Как сделать квадратное отверстие в металле?
Сверление квадратных отверстий. Сверло Уаттса. Треугольник Рёло.
При выполнении различных слесарных и ремонтных работ иногда возникает необходимость выполнить в металлической заготовке отверстие квадратного сечения. Если для получения круглых отверстий используется стандартный набор инструмента, который имеется под рукой у каждого мастера, то для квадратного профиля нужен специфический инструмент.

Конечно, не имея в наличии соответствующего инструмента, можно получить квадратное отверстие высверливанием круглого с последующей ручной обработкой до квадратного профиля. Но такой способ является малопроизводительным, трудоемким и не позволяет получить точные форму и размеры необходимого профиля.
Для получения качественного профиля наиболее часто сверление квадратного отверстия производят с применением сверла Уаттса, работа которого основывается на особенностях перемещения геометрической фигуры, которая называется треугольник Рело. С технической точки зрения такое сверло правильнее называть фрезой. Использовать напрямую с дрелью сверло Уаттса не получится, потребуется дополнительно специальный переходной шпиндель, который обеспечит необходимую траекторию движения инструмента.
О сверле Уаттса и треугольнике Рёло

Для того чтобы понять, как работает сверло Уаттса, нужно выполнить небольшой экскурс в геометрию. Еще в 15 веке математиков заинтересовали интересные свойства плоских фигур с равной толщиной. Наиболее известной такой фигурой является окружность. Другой простой фигурой из данного ряда является скругленный треугольник.
Данная фигура получается так. За основу берется равносторонний треугольник. Затем из каждой вершины треугольника прочерчивается окружность радиусом равным стороне треугольника. В итоге получится новая фигура с дугообразными сторонами (сморите рисунок ниже).

Немного позже ученый Л. Эйлер обратил внимание на интересную траекторию вращения скругленного треугольника. Затем инженер Рело увидел, что при определенном способе вращения фигуры, траектория ее вершин описывает форму очень близкую квадрату. Для этого необходимо производить вращение с некоторым эксцентриситетом. При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело.
В начале 20 века английский ученый Уаттс смог изобрести и запатентовать техническое решение, которое бы обеспечило такое движение металлорежущего инструмента, чтобы в итоге в обрабатываемой детали получилось квадратное отверстие. Получившийся в итого инструмент стал носить название сверло Уаттса.
Классификация сверл для квадратных отверстий
В современной металлообработке практически весь режущий инструмент, который применяется для получения квадратных отверстий, работает по принципу вращения треугольника Рело. Сверло Уаттса (или как его еще иногда называют сверло Рело) позволяет получить квадратные отверстия различных размеров в металлических деталях различной толщины. Классифицируют данный инструмент по его размерам, материалу изготовления, конструкцией хвостовика.
Сверло Уаттса по металлу обязательно должно быть изготовлено из быстрорежущей стали. Такой инструмент имеет маркировку HSS (High Speed Steel). Для инструмента отечественного производства применяют инструментальную сталь У10 либо легированные стали Х12 и Х12МФ. Твердость инструмента должна иметь значение от 52 до 60 HRC. Квадратное сверло может иметь различный диаметр в зависимости от размера стороны квадрата.
Отметим, что купить сверло Уаттса довольно непросто. Не стоит ожидать, что его можно будет найти в каждом магазине металлорежущего инструмента. Возможно, придется приобретать его на заказ в крупном магазине инструмента или покупать в интернет магазине.
Особенности сверления квадратных отверстий в дереве

В мебельном производстве часто соединение деталей выполняют по системе шип-паз. Это соединение предполагает наличие в комплектуемых деталях пазов квадратного профиля. Для получения отверстий в древесине применяют специальное квадратное сверло по дереву. Оно представляет собой комплект долбежного инструмента. Он состоит из внутреннего сверла по дереву и надеваемого на него долота. Обычно диаметр сверла колеблется в пределах от 6 до 18 миллиметров. Хвостовик обычно идет диаметром 19 миллиметров. Такие комплекты могут быть установлены на долбежно-сверлильные станки.
Принцип действий и конструкция сверла Уаттса
Сверление квадратных отверстий при помощи сверла Уаттса основано на принципе вращательного движения треугольника Рело по специфичной эксцентрической траектории.
Форма сверла не повторяет в точности скругленный треугольник, но своими режущими кромками вписывается в его форму.

Сверло имеет такую форму вырезов для того, чтобы отводить стружку из рабочей зоны, а также максимально снизить момент инерции инструмента. К тому же уменьшение массы инструмента способствует снижению нагрузок на шпиндель металлорежущего станка, а заостренные кромки повышают режущие возможности сверла.
Кроме сверла Уаттса для работы обязательно понадобится переходной шпиндель, который обеспечит попеременное смещение центра инструмента и задаст нужную для работы траекторию.

