрытия на поверхности сверла не имеется. Такие сверла не следует приобретать, если предполагается их регулярное использование, а также работа с толстым и прочным металлопрокатом.
- Сверла черного цвета. Такой инструмент при производстве был подвергнут термической обработке. Была произведена обработка паром и последующая закалка. Такая обработка увеличивает твердость инструмента и повышает его эксплуатационный ресурс. Но все равно не рекомендуется работать такими сверлами с нержавеющими и другими высокопрочными сталями.
- Тускло золотистый цвет. Ступенчатое сверло по металлу, которое имеет бледно желтый цвет, изготавливается из металла с добавление легирующих добавок, чаще всего кобальта. Такой инструмент подвергается закалке с последующим отпуском, что снимает внутренние напряжения и увеличивает прочность и долговечность инструмента. Сверлами такого цвета можно обрабатывать прочные легированные и нержавеющие стали.
- Ярко золотистый оттенок. Инструмент такого цвета является наиболее высококачественным и предназначен для работы с толстостенными сталями высокой прочности. Стали, из которых изготавливается инструмент, получают добавлением нитрида титана и последующей термической обработкой.
Форма и размеры

Все конусные сверла по металлу, как уже упоминалось, имеют форму конуса и могут иметь плавный переход диаметра и ступенчатый. Наибольшее распространение среди слесарей и получило ступенчатое сверло по металлу.
Это обусловлено тем, что им проще работать, поскольку переход с размера на размер при сверлении четко виден, и достичь нужного диаметра не составит труда. Полученное отверстие имеет довольно высокое качество поверхности и не требует дополнительной чистовой обработки. А довольно плавный переход с одной ступени на другую образует фаску для предварительно просверленного отверстия.
Ступенчатые сверла различаются между собой количеством ступеней, их высотой, диапазоном диаметров и шагом. Обычно диаметр наименьшей ступени сверла равен 4 миллиметра. Максимальный размер отверстия, которое способен высверлить ступенчатый инструмент составляет до 40 миллиметров. Стандартная высота ступени составляет 4 миллиметра. От этого значения зависит, какую толщину металла способен обработать инструмент.
Последовательное увеличение диаметра может быть на 2 или 3 миллиметра. Стандартный шаг составляет 2 миллиметра. Обычно если конусное сверло имеет большой разброс размеров диаметров (например, от 4 до 40), то шаг в таком случае может быть 3 или 4 миллиметра.
В специализированных магазинах можно найти ступенчатые сверла с различным рядом диаметров, поэтому их следует подбирать под конкретный набор задач.
Кроме рабочей части сверла инструмент различается также формой и размерами хвостовика. Хвостовик может иметь цилиндрическую форму различных диаметров, шестигранную или трехгранную форму, а также специализированный профиль под специфические разъемы производителей ручного инструмента. Ступенчатое сверло по металлу может быть установлено на шуруповерт, перфоратор либо сверлильный станок.

Особенности маркировки
Ступенчатые сверла по металлу не всегда могут иметь маркировку. Не стоит искать маркировку на дешевом китайском инструменте либо отечественных сверлах сомнительного производства. Такие производители могут иногда наносить на сверла либо их упаковку только им понятные обозначения, которые никак не характеризуют инструмент, а служат лишь для внутренней классификации. Но качественный профессиональный инструмент заслуживающего доверия производителя всегда имеет маркировку.
В стандартном случае грамотная маркировка должна содержать в своем обозначении все основные размеры инструмента, материал изготовления, а также характеристики твердости либо прочности.
Рассмотрим на примере обозначение маркировки ø4-20/2 HSS4241-Co HRC 62.
