Под каким углом затачивать сверла по металлу?
Углы заточки сверла по металлу: таблица для правильной геометрии инструмента
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.

Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
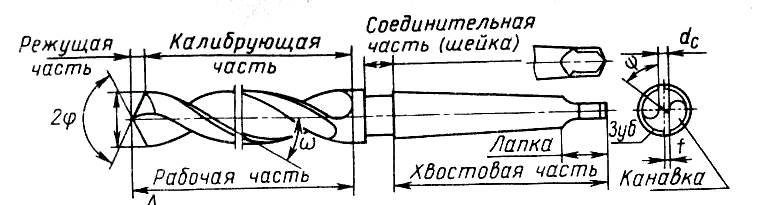
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
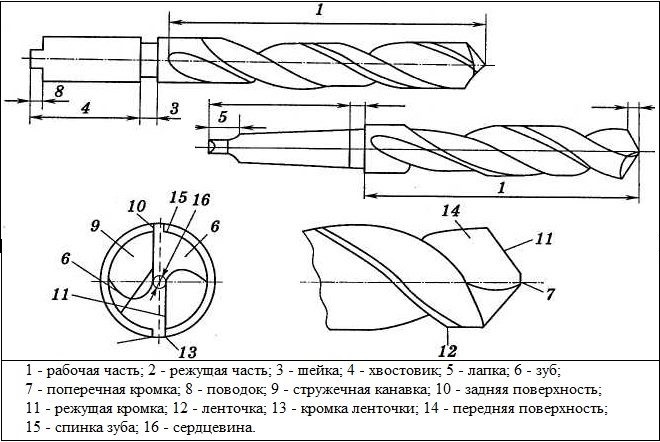
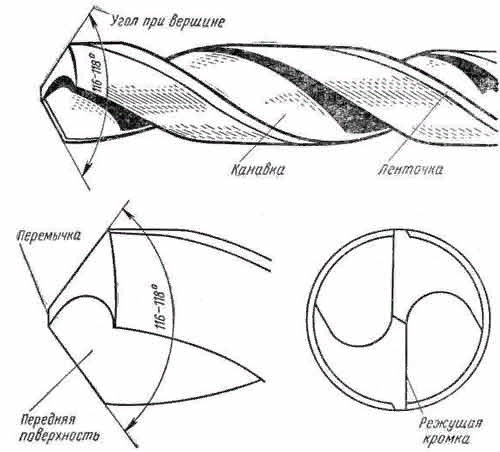
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
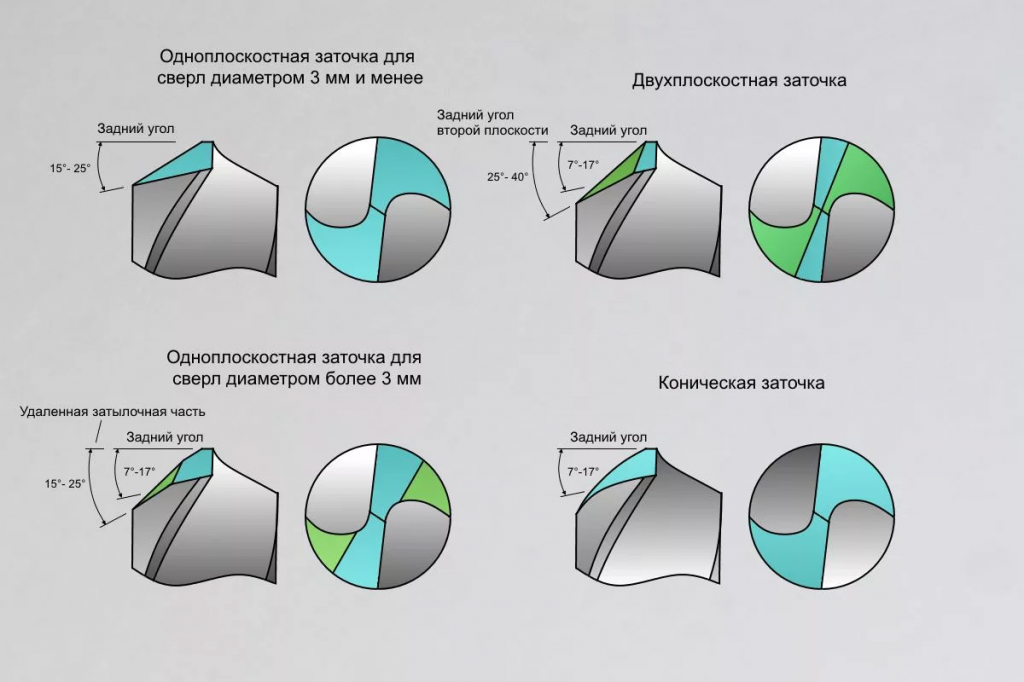
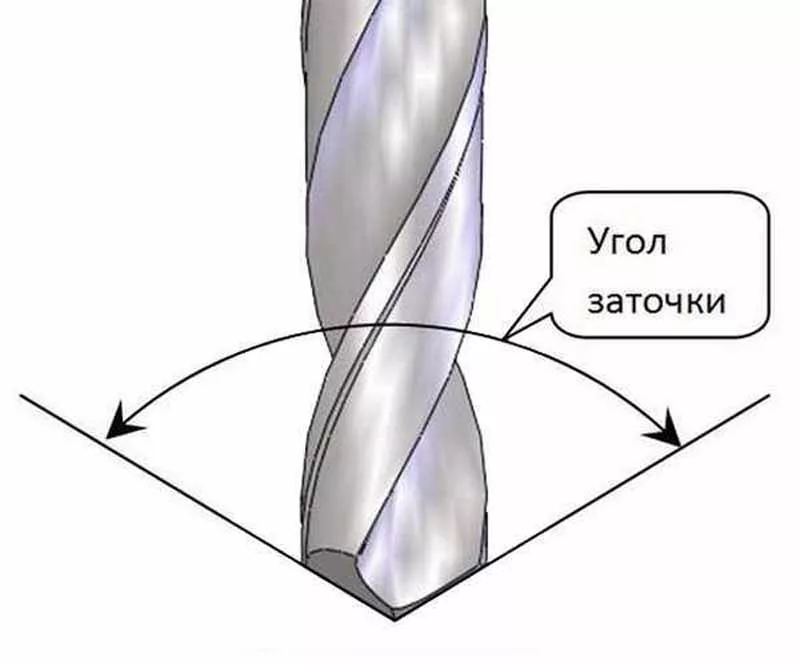
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
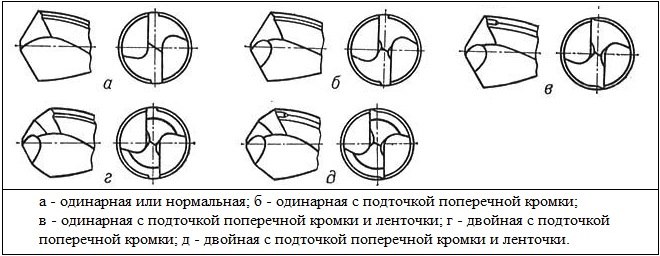
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
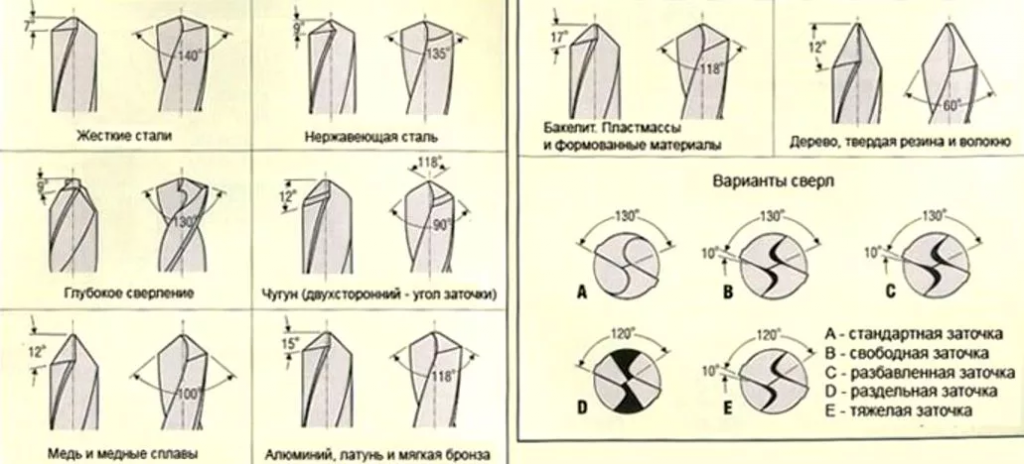
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
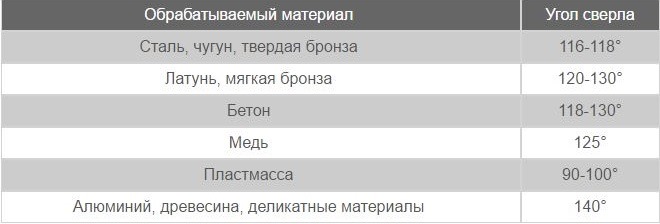
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
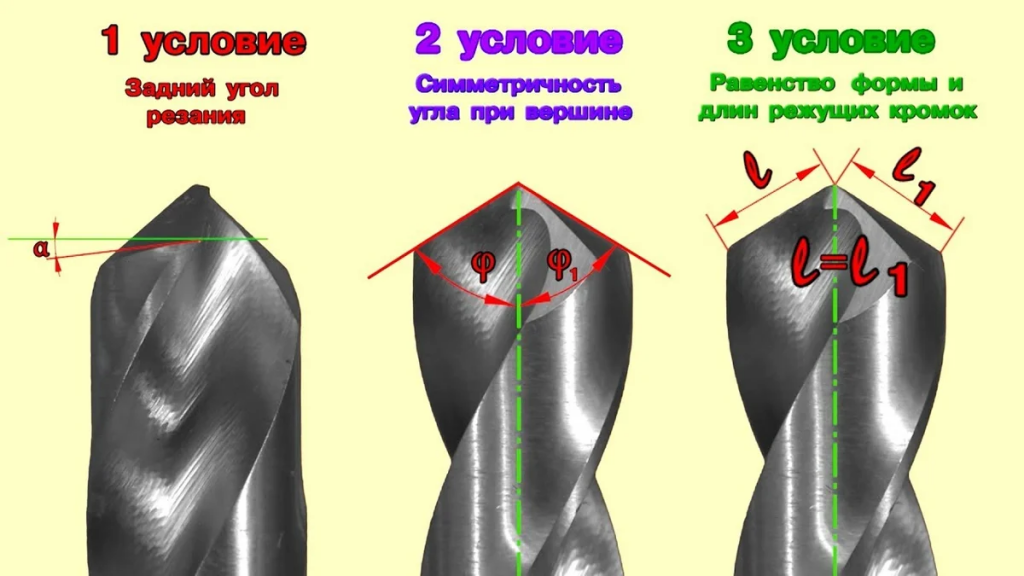
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.

Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Угол заточки сверла по металлу: таблица правильных значений – под каким уклоном нужно точить инструмент