Он состоит из переходного крепления для соединения со шпинделем станка, зубчатого венца, приводной шестерни и шестерни зацепления, а также качающихся втулок. Для использования квадратного сверла с бытовым электроинструментом производители выпускают специальные накладные шаблоны с карданной передачей.
Принцип действий и конструкция треугольник Рело

Треугольник Рело представляет собой плоскую геометрическую фигуру. Она образуется при соединении вершин равностороннего треугольника дугами окружностей, проведенными из каждой вершины этого же треугольника.
Особенность треугольника Рело состоит в том, что при совершении качательного движения его вершины описывают траекторию почти идеального квадрата.
Единственным недостатком такого вращения треугольника Рело является то, что в углах квадрата остаются небольшие скругления.
При необходимости получения квадратного отверстия с внутренними углами 90 градусов его придется доработать. Это можно сделать вручную с помощью напильников и рашпилей либо на долбежных станках.
Альтернативные варианты для проделывания квадратного отверстия
Хотя сверло Уаттса является наиболее производительным и точным инструментом для получения квадратных отверстий, нужно еще рассказать, как просверлить квадратное отверстие другими способами.
Для этого существует несколько неплохих методов. При работе с квадратными сверлами полученное в заготовке отверстие будет иметь закругления небольшого радиуса, которые затем необходимо устранять другими операциями. К тому же, нет возможности работы с деталями значительной толщины.
Рассмотрим эти методы подробнее:
- В условиях производства наиболее точным чистовым способом вырезки отверстия квадратного сечения является лазерная резка. Но для этого необходимо иметь в парке оборудования дорогостоящие сложные станки с ЧПУ.
- Еще одним способом является высверливание в детали круглого отверстия диаметром описанной по квадрату окружности. Затем углы отверстия завариваются при вставленном шаблоне. Этот метод требует наличия сварочного аппарата и соответствующих навыков.
- В условиях серийного производства при работе с листовым и тонкостенным металлом квадратные отверстия получают методом листовой штамповки. В единичном производстве это не актуально, поскольку требует изготовления вырубных или пробивных штампов.
- При работе в домашних условиях, если квадратное отверстие нужно не совсем мелких размеров, то просверлить его можно следующим способом. В детали обычным сверлом по металлу выполняют круглое отверстие диаметров вписанной в квадрат окружности. Затем придают воображаемым углам и граням квадрата прямолинейность с помощью напильника и долота.
- Для работы с металлом небольшой толщины также выпускаются специальные пробойники квадратного сечения. Максимальный их размер составляет 70 на 70 миллиметров.
Сверлением квадратных отверстий специальным сверлом
Специфика сверл для выполнения отверстий квадратной формы в разных материалах и металлах, их назначение, конструкция, классификация. Геометрические параметры. Способы сверления квадратных отверстий.

Отверстия квадратной формы в заготовках или изделиях, выполненных из металла и других материалов, можно получить с помощью режущего инструмента, называемого сверлом для квадратных отверстий. Оно имеет еще одно название – сверло Уаттса. Квадратные отверстия получаются с небольшими закруглениями в углах, которые почти незаметны. Их сверлят, рассверливают и засверливают в металле черном и цветном толщиной не более 16 мм, дереве, фанере и других материалах, включая вещества композитного происхождения. Операция выполняется с помощью дрели, перфоратора или на станках токарных или протяжных. Применяются в промышленности, сельском хозяйстве и быту при изготовлении продукции, ремонте и выполнении поделок собственными руками.

Характеристики сверла для квадратных отверстий
Профиль сверла для выполнения квадратных отверстий соответствует треугольнику специальной формы, который назвали в честь его изобретателя Рело. Отличительная черта: съем металла выполняется боковой частью, плоскостей резания у него 3. При этом в процессе выполнения операции инструмент описывает основное и качательные движения. Выполняются они в противоположных направлениях (треугольник вращается вокруг подвижной оси). Особенность инструмента: он вычерчивает фигуру, представляющую собой пересечение одинаковых кругов. В результате его вершины вычерчивают квадрат. При этом ось вращения перемещается по определенной траектории, а не стоит на месте.