Такую маркировку конусного сверла следует читать следующим образом:
- ø4 – диаметр первой наименьшей ступени инструмента (диаметр наименьшего отверстия, которое можно получить);
- ø20 – диаметр последней наибольшей ступени инструмента (диаметр наибольшего отверстия, которое можно получить);
- 2 – значение шага диаметров (4-6-8-10-12-14-16-18-20);
- HSS 4241 – обозначение материала, из которого изготовлен инструмент. HSS (High Speed Steel) – быстрорежущая сталь, 4241 – марка стали;
- Со – в материале, из которого изготовлен инструмент, содержится кобальт, что придает ему прочность и долговечность;
- HRC 62 – значение твердости по Роквеллу.
Но чаще всего вместо маркировки производитель указывает на упаковке основные характеристики конусного сверла по металлу. Причем описание характеристик часто сопровождается пояснительными изображениями для облегчения понимания у потребителя.
Достоинства и недостатки этих сверл
Для того чтобы просуммировать изложенный материал и помочь вам в принятии решения о необходимости приобретения ступенчатого сверла выделим положительные и отрицательные стороны данного типа инструмента.
К достоинствам можно отнести следующие характеристики:
- одно ступенчатое конусное сверло может заменить целый набор сверлильного инструмента (до 16 обыкновенных сверл);
- полученные отверстия имеют очень высокое качество поверхностей, что делает необязательным последующую чистовую обработку;
- возможность работы с тонколистовой сталью;
- экономия на приобретении полного набора типоразмеров сверл;
- конусные сверла имеют небольшую по сравнению с другим типом сверл длину, что упрощает работу;
- качественные сверла имеют высокую надежность и долговечность;
- возможность сверления на высоких оборотах позволяет повысить производительность процесса.
Из недостатков ступенчатых сверл выделим такие их особенности:
- по сравнению с другими типами сверлильного инструмента конусные сверла имеют более высокую стоимость;
- при работе с гладкими конусными сверлами получить точное значение диаметра довольно сложно даже для профессионала;
- для работы с данным типом инструмента нужно иметь определенные навыки;
- произвести заточку ступенчатых конусных сверл довольно непросто, особенно в домашних условиях.
Как правильно выбрать ступенчатое сверло?
Для правильного выбора ступенчатого сверла нужно определиться с целями, для которых будет использоваться инструмент. Таким образом, необходимо определить отверстия каких размеров необходимо сверлить. Особенно важно значение наименьших и наибольших диаметров, которые планируется выполнять.
Также следует определиться на каком ручном инструменте либо станке будет использоваться сверло. От этого зависит тип хвостовика, который должен быть на сверле. Поэтому следует внимательно изучить разъем патрона под сверло и четко знать форму и размеры хвостовика. Если же хвостовик не будет подходить под имеющиеся разъемы, придется отдельно приобретать специальный переходник.
Важно определиться с производителем и уровнем инструмента. Как уже отмечалось, ступенчатые конические сверла ярко-золотистого цвета производятся с примесями кобальта и титана, с абразивным покрытием и имеют высокую твердость. Они прослужат дольше и позволят работать с толстым прокатом, нержавеющими и легированными сталями.
Ищите в маркировке или на упаковке обозначение HSS, что означает, что сверло изготовлено из быстрорежущей стали. Старайтесь не покупать сверла сомнительного китайского производства.
Как делается заточка конусных сверл?
Конусные сверла являются дорогостоящим, но в то же время довольно надежным и долговечным режущим инструментом. Но в любом случае через некоторое время их режущие кромки тупеют, и инструмент теряет свои характеристики. Некоторые ступенчатые конусные сверла предназначены для затачивания, а некоторые не затачиваются. Те, которые не предназначены для затачивания, характеризуются высоким качеством режущих кромок и долговечностью.
Если сверло имеет прямую продольную канавку, то заточку можно произвести вручную. Если же канавка спиралевидная, то заточку следует производить на заточном станке при помощи абразивного круга. При этом важно сохранить угол и размеры режущей кромки на каждом диаметре ступенчатого сверла. Абразивный круг, которым производится заточка, обязательно должен быть мелкозернистым. Если под рукой имеется аналогичное сверло с не затупленными кромками, можно взять его за шаблон и ориентироваться на его размеры и профиль режущей кромки.
