Как сделать штихель по металлу своими руками?
Штихель по металлу для гравировки
Штихель — главный инструмент для гравировки по металлу. Гравер держит в руке острый и прочный резец снабженный полукруглой деревянной или пластмассовой рукояткой для упора ладонью. Режущая кромка может быть разной формы для выполнения различных гравировальных операций. Многие граверы не довольствуются магазинными покупками, а изготавливают свой инструмент самостоятельно.

Делаем штихель для гравировки по металлу
Изготовление штихеля простейшей конструкции доступно домашнему мастеру, владеющему слесарными навыками. Для этого за основу берут:
- напильник или надфиль;
- рессорный лист;
- часть обоймы подшипника.
Главное, чтобы сталь была высокопрочной и упругой. Прочность необходима для того, чтобы штихель успешно резал металл заготовки, долго не тупился и держал заданную форму заточки. Упругость позволит инструменту не сломаться под нагрузкой.
Более качественный резец можно получить методом ковки, но для этого следует иметь хорошие кузнечные навыки и располагать кузницей. Штихель из надфиля будет заметно уступать кованому и по прочности, и по гибкости.
Прежде, чем начинать пилить и ковать металл, следует построить чертеж инструмента. Потребуется не только масштабное изображение самого резца, но и чертеж ручки.
Как выковать штихель
Начинающие граверы обходятся покупными штихелями или переделанными из напильников. Зрелые мастера часто чувствуют потребность в надежном кованом резце.
Самостоятельное изготовление кованого штихеля требует владения кузнечными навыками на среднем уровне. Инструкция, как сделать штихель методом горячей ковки, приведена ниже.

Ковка разбивается на следующие основные этапы:
- ковка заготовки;
- закаливание;
- окончательная обработка и доводка.
Во время ковки необходимо постоянно следить за температурой детали. Она определяется пирометром или традиционным методом- по цвету накала. В начале процесса деталь должна быть светло- желтой, на последних операциях-светло-красной.
Хорошо прогретую заготовку нужно клещами выхватить из горна и уложить на наковальню. Легкими частыми ударами сбивается окалина. Чтобы получить прямоугольник, применяется техника поперечной протяжки. Для формирования треугольной формы детали- ее протягивают продольно на краю наковальни, повернув под необходимым углом. Сходным приемом выполняется протяжка и для трапецеидальной формы сечения.
Более сложным образом кузнец добивается ромбообразного сечения. Сначала проводится протяжка на острие в одну сторону, затем изделие переворачивается и протягивается в обратную сторону. Часть детали при этом придется отрубить.
Следующая операция- протяжка хвостовой части резца. ее нужно дополнительно прокалить и протянуть до образования пирамидального хвостика.
Можно переходить к следующему этапу – закалке. Закаливание углеродистых сплавов проводят в следующей последовательности:
- нагреть изделие до 805 ±15 °С;
- быстро опустить в холодную воду;
- проверить степень закалки надфилем: если он скользит по металлу, не образуя стружки, то нужная твердость достигнуть;
- при образовании стружки закалку следует провести повторно.
И завершающий этап — мехобработка. На абразивном круге штихелю придается окончательная форма. Здесь же затачивают лезвие до требуемой остроты. Окончательная доводка выполняется на мелкозернистом круге.
Назначение штихеля
Для гравировки мастеру требуется комплект штихелей по металлу разной формы для гравировки различных элементов изображения. Самые распространенные- это:
- шпиц — это резец в форме клина с уклоном от 30 до 40°, применяется для оформления контура изображения и четких элементов большой глубины;
- мессер – напоминает нож, уклон клина от 15 до 30°, им выполняют тонкие детали;
- флах — похож на лезвие стамески шириной 0,15-6 мм, им выбирают впадины в рисунке;
- бол — округлое острие радиусом 0,2-0,6 мм, с его помощью выбирают полукруглые впадины, из которых формируют текстовые элементы рисунка;
- граб — ромбовидное сечение, им выбирают крупные элементы на вогнутых элементах;
- фассет — трапециевидное сечение с углом заточки лезвия от 50 до 115° , применяется для формирования изображений высокой сложности;
- шатир — лезвие имеет зубчатую форму с расстоянием между зубцами от 0,1 до 0,5 мм, его применяют для получения нескольких параллельных штрихов.

Штихеля для резьбы по металлу другой формы используются редко, при реставрационных работах и при выполнении особо сложных изображений.
Гравировка штихелем по металлическим поверхностям
Штихельная гравировка по металлу требует от гравера верного глаза, твердой руки и художественного вкуса, но прежде всего- терпения и усидчивости. Необходимо также определиться с материалом для заготовок. Медные и латунные больше подходят для начинающего мастера. Более опытные граверы работают и по другим цветным металлам, и по мягким стальным сплавам, используя специфические способы гравировки и усовершенствованный инструмент.
Все, что необходимо для гравировки из инструмента и оборудования- это рабочий стол и набор штихелей. На первом этапе освоения технологии ручной гравировки рекомендуется добиться устойчивого качества прямых и извилистых штрихов. Когда они стали получаться уверенно, можно перейти к более сложным элементам изображения.
Перед началом нанесения гравировки на заготовку мастер традиционно проверяет остроту заточки штихеля, проводя по кончику ногтя. Если полоску удается срезать без усилия и нажима- острота достаточная. Ручка зажимается в рабочей руке, большой и указательный пальцы охватывают резец в 10-20 мм от острия.