Как и любое сверло, изделие конструктивно состоит из рабочей части и хвостовика, с помощью которого крепится в патрон, шпиндель или специальное приспособление инструмента или станка. В профиле рабочей части предусмотрены эллипсовидные канавки для отвода стружки в процессе высверливания отверстий. Благодаря их наличию уменьшается нагрузка на зажимное устройство, повышается резательная способность кромок и снижается уровень инерции. Значительно повышает срок эксплуатации режущего инструмента использование охлаждающей жидкости (СОЖ) в процессе выполнения операции. В некоторых моделях сверл квадратного профиля могут предусматриваться канавки для прохождения жидкости.
- материалу, с которым могут работать (по металлу, дереву);
- материалу изготовления (сталь легированная, углеродистая, быстрорежущая, сплав);
- способу изготовления (цельные, составные);
- конструкции (с накладной рамкой, переходником и без них);
- конструкции хвостовой части (цилиндрическая, коническая, шестигранная);
- серии исполнения (укороченная, средняя, длинная);
- классу точности (нормальный, повышенный);
- диаметру;
- длине рабочей части.
По длине и диаметру отечественные изделия должны соответствовать требованиям ГОСТ 886-77, 4010-77 и 10902-77, импортные аналоги – действующим зарубежным стандартам. На хвостовик каждого сверла, выполняющего квадратный профиль в разных по плотности материалах, наносят маркировку. Указывается диаметр сверла, материал, из которого оно изготовлено, и даже логотип или наименование компании. Ходовыми являются сверла диаметром 9, 16, 23, 28 и 33 мм и длиной соответственно 50, 60, 75, 85 и 90 мм.
Геометрические параметры
- диаметр, указываемый в мм;
- длина общая, мм;
- длина рабочей части, мм;
- угол заточки в градусах.
Кроме того, выбирая сверло квадратное, обращают внимание на хвостовик, который должен соответствовать шпинделю инструмента или комплекту приспособлений, для его крепления. Сверление квадратных отверстий необходимо выполнять после предварительной разметки и кернения центра будущего отверстия. Рекомендуется начинать сверление при низких скоростях вращения, а затем перейти на ту скорость, которая указана в паспортных данных станка или инструмента.
Как еще можно выполнить квадратное отверстие
Многих интересует, какими способами можно просверлить квадратное отверстие, если в наличии нет сверла Уаттса. На производстве на тонкостенном металле выполняют их методом штамповки, на более толстых заготовках выполняют методом литья, сваркой или с применением лазерной или электроэрозионной технологии. Кроме того, в торговой сети можно купить специальные комплекты пробойников, которые предназначены для изготовления квадратных отверстий размером до 70х70 мм. Состоит комплект из таких деталей:
- пробойника;
- матрицы;
- ограничителя хода;
- втулки направляющей;
- пуансонодержателя.
Воздействие на пробойник осуществляют с помощью домкрата гидравлического типа.
Совсем простой и малоэффективный способ – выполнить отверстие сверлом диаметром, который будет равен стороне квадрата, а затем доводить с помощью рашпилей и напильников до квадратной формы. На листовом металле небольшой толщины можно выполнить квадрат таким способом: взять сверло небольшого диаметра и вначале просверлить по углам квадрат, а затем по периметру с определенным шагом. Затем остается только вырубить эту часть, зачистить и при необходимости отшлифовать. Но такие отверстия можно выполнять, если к параметрам поверхности не предъявляются требования по шероховатости и точности изготовления.
На видео наглядно показан процесс рассверливания отверстия круглой формы в квадратное с помощью сверла Уаттса:
Просим тех, кто работал с таким режущим сверлом, поделиться опытом работы в комментариях к тексту, рассказать, каким оборудованием или инструментом пользовались и какие нюансы выполнения операции учитывали.
Как сделать квадратное отверстие в толстом металле? Пошаговая инструкция
С формированием круглых отверстий в металлических изделиях вопросов не возникает. Но вот как сделать квадратное отверстие? Способов не так много.
И первое из них использование лазера, второе, что приходит на ум использовать специальные свёрла Уаттса, которые использует принцип треугольника Рёло.
Однако есть ещё один способ.
Постановка задачи

