Оксидирование металла что это такое?
Виды и способы оксидирования металла
Оксидированием стали создается защитная пленка из сложных окислов, которая препятствует образованию ржавчины. Узнайте о видах обработки, особенностях химического, анодного и термического процессов.

Ни один материал, включая сталь, не может служить вечно. Его необходимо защищать от влаги, солнечных лучей и низких температур. Оксидирование металла создает на его поверхности тонкую защитную пленку, не позволяющую кислороду из воздуха и воде разрушать материал. При этом изменяются технические характеристики сталей, алюминия и его сплавов.

С точки зрения химии оксидирование – это реакция окисления металла и образование на поверхности тонкого слоя кристаллов, связанных кислородом и другими веществами. Технология нанесения защитного покрытия имеет несколько видов различной сложности. Самая простая использовалась несколько веков назад и доступна любому желающему покрыть защитной пленкой деталь в домашних условиях. Сложная технология требует специального оборудования и осуществляется только в условиях производства.
Суть и назначение технологии
В своей основе оксидирование стали имеет окислительно-восстановительную реакцию металла при его взаимодействии с кислородом воздуха, электролитом или специальными кислотно-щелочными растворами. В результате на поверхности детали образуется защитная пленка, повышающая технические характеристики металла:
- увеличивает твердость;
- снижает образование задиров;
- повышает способность деталей к прирабатыванию;
- увеличивает срок службы;
- создает декоративное покрытие.
Добавление в электролит растворов для окрашивания позволяет создавать изделия из металла с поверхностями разных цветов.
Покрытие оксидной пленкой применяют для различных материалов. В ювелирной промышленности и при создании бижутерии используют оксидирование многих металлов:
- серебра;
- алюминия;
- меди;
- титана;
- латуни;
- бронзы.
Сущность обработки – в увеличении прочности и придании дополнительной декоративности. Изделия из серебра хорошо держат форму. Это позволяет создавать украшения с острыми углами и тонким орнаментом. С помощью оксидов создается патина, имитирующая старину, и другие эффекты.

В зависимости от характеристик и свойств металла используют различные технологии создания сложных окислов на поверхности.
К положительным качествам оксидирования относится его распределение по поверхности тонкой пленкой в несколько микрон – тысячных долей миллиметра. При этом не меняются размеры деталей и посадочных мест сверху и на поверхности.
Виды оксидирования металла
- микродуговое;
- горячее;
- холодное.
К микродуговому относится способ нанесения оксидной пленки с помощью электролизной установки. Деталь помещается в ванну с электролитом. К ней подключается «+» постоянного тока. К ванне – провод с «–». При прохождении тока на поверхности образуются микроочаги с высокой температурой и давлением. В результате происходит окисление. Микродуговое оксидирование применяют для покрытия алюминия, серебра и их сплавов.
Процесс горячего оксидирования стали заключается в нагреве детали или раствора, в котором она находится, для ускорения процесса образования пленки сложных окислов.
К холодным технологиям относятся, в основном, методы химического покрытия и плазменного, когда поверхность насыщается кислородом под воздействием микротоков или в насыщенном растворе солей.
Химическое
Электрохимическое покрытие оксидами проводится при низких температурах – до 100 °C. Электролит представляет собой раствор нескольких нитратов и хроматов. Получают черное покрытие стали.
Пищевая нержавейка содержит много легирующих веществ, включая хром и марганец. Она требует для покрытия сложного оборудования. В домашних условиях ее можно оксидировать в растворе натриевой селитры. Поверхность приобретает яркий синий цвет.
Анодное
Анодное оксидирование небольших деталей доступно делать в домашней мастерской. Для этого надо иметь аккумулятор или выпрямитель тока. Анод подключается к детали и источнику постоянного тока. При погружении стали в раствор слабокислого электролита возникает движение электронов, и вместе с ними частицы солей и кислот проникают в верхний слой металла. В результате образуются кристаллы железа со сложными окислами. Они постепенно покрывают всю поверхность детали слоем в несколько микрон.
Регулировать скорость процесса для образования оксидной пленки нужной толщины можно изменением силы тока и повышением температуры электролита. Анодирование влияет на первоначальные характеристики стали и цветных металлов:
- изменяет цвет;
- увеличивает прочность;
- пленка имеет низкую электропроводность;
- не допускает образования простых окислов железа – коррозии.
Термическое
Достаточно нагреть поверхность до 300 ⁰C, чтобы провести термическое оксидирование. На стали появится тонкая пленка окислов желтого и светло-коричневого цвета. Чем выше содержание легирующих веществ, тем сильнее надо греть сталь.
Часто нагрев используют для более активного протекания химического и анодного оксидирования стали. Помещенный в горячий раствор натриевой селитры или смеси кислот металл быстрее вступает в реакцию.
Плазменное
Метод холодного оксидирования – плазменное покрытие деталей. Окисление происходит при низкой температуре. Деталь помещают в плазму, которую создают токи ВЧ или СВЧ, аналогичные микроволновой печи. В камере высокое содержание кислорода.
Плазменное оксидирование применяют, в основном, для повышения светочувствительности и электропроводности деталей оптических приборов и плат.
Лазерное
Недостаток лазерного оксидирования сталей – в покрытии заготовок только снаружи. В отверстия малого диаметра головка лазерной установки не войдет.
Оксидирование своими руками
Делать защитное покрытие в домашних условиях проще всего по старинному рецепту. Для этого стальной предмет следует очистить от всех видов загрязнений, протравить в слабом растворе кислоты. Любое оставшееся пятно будет препятствовать процессу оксидирования стали.
- Нагреть конструкционную сталь до 300 ⁰C. Легированные и углеродистые стали требуют более высоких температур. Чем больше легирующих элементов, тем сильнее следует греть.
- Опустить горячую заготовку в льняное масло на 8–18 минут.
- Для получения плотного слоя, надежно защищающего сталь от ржавчины, и создания изоляционного слоя, процедуру следует повторить 4–6 раз.
Каленые стали при нагреве до температуры выше 300 ⁰C могут отпуститься – стать мягче. Поэтому металл после закалки греют индуктором токами ТВЧ до 250–280 ⁰C. Если нет возможности нагреть только поверхность заготовки, температуру снижают до 220–250 °C, увеличив количество нагревов и погружений.
Льняное масло использовали в прошлые века. Сейчас его можно заменить веретенным, широко применяемым для закалки стали.
Оксидирование стали – интересный процесс. С его помощью можно самостоятельно защитить от коррозии небольшие изделия, крепеж в автомобиле и других устройствах.
Какой метод больше всего понравился нашим читателям и что они готовы применить на практике? Нам интересно ваше мнение.
Оксидирование стали
Одной из важных задач по сохранению металлических конструкций является борьба с вредным воздействием окружающей среды. Повышенная влажность, наличие в воздухе химически активных элементов, способных разрушать целостность металла, особенно стали, приводит к ухудшению таких показателей как надёжность и прочность.
Для решения этой задачи готовые изделия покрывают различными видами защитных покрытий.