Лезвие упирают в поверхность заготовки под углом 35-45°, далее угол резко уменьшают до 5-10°, при этом кусочек металла вырезается из заготовки и формируется штрих. Для начинающих не рекомендуется ограничить их длину 3-4 мм. С приобретением опыта начнут получаться и более длинные.
Виды штихелей
Кроме традиционного, ручного инструмента, в последнее время все большее распространение получают механизированные резцы. Форма лезвия у них точно такая же, как и у ручного, но нажим на резец осуществляется за счет механического привода. В зависимости от типа привода различают следующие виды штихелей:
- электроштихель;
- пневмоштихель.
Электромеханический штихель можно купить, а можно сделать своими руками. Это потребует серьезных навыков в электротехнике и конструировании.
Гораздо проще конструкция и технология изготовления пневмоштихеля по металлу. Для его сборки достаточно выточить (или подобрать подходящий) цилиндр и поршень, который под воздействием подаваемого через патрубок сжатого воздуха будет ударять по хвостовику штихеля.
Из чего сделать штихель по металлу своими руками
Штихель по металлу для гравировки
Штихель — главный инструмент для гравировки по металлу. Гравер держит в руке острый и прочный резец снабженный полукруглой деревянной или пластмассовой рукояткой для упора ладонью. Режущая кромка может быть разной формы для выполнения различных гравировальных операций. Многие граверы не довольствуются магазинными покупками, а изготавливают свой инструмент самостоятельно.

Виды штихелей
Кроме традиционного, ручного инструмента, в последнее время все большее распространение получают механизированные резцы. Форма лезвия у них точно такая же, как и у ручного, но нажим на резец осуществляется за счет механического привода. В зависимости от типа привода различают следующие виды штихелей:
Электромеханический штихель можно купить, а можно сделать своими руками. Это потребует серьезных навыков в электротехнике и конструировании.
Гораздо проще конструкция и технология изготовления пневмоштихеля по металлу. Для его сборки достаточно выточить (или подобрать подходящий) цилиндр и поршень, который под воздействием подаваемого через патрубок сжатого воздуха будет ударять по хвостовику штихеля.
Делаем штихель для гравировки по металлу
Изготовление штихеля простейшей конструкции доступно домашнему мастеру, владеющему слесарными навыками. Для этого за основу берут:
Главное, чтобы сталь была высокопрочной и упругой. Прочность необходима для того, чтобы штихель успешно резал металл заготовки, долго не тупился и держал заданную форму заточки. Упругость позволит инструменту не сломаться под нагрузкой.
Более качественный резец можно получить методом ковки, но для этого следует иметь хорошие кузнечные навыки и располагать кузницей. Штихель из надфиля будет заметно уступать кованому и по прочности, и по гибкости.
Прежде, чем начинать пилить и ковать металл, следует построить чертеж инструмента. Потребуется не только масштабное изображение самого резца, но и чертеж ручки.
Как выковать штихель
Начинающие граверы обходятся покупными штихелями или переделанными из напильников. Зрелые мастера часто чувствуют потребность в надежном кованом резце.
Самостоятельное изготовление кованого штихеля требует владения кузнечными навыками на среднем уровне. Инструкция, как сделать штихель методом горячей ковки, приведена ниже.

Ковка разбивается на следующие основные этапы:
Во время ковки необходимо постоянно следить за температурой детали. Она определяется пирометром или традиционным методом- по цвету накала. В начале процесса деталь должна быть светло- желтой, на последних операциях-светло-красной.
Хорошо прогретую заготовку нужно клещами выхватить из горна и уложить на наковальню. Легкими частыми ударами сбивается окалина. Чтобы получить прямоугольник, применяется техника поперечной протяжки. Для формирования треугольной формы детали- ее протягивают продольно на краю наковальни, повернув под необходимым углом. Сходным приемом выполняется протяжка и для трапецеидальной формы сечения.
Более сложным образом кузнец добивается ромбообразного сечения. Сначала проводится протяжка на острие в одну сторону, затем изделие переворачивается и протягивается в обратную сторону. Часть детали при этом придется отрубить.
Следующая операция- протяжка хвостовой части резца. ее нужно дополнительно прокалить и протянуть до образования пирамидального хвостика.
Можно переходить к следующему этапу – закалке. Закаливание углеродистых сплавов проводят в следующей последовательности:
И завершающий этап — мехобработка. На абразивном круге штихелю придается окончательная форма. Здесь же затачивают лезвие до требуемой остроты. Окончательная доводка выполняется на мелкозернистом круге.
Гравировка штихелем по металлическим поверхностям
Штихельная гравировка по металлу требует от гравера верного глаза, твердой руки и художественного вкуса, но прежде всего- терпения и усидчивости. Необходимо также определиться с материалом для заготовок. Медные и латунные больше подходят для начинающего мастера. Более опытные граверы работают и по другим цветным металлам, и по мягким стальным сплавам, используя специфические способы гравировки и усовершенствованный инструмент.
Все, что необходимо для гравировки из инструмента и оборудования- это рабочий стол и набор штихелей. На первом этапе освоения технологии ручной гравировки рекомендуется добиться устойчивого качества прямых и извилистых штрихов. Когда они стали получаться уверенно, можно перейти к более сложным элементам изображения.
Перед началом нанесения гравировки на заготовку мастер традиционно проверяет остроту заточки штихеля, проводя по кончику ногтя. Если полоску удается срезать без усилия и нажима- острота достаточная. Ручка зажимается в рабочей руке, большой и указательный пальцы охватывают резец в 10-20 мм от острия.