Нужно сквозное отверстие в цилиндре с минимальной погрешностью в размерах
Диспозиция следующая. Есть металлическая цилиндрическая заготовка, в ней нужно сделать отверстие под квадратный стержень.
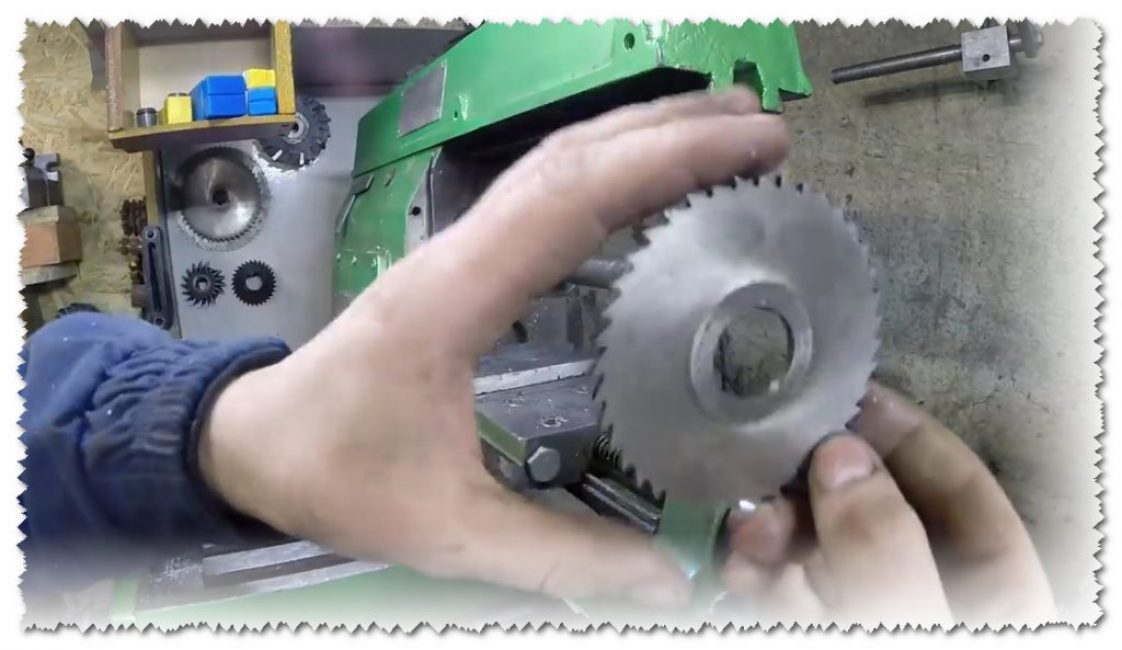
Простой токарный станок
Для этого понадобится токарный станок. Отрезной и фрезеровочный диск, а также резец. Для данной задачи использовался резец ВК-8. Также нужен сварочный инвертор.
Порядок выполнения работ
Большое квадратное отверстие
Многие уже догадались, каким будет примерный перечень работ, как только узнали требуемый для работы инструмент.
Идея заключается в следующем. В заготовке продольно формируется прямоугольный рез, шириной соответствующей размеру стороны высверливаемого квадрата. Глубина подбирается с учётом размеров заготовки так, чтобы центр будущего квадрата совпадал с осью цилиндрической заготовки.
Затем сверх пропила устанавливается металлическая перемычка, которую нужно будет обварить.
Для придания изделию товарного вида, его следует обработать после сварки на токарном станке.
Итак, приступим к практике.
Шаг №1 – формирование пропила
Делаем рез шириной размера стороны квадрата
Для резки лучше использовать отрезной диск. Это значительно ускорит работу. Не забываем про масло.
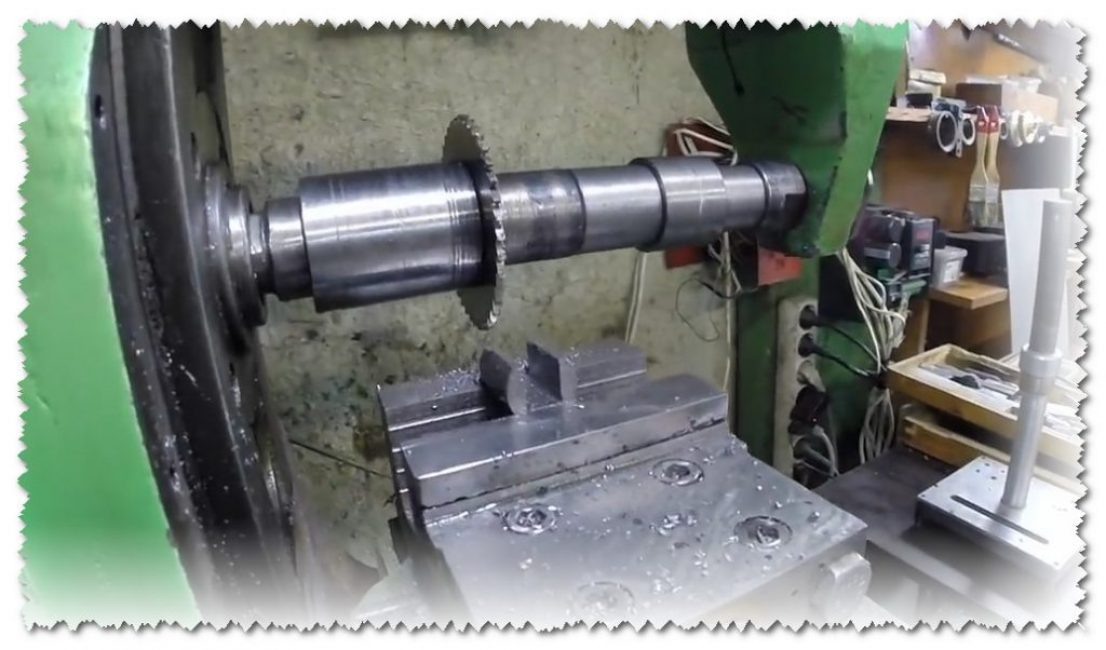
Меняем диск на фрезеровочный, поскольку нужна правильная геометрия квадратного отверстия.
Шаг №2 – формируем перемычку

Помещаем квадратный стержень в проделанный рез. Сверху накладываем металлическую перемычку. В качестве последней используем отрезок аналогичного стержня.