Ступенчатые и конусные свёрла по металлу: эксплуатация и заточка
Выбирая сверло для дрели, мастер сталкивается с дилеммой: взять набор доступных спиральных резцов либо приобрести дорогостоящие конусные или ступенчатые свёрла. На первый взгляд кажется, что переменный диаметр последних устройств — это их единственное преимущество, а стоимость неоправданно завышена. На деле же этими насадками можно заменить целый ряд приспособлений для разнообразных работ.
Ключевые особенности и область применения
 Конструкция состоит из рабочей части, выполненной из инструментальной стали, и хвостовика. Рабочая поверхность ступенчатых и конусных свёрл по металлу сформирована канавкой, проходящей по острому наконечнику в виде ступенчатого или гладкого конуса соответственно. Диаметр сечения промаркирован по длине ствола — с помощью отметок определяют размер выполняемого отверстия. Такими резцами можно просверлить металл толщиной не более 6 миллиметров, дерево, гипсокартон, пластик, стеклопластик, стекло и т. д.
Конструкция состоит из рабочей части, выполненной из инструментальной стали, и хвостовика. Рабочая поверхность ступенчатых и конусных свёрл по металлу сформирована канавкой, проходящей по острому наконечнику в виде ступенчатого или гладкого конуса соответственно. Диаметр сечения промаркирован по длине ствола — с помощью отметок определяют размер выполняемого отверстия. Такими резцами можно просверлить металл толщиной не более 6 миллиметров, дерево, гипсокартон, пластик, стеклопластик, стекло и т. д.
При использовании конического сверла по металлу не появляются заусенцы, поэтому отверстия не нужно подвергать дополнительной обработке надфилем или болгаркой. Острый наконечник позволяет отказаться от центровочного инструмента и даёт возможность забуриться в металл высокой плотности. Также существуют модели с дополнительным слоем абразивного напыления, увеличивающего прочность кромок и продлевающего срок службы изделия.
Ступенчатые свёрла применяются в ремонте автомобилей, строительстве, при прокладке инженерных сетей, монтаже сантехнического оборудования. Устанавливаются на станках, специальных двуручных дрелях пневматического и электрического типа, на обычных дрелях при надёжной фиксации детали (в противном случае инструмент будет заклинивать).
Преимущества и недостатки ступенчатой конструкции
Многоступенчатые свёрла по металлу выделяются в отдельную подкатегорию. Если рабочая поверхность конусного сверла может быть образована только прямолинейной канавкой, то многоступенчатая конструкция допускает и прямолинейные и спиральные поступательные канавки. Первые проще затачивать в домашних условиях, а вторые обеспечивают плавность хода при сверлении.
Фиксированные диаметры ступеней позволяют легче понимать размер высверливаемого сечения. Большинство моделей имеет шаг 2 мм, при этом высота ступеней у разных резцов варьируется. Плавные переходы снимают заусенцы, повышают эффективность сверления тонкостенного металла на 50 и более процентов. Благодаря ступенчатой геометрии одновременно с отверстием выполняется его фаска.

В отличие от конических насадок, ступенчатые годятся для работы с металлом толщиной только до 4 мм. К прочим недостаткам относят потребность в применении станков и дрелей с низкой частотой вращения (до 1000 оборотов в минуту) и высоким моментом, а также повышенную чувствительность к перекосам, возникающим при сверлении.
Выбор конусного сверла
Умение читать маркировку — ключевой навык для всех мастеров и конические свёрла здесь не являются исключением. Маркировка указывает на диаметры отверстий, которые способна сделать насадка, шаг ступеней и длину изделия. Также она даёт информацию о металле, из которого сделано приспособление. Например, маркировку Ø4−12/2 HRC 61±2 следует расшифровывать следующим образом:
- Ø4 — начальный диаметр;
- Ø12 — конечный диаметр;
- 2 — шаг диаметров ступенчатого сверла (при заданных параметрах возможно выполнение отверстий Ø4, Ø6, Ø8, Ø10, Ø12);
- HRC — марка стали (в примере это высококачественная быстрорежущая сталь);
- 61±2 — твёрдость по Роквеллу.