Лезвие упирают в поверхность заготовки под углом 35-45°, далее угол резко уменьшают до 5-10°, при этом кусочек металла вырезается из заготовки и формируется штрих. Для начинающих не рекомендуется ограничить их длину 3-4 мм. С приобретением опыта начнут получаться и более длинные.
Назначение штихеля
Для гравировки мастеру требуется комплект штихелей по металлу разной формы для гравировки различных элементов изображения. Самые распространенные- это:
- шпиц — это резец в форме клина с уклоном от 30 до 40°, применяется для оформления контура изображения и четких элементов большой глубины;
- мессер – напоминает нож, уклон клина от 15 до 30°, им выполняют тонкие детали;
- флах — похож на лезвие стамески шириной 0,15-6 мм, им выбирают впадины в рисунке;
- бол — округлое острие радиусом 0,2-0,6 мм, с его помощью выбирают полукруглые впадины, из которых формируют текстовые элементы рисунка;
- граб — ромбовидное сечение, им выбирают крупные элементы на вогнутых элементах;
- фассет — трапециевидное сечение с углом заточки лезвия от 50 до 115° , применяется для формирования изображений высокой сложности;
- шатир — лезвие имеет зубчатую форму с расстоянием между зубцами от 0,1 до 0,5 мм, его применяют для получения нескольких параллельных штрихов.

Штихеля для резьбы по металлу другой формы используются редко, при реставрационных работах и при выполнении особо сложных изображений.
Самодельные штихеля для самых маленьких 🙂
Доброго времени суток, Господа и Дамы.
Около года назад взгляд мой пал на сей инструмент, на тот момент понятия не имел нужен он мне или нет. Можно было бы купить и готовые, но решил понять стоит ли оно того или нет. Перед этим много читал ганзу, чипмейкер, ювелирпортал и пр. и как оказалось возня с самоделками вовсе не напрасна, на данный момент все сделано «под руку». А рука немного не стандартная посему даже ручки пришлось бы переделывать. 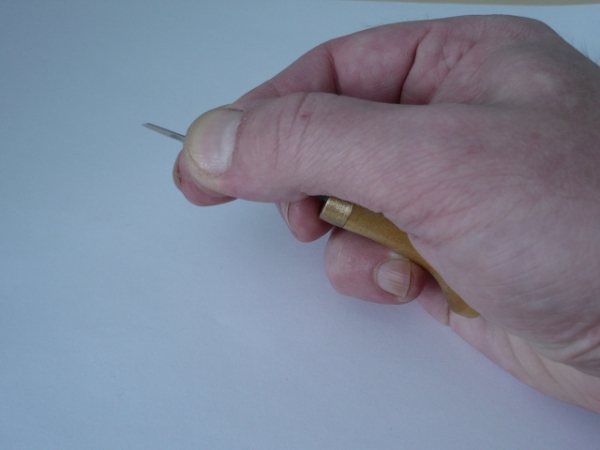
Глядя на картинки штихелей не трудно заметить форма режущей кромки очень близка к надфилям, чем и решено было воспользоваться, благо сломанных/лысых надфилей дома было.
Итак расходники в виде «огрызков» и тонкостенной трубочки Ф5 от антены:

Выбираем наиболее подходящие обломки и дремелем режем их в один размер
65-70мм(зависит от руки, у меня 68мм). Зажимаем трубочку в дрель и режем ребром надфиля в размер 15мм.

Закрываем низ трубочек прозрачным скотчем,
на половину высоты трубки заливаем эпоксидку смешанную с древесной пылью. До упора вставляем «огрызки» надфиля.
Как клей встанет, стараясь не завалить геометрию надфиля аккуратно дремелем снимаем насечку.

Дальнейшую доводку осуществляем руками на бруске, опять же максимально стараемся сохранить общую геометрию.
Почти готовый инструмент 🙂

Снова материал, на этот раз заготовка ручки от напильника. Вроде березовая

Поскольку отверстие в ручке есть и причем по центру, забиваем в нее подходящую по размеру железку и зажимаем в дрель. Далее оценил почти отсутствие биения, разметил и долго подгонял под руку. Грязи в виде пыли было много ибо снимал по чуть чуть крупной наждачкой.
Фото после уборки, с остатками ручки 🙂

В общем размеры ручки получились такими: диаметр 32мм, длинна 45мм
Она уже с колечком и под слоем лака, слой один + нулевочкой «под водой», в общем не скользит