Фиксация заготовки в тисках
С помощью тисков фиксируем подготовленную к сварке заготовку.
Шаг №3 – сварка и первичная обработка

Сварочные работы окончены
Перемычку прихватываем на пару точек и вынимаем из тисков. Хорошенько провариваем конструкцию.
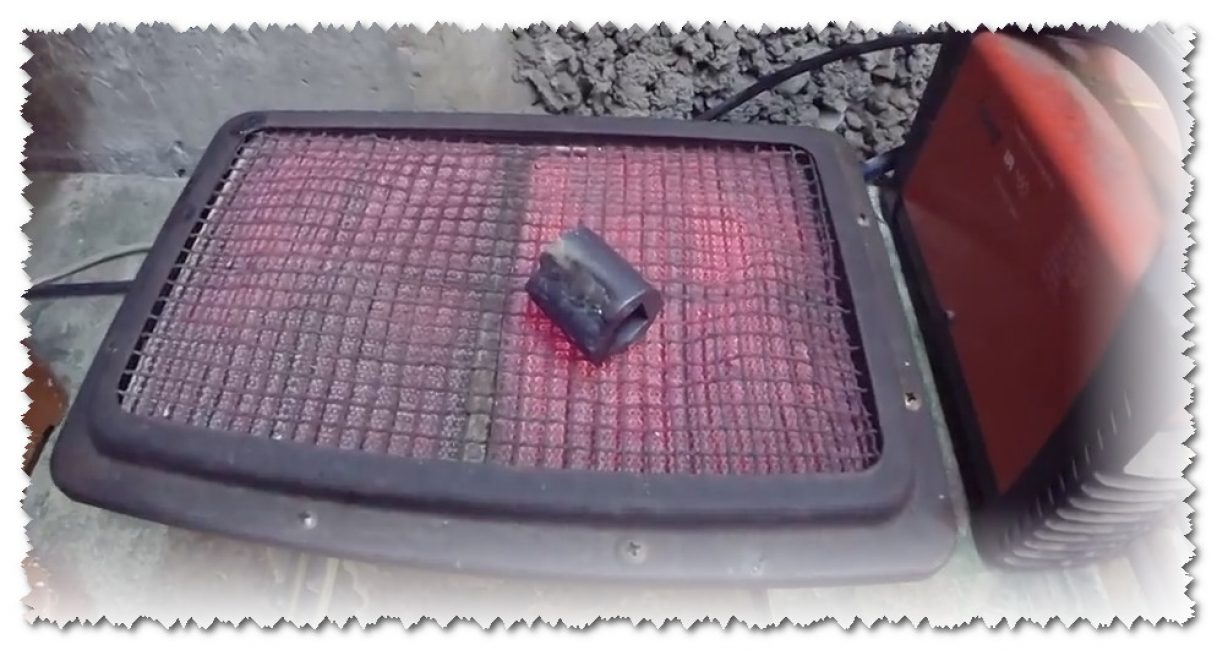
Нужно отжечь сварку
Чтоб не думалось, отжигаем сварочные швы.
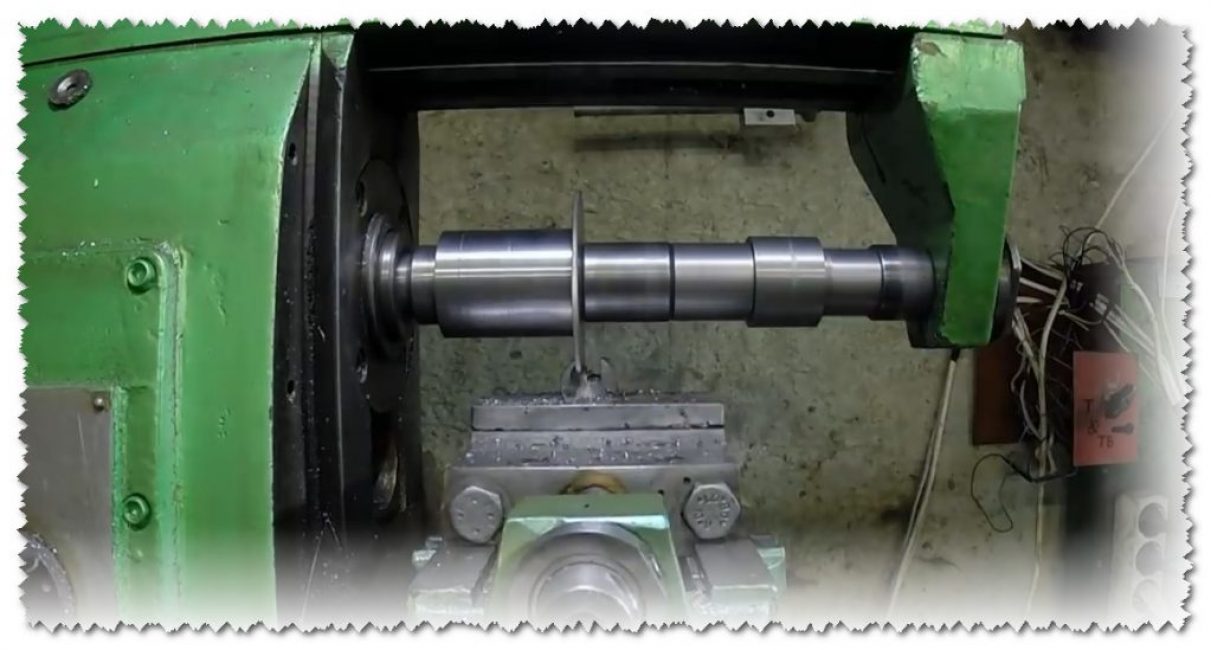
Шаг №4 – обработка на токарном
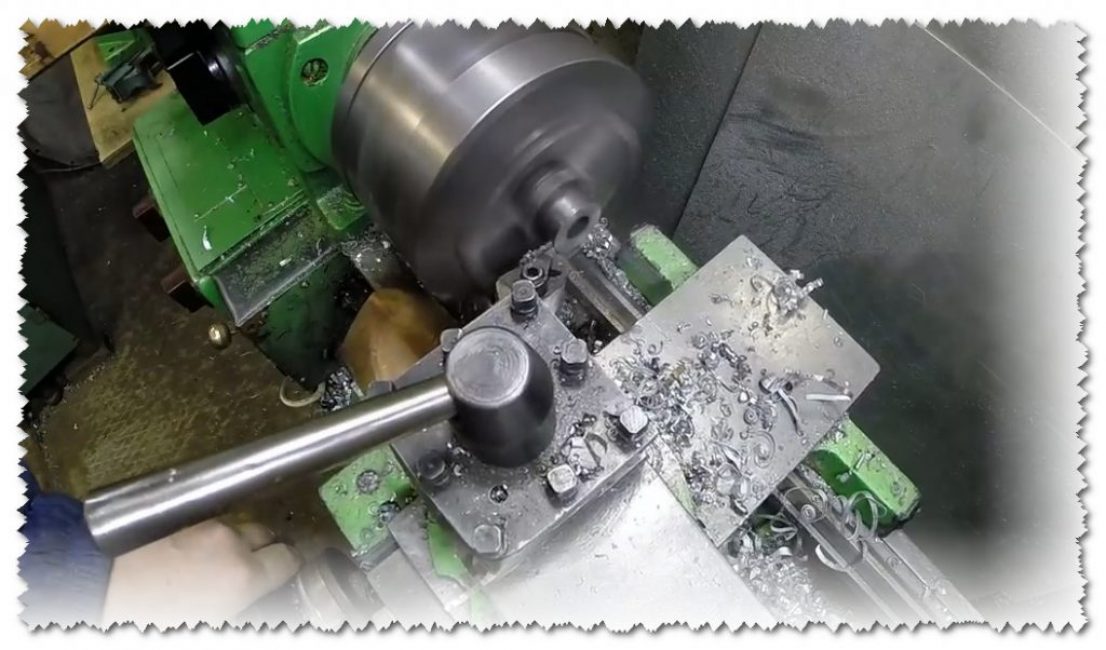
Обработка первой части
Для обработки использовался резец ВК-8. Выставляем заготовку. Для этого пришлось её немного обработать напильником.