Существуют различные методы повышения поверхностной устойчивости и антикоррозийности.
Одним из таких методов является создание на поверхности стали защитной плёнки, используя специальные способы обработки.
Понимание сущности назначения этого процесса требует ответа на вопрос — что такое оксидирование?
Сущность заключается в использовании свойств окислительно — восстановительной реакции, в результате чего на поверхности стали образуется защитная плёнка. Так же производится оксидирование стали.
Этот процесс позволяет решить следующие задачи:
- Защитить стальные конструкции от образования коррозии (особенно это актуально в современном строительстве, где применяются металлические конструкции).
- Ограничить воздействие агрессивных составляющих внешней среды (растворов кислот, щелочей, химических элементов, разрушающих целостность стали).
- Создать поверхностный слой, обладающий хорошими электроизоляционными характеристиками.
- Придать деталям, отдельным элементам, конструкции в целом оригинальные декоративные и эстетические свойства.
Оксидирование металла производится следующими методами:
- С применением химических реакций (химическое оксидирование стали).
- Использование электрохимических процессов (анодное оксидирование).
- Проведением термической обработки (термический метод).
- Создание низкотемпературной плазмы (плазменный метод).
- Лазерным (применяются специальные лазерные установки).

Рассмотрим каждый метод подробнее.
Химическое оксидирование
Этот процесс предполагает обработку металлов растворами, смесями, расплавами химических элементов (такие окислы как окислы хрома). Данное оксидирование позволяет провести так называемую пассивацию поверхности металла. Он предполагает создание в близком к поверхности слое металла неактивного (пассивного) образования. Создаётся тонкий поверхностный слой, защищающий основную часть конструкции.
Технологически этот процесс реализовывается посредством опускания подготовленной металлической детали в раствор щёлочи или кислоты, заданного процентного соотношения.
Выдерживают его там определённое время, которое позволяет полностью провести окислительно — восстановительную реакцию. Затем деталь тщательно промывают, подвергают естественной сушке, окончательной обработке.

Химическое оксидирование стали
Для создания кислотной ванны применяют три вида химически активных кислот: соляную, азотную, ортофосорную. Ускорение протекания химической реакции стимулируют добавлением в раствор кислоты соединений марганца, калия, хрома. Реакция окисления протекает при температуре раствора в интервале от 30 °С до 100 °С.
Применение растворов на основе щелочных соединений позволяет использовать добавки соединений нитрата натрия и диоксида марганца. В этом случае температура раствора необходимо повышать до 180 °С, а с добавками и до 300 °С.
После проведенной процедуры деталь промывают и просушивают. Иногда для закрепления процесса химической реакции применяют бихромат калия. Для увеличения срока сохранения образованной плёнки проводят химическое оксидирование с промасливанием. Иногда такой процесс называют химоксидирование. При окончательном покрытии маслом получается надёжное покрытие от коррозии, обладающее эффектным высоко декоративным чёрным цветом.
Анодное оксидирование
Такой вид называется – электрохимическое оксидирование стали. Иногда его называют и анодное оксидирование стали. Также применяют термин анодирование. В его основу заложен химический процесс электролиза. Его можно проводить как в твёрдых, так и в жидких электролитах. Подготовленную заготовку помещают в ёмкость с оксидным раствором.
Протекание реакции электролиза возможно при создании разности потенциалов между двумя элементами.
Поверхность окисляемого изделия характеризуется положительным потенциалом. Из раствора выделяют химически активные элементы с отрицательным потенциалом. Взаимодействие разнополярных элементов и называется реакцией электролиза (в нашем случае анодирования).

Протекание реакции анодирования можно выполнить в домашних условиях. Требуется чётко выполнять условия техники безопасности. В реакции участвуют вредные реактивные жидкости и небезопасное напряжение.
Применение анодного оксидирования позволяет создавать защитные плёнки различной толщины. Создание толстых плёнок возможно благодаря применению раствора серной кислоты.
Тонкие плёнки получают в растворах борной или ортофосфорной кислоты. С помощью анодирования можно придать поверхностному слою металла красивые декоративные оттенки. С этой целью процесс проводят в органических кислотах. В качестве таких растворов применяют щавелевую, малеиновую, сульфосалициловую
Специальным процессом анодирования считается микродуговое оксидирование. Оно позволяет получать покрытия, обладающие высокими физическими и механическими характеристиками. К ним относятся: защитные, изоляционные, декоративные, теплостойкие и антикоррозийные свойства. В этом случае оксидирование производится под действием переменного или импульсного тока в специальных ваннах заполненных электролитом. Такими электролитами являются слабощелочные составы.