Далее берем примерно так

И на брусок для полировки/тонкой доводки

При грубой подготовке угол режущей кромки делался по бруску с углом 35гр. Далее угол «ловил» под хват руки, сейчас он чуть менее этих самых 35гр.
Автор не в коем разе не претендует на лавры гравера, но для моих поделок этого инструмента более чем достаточно. Ручек можно было сделать на каждый штихель, но пользуюсь я ими крайне редко и так они почти не занимают место ибо хранятся в кожанном чехольчике-книжке вместе с надфилями. Возможно впоследствии сей инструмент обзаведется собственной коробочкой.
 tarator
tarator- 8 марта 2013, 17:22 10
35 комментариев
![]()
- tarator
- 8 марта 2013, 18:54
- 0
![]()
- Vovka_BC
- 8 марта 2013, 20:09
- 0
![]()
- sa977
- 8 марта 2013, 20:13
- 0
![]()
- tarator
- 8 марта 2013, 20:21
- +2
![]()
- sledopit
- 9 марта 2013, 01:21
- 0
![]()
- sa977
- 8 марта 2013, 20:09
- 0
![]()
- Taper
- 8 марта 2013, 20:06
- +1
![]()
- yug74
- 8 марта 2013, 21:53
- 0
![]()
- Trou
- 8 марта 2013, 22:56
- 0
![]()
- tarator
- 9 марта 2013, 06:15
- 0
![]()
- varkapodarka
- 8 марта 2013, 23:21
- 0
![]()
- tarator
- 9 марта 2013, 06:24
- 0
![]()
- FD711
- 9 марта 2013, 01:48
- 0
![]()
- jeenn
- 9 марта 2013, 02:18
- +1
![]()
- tarator
- 9 марта 2013, 06:30
- 0
![]()
- jeenn
- 9 марта 2013, 16:10
- 0
![]()
Я когда умные форумы читал, смотрел видео то-же не догонял совсем. Пока не будет практики вопросы все фигня на постном масле. Тут как в школе, с прописью — от простого к сложному, палочки, кружочки закорючки. От первоклашек никто не ждет что они сразу начнут писать. В большей степени терпение и практика, все. Будут и запилы и срывы, но это-же не золото, латунь можно и заполировать на месте срыва. Через месяц/два по вечерам придет чувство инструмента и понимание. НО до серьезных работ мне далеко, думается люди не один год набивают руку прежде чем сделать что-то шедевральное.
По поводу вопросов, линейка как не странно сложнее чем завитушки по началу. Глубина физически не может получится разной, если вы чувствуете инструмент. Снимается металл по всей длинне, при этом глубина за проход в лучшем случае десятка. После всех почитушек я вспоминаю пару фраз великолепно передающих суть: штихель не лом и главное удобно пристроить пятую точку, т.е удобство для много часовых «сидушек».
PS даже если вы в прекрасной физической форме, руки будут болеть причем в местах о которых ранее не подозревали 🙂
Как сделать гравировку по металлу своими руками?
[Художественная гравировка по металлу] способна придавать предмету особенную ценность.
Во-первых, чаще всего, такая работа выполняется индивидуально, вы становитесь обладателем эксклюзивного предмета.
Во-вторых, художественная гравировка выглядит очень красиво.
В-третьих, выполнить ее можно своими руками, в домашних условиях. Гравирование представляет собой нанесение (перенос) рисунка на металлический предмет.
Как сделать гравировку на металле в домашних условиях, какой нужен инструмент или станок или машинка? Какая цена приспособлений для гравировки? Об этом вы узнаете в нашей статье.

Общая технология
Техника выполнения бывает ручная и механическая (используется различное оборудование).
Также она подразделяется на штриховую и обронную:
- Техника штриховой гравировки выполняется нанесением контурных линий и штрихов на предмет. Резьба по металлу не глубокая, затрагивает только поверхность предмета;
- Обронная, иначе ее называют трехмерной, механическая глубокая техника позволяет добиться объемного рисунка. См. фото.
Резцовая гравировка выполняется специальным инструментом – штихелем.
Если задаться вопросом, как сделать ее самому и где приобрести эти инструменты, то ответ прост: данный инструмент продается в тех же магазинах, где можно найти различные художественные принадлежности.
Тончайшие линии делаются мессер-штихелем. Если понадобится сделать параллельные линии, то делаются они реп-штихелем.

Для выполнения качественных работ данный инструмент необходимо заточить, для этого используют мелкозернистый брусок, который предварительно смачивают водой, можно маслом.
Доводят штихель «до готовности» изделием из кожи (можно взять старый ремень), покрытым окисью хрома.
Ручная обработка мелких предметов в домашних условиях предполагает наличие специальной подушки, ее легко можно сделать своими руками: берутся два куска материи одинаковых размеров (круглые или квадратные), сшиваются между собой по краю, отступив от него немного, но необходимо оставить небольшой промежуток для того, чтобы можно было засыпать внутрь песок.
Подготовленная форма выворачивается, засыпается просушенный песок, оставшееся отверстие зашивается.
Инструмент для гравирования в виде подушки готов.
Как правильно держать инструмент в руке?
Делать это нужно так, словно вы держите обычную шариковую ручку: указательный палец должен находиться сверху клинка (так называется металлическая часть резца), а большой – придерживает его сбоку.
Работы необходимо выполнять от себя.
В случае, когда нужно изменить направление рисунка, разворачивают подушку с предметом, на котором выполняется нанесение элемента, но не меняют направление движения руки.
Что еще полезно знать о резцах?

Для выполнения гравировки своими руками в домашних условиях сначала желательно потренироваться, чтобы резьба в итоге получилась красивой.
Лучше приобрести набор инструментов: квадратным сечением резцов лучше наносить закругленные линии, круглым сечением лучше делать прямые линии.
При работе очень часто появляются заусенцы, избежать которые не получится, но убрать их можно при помощи шабера.
Шабер можно сделать самому. Для этого потребуется напильник, с граней которого нужно сточить насечку.
Перед нанесением поверхность необходимо зачистить мелкой наждачкой и отполировать. Для полировки используется специальная полировочная паста.
Паста легко заменяется окисью хрома (масляная краска). Поверхность предмета необходимо тщательно и энергично растереть. Паста растирается кожаным толстым кусочком.
Штихель для гравировки
Ручная гравировка дома требует:
— Штихель
— Заготовка из металла
— Что либо твердое удерживающее заготовку из металла, возможно тиски
Новичкам порекомендуем в виде заготовки брать металл более мягкий, например медь или алюминий.