Выставляем и торцуем
Переворачиваем изделие. Выставляем и торцуем заготовку.

Зажимаем и обрабатываем
Зажимаем и обрабатываем на чистовую.
Результат работы

В итоге получилось вполне годное изделие. Размеры соблюдены, внешний вид удовлетворительный. Результат получился достойным.

ОТК изделие приняло
В заключении стоит отметить, что можно изготовить подобное изделие и без использования токарного станка, заместив его обычной машинкой УШМ. Результат, конечно, будет не такой качественный, да и трудозатраты будут значительно больше. Но, что делать, если другого ничего под рукой нет, а квадратное отверстие нужно здесь и сейчас.
Тематическое видео: Как сделать квадратное отверстие – способ №2
Как сделать квадратное отверстие — способ №2
Как сделать квадратное отверстие в толстом металле? Пошаговая инструкция
Для нас очень важна обратная связь с нашими читателями. Оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
Сверление квадратных отверстий в металле
Содержание
Сверление квадратных отверстий в металле
Тема этой статьи — сверление квадратных отверстий в металле. Для этого есть различные способы. О том, как сделать квадратное отверстие в металле, мы расскажем ниже.

Фотография №1: квадратное отверстие в металлической заготовке
Инструмент для сверления квадратных отверстий
Для сверления квадратных отверстий применяют специальные сверла Уаттса. Они отличаются от обычных инструментов рабочими частями, имеющими особую конструкцию. В ее основе – треугольник Рело.

Изображение №1: треугольник Рело и его свойства
Эта фигура представляет собой пересечение трех равных кругов. Самое важное свойство треугольника Рело заключается в том, что если провести к такому треугольнику пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Как видно на рисунке выше, если вращать треугольник Рело по траектории, описываемой 4-мя эллипсоидными дугами, получается квадрат с незначительными скруглениями в углах.
Наработки Рело использовал английский инженер Г. Уаттс. Именно он создал сверло для квадратных отверстий, названное в его честь — сверло Уаттса. Рабочая часть имеет вот такой профиль.