Анодное оксидирование в домашних условиях
Анодирование позволяет получить поверхностный слой, обладающий следующими свойствами:
- надёжное антикоррозионное покрытие;
- хорошие электрические изоляторы;
- тонкий, но стойкий поверхностный слой;
- оригинальную цветовую гамму.
К анодированию нержавеющей стали требуется специальный подход. Это связано с тем, что такая сталь считается нейтральным (инертным) сплавом. Поэтому на производстве при анодировании большого количества деталей применяют двух этапную процедуру.
На первом этапе анодирование нержавеющей стали производят совместно с другим, более подходящим для этого процесса металлом. Это может быть никель, медь, другой металл или сплав.
На втором этапе производят оксидирование непосредственно самой нержавеющей стали. Для упрощения процесса оксидирования сегодня ведутся разработки специальных добавок, так называемых пассивирующих паст. Эти составы ускоряют процесс реакции нержавеющей стали.
Термическое оксидирование
Согласно термину оксидирование происходит при относительно высоких температурах. Величина этого показателя зависит от марки стали. Например, процесс термического оксидирование обычной стали происходит в специальных печах. Внутри создаётся температура, близкая к 350 °С. Класс легированных сталей подвергаются термическому оксидированию при более высоких температурах. Необходимо разогреть заготовку до 700 °С. Обработка продолжается в течение одного часа. Этот процесс получил название воронение стали.
Плазменное оксидирование
Такое оксидирование проводят в среде с высокой концентрацией кислорода с помощью низкотемпературной плазмы. Плазма создаётся благодаря разрядам, возникающим при подаче токов высокой или сверхвысокой частоты.
Плазменное оксидирование используют для формирования оксидированных плёнок на достаточно небольших поверхностях.
В основном его применяют в электронике и микроэлектронике. С его помощью образуют слои на поверхности полупроводниковых соединений, так называемых p-n переходах. Такие плёнки используют в транзисторах, диодах (в том числе в туннельных диодах), интегральных микросхемах. Кроме этого она используется для повышения светочувствительного эффекта в фотокатодах.

Разновидностью плазменного оксидирования является оксидирование с применением высокотемпературной плазмы. Иногда её заменяют на дуговой разряд с повышением температуры до 430 °С и выше. Применение этой технологии позволяет значительно повысить качество образуемых покрытий.
Лазерное оксидирование
Эта технология достаточно сложна и требует специального оборудования. Для проведения оксидирования используют:
- импульсное лазерное излучение;
- непрерывное излучение.
В обоих случаях применяются лазерные установки инфракрасного диапазона. За счёт лазерного прогрева верхнего слоя материала удаётся получить достаточно стойкую защитную плёнку. Однако этот метод применяется только для поверхности небольшой площади.

Оксидирование своими руками
Организовать процесс оксидирования небольших металлических изделий можно в домашней лаборатории. При точном соблюдении последовательности технологических операций добиваются качественного оксидирования.
Весь процесс следует разделить на три этапа:
- Подготовительный этап (включает подготовку необходимого оборудования, реактивов, самой детали).
- Этап непосредственного оксидирования.
- Завершающий этап (удаление вредных следов химического процесса).
На подготовительном этапе проводят следующие работы:
- Грубая зачистка поверхности (применяется щётка по металлу, наждачная бумага, полировочная машина с соответствующими дисками).
- Окончательная механическая полировка поверхности.
- Снятие жирового налёта и остатков полировки. Его называют декопирование. Он проводится в пяти процентном растворе серной кислоты. Время пребывания обрабатываемой детали в растворе равно одной минуте.
- Промывание детали. Эту процедуру проводят в тёплой кипячёной воде. Целесообразно её провести несколько раз.
- Завершающей операцией является так называемое пассирование. Вымытую после обработки деталь, помещают чистую кипячёную воду, в которой предварительно растворяют хозяйственное мыло. Этот раствор вместе с деталью подогревают и доводят до состояния кипения. Процедуру кипения продолжают в течение нескольких минут.

Оксидирование в домашних условиях
На этом предварительный этап заканчивается.
Основной этап оксидирования состоит из следующих операций:
- В нейтральную посуду (лучше с эмалированным покрытием), заливается вода. В ней растворяют около едкий натр. Объём вещества зависит от количества воды. Целесообразно получить раствор около 5 процентов.
- В полученный раствор полностью погружают обрабатываемую деталь.
- Раствор с погруженной деталью нагревают до 150 градусов. Практически это процесс кипячения. Он продолжается примерно два часа. Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.
На завершающем этапе с деталью производят следующие операции:
- Деталь извлекают из ванны с реактивом.
- Укладывают на ровную поверхность, дают её остыть естественным образом (без принудительного охлаждения). Желательно создать условия, ограничивающие контакт с окружающим воздухом.
- Визуально проверяют качество полученного оксидирования. Отсутствие непокрытых участков, плотность образованной плёнки, итоговый цвет.
Таким образом, проводить оксидирование можно и в домашних условиях. Главное, соблюдать указанные рекомендации.
Оксидирование

Содержание статьи
- Применение оксидирования для металла
- Алюминий
- Сталь
- Титан
- Технология
- Анодное
- Микродуговое
- Холодное
- Щелочное
- Низкотемпературное
- Электрохимическое
В современном мире имеется большое количество методов, которые используются для борьбы с образованием коррозии на поверхности металлов. Метод образования оксидной пленки является одним из самых эффективных.
Оксидирование металла