Штихель – это стержень, обычно размером 120 -130 миллиметров. Кончик штихеля срезан под определённым углом и заточен. Второй кончик вставлен в рукоять, обычно деревянный.
Штихель для гравировки бывают различной формы и различаются шириной рабочей поверхности. Если данного инструмента нет, его легко можно сделать самому, если есть нужные материалы.
Что бы изготовить штихель нужна инструментальная сталь. Тут прекрасно годится металл, используемый в шарикоподшипниках и рессорах. Что бы изготовить режущую поверхность, нужно применить фрезу, надфиль, напильник, нарезав тонкими полосками.
Лучшим материалом что бы изготовить штихель для гравировки – сталь марки Р18. Так же можно сделать штихель из кругов циркулярных пил. Затем заготовку затачиваем под углом, что разрешит нам сделать выемку нужной ширины.
Если говорить о ручке штихеля из дерева, то делается она обязательно из древесины твердых пород, шириной удобной для мастера держать в руке. Форма гриба – на наш взгляд самый лучший вариант.
Цветная гравировка
Для того чтобы рисунок смотрелся более четко и красиво используют карандаш-стеклограф или тушь.
Для того чтобы эффект от использования данных инструментов оставался как можно дольше, поверхность покрывают бесцветным лаком.
Сделать рисунок более четким можно с помощью иглы и масляных красок. Такой набор позволяет процарапать вспомогательные линии узора, которые впоследствии покрываются краской.
Художественная цветная гравировка позволяет сделать изделие цветным. Для этого те элементы, которые прокрашивать не нужно, покрываются прозрачным лаком.
Как сделать чернение металлического предмета? Специальное оборудование для этого не используется, но необходимы следующие вещества: сера и поташа (карбонат калия) в пропорции 1:2.
Данный состав необходимо поставить на огонь, для этого его пересыпают в жестяную банку. Смесь необходимо постоянно мешать, а огонь не должен быть большим.
Смесь снимают с огня, когда она становится черного цвета. Перед этим ее нужно будет перетереть в ступе, после огня ее также кладут в ступу и снова перетирают (охлажденную).
Чернение происходит следующим образом:
- В полученную смесь добавляется вода (1:9);
- В раствор кладется предмет из латуни;
- Подогревается до тех пор, пока не изделие не приобретет нужный оттенок.
Сделать фон темным можно перед нанесением рисунка. Лак в таком случае не понадобится.
Коричневый цвет предмета можно сделать своими руками, выдержав его в растворе хлористого цинка и медного купороса с добавлением воды (100г, 100г, 200г соответственно).
Ручная покраска в серо-стальной цвет получается из 1 литра воды, двух грамм обычной соли и двух грамм смеси серы и поташи.
Оранжево-красный цвет получается из раствора сернистого калия: 1 грамм вещества на 250 грамм воды.
По окончании работ лак стирается.
Чернение предмета и известная нам чернь – разные вещи. Техника, которая применяется для создания черни, механическая, своими руками выполнить ее не получится.
Гравировка в домашних условиях. Способы
Выше была представлена общая технология нанесения рисунка на металлическую поверхность.
Гравировка на металле в домашних условиях может выполняться любым острым предметом. Рассмотрим несколько способов.
Нанесение выполняется, используя специальный прибор
Для создания качественного рисунка лучше использовать инструмент, который называется гравер. Можно приобрести целый набор для создания линий различных по толщине (см. фото).

Рисунок на поверхности предмета нужно делать, соблюдая следующую технологию:
- Узор можно сделать на предмете самому, воспользовавшись карандашом или маркером, а можно воспользоваться копировальным листком;
- Следующим шагом будет нанесение рисунка гравером на поверхность предмета. Фрезы нужно двигать в одном направлении при хорошем освещении;
- Получившийся результат закрепляется тонким слоем воска или бесцветным лаком.
Нанесение рисунка, используя подручный набор материалов
Что включает в себя набор:
- лак для ногтей;
- зубочистка (спичка);
- соль;
- зарядное устройство для телефона;
- стакан и жидкость для снятия лака.
Цена такого набора – минимальная, фрезы не понадобятся.
Предмет покрывается толстым слоем лака. С помощью зубочистки (спички) царапается узор. В стакан необходимо положить 2 ст. л. соли, залить водой и размешать.
Зарядка от телефона прикладывается к предмету плюсом, а минусом – ко второму любому металлическому предмету.
Второй предмет помещается в стакан с водой, и включается устройство в розетку.
Делать так нужно в течение пяти минут (можно чуть меньше – в зависимости от желаемой глубины травления). По окончанию работ необходимо стереть лак.
Данный метод хорош тем, что не используются фрезы, паста или другие инструменты, только то, что под рукой и цена будет невысока. Таким образом, в домашних условиях можно делать именные ложки, вилки, декоративный набор и прочее и все это своими руками.

Гравирование можно сделать бормашиной
Этот инструмент работает по тому же принципу, как и аппарат в кабинете стоматолога.
Цена прибора составляет около 5000 рублей, поэтому машинка приобретается, когда изделия планируется делать не единожды.
Помимо самого аппарата необходимо приобрести набор насадок, средняя цена одной насадки составляет около 50 рублей.

Нужно отметить, что для работы бормашиной по металлу своими руками нужен фрезерный набор, а цена его тоже впечатляет.
Инструмент и станок сначала тестируются для достижения хорошего результата.
Гравировка по металлу с использованием различного оборудования
Если заглянуть в историю, то можно увидеть, что ручная гравировка по металлу известна человечеству около пяти тысяч лет.
Выше были рассмотрены общая технология и методы, с помощью которых выполнить гравирование можно своими руками.
Посмотрим, какое оборудование может для этого использоваться.
[Лазерная гравировка] на металле отличается своей долговечностью. В этом случае используется паста, которая наносится на предмет перед обработкой. При этом паста наносится на непокрытый материал.
Технология следующая: оборудование направляет лазер на предмет, который под воздействием температуры немного переплавляется, меняется в цвете и испаряется.
С помощью лазера можно делать рисунки различной сложности и не только на металле. Цена ювелирных изделий, выгравированных лазером, высокая.

