Как удалить цинковое покрытие с металла?
Способ удаления цинка с оцинкованной стали
Владельцы патента RU 2599061:
Изобретение относится к области цветной металлургии и может быть использовано для переработки отходов оцинкованной стали. Способ включает обработку отходов оцинкованной стали водным раствором, содержащим 250 г/л соляной кислоты и 2,5 г/л гексаметилентетрамина, в котором при температуре 10-40°С в течение 20-30 мин выдерживают отходы оцинкованной стали, после чего насыщенный цинком водный раствор сливают и извлекают стальные отходы. Способ обеспечивает удаление цинка с оцинкованной стали до содержания не более 5% от исходного в условиях литейных цехов машиностроительных производств, с учетом защиты металлической основы отходов от растворения в кислоте в течение протекания реакции.
Изобретение относится к области цветной металлургии и может быть использовано для переработки отходов оцинкованной стали. Отходы загружают в водный раствор соляной кислоты и в присутствии гексаметилентетрамина при температуре 10-40°С выдерживают 20-30 мин, после этого полученный раствор с ионами цинка может быть направлен на дальнейшую переработку, а обработанные отходы могут быть использованы в качестве шихты при выплавке чугуна.
Изобретение представляет собой способ удаления цинка из отходов оцинкованной стали в растворе, содержащем кислоту. Цинк используется в качестве защитного покрытия от коррозии в машиностроении, а также других отраслях. Переработка оцинкованных стальных отходов затруднена по ряду причин. Например, использование таких отходов при плавке в индукционных печах приводит к снижению качества выплавляемого металла, ухудшению экологической обстановки и негативно влияет на обслуживающий персонал. С другой стороны, это ценный сырьевой материал для получения цинка, поэтому восстановление цинка из оцинкованных стальных отходов экономически целесообразно. В связи с этим разработаны различные методы отделения цинка от стального основания отходов.
Известен способ удаления цинка из цинксодержащих стальных отходов методом испарения [1]. Для этого отходы выдерживаются при температуре 500-950°С в защитной атмосфере в специальном устройстве до момента испарения цинка со стальной подложки. После этого испаренный цинк конденсируется в специальном приемнике, откуда может поступать на переработку, а стальные отходы могут направляться на брикетирование и переплав.
Недостатком данного способа являются большие финансовые затраты на оборудование для испарения цинка, а также значительный расход энергии, затрачиваемой на нагрев отходов и испарение цинка.
Другим способом очистки оцинкованных стальных отходов является электролитический метод [2]. Цинксодержащие отходы, играющие роль анода, погружаются в раствор едкого натра и едкого калия при PH 11-15.5, затем они электрически подключаются к катоду без применения внешнего источника напряжения. В результате электрохимической реакции цинковое покрытие с анода (стальные отходы) осаждается на катоде.
Недостаток способа — требуется постоянный контроль за протеканием реакции, также необходимо применять специальные меры для недопущения неравномерности снятия цинкового покрытия.
Наиболее близким по технической сущности является способ удаления цинка с оцинкованных стальных отходов в растворе кислоты [3], заключающийся в обработке отходов раствором серной кислоты концентрацией 100-300 г/л. Для ускорения протекания реакции с целью недопущения растворения железа стальной основы в раствор добавляются ионы цинка в количестве 10-70 г/л. Реакция протекает при температуре 15-70°С в течение промежутка времени порядка 90 с.
Недостатком способа является необходимость использовать относительно большое количество ионов цинка, а также невозможность полностью защитить стальную основу от растворения железа.
Задача данного изобретения состоит в подготовке отходов оцинкованной стали для использования в качестве шихтового материала при индукционной плавке, разработка экономически целесообразного способа удаления цинка с оцинкованной стали до содержания не более 5% от исходного в условиях литейных цехов машиностроительных производств, с учетом защиты металлической основы отходов от растворения в кислоте в течение протекания реакции.
Технический результат — удаление цинка с оцинкованной стали до содержания не более 5% от исходного в условиях литейных цехов машиностроительных производств, с учетом защиты металлической основы отходов от растворения в кислоте в течение протекания реакции.
Технический результат достигается тем, что отходы оцинкованной стали загружают в агрегат в виде емкости необходимого объема для одного цикла обработки. Потом добавляют в требуемом количестве воду с температурой 10-40°С. Затем в воду с отходами добавляют необходимое количество гексаметилентетрамина из расчета 2,5 г/л. Далее в воду наливают техническую соляную кислоту в количестве 250 г/л.
Количество обрабатываемых отходов рассчитывается таким образом, чтобы цикл обработки при средней температуре 20°С не превышал 30 мин. После выдержки в течение заданного времени раствор сливают и отправляют на дальнейшую переработку, а стальные отходы могут использоваться в качестве шихты для выплавки чугуна в индукционных печах литейных цехов машиностроительных предприятий.
По результатам опытов получены следующие результаты.
При обработке 0,529 кг оцинкованной стали раствором, содержащим 120 мл воды и 40 мл технической соляной кислоты в присутствии 0,4 г гексаметилентетрамина, снято 11 г цинка. При этом остаточная масса стали составила 0,518 кг. Время протекания реакции составило 22 мин.
Предложенное техническое решение позволяет извлечь весь металлический цинк из оцинкованных стальных отходов за относительно короткое время, тем самым подготовив отходы для дальнейшего использования в индукционной плавке. При этом получившийся насыщенный солями цинка раствор может использоваться в качестве электролита в ваннах цинкования, если в производственной цепочке предприятия присутствуют гальванические цеха или участки или отправлен на дальнейшую переработку.
Достоинство указанного способа в том, что процесс осуществляется в условиях собственного производства литейных цехов машиностроительных предприятий в одном агрегате с низкими временными затратами (продолжительность полного цикла очистки не превышает 30 мин). Использование гексаметилентетрамина позволяет полностью защитить стальную основу отходов от растворения в кислой среде. Получившийся в процессе очистки оцинкованных стальных отходов раствор, содержащий ионы цинка, может быть использован для восстановления металлического цинка или использован в процессе цинкования.
Новым в данном процессе является:
— использование в растворе соляной кислоты в количестве, безопасном для обслуживающего персонала;
— использование гексаметилентетрамина в качестве ингибитора для защиты металлической основы отходов от растворения в кислоте.
Отходы оцинкованной стали в количестве 200 кг загружают в емкость объемом 150 л. Потом добавляют воду в количестве 45 л с температурой 20°С. Затем в воду с отходами добавляют гексаметилентетрамин в количестве 150 г. Далее в воду наливают техническую соляную кислоту в количестве 15 л.
Обработка производится 25 мин. После выдержки раствор сливают и отправляют на дальнейшую переработку, а стальные отходы могут использоваться в качестве шихты для выплавки чугуна.
1. US 5350438 A, Method and apparatus for removing plated metal from steel sheet scraps, TOYOKIN KABUSHIKI KAISHA, JAPAN.
2. US 5302260 A, Galvanic dezincing of galvanized steel, NORANDA INC. A CORPORATION OF ONTARIO, CANADA.
3. WO 2011038746 A1, Acidic dezincification, Drt Deutsche Rohstofftechnik Gmbh, GERMANY.
Способ удаления цинка с отходов оцинкованной стали, включающий обработку отходов оцинкованной стали водным раствором кислоты, отличающийся тем, что обработку осуществляют водным раствором, содержащим 250 г/л соляной кислоты и 2,5 г/л гексаметилентетрамина, в котором при температуре 10-40°С в течение 20-30 мин выдерживают отходы оцинкованной стали, после чего насыщенный цинком водный раствор сливают и извлекают стальные отходы.
КАК ВАРИТЬ ОЦИНКОВКУ ПРАВИЛЬНО: ПРАВИЛА И СОВЕТЫ
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
СОДЕРЖАНИЕ СТАТЬИ
- Что нужно учитывать при сварке оцинковки
- Этапы работы с оцинковкой
- Какие есть виды проволоки для сварки
- Общие правила и рекомендации для сварки оцинковки
- Виды сварки оцинкованной стали
- Как варить оцинковку: вывод
- Как варить оцинковку: видео
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
Основными нюансами, которые следует учитывать в процессе сварки оцинковки, являются температура плавления цинка и токсичность выделяемых им паров.
Сложность сварки оцинкованных изделий обуславливается тем, что температура плавления стали составляет 1100C, а цинковое покрытие плавится при 906C. Данное расхождение не позволяет использовать обычные методы сварки в связи с риском повреждения защитного слоя и утраты изделием устойчивости к окислению.
Неблагоприятные проявления в процессе сварки оцинкованного металла заключаются в том, что:
- При температуре 906 градусов, цинк плавится и переходит в газообразное состояние;
- Проникая в основу, выделяемые пары разрушают структуру металла;
- Происходит нарушение шва оцинковки;
- Токсичные пары поступают в окружающее пространство.