Оксидирование представляет собой особый вид процедуры покрытия металлического материала оксидной пленкой. В результате данного процесса на металлической поверхности появляется тонкая пленка, которая выполняет барьерную функцию. Она защищает материала от попадания воздуха и влаги.
Оксидирование металла является одним из самых действенных методов для его защиты от образования на поверхности ржавчины. Пленка покрывает его достаточно плотным слоем. После проведения процедуры все процессы окисления металла полностью прекращаются. В итоге изделия, которые обработаны методом оксидирования, служат дольше и сохраняют свои привлекательные внешние качества на долгие годы.
Данная процедура обработки разных видов изделий применяется не только для того, чтобы защитить металлические изделия от коррозии. Данная ее функция известна многим. Однако в некоторых ситуациях она используется для того, чтобы придать металлическому изделию декоративные качества.
Сегодня процедуре оксидирования подвергаются многие виды металлов.
В связи с этим выделяют:
Оксидирование алюминия
Данная процедура встречается достаточно частою. Для нее используется:
Анодное оксидирование алюминия
Химическое оксидирование алюминия
Электрохимическое оксидирование алюминия
В результате после обработки металл получает небольшой слой оксидной пленки, которая обладает отличными защитными качествами.
Сама процедура не отнимает много времени. Она проводится после предварительной подготовки металла. Его поверхность должна быть чистой и обезжиренной, чтобы оксидная пленка имела лучшее сцепление с алюминием.
Для алюминия применяется еще технология под название цветное оксидирование алюминия. Благодаря этому на поверхности металла образуется пленка определенного цвета. Этот процесс носит декоративный характер. Эффект от этого метода длится достаточно продолжительный период времени.
Оксидирование стали
 Сегодня не редко проводится оксидирование стальных изделий. Они являются подверженными образованию коррозийной пленки.
Сегодня не редко проводится оксидирование стальных изделий. Они являются подверженными образованию коррозийной пленки.
Химическое оксидирование стали
Для обработки стального материала применяется химический вид оксидирования. Он заключается в том, что сталь погружается в специально приготовленный кислый раствор, который способствует образованию на поверхности стали оксидную пленку. Она обладает небольшой толщиной. Однако у нее высокий уровень прочности.
Перед тем, как металл будет обработан оксидирующим веществом, его тщательным образом подготавливают. Для этого используются специальные средства для удаления загрязнений и жирной пленки.
Оксидирование титана
Как известно такой металл, как титан и его сплавы обладают низким уровнем износостойкости. Для того чтобы металл приобрел прочность и твердость применяются разные методы. Одним из них является оксидирование. Благодаря нему на поверхности металла появляется защитная пленка, которая увеличивает прочность титана в разы.
Таблица 1. Оксидирование металла — подготовка поверхности.
| Состав и режим | Номер раствора | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Состав, массовая доля, % | |||
| серная кислота (плотность 1,8 г/см3) | — | 90—92 | 20—30 |
| азотная кислота (плотность 1,4 г/см3) | 95-97 | 5-6 | 40—60 |
| фтористоводородная кислота или ее соли | 3-5 | 0,5—1 | 10—12 |
| Рабочая температура, К | 290—300 | 290—300 | 290—300 |
| Выдержка, мин | 0,1—0,2 | 1—2 | 0,2—0,3 |
Технология оксидирования
Технология заключается в том, чтобы создать такие условия, чтобы на металлической поверхности образовалась оксидная пленка, предотвращающая проникновение кислорода и воды. Для этого используются специализированные растворы и подводится электрический ток при необходимости. Процесс может проводиться и холодным методом и горячим. Выбор метода зависит от вида металла.
Перед началом процедуры все металлы проходят подготовку. Это является первым этапом. На нем с поверхности удаляются все загрязнения. Также она обезжиривается.
Затем металл опускают в ту или иную среду и под действием внешних агрессивных условий определенного вида на них образуется плотная оксидная пленка.
Виды оксидирования

Сегодня используется большое количество видов. Они представлены следующими категориями:
Анодное оксидирование
Этот вид является достаточно распространенным. Он представляет собой образование на металле оксидной пленки для предотвращения появления коррозии методом их поляризации их анодов в среде, которая создается при помощи подключения электрического тока. Данный метод применяется для таких металлов, как алюминий, магний, титан.
Микродуговое оксидирование
Данная процедура заключается в том, что оксиды многих метало, которые были получены методом электрохимического окисления, подвергаются химической модификации с использованием электрического тока. Благодаря периодически возникающим электрическим импульсам на поверхности металлов появляется плотная пленка, которая служит надежной защитой от появления коррозии. Данная процедура носит еще одно название плазменно-электролитическое оксидирование. Оно используется лишь на небольшом количестве предприятий.
Холодное оксидирование
Эта процедура применяется только по отношению к стальным материалам разного типа. Ее еще называют чернением.
Щелочное оксидирование
 Сегодня не редко для обработки металлов используется щелочная среда. Для проведения данного процесса идеально подходят поверхности из стали. Технология проведения щелочного оксидирования предусматривает изготовление щелочной среды для того, чтобы при взаимодействии с металлом на его поверхности в результате взаимодействия образовалась оксидная пленка.
Сегодня не редко для обработки металлов используется щелочная среда. Для проведения данного процесса идеально подходят поверхности из стали. Технология проведения щелочного оксидирования предусматривает изготовление щелочной среды для того, чтобы при взаимодействии с металлом на его поверхности в результате взаимодействия образовалась оксидная пленка.
Низкотемпературное оксидирование
Данный вид процесса образования оксидной пленки является нейтральным. В процесс используется метод нагревания до невысоких температур, что обеспечивает покрытие металла слабой оксидной пленкой.
Электрохимическое оксидирование
Этой процедуре подвергаются разные виды металлов. Металлы погружаются в среду электролита.
Таблица 2. Составы растворов для декапирования.
| Декапирование алюминия и его сплавов | Температура | Время обработки |
|---|---|---|
| Состав 1 : | ||
| Азотная кислота 10-15% раствор (по объему) | 20°С | 5-15 с |
Таблица 3. Составы растворов для окрашивания алюминия в черный цвет.
| Для окрашивания в черный цвет: | г/л (воды) | Температура и время обработки |
|---|---|---|
| Состав 1: | ||
| Молибдат аммония = молибденовокислый аммоний = ammonium molybdate = парамолибдат аммония= (NH4)6Mo7O24 | 10-20 | 90-100°С / 2-10 мин |
| Хлорид аммония = хлористый аммоний = NH4Cl | 5- 15 | |
Таблица 4. Составы растворов для окрашивания алюминия в серый цвет.
| Для окрашивания в серый цвет: | г/л (воды) | Температура и время обработки |
|---|---|---|
| Состав 1: | ||
| Оксид мышьяка (III) = триокись мышьяка = трехокись мышьяка = arsenic trioxide As2O3 | 70-75 | Кипение / 1-2 мин |
| Кальцинированная сода = карбонат натрия = натрий углекислый . Химическая формула, Na2CO3 | 70-75 | |
Таблица 5. Составы растворов для окрашивания алюминия в зеленый цвет.
| Для окрашивания в зеленый цвет: | г/л (воды) | Температура и время обработки |
|---|---|---|
| Состав 1: | ||
| Ортофосфорная кислота | 40-50 | 20-40°С / 5-7 мин |
| Кислый фтористый калий = калий бифторид = калий гидрофорид = kalium bifluoratum = potassium bifluoride = kaliumbifluorid = KHF2 | 3-5 | |
| Хромовый ангидрид = оксид хрома(VI) = трёхокись хрома = CrO3 (весьма химически активное вещество, способен вызвать при соприкосновении с органическими веществами возгорания и взрывы) | 5-7 | |
Таблица 6. Составы растворов для окрашивания алюминия в оранжевый цвет.
| Для окрашивания в оранжевый цвет: | г/л (воды) | Температура и время обработки |
|---|---|---|
| Состав 1: | ||
| Хромовый ангидрид = оксид хрома(VI) = трёхокись хрома = CrO3 (весьма химически активное вещество, способен вызвать при соприкосновении с органическими веществами возгорания и взрывы) | 3-5 | 20-40°С / 8-10 мин |
| Фторсиликат натрия = кремнефтористый натрий = Na2SiF6 | 3-5 | |
Таблица 7. Составы растворов для окрашивания алюминия в желто-коричневый цвет.
| Для окрашивания в желто-коричневый цвет: | г/л (воды) | Температура и время обработки |
|---|---|---|
| Состав 1: | ||
| Кальцинированная сода = карбонат натрия = натрий углекислый . Химическая формула, Na2CO3 | 40-50 | 80-100°С / 3-20 мин |
| Натрия хромат = хромовокислый натрий = Na2CrO4 | 10-15 | |
| Гидроксид натрия = каустическая сода = каустик = Едкий натр = едкая щёлочь. Химическая формула NaOH | 2-2,5 | |
Статьи по теме