Изображение №2: сверло Уаттса и профиль его рабочей части
Особенности применения сверл для квадратных отверстий
Стандартные сверла Уаттса, предназначенные для сверления квадратных отверстий в металле, изготавливают из стали У8. Закалка производится до получения твердости инструментов в пределах от HRC 52 до HRC 56. В тяжелых условиях эксплуатации используют инструменты из легированной стали Х12. Твердость материала варьируется в пределах от HRC 56 до HRC 60.
Самая важная особенность применения этих сверл для квадратных отверстий на производстве и в быту заключается в необходимости использования дополнительных приспособлений для фиксации инструментов и перемещения рабочих частей по вышеописанной траектории.
Что используют на производстве
Для фиксации сверл для квадратных отверстий в металле на станках используют специальные шпиндели-переходники. Они состоят из:
переходников под основные шпиндели;

Изображение №3: сверление квадратного отверстия в металле на станке
Что используют в быту
При использовании дрелей сверла для квадратных отверстий закрепляют при помощи специальных рамок. Их соединяют с патронами карданными передачами. Для этого используют особые переходники, состоящие из:

Изображение №4: принцип получения квадратных отверстий сверлами Уаттса в домашних условиях с применением обычных дрелей
Иные способы получения квадратных отверстий в металле
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
Применение обычных сверл и напильников. Метод выглядит так.
- На поверхность заготовки наносят разметку (вычерчивается квадрат).
- В углах квадрата при помощи керна намечают центры вспомогательных отверстий.
- Их высверливают сверлом малого диаметра.
- При помощи крупного сверла удаляют большую часть материала внутри отверстия.
- Углы и поверхности будущего квадратного отверстия выравнивают напильником.
Использование сварки. Этот метод предполагает высверливание отверстия, диаметр которого равен длине стенки квадрата. Затем мастер вставляет шаблон и заваривает углы.
Штамповка. Этот метод получения квадратных отверстий применяют при обработке тонких металлических заготовок. Используются пробивные и вырубные штампы.
Проделывание квадратных отверстий в металле при помощи пробойников. Этот метод также применяют при работе с заготовками небольшой толщины. С использованием пробойников в металле проделывают квадратные отверстия размером до 70*70 мм. В продаже имеются специальные комплекты, состоящие из пробойников, матриц, ограничителей, направляющих втулок и пуансонодержателей. Для силового воздействия используют гидравлические домкраты.

Фотография №2: лазерная резка — самая эффективная технология!
Где купить приспособления для сверления квадратных отверстий в металле
К сожалению, мы не можем предложить Вам “Сверло для квадратных отверстий (Уаттса/Рело)”, но вы можете подобрать и купить другие сверла по металлу или подобрать другой инструмент из нашего каталога.
Сверло Уаттса для сверление квадратных отверстий

При изготовлении различных механизмов может возникнуть необходимость в сверлении квадратного отверстия. Для этого существует сверло Уаттса, но оно есть далеко не у всех. Если его покупка нецелесообразна, то воспользовавшись несложной технологией можно сделать квадратное отверстие обычными сверлами по металлу.

Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Инструменты:
- кернер;
- молоток;
- дрель или сверлильный станок;
- центровочное сверло;
- основное сверло 4 мм или больше, в зависимости от размера необходимого квадратного отверстия;
- большое сверло диаметром на 1 мм меньше, чем сторона будущего квадрата;
- напильник по металлу.
Сверление квадратного отверстия
Для удобства работы нужно вырезать из бумаги шаблон квадрата, но меньше нужного отверстия на диаметр основного сверла. К примеру, если нужен квадрат 10х10 мм, при этом в качестве основного будет применено сверло 4 мм, то шаблон вырезается со сторонами 6х6 мм.

Важно! При выборе основного сверла нужно, чтобы его 2 диаметра были немного меньше стороны шаблона. В этом случае отверстия при сверлении не будут накладываться друг на друга и сверло не соскочит с нужной точки.
Бумажный квадрат приклеивается на заготовку скотчем. С помощью кернера по его углам и центру наносятся четкие глубокие насечки. После шаблон убирается.

Насечки слегка рассверливаются центровочным сверлом.

Далее по угловым меткам нужно сделать сквозные отверстия. В идеале воспользоваться сверлильным станком, поскольку при работе дрелью возможно снижения точности. Если нужно сверлить толстый металл, то обязательно потребуется масло для охлаждения кромки сверла.


После готовности углов, с помощью большого сверла просверливается центральная насечка между ними. Это позволяет выбрать металл посередине. В результате получается размытое квадратное отверстие.