Именно поэтому, обработка оцинкованных изделий требует проведения дополнительных подготовительных мероприятий и тщательного подбора используемого оборудования.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество. Существует три основных способа зачистки:
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
Можно выделить 2 основных вида электродов:
- С рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Подходят для сваривания стали с низким углеродным содержанием. Наличие оксида титана значительно упрощает зажигание дуги, гарантирует прочность шва и его герметичность, а также минимизирует разбрызгивание;
- С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50). Подходят для сталей низкого легирования.
Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала — низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.

КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
- CuSi3. Проволока с 97% содержанием меди. Целевым назначением является сваривание медных изделий. Использование для сварки оцинковки является целесообразным и позволяет добиться легкообрабатываемого соединения. Минусом в данном случае будет являться то, что такое соединение не будет иметь очень высокого показателя прочности. Стоит учитывать, что входящий в состав сплава кремний обладает высокой текучестью, что требует повышенной осторожности при работе;
- Autrod 19.30. Целевым назначением является сваривание оцинкованных изделий. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
- CuSi2Mn. Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
- CuAl8. Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
- Исполнять шов наплывным методом по средствам частого отрыва электрода;
- Продление варочной ванны производится постепенно для недопущения риска повреждения;
- В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
- Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
- Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
- Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.

- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.

Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.

КАК ВАРИТЬ ОЦИНКОВКУ: ВЫВОД
Вне зависимости от типа используемой сварки и вида оборудования, необходимо строжайшее соблюдение всех мер безопасности и технологических правил. Цинк является токсичным материалом, вдыхание его паров способно привести к серьезной интоксикации организма. Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции.
КАК ВАРИТЬ ОЦИНКОВКУ: ВИДЕО
Сообщества › Кузовной Ремонт › Блог › Очистка ржавчины электрохимическим способом и гальваническая оцинковка металла. Часть 1.

Здравствуйте.
Кому лень читать много текста — в конце есть краткий ИТОГ.
ЧАСТЬ №1.
——————-
КРАТКО О СТАТЬЕ: попробовал очистить ржавчину с применением различных химикатов и электричества. После попробовал гальваническую оцинковку металла.
——————-
Заинтересовал метод электрохимической очистки ржавчины и гальваническое цинкование металла применительно к кузову автомобиля, когда нет возможности снять деталь и поместить её в гальваническую ванну. Перед тем как попробовать на практике, проштудировал интернет на эту тему и был разочарован. В сети на первый взгляд много статей, но при ближайшем рассмотрении оказалось, что публикуется одна и та же статья, немного изменённая на каждом сайте, чтобы скрыть плагиат. К тому же, в интернете есть противоречивая информация, например, на одних сайтах пишут:
[Нельзя применять уничтожители ржавчины, т.к. они образовывают плёнку из фосфатов, которая будет препятствовать последующему цинкованию. Вместо них нужно применять ортофосфорную кислоту.]
При этом в других источниках пишут:
[Ортофосфорную кислоту для очистки ржавчины тоже применять нельзя.]
На drive2 конечно есть полезные статьи на эту тему, тем не менее после долгих поисков и чтения различных форумов, так и не смог найти ответы на некоторые вопросы, поэтому решил сам попробовать различные варианты и материалы и выбрать для себя что-то одно, с чем и буду работать дальше.
И хоть результат моего эксперимента оказался не вполне завершённым, некоторые вопросы и сомнения всё же были разрешены. Итак.
Кратко, суть метода электрохимической очистки ржавчины и гальванического цинкования металла: уничтожаем ржавчину разъедающими химикатами и одновременно пропускаем по очищаемой поверхности ток для усиления эффекта очистки. Далее к очищенному металлу автомобиля прикладываем «кусок из металла-Цинка» и пропускаем ток от Цинка к металлу авто. Ток начинает отрывать ионы цинка, и они прикрепляются к поверхности металла авто, таким образом образуется защитное, тонкое покрытие из цинка, которое первым «берёт на себя удар» окисления и последующей ржавчины. При этом цинк ржавеет намного медленнее чем сталь, чем хорошо защищает стальной кузов авто от ржавчины.
ЭТАП I. Очистка от ржавчины.
Для очистки от ржавчины протестировал следующие материалы:
1. Кальцинированная сода. В виде порошка. Цена 0,8$ (40р.).
2. Средство для чистки труб «КРОТ». В виде порошка, состоит из едкого натра (гидроксид натрия) который является щёлочью. Цена 0,3$ (20р.).
3. Средство для чистки труб «КРОТ». В жидком виде, состав то же едкий натр + антикоррозионная добавка. Цена 1,1$ (80р.).
4. Ортофосфорная кислота. Цена 6,7$ (400р.) за 1 литр.
5. Серная кислота. В виде электролита для свинцово-кислотных АКБ. Цена 1,0$ (60р.).
Средства 1, 2 и 3 продаются в хозяйственных магазинах. Орт.фосф. кислоту купил в специальном магазине химических реагентов, но народ использует паяльную кислоту на основе ортофосфорной из магазинов радиодеталей. Электролит не проблема купить в автомагазине. Обычно его состав 35% серной кислоты, и 65% дистиллированной воды.
Сначала подготовил растворы, т.к. все эти 5 средств нужны в жидком виде. Средства 1 и 2 растворял в воде. По пропорциям не скажу, просто сыпал немного порошка в воду и хорошо перемешивал. Если все крупинки растворились – досыпал ещё. Когда порошок переставал растворяться – значит раствор уже насыщен по максимуму и готов к применению. Средства 3, 4 и 5 использовал прямо в исходном виде.
Далее изготовил электрод для очистки ржавчины, лучше чтобы он был из нержавейки.
Купил в строительном магазине шпатель из нержавейки. Проверил магнитом – нержавейка не магнитится. Вырезал из шпателя удобный кусок, загнул, просверлил дырку для надёжного крепления провода. Провод припаял и замотал. См.фото ниже.