Антикоррозионные средства
Антикоррозионные пигменты классифицируются на: цинковые крона, алюминий три-полифосфаты и слюдянистую окись железа.
Защита трубопроводов от коррозии
Сегодня без разных видов трубопроводов невозможно представить себе жизнью Они находятся практически в каждом населенном пункте и обеспечивают коммуникации. Производств труб для прокладки под землей осуществляется из металлов самых разных типов.

Процесс коррозии
В современном мире из металлов самых разных видов производится большое количество продукции. Металлические материалы присутствуют в разных отраслях промышленности в виде станков и машин, инструментов.
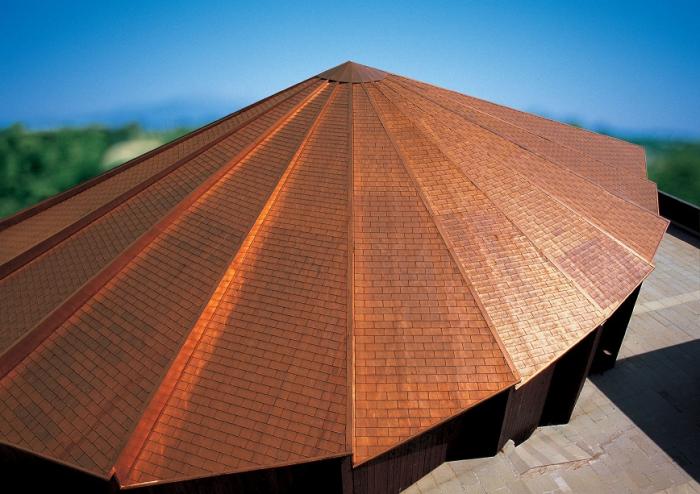
Оксидированная медь
Обращает на себя внимание тот факт, что крыши многих старинных сооружений, изготовленные из меди, хорошо сохранились до сегодняшнего дня. Всё дело в том, что медь естественным образом подвергается окислению.
Оксидация стали
Оксидирование — создание оксидной плёнки на поверхности изделия или заготовки в результате окислительно-восстановительной реакции. Оксидирование преимущественно используют для получения защитных и декоративных покрытий, а также для формирования диэлектрических слоёв. Различают термические, химические, электрохимические (или анодные) и плазменные методы оксидирования.
Виды оксидирования
Термическое оксидирование обычно осуществляют при нагревании изделий в атмосфере, содержащей О2 или водяной пар. Например, термическое оксидирование железа и низколегированных сталей, называемое воронением, проводят в печах, нагретых до 300-350 °С, или при непосредственном нагревании изделий на воздухе, добиваясь необходимого цвета обрабатываемой поверхности. Легированные стали термически оксидируют при более высокой температуре (400-700 °C в течение 50-60 мин. Магнитные железоникелевые сплавы (пермаллои) оксидируют при 400-800 °С в течение 30-90 мин. Термическое оксидирование — одна из важнейших операций планарной технологии; создаваемые диэлектрические плёнки защищают готовые полупроводниковые структуры от внешних воздействий, изолируют активные области дискретных полупроводниковых приборов и интегральных схем. Наиболее часто термическое оксидирование применяют при изготовлении кремниевых структур. При этом Si окисляется на глубину около 1 мкм при 700-1200 °С. С начала 80-х гг. в производстве кремниевых больших интегральных схем оксидирование проводят при повышенном (до 107 Па) давлении O2 или водяного пара (термокомпрессионное оксидирование).
При химическом оксидировании изделия обрабатывают растворами или расплавами окислителей (нитратов, хроматов и др.). Химическое оксидирование используют для пассивации металлических поверхностей с целью защиты их от коррозии, а также для нанесения декоративных покрытий на чёрные и цветные металлы и сплавы. В производстве электровакуумных приборов его применяют для чернения масок цветных кинескопов и др. деталей с целью получения поверхности с низким коэффициентом отражения света и высоким коэффициентом теплового излучения. Химическое оксидирование чёрных металлов проводят в кислотных или щелочных составах при 30-100 °С. Обычно используют смеси соляной, азотной или ортофосфорной кислот с добавками соединений Mn, Ca(NO3)2 и др. Щелочное оксидирование проводят в растворе щелочи с добавками окислителей при 30-180 °С. Оксидные плёнки на поверхности чёрных металлов получают также в расплавах, состоящих из щелочи, NaNO3 и NaNO2, MnO2 при 250-300 °С. После оксидирования изделия промывают, сушат и иногда подвергают обработке в окислителях (K2Cr2O7) или промасливают. Химическое оксидирование применяют для обработки некоторых цветных металлов. Наиболее широко распространено химическое оксидирование изделий из магния и его сплавов в растворах на основе K2Cr2O7. Медные или меднёные изделия окисляют в составах, содержащих NaOH и K2S2O8. Иногда химическое оксидирование используют для оксидирования алюминия и сплавов на его основе (дуралюминов). В состав раствора входят Н3РО4, CrO3 и фториды. Однако по качеству оксидные плёнки, полученные химическим оксидированием, уступают плёнкам, нанесённым методом анодирования.
Электрохимическое оксидирование, или анодное оксидирование (анодирование), деталей проводят в жидких (жидкостное оксидирование), реже в твёрдых, электролитах. Поверхность окисляемого материала имеет положительный потенциал. Жидкостное оксидирование в водных и неводных растворах электролита применяют для получения защитных, декоративных покрытий и диэлектрических слоёв на поверхности металлов, сплавов и полупроводниковых материалов при изготовлении приборов со структурами металл-диэлектрик-полупроводник и СВЧ интегральных схем, оксидных конденсаторов, коммутационных плат на основе алюминия и других металлов. Наиболее широко анодное оксидирование используют для нанесения оксидных слоев на конструкции из Al и его сплавов. При этом получают защитные (толщиной 0,3-15 мкм), износостойкие и электроизоляционные (2-300 мкм), цветные и эматаль-покрытия (эмалеподобные), а также тонкослойные (0,1-0,4 мкм) оксидные плёнки. Для образования толстых оксидных слоёв применяют в основном растворы H2SO4 и CrO3. Тонкие оксидные плёнки получают в растворах на основе Н3РО4 и Н3ВО3. Цветное анодирование проводят в растворах, содержащих органические кислоты (щавелевую, малеиновую, сульфосалициловую и др.). Эматаль-покрытия получают в электролитах, содержащих, как правило, CrO3. Анодирование магния и его сплавов осуществляют в растворах, содержащих NaOH, фториды, хроматы металлов. Анодное оксидирование стали проводят в растворах щелочи или CrO3. Методы анодного оксидирования получают распространение в полупроводниковой технологии, особенно для получения оксидных слоёв на полупроводниках типа AIIIBV, AIIBVI и т.п.