С помощью надфиля, плоского или треугольного напильника отверстие доводиться до правильного квадрата. Особое внимание нужно уделить округлениям по углам, чтобы сточить их под 90 градусов. Желательно, чтобы ширина напильника соответствовала стороне квадратного отверстия, тогда получится провести расточку почти идеально.


Данный способ сверления трудоемкий и занимает не меньше получаса, учитывая доводку напильником, но позволяет получать достаточно качественное отверстие. Главное его достоинство в возможности обойтись скудным набором инструментов без необходимости покупки сверла Уаттса.


Геометрические параметры
К основным геометрическим параметрам относят такие показатели:
- диаметр, указываемый в мм;
- длина общая, мм;
- длина рабочей части, мм;
- угол заточки в градусах.
Кроме того, выбирая сверло квадратное, обращают внимание на хвостовик, который должен соответствовать шпинделю инструмента или комплекту приспособлений, для его крепления. Сверление квадратных отверстий необходимо выполнять после предварительной разметки и кернения центра будущего отверстия. Рекомендуется начинать сверление при низких скоростях вращения, а затем перейти на ту скорость, которая указана в паспортных данных станка или инструмента.
Смотрите видео
Электроника для всех
Блог о электронике
Как сделать квадратное отверстие
Думаю каждый из вас делал корпус для своей электронной поделки. И при изготовлении корпуса часто возникает одна мерзкая проблема — проделать дырку формой отличной от окружности. Например, квадратную, под LED индикатор.
Я раньше долго мучался, высверливал по контуру, затем шлифовал эти зубчики, матерился по поводу того, что сошлифовал лишнее или запорол параллельность. В общем, на все что касается механообработки материала у меня руки из задницы. И с этим ничего не поделать. Но там где не могут руки должна работать голова. И придумалось простое и эффективное решение.
Итак. Надо профигачить в пластиковом корпусе квадратную дырку.
Для начала разметим отверстие. Делать это лучше по бумажному шаблону — надо как можно четче накернить углы. Делаем это на наружней, лицевой, стороне! Затем углы сверлятся насквозь тонким сверлышком. Тут важно взять сверло потоньше. Чем тоньше тем точнее будет наше отверстие.
 |
Берем линейку и острый скальпель. Можно канцелярский нож или что под рукой. Главное требование — он должен быть очень острым, жестким и чтобы не болтался. Я делаю такие вещи с помощью резака X-Acto.
По линейке от дырочки до дырочки, точно по размерам нашего отверстия (ни больше ни меньше, точно так!) делаем прорезы. Чем глубже тем лучше, но можно без фанатизма. Т.к. чем глубже режешь тем больше шанс что сорвется лезвие и мы покоцаем наружную поверхность, а это уже не то — некрасиво. Дырочки тут рулят еще тем, что в них заваливается острие скальпеля и край реза дальше дырки не идет. Разметка тут самый важный этап. От него зависит получится ли все с первого раза идеально или придется подравнивать.
 |
Прорезал, теперь надо раскромсать внутреннюю поверхность дырки на 4ре части, под андреевский флаг. Это уже чем угодно. Я обычно не церемонюсь — беру тупое сверло, которое уже не жалко. Втыкаю его и как фрезой на больших оборотах прогрызаю его бочиной пластик от угла до угла.
 |
Все, получили внутри четыре кусочка. Теперь надо подцепить их от центра и выломать внутрь!
Прорез который мы сделали даст нам слабую точку по которой пластик лопнет и выломается. А отверстия с краев не дадут трещине уйти дальше чем надо.
 |
Видите какой четкий и ровный излом получается?
Раз два три четыре — получили точное прямоугольное отверстие которое не надо ни ровнять, ни шлифовать. Ну может чуть чуть, если с разметкой накосячил — как я сейчас :(.
 |
На проковыривание этой дырки у меня ушло не более 10 минут. Это с уборкой мусора и отвлеканием на фотографирование и поиск то скальпеля, то сверлышка.
З.Ы.
Дырку эту я тут проделал чисто ради фоток, на ненужном корпусе, поэтому не смотрите что у ней «горизонт завален» и разметка кривая — я не старался 🙂
Спасибо. Вы потрясающие! Всего за месяц мы собрали нужную сумму в 500000 на хоккейную коробку для детского дома Аистенок. Из которых 125000+ было от вас, читателей EasyElectronics. Были даже переводы на 25000+ и просто поток платежей на 251 рубль. Это невероятно круто. Сейчас идет заключение договора и подготовка к строительству!
А я встрял на три года, как минимум, ежемесячной пахоты над статьями :)))))))))))) Спасибо вам за такой мощный пинок.
42 thoughts on “Как сделать квадратное отверстие”
Есть еще вариант…
По углам сверлятся небольшие отверстия. Берется нитка (можно практически любую), продевается в два отверстия, получается что нитка торчит с одной стороны. Берем за кончики нитки и начинаем двигать ее как пилу… Пропилилось? Потом 2 других отверстия и так по кругу… Окошко получается торчно таким как Вы насверлили отверстия…