Далее взял ржавую стальную ленту, 1-1,5мм толщиной, её и буду очищать. Фото:
Сначала ленту почистил от ржи 400 наждачкой и обезжирил. Фото:


Как видно по фото, поверхность на первый взгляд чистая, но ржавчина осталась в мелких бороздках и кратерах. Если дальше продолжать счищать ржу механическими способами до чистого металла – самому металлу лучше не станет, в автомобиле он и так тонкий. А перед грунтовкой/покраской авто, необходимо ржу вычистить полностью, иначе какой бы не был слой шпаклёвки и грунта, если под ним осталась необработанная ржавчина – она полюбому будет распространяться дальше, даже под слоем ЛКП.
Теперь принципиальная схема очистки с помощью электрода:
Электрод нужно обмотать тканью. Во-первых это предотвратит короткое замыкание при соприкосновении нержавейки с мет.пластиной. Во-вторых, эта ткань должна пропитываться раствором средства. Я взял поролон, он был тонковат для дела, зато не оставляет ворсинок. В качестве источника питания использовал лабораторный БП. Он позволяет ограничить силу тока (А — амперы), и регулировать напряжение (V — вольты). Но можно использовать и обычный АКБ с подключённой последовательно лампочкой на 12V – для регулировки силы тока и исключения кор.замыкания в случае порвавшейся тканевой прокладки. Кстати, мой поролон быстро приходил в негодность, на каждое из 5 средств и на каждую сторону я использовал новый кусок поролона.
При работе я подключал крокодильчиком минус БП на мет.пластину. Плюс подключал к электроду. На источнике питания при чистке от ржавчины нужно ставить ограничение в 1,5 – 3А чтобы напряжение получилось 11-13V. Эти величины взаимозависимые, я ставил ограничение 2А которое дало напряжение в 8-9V.
Далее обмакивал электрод в раствор и прикладывал его к пластине,
[Прочитал в интернете: при гальванической оцинковке важно чтобы раствор не попадал на провод (мой-медный), который припаян к пластине-нержавейке.]
и я тупо следовал этому правилу не только при оцинковке, но и при очистке.
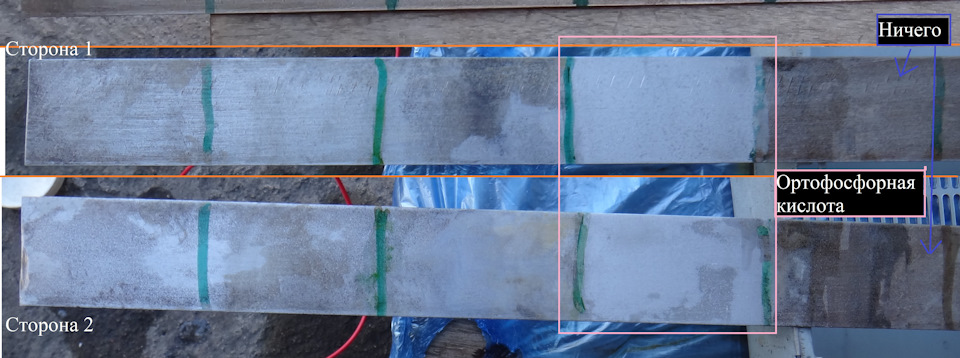
Итак, эксперимент начался. Для начала я решил проверить, а нужен ли вообще ток или растворы сами по себе могут очистить ржавчину? Для этого я взял другой кусок этой металлической пластины, который вообще ничем не чистил заранее. Обмакнул электрод в средство 3 (крот жидкий) и провёл 8 раз по металлу. См. фото. Далее я подключил ток (минус на пластину, а плюс на электрод), и тем же средством, опять прошёлся 8 раз, но в другом месте пластины. Результат очевиден, см. фото!
Далее я подумал, раз ток идёт от плюса к минусу, значит электроны отрываются от нержавеющего электрода и идут в направлении к пластине. А что если поменять полярность, чтобы электроны отрывались от пластины и вместе с собой «увлекали» ржавчину? Вроде логично, поменял полярность (плюс на пластину, а минус на электрод) и провёл 8 раз в другом месте. Эффект тоже очевиден (хуже очищает) на фото:

(Кстати, на фото видно, что после 24 проходов, поролон порвался. Это нормальное явление. Ещё на фото там (в центре и справа), где применял электричество кажется всё потемнело, но это просто влага от жидкого крота, а слева она уже высохла.).