Плазменное оксидирование проводят в кислородсодержащей низкотемпературной плазме, образуемой с помощью разрядов постоянного тока, ВЧ и СВЧ разрядов. Таким способом получают оксидные слои на поверхности кремния, полупроводниковых соединений типа AIIIBV при изготовлении полупроводниковых приборов и интегральных схем, при создании туннельных переходов на основе плёнок Nb и Pb в криоэлектронных интегральных схемах, а также для повышения светочувствительности серебряно-цезиевых фотокатодов. Разновидность плазменного оксидирования — ионно-плазменное оксидирование, проводимое в высокотемпературной кислородсодержащей плазме СВЧ или дугового разряда в вакууме (около 1 Па) и температуре обрабатываемой поверхности не выше 430 °С. При таком способе оксидирования ионы плазмы достигают поверхности изделия с энергиями, достаточными для их проникновения в поверхностный слой и частичного его распыления. Качество оксидных плёнок, полученных этим методом, сравнимо с качеством плёнок, выращенных при термическом оксидировании, а по некоторым параметрам превосходит их.
Преимущества оксидирования стали и методы обработки
Автор: Анастасия Исакова · Опубликовано 26.03.2018 · Обновлено 01.12.2017
Оксидирование стали – это один из наиболее эффективных способов защиты поверхности металла от негативных внешних воздействий. В результате на металле образуется защитное покрытие в виде специфической пленки. Особенности и функции такой пленки напрямую зависят от метода оксидирования. Рассмотрим подробнее каждый из способов такой обработки, но сначала узнаем, какими вообще характеристиками обладает оксидированный металл.
Преимущества оксидирования
Металл считается наиболее популярным строительным материалом, который обладает массой преимуществ: дешевизна, прочность, долговечность и доступность. Но есть и недостатки: часто происходят окисления, коррозия, появляется ржавчина, и внешний вид металла портится в худшую сторону.
Окисление при оксидировании полностью исключается, так как на поверхности формируется стойкая защитная пленка. Именно защита металла от разрушения является основной функцией этой пленки. Оксидировать можно, в принципе, любой метал: сталь, алюминий, драгоценные сплавы. Часто к такой процедуре прибегают в ювелирном деле, но и производственное предприятие требует такой оксидной обработки.
В результате оксидирования или воронения проявляются такие особенности:
- оксидное покрытие однозначно меняет первоначальный цвет изделия;
- при обработке алюминиевых деталей увеличивается их прочность;
- в процессе обработки нержавейки тоже происходит изменение цвета;
- исключается проявление коррозий и ржавчины.

Для покрытий используются только специфические химические составы и особые термические условия. Если периодически обрабатывать такие детали специальными химическими веществами, то их эксплуатация существенно продлится.
Методы обработки металла
Оксидирование металла осуществляется несколькими способами: химическим, плазменным, термическим и электрохимическим. Каждый из них имеет свои преимущества и особенности. Некоторые методы оксидирования стали требуют специальных условий и технологий, растворов с редкими составляющими.
Химический
Химическое оксидирование стали предполагает ее покрытие оксидирующим веществом. Обычно это расплав, нитратный раствор или специальный окислитель. Химический способ обработки материала позволяет сохранить высокую сопротивляемость к коррозии и ржавчине. Такое оксидирование предполагает особенности – работа осуществляется при низких и высоких температурах. В любом случае изделие опускают в раствор из окислителя и щелочи. Потом деталь моют, сушат и маслят.
Химическое оксидирование алюминия придает данному материалу разноцветную окраску. Такие же цветовые переливы получает и сталь.

Электрохимический
Электрохимическое оксидирование по-другому называют анодирование, так как проводится по методу электролизного принципа. По электрохимическому принципу сталь обрабатывается в жидких или твердых оксидных растворах.
Электрохимическим способом можно получить покрытие с тонким слоем, электроизоляторы, защитные покрытия, эмалевидные слои. В результате электрохимического способа покрытие на поверхности детали получается прочным и долговечным.
Существует и электрохимическая процедура – микродуговое оксидирование. Используется для придания металлу декоративных характеристик.