Алмазная гравировка позволяет изделию «играть» на свету за счет образования четырехгранных ямок.
Алмазная гравировка выполняется с помощью специальной фрезы, с помощью которой удаляется верхний слой металла, образуя те самые ямки.
Алмазная гравировка считается долговечной, широко применяется в ювелирном деле и сувенирной продукции. Цена на такие изделия не фиксирована, чаще всего, о ней договариваются индивидуально.
Нанести рисунок на металл можно, используя для этого фрезерный гравировальный станок, который можно не только купить, но и сделать самому.
Фрезерная обработка в виде такого станка необходима в случае мелкосерийного производства (свое дело). В противном случае, это будет лишними тратами. Станок позволяет сделать точный рисунок за счет жесткости всей конструкции.
Такой станок подходит для различных изделий: сувенирная продукция, ключи, брелоки и пр.
Помимо металла гравировальный станок позволяет обрабатывать дерево, стекло, МДФ и пр. материалы.
Если говорить о небольшом производстве, то такой станок будет просто незаменим, он прост в применении, фрезы двигаются быстро и точно. Исключается брак человеческого фактора.
Гравирование, используя данный станок, получается аккуратным и долговечным.
Как сделать штихель по металлу своими руками?

Штихеля, как и весь граверный инструмент, делают обычно из углеродистых инструментальных сталей типа У8, У10, У12. Штихеля из легированных сталей марки ХВГ, ХВ5 хотя и лучше держат заточку, но уступают резцам из углеродистой стали в звонкости штриха при гравировании рукописных шрифтов и монограмм «под глянец».
Изготовление штихелей начинается с опиловки напильниками прямоугольных стальных заготовок длиной 90—100, шириной 9—10 и толщиной 2—3 мм. Им придается форма, напоминающая в поперечном сечении клин. При окончательной обработке образующие клин боковые грани шпицштихелей делают слегка выпуклыми, а мессерштихелей — плоскими. Изготавливая штихеля, надо соблюдать следующие обязательные условия:
1) поперечное сечение резца должно быть одинаковым по всей его длине;
2) нижняя грань резца быть прямой или с незначительным плавным внешним скруглением от середины клинка к носку;
3) режущая грань, полукруглая в сечении, должна иметь постоянную ширину или небольшое расширение в сторону режущей кромки.
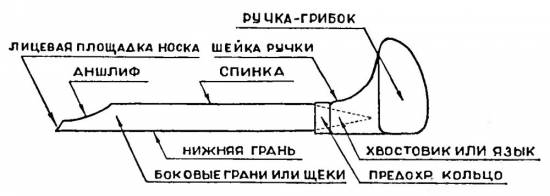
У некаленого штихеля сверху делается скос (тогда после закалки легче будет выточить аншлиф на механическом точиле), а с противоположной стороны запиливают пологий язык для насадки ручки. Готовые резцы не следует полировать: блестящий металл бликами раздражает глаза и в работе полированные штихеля неудобны, выскальзывают из пальцев.
Следующая операция — закалка. Резец, нагретый до светло-малинового цвета (около 800°С), погружают на две трети длины в воду. Чтобы избежать образования хрупкой границы между закаленной и сырой частями клинка, уровень погружения быстро изменяют. Частичная закалка штихеля делается не только потому, что в практической работе резец редко используется более чем наполовину своей длины, но прежде всего для того, чтобы он не сломался при забивке ручки и особенно во время работы. Поломка клинка в хвостовике может привести к серьезной травме руки.
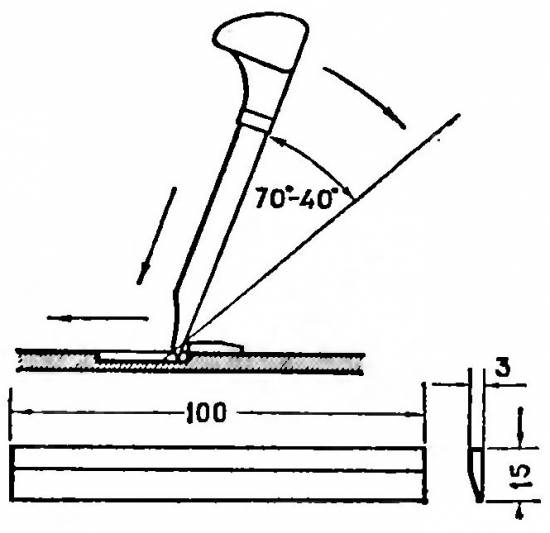
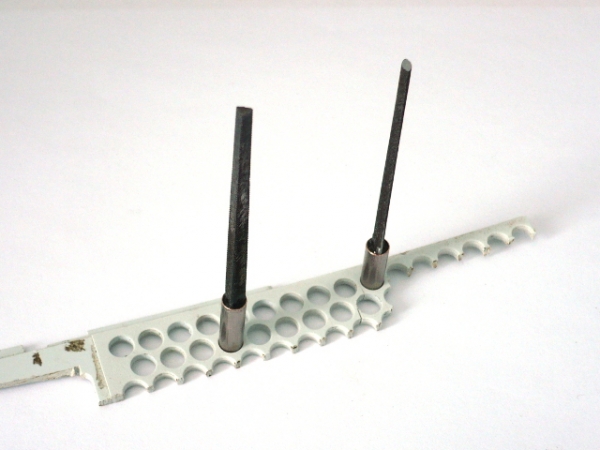
Схема работы флях- и болштихелями через подкладку
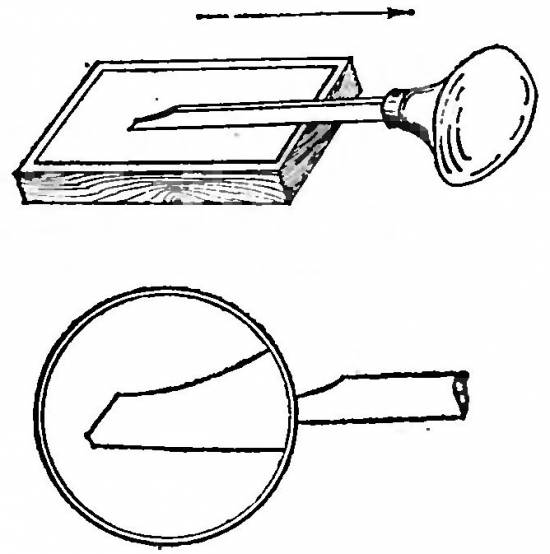
Нижняя грань резца и большой палец правой руки опираются о подкладку, указательный и средний пальцы левой удерживают ее на гравируемой пластине. Под углом около 70° штихель направляется к обрабатываемой поверхности и с опусканием ручки вниз одновременно продвигается вперед, срезая металл. Опорная подкладка имеет с одной стороны скос. Разные по высоте боковые грани позволяют в процессе работы выбирать наиболее благоприятную для резания точку опоры в зависимости от глубины реза.
Для снятия напряжения закаленные и зачищенные от окалины штихеля подвергают отпуску. Их равномерно нагревают до светло-соломенного цвета побежалости в пламени спиртовки и быстро охлаждают в воде.