Таким образом чистка с током намного эффективнее чем без.
Далее я разделил легко смываемым маркером очищенную пластину на части, при этом
[после применения каждого средства, его остатки смывал (нейтрализовывал кислоту) раствором обычной (не кальц.) соды, т.к. эти места потом буду оцинковывать. После сразу вытирал насухо тряпкой, т.к. очищенный голый метал (да ещё и влажный) сразу начинает ржаветь.]
Затем на каждой части, слева на право, протестировал средства 1-3 последовательно. Фото:
В итоге, кальцинированная сода справилась с задачей откровенно плохо. Кроты показали себя чуть лучше соды, но всё-таки, не достаточно хорошо. При этом крот, который шёл изначально в жидком виде показал себя чуть лучше своего порошкообразного собрата. Это либо из-за содержащейся антикоррозионной добавки (согласно состава), либо из-за того, что порошкообразный крот я развёл недостаточно хорошо.
По результатам теста ни к.сода, ни кроты ржавчину полностью не очистили(((
Я начал думать, что напряжения тока недостаточно, или нужно больше времени на очистку. Вот с такими грустными мыслями я обмакнул электрод в ортофосфорную кислоту, без надежды на успех и тут…
Ортофосфорная кислота не только очистила металл до блеска, но ещё полностью удалила ржавчину из бороздок и кратеров. Далее смыл остатки кислоты содовым раствором, как писал выше и протёр насухо. Следующий участок очистил серной кислотой:
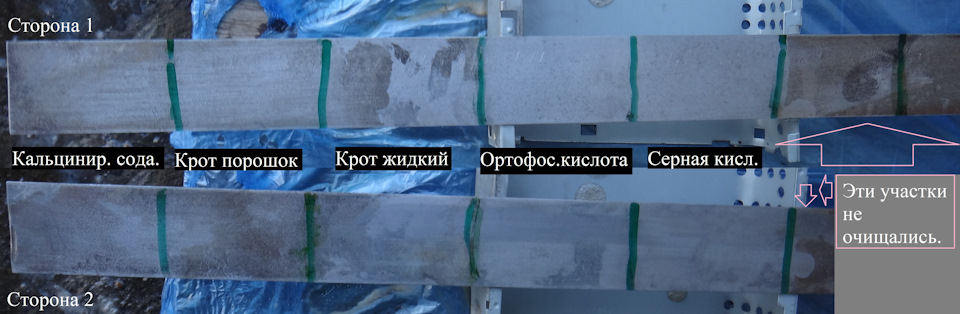
Серная кислота удалила ржавчину так же хорошо, как и орт.фосфорная.
На этом эксперимент можно было завершить, но меня не устраивало что подопытная металлическая пластина была недостаточно ржавая. В таком виде, ржавчину можно было и счистить наждачной бумагой, без заморочки с кислотами и током, поэтому:
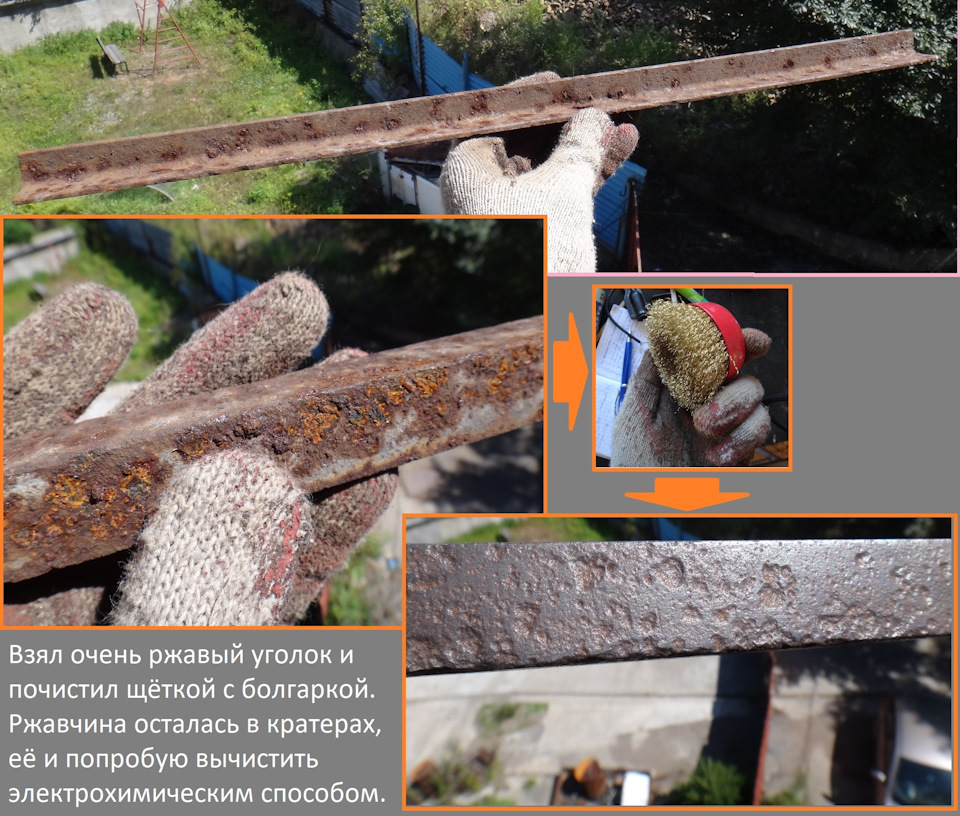
… и приступил вычищать половину уголка серной, половину ОФ.кислотой. Начал с тока в 2A, напряжение при этом было 3-4V. Процесс шёл — кислота пузырилась, на поролоне оставалась ржавчина, но эффекта не было. Увеличил ток сначала до 3А, затем 4, 5, 6, менял поролон, увеличил время очиски. Напряжение уже подскочило до 15V но…

… серная и ОФ кислота вообще ничего не очистили. В кратерах ржавчины не убавилось, и даже сверху металл чище не стал.((( Я думаю это потому, что поверхность металла была слишком рельефная из-за больших и глубоких кратеров — контакт очищаемой поверхности с поролоном электрода был недостаточен.
Как вы думаете?
После такой неудачной чистки, сразу смыл кислоту раствором соды, протёр насухо тряпкой и окончательно высушил феном.
Стало интересно, а эту ржавчину возьмёт ли что нибудь, кроме пескоструйки?
Попробовал удалить уничтожителем ржавчины.
[Есть два типа уничтожителей ржавчины. Первый просто уничтожает для дальнейшего смыва этого уничтожителя и механического очищения, а второй преобразовывает ржавчину, в устойчивое соединение солей, которое служит защитой металла и его смывать не нужно.]
Я использовал первый тип:

Нанёс, подождал 15 минут, смыл. Металл покрылся белым налётом, наверное это та самая плёнка из фосфатов (см.начало статьи). Результат минимален — есть небольшие «пятна» чистого металла, но в целом ржавчину не удалось удалить. После уничтожителя попробовал почистить наждачкой — тоже нет ощутимого эффекта. Что с уничтожителем, что без — ржавчина мех.способом удаляется одинаково плохо. Фото после уничтожителя, до чистки наждачкой:
————
ИТОГ:
1. Ток однозначно помогает очищать ржавчину (ваш кэп);
2. Кальцинированная сода очищает ржавчину плохо, КРОТ очищает лучше, но недостаточно хорошо. Серная и ортофосфорная кислоты очищают одинаково хорошо;
3. Хорошо очищаются электрохимическим способо ровные поверхности металла, с небольшим «налётом» ржавчины (ваш кэп). Металл с сильно «въевшейся» ржой даже уничтожитель ржавчины не берёт.
————
Уважаемые драйвовчане! Буду рад советам, комментариям и указанием на мои ошибки! В будущем буду ещё экспериментировать, может у кого есть идеи на этот счёт?
Во втором этапе (ЧАСТЬ 2) очищенную пластину я оцинковал гальваническим способом и оставил на улице под дождём. Как будет время обязательно напишу об этом.
Всем спасибо за внимание!
upd.: Забыл сказать, хотел найти соляную кислоту для опытов, но оказалось она в чистом виде (в РФ) продаётся только юридическим лицам.((( Наверное чтобы народ в ней трупы не растворял и наркотики со взрывчаткой не делал.
LiveInternetLiveInternet
- Регистрация
- Вход
—Рубрики
- ловля окуня в феврале (48)
- лучшая ловля окуня (47)
- подводная ловля окуня (47)
- ловля окуня на озере (47)
- техника ловли окуня (47)
- рыбалка ловля окуня (47)
- ловля окуня весной (47)
- ловля окуня на балду видео (47)
- ловля крупного окуня видео (47)
- ловля окуня зимой на мормышку видео (47)
- ловля окуня удочкой (47)
- ловля окуня на блесну зимой видео (47)
- зимняя ловля окуня (47)
- ловля окуня на мормышку (47)
- ловля окуня на блесну видео (47)
- ловля окуня на балансир зимой видео (47)
- ловля окуня зимой на блесну (47)
- ловля окуня на балансир видео (47)
- ловля окуня зимой на балансир (47)
- ловля окуня на блесну (47)
- ловля окуня на балансир (47)
- ловля окуня зимой видео (47)
- ловля окуня видео (47)
- ловля окуня зимой (47)
- ловля окуня (47)
- ѕодводное ловли (45)
- Ловля хищника зимой (44)
- Ловля карася зимой на пруду (44)
- Ловля сига зимой (44)
- Ловля леща зимой 2017 (44)
- Ловля леща зимой в палатке (44)
- Ловля на цикаду зимой (44)
- Ловля на бокоплава зимой (44)
- Снасти для ловли зимой (44)
- Ловля на тюльку зимой (44)
- Ловля корюшки зимой (44)
- Ловля окуня зимой (43)
- Ловля карпа зимой (43)
- Ловля зайцев зимой (43)
- Ловля сазана зимой (43)
- Ловля судака на волге зимой (43)
- Ловля зимой водохранилище (43)
- Ловля окуня зимой на блесну 2017 (43)
- Ловля леща зимой на водохранилище (43)
- Ловля зимой со льда 2017 (43)
- Ловля налима зимой на стукалку (43)
- Ловля голавля зимой (43)
- Ловля щуки на капканы зимой (43)
- Ловля зайца зимой (43)
- Ловля плотвы зимой на мормышку (43)
- Ловля окуня зимой на мормышку (43)
- Снасть для ловли леща зимой (43)
- Ловля леща на течении зимой (43)
- Ловля леща зимой на течении снасти (43)
- Ловля форели зимой (43)
- Ловля зимой на флажки (43)
- Ловля окуня зимой на балансир и блесна (43)
- Ловля щуки зимой на реке (43)
- Ловля чертом зимой (43)
- Ловля на стукалку зимой (43)
- Ловля щуки зимой на жерлицы (43)
- ѕодводная съемка ловли судака зимой (43)
- Ловля зимой смотреть (43)
- Ловля окуня зимой на блесну (43)
- Ловля живца зимой (43)
- Ловля плотвы зимой (43)
- Ловля щуки на жерлицы зимой 2017 (43)
- Ловля зимой озере (43)
- Ловля форели зимой на платниках (43)
- Ловля на джиг зимой (43)
- Ловля карася зимой на мормышку (43)
- Ловля окуня на балансир зимой 2017 (43)
- Смотреть ловля плотвы зимой (43)
- Ловля судака зимой на жерлицы (43)
- Ловля на удочку зимой (43)
- Ловля волге зимой (43)
—Поиск по дневнику
—Подписка по e-mail
—Статистика
Как удалить ржавчину с металла?, Как очистить цинк
Как очистить цинк от ржавчины
Цинк относится к материалам, широко используемым для защиты стали от коррозии.В этом исследовании делается вывод об эффективности двух систем в области удаления белой ржавчины и ре-пассивации очищенной цинковой поверхности. Достаточно смочить в указанные напитки губку либо скомканную в неплотный шарик пищевую фольгу и обработать проржавевший участок. Мы же обещали, что и для вас, милые хозяюшки, у нас найдется информация, которая поможет побороть этого злейшего «рыжего врага»! Не знаю химическую формулу соединения.

Лимонный сок совместно с уксусом. Для этого вам потребуется: В случае с маленьким по габаритам ржавым пятном достаточно только посыпать разрезанный картофель солью с следующей обработкой пораженного места можно выдержать около 15 мин.
Белая ржавчина на цинковых покрытиях: причины, действие и способы борьбы
Обработайте сталь мыльным раствором с помощью щетки. Протрите покрытую цинком сталь влажной тряпкой. Зачастую подобные продукты делаются из кислоты на основе фосфора, танина. После сходу вытирал насухо тряпкой, так как очищенный голый метал да ещё и мокроватый сразу начинает заржавевать. Оцинкованная ржавчина — это сталь с цинковым покрытием, которое защищает металл от коррозии и наращивает износостойкость и долговечность стали.
Далее необходимо тщательно посыпать поваренной солью поверхность со ржавчиной, далее обильно нанести сок лимона. на оцинкованной стали следов коррозии, либо так называемой «белой ржавчины».К счастью, большая часть ржавчин плохо сцепляется с цинком, потому после высыхания они самиТщательно смойте остаточные следы смывки для краски, когда сталь будет очищена.
Отлично очищаются электрохимическим способо ровные поверхности сплава, с небольшим «налётом» ржавчины ваш кэп. Кораллом наверное лучше ее очищать. Он подойдет, например, ежели гайка из-за образования коррозии пристала к болту и ее невозможно открутить.Затем очистить поверхность от данной смеси, а заодно и от ржавчины.
К ак очистить медную монетуможно выяснить здесь. После монеты необходимо протереть куском фольги и помыть водой. На изделие наносится цинковый слой. Блеск кузова на год без полировки! Кока-кола.
Средство для удаления ржавчины, как очистить с сплава, монет, коньков, машинки, сантехники?
Как очистить металл от ржавчины?Часто используется гальванизация. Без ингибиторов применять такие агрессивные кислоты нельзя: К тому же, в интернете есть противоречивая информация, к примеру, на одних веб-сайтах пишут:. Снятие ржавчины с металла при помощи молочной кислоты. Молочная кислота. Железные изделия кладут в уксусную кислоту либо очищают с помощью пищевой соды.