На видео: электрохимическое оксидирование в растворе щёлочи.
Термический
Термическое оксидирование происходит за счет формирования специальной атмосферы с кислотной средой. При термическом воздействии используется специальная печь с высокой температурой. Такую обработку нельзя выполнить самостоятельно, так как для сталей используется высокая температурная черта. В результате создается прочная пленка, которая долго держится. Термический метод считается самым простым и распространенным среди всех остальных.

Плазменный
Плазменному оксидированию нет аналогов. Оно не сравнимо с термическим оксидированием, хотя и присутствуют общие технологии обработки. Термическое оксидирование выполняется при высоких температурных режимах, а плазменное при низких. Однако что термическое оксидирование, что плазменное, производятся благодаря специальному оборудованию, то есть процедуры выполняются в печи. Для нержавеющей стали – это самый подходящий вариант обработки.
Достичь оптимального уровня защиты можно при использовании правильного оксидного вещества. Если технологии отделки будут выполнены в соответствии с инструкциями, то эксплуатационный период металла увеличится в несколько раз.

Оксидирование в домашних условиях
Процедуру можно произвести и в домашних условиях, при этом качество покрытия ничем не будет уступать заводским или фабричным аналогам. Воронением может заняться любой человек, у которого есть в наличии щелочь и окислитель. С помощью таких компонентов производится самое элементарное химическое оксидирование.
Естественно, оксидированный в домашних условиях материал будет уступать своими защитными характеристиками, но значительно повысится его устойчивость в сравнении с первоначальными условиями. Кроме основных особенностей и эстетическая составляющая может значительно пострадать.

Алгоритм домашней обработки:
- Сначала поверхность изделия полируется. Нужно убрать все инородные проявления и налет. Очистка должна быть тщательной и равномерной.
- Производится декопирование с помощью раствора серной кислоты. Лучше использовать 5%-й состав. Изделие помещается в раствор на одну минуту.
- Необходимо вытащить деталь из кислоты и промыть ее в кипяченой, слегка теплой воде. Процедуру при необходимости проделать несколько раз.
- После производится пассирование. Деталь помещается в воду с небольшим количеством хозяйственного мыла. Прокипятить изделие в течение нескольких минут.
- В эмалированную посуду, которая не имеет никаких нарушений поверхности, заливается вода. Сюда добавляется примерно 50 грамм едкого натра.
- Аккуратно уложить изделие в емкость так, чтобы она была полностью покрыта раствором. Нагреть содержимое до 150 градусов. Кипячение производится около двух часов. Может потребоваться и больше времени. Все зависит от температуры нагрева. Только потом завершается процесс обработки.
- Далее нужно выложить изделие на ровную поверхность и дать ему остыть. Желательно ограничить площадь соприкосновения элемента с поверхностью. Если изделие поменяло цвет, то металл поддался воронению.

Оксидированные детали существенно изменяют внешний вид и характеристики. Такое воронение соответствует химическому типу покрытия, которое наносится в заводских условиях.
Где используются обработанные изделия
Иногда способа обработки с помощью щелочных и окислительных средств достаточно. Эстетически привлекательно смотрятся кованные ограды и заборы, которые не окрашены цветной краской, а обработаны химическим, термическим или электрохимическим способом.
Данный способ отделки металлических изделий используется для того, чтобы:
- Защитить поверхность от образования коррозии, когда изделие используется в строительных целях. Даже когда не производится прямое негативное воздействие на металлический предмет, защита такого рода просто необходима.
- Защитить поверхности от агрессивных воздействий внешней среды, например, заборы, решетки на окна, столбы и металлические детали декора зданий.
- Сформировать слой, который образует электроизоляционный щит. Это применимо в технике и постройках, которые должны обезопасить человека от воздействий электрического тока.
- Изменить эстетические или декоративные свойства, если нет желания окрашивать детали, изменяя их уникальный рельеф.
Используются такие изделия и детали в быту, строительстве, ювелирном деле. Увеличить стойкость можно с помощью вспомогательного покрытия – лакокрасящего средства.
Часто воронения становится достаточно. Деталь приобретает темные оттенки с характерным отливом. Дополнительные способы отделки позволяют варьировать цветовую гамму.

В любом случае, оксидирование металлических изделий и деталей просто необходимо для того, чтобы сохранить их положительные характеристики. Производится процедура в домашних и заводских условиях, с соблюдением специфических технологий работы. Необходимы и вспомогательные вещества: окислитель и щелочь. Правильный температурный режим и достаточное время выдержки приведут к качественному воронению металла любого сплава.
Мастер-классы по оксидированию на дому (2 видео)
Способы оксидирования металлов
[Оксидирование металла] в домашних условиях позволяет решить одновременно две проблемы: обновить металлическую поверхность любого изделия и дополнительно защитить ее от коррозии.
Ранее считалось, что обработка оксидированием может выполняться только в производственных условиях, используя промышленное оборудование, но интеллектуальное мышление человека доказало, что это не так.