 Обращают внимание на длину отдельных ступеней и/или полную длину рабочей поверхности. Немаловажную роль играет тип хвостовика — от него зависит совместимость резца со сверлильным оборудованием. Хвостовики бывают цилиндрическими, коническими либо шестигранными.
Обращают внимание на длину отдельных ступеней и/или полную длину рабочей поверхности. Немаловажную роль играет тип хвостовика — от него зависит совместимость резца со сверлильным оборудованием. Хвостовики бывают цилиндрическими, коническими либо шестигранными.
Конусные свёрла изготавливаются из более сорока различных марок стали. Рядовому потребителю необязательно разбираться во всех различиях между ними, прощезапомнить аббревиатуру HSS. Её присутствие означает, что сверло разрешается применять в высокоскоростной обработке, а при интенсивном нагреве оно не будет деформироваться или терять прочностных характеристик.
Определившись с геометрическими параметрами и материалом насадки, смотрят на её цвет. И дело здесь не в эстетике, поскольку по цвету определяют, какую дополнительную обработку изделие прошло на заводе:
- Поверхность ярко-золотистого цвета говорит о присутствии абразивного напыления, как правило, это нитрид титана (TiN, AlTiN). Напыление значительно продлевает срок службы сверла (на 25 и 50 процентов соответственно), но за повышенную износостойкость придётся заплатить.
- Золотистый цвет означает, что металл избавлен от внутренних напряжений.
- Чёрный инструмент проходит обработку паром, его прочность увеличена.
- Серо-стальные резцы не подвергают дополнительной обработке, при прочих равных условиях его срок службы и эксплуатационные характеристики уступают первым трём типам.
Характеристика марок
Приобретать изделия следует в проверенных магазинах, отдавая предпочтение известным брендам. Качество стали в дешёвых no-name свёрлах может не соответствовать действительности, а в сомнительных магазинах нередко продают банальный контрафакт по завышенной цене. Рекомендуется к покупке продукция марок:
- немецких: Falon Tech, Karnasch, Ruko, Topcraft;
- польских: Geko;
- российских: Атака, Глобус;
- украинских: Лезо, Зубр.
Благодаря тщательному контролю качества на европейских заводах, польские и немецкие инструменты более эффективны и долговечны, хотя стоят дороже. Свёрла из стран бывшего СССР — это компромисс между ценой и качеством, но при их выборе нужно убедиться в соответствии качества металла ГОСТу. От приобретения подозрительно дешёвых китайских изделий рекомендуется воздержаться.
Самостоятельная заточка
 Заточке подвергается только режущая кромка (канавка). Переходы ступенчатых свёрл затачивать запрещено, так как это ведёт к изменению геометрии рабочей поверхности и образованию заусенцев при работе. Неправильная заточка приводит к снижению качества инструмента, часто — к полной негодности.
Заточке подвергается только режущая кромка (канавка). Переходы ступенчатых свёрл затачивать запрещено, так как это ведёт к изменению геометрии рабочей поверхности и образованию заусенцев при работе. Неправильная заточка приводит к снижению качества инструмента, часто — к полной негодности.
Долгий срок службы конических свёрл предполагает необходимость периодической перезаточки. В домашних условиях проще всего ей поддаются свёрла с прямолинейной поступательной канавкой. Вручную это делают, пользуясь абразивными стержнями, алмазными брусками для ножей или наждачной бумагой.
Как заточить ступенчатое сверло по металлу со спиральной канавкой, необходимо знать любому домашнему умельцу. Процесс требует применения точильных станков, на которые сверло направляется так, чтобы абразивный круг проходил исключительно по спирали. Для одновременного плавного вращения применяют специальные приспособления, подача сверла вручную крайне не рекомендуется.