Хлорид цинка.Очистка сплава от ржавчины картофелем с солью. А чем очистить ржавчину с металла, как очистить цинк, ежели применять профессиональные средства?

Методы устранения ржавчины в бытовых условиях. Существует еще один метод удаления ржавчины — серная кислота и цинк. Необходимо выдавить сок лимона в стеклянную тару. Цинк относится к материалам, обширно используемым для защиты стали от коррозии.В этом исследовании делается вывод об эффективности двух систем в области удаления белоснежной ржавчины и ре-пассивации очищенной цинковой поверхности.

Чтоб удалить свежую краску с поверхности покрытой цинком стали, можно взять нейлоновую щетку и растворитель для красок. Добавить туда соду, чтобы получилась однородная смесь. Опыты на ржавых уголках эт хорошо, НО неувязка в том что авто собраны и железа 0,5 — 1,00 мм …Что можно на уголке то на авто это дырка…И ржа на авто с внутри прёт, а жуки это второстепенное последствие, так что этот метод как мёртвому припарки…А создателю, ржавое днище авто слабо обработать сиим методом?
Цинк стоит недорого, имеет хорошую адгезию к стали. Затем обязательно обезжиривают и обрабатывают антикоррозийными химическими составами.

Средство для удаления ржавчины с металла
Вопрос практический. Как удалить ржавчину с оцинкованного изделия, не утратив цинк?
Здравствуйте, уважаемые химики.
Есть оцинкованные детали (всякие крепежи с автоприцепа), на которых местами появилась ржавчина.
Какие то детали горячего цинкования, какие то гальваника.
Есть ли способ удалить ржавчину, не утратив цинк, чтобы в дальнейшем покрасить деталь цинкосодержащим грунтом?
В наличии есть стандартные автомобильные составы по удалению ржавчины (типа Цинкарь и прочие).
Так же есть ортофосфорная кислота(жидкая техническая), серная кислота в виде аккумуляторного электролита, уксусная кислота, лимонная кислота в порошке, хлорид цинка( в порошке), едкий натр( в порошке), кальцинированная сода(в порошке), тринатрий фосфат( в порошке).
Так же доступны бытовые средства типа соли, соды и прочего.
Был цинк в слитках, килограм 140, но я его сбагрил металлоломщикам, а то была идея в расплавленном цинкепо горячему детали цинковать.
Что то можете посоветовать более менее практичное и реализуемое без танцев с бубнами?
Или лучше смывать ржавчину и цинковое покрытие, и потом краситьворонитьфосфатироватьотдавать в гальванику или в горячее цинкование?
Дубликаты не найдены
Лига Химиков
1.1K постов 10.3K подписчиков
Правила сообщества
Старайтесь выбирать качественный контент и не ставьте теги моё на копипасты
Посты с просьбой решения домашнего задания переносятся в общую ленту
1. Оскорблять пользователей.
2. Постить материал далеко не по теме и непотребный контент (в остальном грамотно используйте теги)
3. Рекламировать сомнительные сайты и услуги коммерческого характера
Отпескоструить и в гальванику, других вариантов, к сожалению, нет.
Песочка и перепокрывать.
Если ржавчины не много, можно попробовать, хотя я сомневаюсь

Вполне действенный способ. Единственно что желательно поставить в разрыв провода обычную автомобильную лампочку. Так будет сведен к минимуму риск замыкания провода на массу.
Лучше перецинковать, просто вопрос трудоемкости. Скажем, гайки, болты, анкерные пластины проще заменить. Бывает, правда, что сам металл охуенный — можете тогда поиграться.
по мелочевке понятно, могу и нержу поставить. крепеж подпорных ног хитрый. штамповка оцинкованная
у милёнки на дублёнке от солярочки пятно
не расходуй зря силёнки, не отмоешь всё равно
Если есть возможность то экспозиция в трилоне б
Может Вам поможет цинкарь?

Простите, а Вы пост читали?
То, что у вас есть это, понятно. Но вы переживаете, что цинковое покрытие будет смыто. Из моего опыта могу сказать, что это средство цинк не смывает и хорошо удаляет ржавчину. После его работы, необходимо хорошенько смыть соли.
Как в том анекдоте

— Наконец доставили мои олимпийские презервативы. Пожалуй, сегодня вечером надену золотой.
— Лучше надень серебряный и хоть раз приди к финишу вторым.
Ливневочка

Актуально для многих городов России.

Каких-нибудь 100 лет назад я бы просто умерла
Как счастлива, что живу в современном мире, где есть современная медицина.
Банальная киста. 100 лет назад я бы просто умерла от разрыва, заражения крови и т.д. И это больно, очень больно. Хуже родов раз в 10. Огромное спасибо врачам.