Отличия обработки металлических изделий дома и на производстве заключаются в разнице применяемых технологий, но преследуют одну и ту же цель.
В результате промышленного процесса оксидирования в верхнем слое металла происходит изменение структуры.
В домашних условиях поверхность стали покрывают специальным веществом, которое способствует изменению оттенка и ее защите.
Особенности химического процесса
Химическая обработка металлической поверхности предусматривает применение растворов и расплавов различных окислителей, например, солей хромовой или азотной кислоты.
Их использование позволяет обеспечить антикоррозийную защиту металлу. При этом обработка может выполняться с помощью как щелочных, так и кислотных составов.
Процесс химического оксидирования щелочным методом происходит при температуре 30-1800, которая определяется типом металла.
Например, химическое оксидирование алюминия и его сплавов выполняют при температуре 80-1000, время обработки составляет 10-20 минут.
Оттенок пленки, образующейся на поверхности цветного металла, зависит от толщины и структуры сплавов.
Если химическое оксидирование алюминия выполнить в щелочном растворе слабой концентрации и при низкой температуре, можно получить тонкую защитную пленку с цветом побежалости.
И наоборот, если сделать для алюминия и его сплавов слишком концентрированный раствор щелочи и использовать высокую температуру обработки, защитное покрытие будет рыхлым.
Большой промежуток оксидирования может обернуться травлением металла.
Обработка сложнолегированной нержавеющей стали (оксидирование стали) происходит за счет применения концентрированного раствора азотной кислоты.
При температуре 18-550 с продолжительностью 15-60 минут.
Особенности анодного оксидирования металла
Анодное окисление металлических изделий в домашних условиях выполняют с использованием электролитных составов под действием постоянного тока.
При этом посудина, в которой будет проводиться анодное оксидирование, не должна быть токопроводящей.
В роли электролита может выступать, разбавленная водой, серная кислота (H2SO4), из расчета 20% на 800 мл воды.
При этом не водой разбавляют кислоту, а кислотой воду. Заменить H2SO4 можно пищевой содой и солью.
Используя алюминиевую подвеску, к аноду прикрепляют подлежащее обработке изделие, к катоду крепят свинцовую пластину.
Если металлическое изделие имеет сложную форму, то используют больше свинцовых элементов.
Расстояние между пластинами и изделием не должно быть больше 90 мм. Температура обработки должна составлять 200, при плотности тока 2-3 Ампер на квадратный дм.
Напряжение, при котором будет осуществляться анодирование, равняется 12-15В, в течение 60 минут.
Одной из технологий анодирования считается микродуговое окисление, техническим результатом его применения является получение покрытия с выраженными декоративными характеристиками и более высокой защитной способностью.
Микродуговое оксидирование наделяет поверхность цветного металла равномерностью, антикоррозийной стойкостью и микротвердостью.
Компонентами состава служат:
- вода;
- H3BO3 (20-30 г/л);
- калиевая щелочь (4-6 г/л);
- крахмал (6-12 г/л).
По указанному списку можно сделать электролит в домашних условиях путем обычного смешивания.
Далее микродуговое оксидирование сплавов алюминия выполняют в режиме анод-катод при температуре 25-300.
При плотности тока 15-20 Ампер на квадратный дм, при продолжительности 90-120 минут.
Термическое окисление металлов
Термическое оксидирование железа, сплавов и нержавеющей стали представляет собой процесс, в результате которого на поверхности металлических изделий образуется оксидный пленочный слой.
Термическое оксидирование выполняется в условиях высокого температурного режима с использованием пара или кислорода.
Оборудование, за счет которого осуществляется термическое оксидирование, представляет собой специальные печи.
Поэтому в домашних условиях сделать термическую обработку указанным путем не получится.
Применение печей в технологии оксидирования позволяет исключить использование химикатов, травление, промывку и ряд других процессов.
Температура обработки металлических изделий в термических печах может составлять от 3500 до 7000, в зависимости от типа стали.
Технология оксидирования меди и ее сплавов
Оксидирование меди не сложно выполнить химическим и электрохимическим методом, в результате чего медная поверхность может приобрести разнообразное цветное покрытие.
Для получения медной пленки используют цианистую или кислую жидкость. Хорошие показатели дает оксидирование меди цианистым электролитом.
При этом медные сплавы, в структуре которых присутствуют легирующие металлы, поддаются обработке труднее.
В пример можно привести бронзу, содержащую определенный процент олова, которое способствует защите меди от окислов.
Или сплав бронзы с никелевыми и хромовыми присадками, такой металл еще сложнее обработать.
Бронза с минимальным присутствием цинка, не превышающим 20 %, хорошо поддается обработке, в то время как его большое количество осложняет процесс.
С помощью сернистых составов, чаще всего, выполняют холодное обрабатывание медных скульптур. Как правило, это серная печень, сернистый аммоний и натрий.
Сделать холодное черное с синим оттенком оксидное покрытие позволяет сернистый аммоний. Придать декоративный вид изделию из бронзы и олова можно с помощью серной печени.
Но если использовать ее для окрашивания чистой меди или бронзы и томпака, можно добиться красного оттенка пленочного слоя.
Технология оксидирования серебра
Оксидирование серебра позволяет белому металлу получить синий, черный или фиолетовый оттенок, при этом структура обрабатываемого изделия не подвергается деформации или разрушению.
В домашних условиях сделать обработку серебряных изделий можно с использованием серной печени.
Для приготовления состава в домашних условиях необходимо взять калиевую щелочь и серу (купить ее можно там, где продаются удобрения).
Затем нужно соединить вещества в железной емкости: 1 часть щелочи и 2 части серы, и выдержать состав на огне до полного расплавления.
Периодически смесь необходимо помешивать. Далее готовую серную печень снимают с огня и дают ей остыть.
Когда сплав остынет, его разбивают на кусочки и перекладывают в посуду с плотной крышкой.
Теперь, когда дома есть серная печень, можно заняться обработкой серебра. Нужно взять кусочек сплава, примерно с горошину, положить его в емкость и залить горячей водой.
После того как с помощью помешивания комок растворится, в серную воду кладут серебряное изделие.
Через полчаса серебро начнет менять свой цвет, как уже говорилось выше, белый металл может принять фиолетовый, черный или синий оттенок.
Когда изделие приобретет нужный цвет, его вынимают из жидкости и ополаскивают горячей, теплой и, в завершении, холодной водой.
Технология оксидирования титана
Оксидирование титана обязательная необходимость по причине низкой износостойкости данного типа металла.
Получение оксидной пленки позволяет титановым изделиям приобрести химическую прочность, повысить фрикционные характеристики материала и изменить цвет поверхностного покрытия.
Чтобы провести оксидирование титана применяют чаще всего анодную обработку, так как титан плохо выдерживает воздействие химических растворов в процессе химического оксидирования.
Анодное оксидирование титана предусматривает использование щавелевой, хромовой и прочих кислот или их смесей, а также иных добавок.
Черная оксидная пленка способствует упрочнению поверхностной структуры титановых изделий, является результатом применения технологии анодирования 18-ти % раствором серной кислотой.
В зависимости от режима обработки, защитная пленка приобретает определенную толщину.
Например, если процесс выполняется при температуре 800С, плотность анодного тока составляет 0,5 Ампер с продолжительность обработки в течение 8 часов, пленочный слой будет составлять около 2,5 микрон.
При анодировании в режиме: 100ºС, продолжительность – 2 часа, плотность тока – 1 Ампер – толщина пленки будет равняться 1 микрону.