После отпуска штихеля можно насаживать на деревянные ручки. Удлиненные шейки ручек позволяют подогнать штихель точно по руке. Наиболее удобным в работе будет штихель, носок которого в рабочем положении выступает за большой палец на 15—20 мм. На ручку насаживается предохранительное металлическое кольцо диаметром около 10 мм, по центру шейки высверливают направляющее отверстие. Ручку набивают на резец, зажатый через прокладки в тисках, а затем с нижней части «грибка» скалывают сегмент.
Рабочие движения резца в процессе доводки делаются строго параллельно плоскости абразива. Микрофаска образуется на режущей кромке в результате вскидывания ручки.
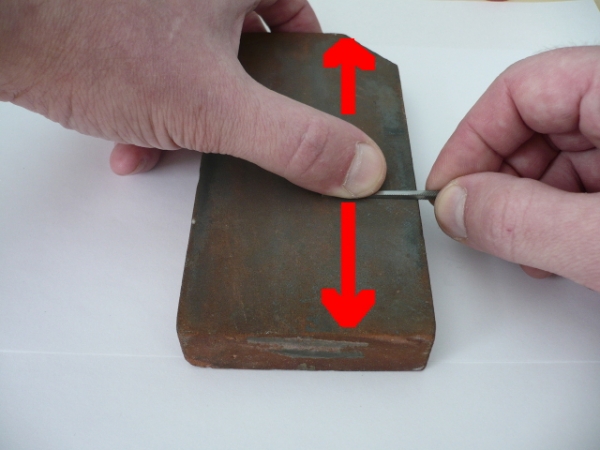
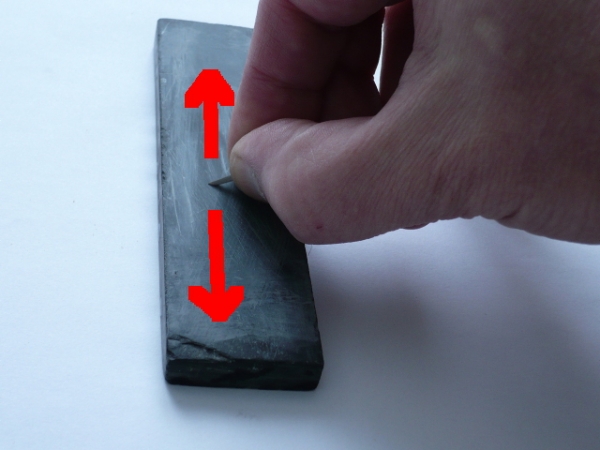
На смонтированных штихелях плоскими наждачными камнями или алмазными надфилями исправляют возможные после термической обработки искажения формы режущей грани. Завершают доводку режущей грани пришлифовкой на микрошкурках и полировкой окисью хрома, нанесенной на плотную бумагу или кожу. Все доводочные работы делаются на ровном плоском бруске.
При окончательной доводке нужно выдерживать следующие требования:
1) движения резца во время продольной шлифовки и полировки режущей грани делаются только в одном направлении — на себя;
2) штихель при этом равномерно поворачивают вокруг своей оси, чтобы придать режущей грани форму полуэллипса;
3) в ходе доводки режущая грань не должна иметь никакого угла между любой своей образующей и плоскостью абразива, иначе на режущей кромке возникают микрофаски, препятствующие движению резца вперед или выталкивающие его вверх. Фаски образуются в завершающей фазе движения штихеля на себя, если ручка вскидывается вверх.
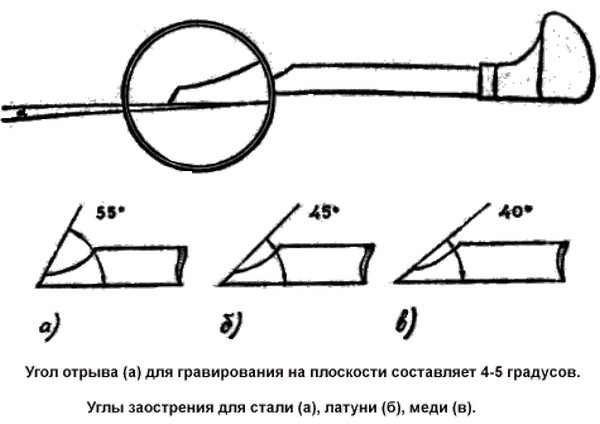
Угол отрыва (альфа) для гравирования на плоскости составляет 4—5°.
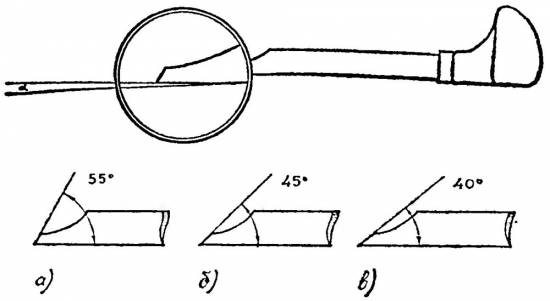
Углы заострения для стали (а), латуни (б), меди (в).
Дальнейшая доработка резца заключается в корректировке его важнейших рабочих углов.
Угол отрыва, обеспечивающий ход резца на заданной глубине и вывод его из металла в нужной точке, должен составлять для гравирования на плоскости приблизительно 5°. Он корректируется во время доводки режущей грани.
Угол заострения, определяющий в наибольшей степени качество резания, имеет переменную величину и зависит от твердости материала. Для гравирования по латуни он составляет 45°, при работе на твердых сталях может достигнуть 60°. Необходимый угол заострения получают на механическом точиле, а затем резец доводят вручную на мелкозернистых брусках типа «индий» или «арканзас», смоченных смесью равного количества машинного масла и керосина. Во время ручной заточки нужно следить, чтобы не исказилась геометрия режущей кромки. Оставшиеся мельчайшие заусенцы снимают ударом резца о твердую древесину.
Для проверки остроты заточки штихель берут в правую руку и, слегка придерживая его пальцами, острием касаются поверхности ногтя большого пальца левой руки. Если штихель достаточно острый, он будет вонзаться в ноготь от незначительного усилия, если тупой — резец будет проскальзывать по его поверхности. Предупреждаем, резец надо направлять по касательной относительно поверхности ногтя: круто направленный резец не будет скользить, даже будучи очень тупым.
Чтобы облегчить ручную заточку штихеля, надо оставлять минимальную лицевую площадку носка (1,5—2 мм) при выточке аншлифа на механическом наждаке.
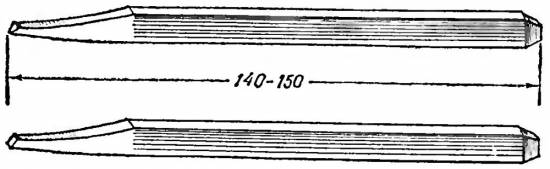
Молоточные зубильца для выборки большого количества металла
Пневмоштихель Сергея Вальтмана
у и вот, поигрался я с этими трубочками и моторчиками , постепенно начал уяснять , для себя какой вес поршней для каких работ, какой компрессор лучше брать, двигатель .
Ну и с токарями была засада, но руки чесались ужасно, купил станок токарный и начал из нержавеющей трубки делать свой вариант. Исходя из своих соображений выбрал размер резцедержателя и промежуточный ударный элемент, под те резинки которые есть в авто магазине, посидел порисовал на миллиметровке ну и получился такой первый вариант

