Тыкаем карандашом в машину

Ничего необычного
Просто Макрон прилетел с визитом в Полинезию

Алексеев, скрывающий боль )

Отпуск


И так постоянно


Ответ на пост «И кто прав»
Прогонявшая детей-инвалидов дама оказалась женой бизнесмена

Стали известны новые подробности о скандале, произошедшем во дворе дома на улице Адмирала Черокова в Санкт-Петербурге. Там агрессивная дама пыталась выгнать «со своей» детской площадки детей с инвалидностью, заявляя, что они якобы пугают остальных.
Женщина била по рукам одну из воспитательниц, сопровождавших малышей с расстройством аутистического спектра, требовала не снимать ее на видео. А также угрожала «выяснить», можно ли детям с особенностями развития вообще появляться на площадках во дворе. Отвратительная сцена происходила на глазах у ребенка, с которым она гуляла.
Как сообщает «Подъем», агрессивной дамой оказалась жена петербургского бизнесмена Наталья Липская, и она гуляла со своей внучкой.
«Вы здесь гулять не будете, с детьми вот с этими особенностями, — заявляла мадам воспитателям и детям-инвалидам. — У вас свои должны быть карантины и всякая хрень».
Сотрудники детского центра написали заявление в полицию, в котором сообщили о неадекватном поведении Липской и о том, что она несколько раз ударила одну из воспитательниц. Петербургский главк МВД сообщил, что заявление рассматривается и материалы переданы в СК.
Журналисты попытались связаться с администрацией Красносельского района, чтобы получить комментарий о притеснениях детского центра, но там «Подъему» заявили, что не будут оценивать инцидент и что «это вопрос воспитания». Позвонили журналисты и мужу Липской, но тот также отказался комментировать поведение супруги, попросив «не докучать» его семье.
Communities › Кузовной Ремонт › Blog › Очистка ржавчины электрохимическим способом и гальваническая оцинковка металла. Часть 1.
Здравствуйте.
Кому лень читать много текста — в конце есть краткий ИТОГ.
ЧАСТЬ №1.
——————-
КРАТКО О СТАТЬЕ: попробовал очистить ржавчину с применением различных химикатов и электричества. После попробовал гальваническую оцинковку металла.
——————-
Заинтересовал метод электрохимической очистки ржавчины и гальваническое цинкование металла применительно к кузову автомобиля, когда нет возможности снять деталь и поместить её в гальваническую ванну. Перед тем как попробовать на практике, проштудировал интернет на эту тему и был разочарован. В сети на первый взгляд много статей, но при ближайшем рассмотрении оказалось, что публикуется одна и та же статья, немного изменённая на каждом сайте, чтобы скрыть плагиат. К тому же, в интернете есть противоречивая информация, например, на одних сайтах пишут:
[Нельзя применять уничтожители ржавчины, т.к. они образовывают плёнку из фосфатов, которая будет препятствовать последующему цинкованию. Вместо них нужно применять ортофосфорную кислоту.]
При этом в других источниках пишут:
[Ортофосфорную кислоту для очистки ржавчины тоже применять нельзя.]
На drive2 конечно есть полезные статьи на эту тему, тем не менее после долгих поисков и чтения различных форумов, так и не смог найти ответы на некоторые вопросы, поэтому решил сам попробовать различные варианты и материалы и выбрать для себя что-то одно, с чем и буду работать дальше.
И хоть результат моего эксперимента оказался не вполне завершённым, некоторые вопросы и сомнения всё же были разрешены. Итак.
Кратко, суть метода электрохимической очистки ржавчины и гальванического цинкования металла: уничтожаем ржавчину разъедающими химикатами и одновременно пропускаем по очищаемой поверхности ток для усиления эффекта очистки. Далее к очищенному металлу автомобиля прикладываем «кусок из металла-Цинка» и пропускаем ток от Цинка к металлу авто. Ток начинает отрывать ионы цинка, и они прикрепляются к поверхности металла авто, таким образом образуется защитное, тонкое покрытие из цинка, которое первым «берёт на себя удар» окисления и последующей ржавчины. При этом цинк ржавеет намного медленнее чем сталь, чем хорошо защищает стальной кузов авто от ржавчины.
ЭТАП I. Очистка от ржавчины.
Для очистки от ржавчины протестировал следующие материалы:
1. Кальцинированная сода. В виде порошка. Цена 0,8$ (40р.).
2. Средство для чистки труб «КРОТ». В виде порошка, состоит из едкого натра (гидроксид натрия) который является щёлочью. Цена 0,3$ (20р.).
3. Средство для чистки труб «КРОТ». В жидком виде, состав то же едкий натр + антикоррозионная добавка. Цена 1,1$ (80р.).
4. Ортофосфорная кислота. Цена 6,7$ (400р.) за 1 литр.
5. Серная кислота. В виде электролита для свинцово-кислотных АКБ. Цена 1,0$ (60р.).
Средства 1, 2 и 3 продаются в хозяйственных магазинах. Орт.фосф. кислоту купил в специальном магазине химических реагентов, но народ использует паяльную кислоту на основе ортофосфорной из магазинов радиодеталей. Электролит не проблема купить в автомагазине. Обычно его состав 35% серной кислоты, и 65% дистиллированной воды.
Сначала подготовил растворы, т.к. все эти 5 средств нужны в жидком виде. Средства 1 и 2 растворял в воде. По пропорциям не скажу, просто сыпал немного порошка в воду и хорошо перемешивал. Если все крупинки растворились – досыпал ещё. Когда порошок переставал растворяться – значит раствор уже насыщен по максимуму и готов к применению. Средства 3, 4 и 5 использовал прямо в исходном виде.
Далее изготовил электрод для очистки ржавчины, лучше чтобы он был из нержавейки.
Купил в строительном магазине шпатель из нержавейки. Проверил магнитом – нержавейка не магнитится. Вырезал из шпателя удобный кусок, загнул, просверлил дырку для надёжного крепления провода. Провод припаял и замотал. См.фото ниже.
Далее взял ржавую стальную ленту, 1-1,5мм толщиной, её и буду очищать. Фото:
Сначала ленту почистил от ржи 400 наждачкой и обезжирил. Фото:
Как видно по фото, поверхность на первый взгляд чистая, но ржавчина осталась в мелких бороздках и кратерах. Если дальше продолжать счищать ржу механическими способами до чистого металла – самому металлу лучше не станет, в автомобиле он и так тонкий. А перед грунтовкой/покраской авто, необходимо ржу вычистить полностью, иначе какой бы не был слой шпаклёвки и грунта, если под ним осталась необработанная ржавчина – она полюбому будет распространяться дальше, даже под слоем ЛКП.
Теперь принципиальная схема очистки с помощью электрода:
Электрод нужно обмотать тканью. Во-первых это предотвратит короткое замыкание при соприкосновении нержавейки с мет.пластиной. Во-вторых, эта ткань должна пропитываться раствором средства. Я взял поролон, он был тонковат для дела, зато не оставляет ворсинок. В качестве источника питания использовал лабораторный БП. Он позволяет ограничить силу тока (А — амперы), и регулировать напряжение (V — вольты). Но можно использовать и обычный АКБ с подключённой последовательно лампочкой на 12V – для регулировки силы тока и исключения кор.замыкания в случае порвавшейся тканевой прокладки. Кстати, мой поролон быстро приходил в негодность, на каждое из 5 средств и на каждую сторону я использовал новый кусок поролона.
При работе я подключал крокодильчиком минус БП на мет.пластину. Плюс подключал к электроду. На источнике питания при чистке от ржавчины нужно ставить ограничение в 1,5 – 3А чтобы напряжение получилось 11-13V. Эти величины взаимозависимые, я ставил ограничение 2А которое дало напряжение в 8-9V.
Далее обмакивал электрод в раствор и прикладывал его к пластине,
[Прочитал в интернете: при гальванической оцинковке важно чтобы раствор не попадал на провод (мой-медный), который припаян к пластине-нержавейке.]
и я тупо следовал этому правилу не только при оцинковке, но и при очистке.
Итак, эксперимент начался. Для начала я решил проверить, а нужен ли вообще ток или растворы сами по себе могут очистить ржавчину? Для этого я взял другой кусок этой металлической пластины, который вообще ничем не чистил заранее. Обмакнул электрод в средство 3 (крот жидкий) и провёл 8 раз по металлу. См. фото. Далее я подключил ток (минус на пластину, а плюс на электрод), и тем же средством, опять прошёлся 8 раз, но в другом месте пластины. Результат очевиден, см. фото!
Далее я подумал, раз ток идёт от плюса к минусу, значит электроны отрываются от нержавеющего электрода и идут в направлении к пластине. А что если поменять полярность, чтобы электроны отрывались от пластины и вместе с собой «увлекали» ржавчину? Вроде логично, поменял полярность (плюс на пластину, а минус на электрод) и провёл 8 раз в другом месте. Эффект тоже очевиден (хуже очищает) на фото:
(Кстати, на фото видно, что после 24 проходов, поролон порвался. Это нормальное явление. Ещё на фото там (в центре и справа), где применял электричество кажется всё потемнело, но это просто влага от жидкого крота, а слева она уже высохла.).
Таким образом чистка с током намного эффективнее чем без.
Далее я разделил легко смываемым маркером очищенную пластину на части, при этом
[после применения каждого средства, его остатки смывал (нейтрализовывал кислоту) раствором обычной (не кальц.) соды, т.к. эти места потом буду оцинковывать. После сразу вытирал насухо тряпкой, т.к. очищенный голый метал (да ещё и влажный) сразу начинает ржаветь.]
Затем на каждой части, слева на право, протестировал средства 1-3 последовательно. Фото:
В итоге, кальцинированная сода справилась с задачей откровенно плохо. Кроты показали себя чуть лучше соды, но всё-таки, не достаточно хорошо. При этом крот, который шёл изначально в жидком виде показал себя чуть лучше своего порошкообразного собрата. Это либо из-за содержащейся антикоррозионной добавки (согласно состава), либо из-за того, что порошкообразный крот я развёл недостаточно хорошо.
По результатам теста ни к.сода, ни кроты ржавчину полностью не очистили(((
Я начал думать, что напряжения тока недостаточно, или нужно больше времени на очистку. Вот с такими грустными мыслями я обмакнул электрод в ортофосфорную кислоту, без надежды на успех и тут…
Ортофосфорная кислота не только очистила металл до блеска, но ещё полностью удалила ржавчину из бороздок и кратеров. Далее смыл остатки кислоты содовым раствором, как писал выше и протёр насухо. Следующий участок очистил серной кислотой:
Серная кислота удалила ржавчину так же хорошо, как и орт.фосфорная.
На этом эксперимент можно было завершить, но меня не устраивало что подопытная металлическая пластина была недостаточно ржавая. В таком виде, ржавчину можно было и счистить наждачной бумагой, без заморочки с кислотами и током, поэтому:
… и приступил вычищать половину уголка серной, половину ОФ.кислотой. Начал с тока в 2A, напряжение при этом было 3-4V. Процесс шёл — кислота пузырилась, на поролоне оставалась ржавчина, но эффекта не было. Увеличил ток сначала до 3А, затем 4, 5, 6, менял поролон, увеличил время очиски. Напряжение уже подскочило до 15V но…
… серная и ОФ кислота вообще ничего не очистили. В кратерах ржавчины не убавилось, и даже сверху металл чище не стал.((( Я думаю это потому, что поверхность металла была слишком рельефная из-за больших и глубоких кратеров — контакт очищаемой поверхности с поролоном электрода был недостаточен.
Как вы думаете?
После такой неудачной чистки, сразу смыл кислоту раствором соды, протёр насухо тряпкой и окончательно высушил феном.
Стало интересно, а эту ржавчину возьмёт ли что нибудь, кроме пескоструйки?
Попробовал удалить уничтожителем ржавчины.
[Есть два типа уничтожителей ржавчины. Первый просто уничтожает для дальнейшего смыва этого уничтожителя и механического очищения, а второй преобразовывает ржавчину, в устойчивое соединение солей, которое служит защитой металла и его смывать не нужно.]
Я использовал первый тип:
Нанёс, подождал 15 минут, смыл. Металл покрылся белым налётом, наверное это та самая плёнка из фосфатов (см.начало статьи). Результат минимален — есть небольшие «пятна» чистого металла, но в целом ржавчину не удалось удалить. После уничтожителя попробовал почистить наждачкой — тоже нет ощутимого эффекта. Что с уничтожителем, что без — ржавчина мех.способом удаляется одинаково плохо. Фото после уничтожителя, до чистки наждачкой:
————
ИТОГ:
1. Ток однозначно помогает очищать ржавчину (ваш кэп);
2. Кальцинированная сода очищает ржавчину плохо, КРОТ очищает лучше, но недостаточно хорошо. Серная и ортофосфорная кислоты очищают одинаково хорошо;
3. Хорошо очищаются электрохимическим способо ровные поверхности металла, с небольшим «налётом» ржавчины (ваш кэп). Металл с сильно «въевшейся» ржой даже уничтожитель ржавчины не берёт.
————
Уважаемые драйвовчане! Буду рад советам, комментариям и указанием на мои ошибки! В будущем буду ещё экспериментировать, может у кого есть идеи на этот счёт?
Во втором этапе (ЧАСТЬ 2) очищенную пластину я оцинковал гальваническим способом и оставил на улице под дождём. Как будет время обязательно напишу об этом.
Всем спасибо за внимание!
upd.: Забыл сказать, хотел найти соляную кислоту для опытов, но оказалось она в чистом виде (в РФ) продаётся только юридическим лицам.((( Наверное чтобы народ в ней трупы не растворял и наркотики со взрывчаткой не делал.