Чертежи чертил Румен Радков
Деталировку уже Олег на форум выставлял. Поршни только теперь уже другие с фторопластовыми рубашками
Пару заготовок конечно испортил, но затем уже получилось то что нужно, ну естественно прошлифовал еще ..сырую.. нержавейку и трубку-цилиндр и контрогайку закарбонитрировал , в том составе о котором писал в начале, через два часа , получилась прекрасная черная как оружие деталька , с твердостью поверхности , напильник скользит. Затем войлочком с пастой полировочной только навел глянец и все!
Поршни и резцедержатели калил , но этого не стоило делать, так как после опыта работы , понял, все детали можно карбонитрировать и все , объемная закалка и не нужна, нет там таких ударов , чтобы чего то расклепывало.
Достаточно подобрать марки стали с нужными свойствами , в результате можно и слой толстый и твердость высокую получить, еще и не требующей шлифовки после ТХО
Но сразу скажу, из обычной пищевой нержи 12х18н10т получается просто замечательно. Вот первый образец , еще с цельно стальным поршнем, сейчас стал делать поршни составные, рубашка точится из фторопласта, и в ней стальная вставка с фланцем , для увеличения площади на которую распределяется удар, иначе сердечник просто пробьет фторопласт

теперь поршеньки стали весом 1.5, 2.7 и 4. 2 грамма соответственно под разные работы, вот такие

для чего несколько разных? Для того чтоб не делать три ручки как в GRS , а только три поршенька, так как остальные промежуточные усилия удара поршня регулируются уменьшением- увеличением хода поршня , за счет резьбы на цилиндре . Пружинка подбирается несколько длинней, и по мере подгонки укорачивается до того момента, когда на максимальных оборотах при полностью ввернутой пружине , удары поршня едва слышны. Пружинка подобрана опытным путем и наиболее подходящей является из проволоки ф0.5-0.6мм
Вот в ролике регулировка ручки.
Это дает возможность иметь самый широкий диапазон мощности, от микрограверки именников до осаживания толстых крапанов.
Вот здесь показан диапазон возможностей этой очень простой машинки.
со стороны гравировка клейма выглядит так (камера автоматически усиливает звук, на самом деле в несколько раз тише)
этому пневмоштихелю , даже фильтра не нужны, мало того он абсолютно не чувствителен к зазорам, но он и не перекачивает воздух, он просто безрасходный, замкнутого цикла)))
Регулировка силы удара возможно и другим способом , например увеличением паразитного объема , как в пневмомолоте или способом частичной разгерметизации пневмосистемы, например форумчанин для регулировки поставил разгерметизирующий кран на цилиндре компрессорного блока.