Во время металлообработки, вне зависимости от станка и квалификации токаря, любой инструмент начинает тупиться. Притупление режущих кромок может привести к нагреву заготовок, а также к неаккуратному исполнению. Но необязательно каждый раз покупать новую, острую оснастку, можно исправить ситуацию самостоятельно, в домашних условиях. В статье расскажем, какой правильный угол заточки сверла по металлу соответствует ГОСТу, приведем таблицу значений.

Признаки, что инструмент затупился
Сперва объясним, почему необходимо следить за состоянием оснастки. Если она плохо заточена, то со временем из-за постоянного механического и термического воздействия она может сломаться прямо в процессе металлообработки. К чему это приведет:
- к порче заготовки, ведь внутри отверстия остается обломок, который затем сложно вытащить;
- к повреждению рук или другого незащищенного участка тела токаря, если осколки разлетятся в стороны.
А вот к чему может привести продолжение обработки с резцом, который уже отработал свой срок эффективности:
- к резкому снижению производительности работы – одна и та же процедура будет занимать в несколько раз больше времени, в результате не будет достигнут окончательный эффект, снизится класс точности металлообработки;
- к повышенному перегреву – во время трения и заготовка, и резец начинают нагреваться, а любой металл имеет температуру, в которой он деформируется;
- к работе «вхолостую», то есть вращательные движения инструмента ни к чему не приведут – это может быть достигнуто только в случае окончательного затупления, наиболее часто происходит с короткими изделиями;
- к заклиниванию всего станка – убирать заготовку сложно, иногда просто невозможно вытащить осколок из отверстия, поскольку он начинает там расплавляться – такой исход наиболее часто ожидает длинные сверла;
- некоторый металл после горения сильно закаляется (реакция трения приводит к изменению физических свойств по причине преобразований во внутренней кристаллической решетке) – его очень трудно затем обрабатывать другими инструментами, по сути, проходит частичный, местный процесс закалки.

Чтобы не допустить таких неприятных последствий, перед каждым новым циклом сверления требуется осматривать всю оснастку на пригодность. Регулярные проверки и слежение за состоянием угла заточки при вершине сверла помогут избежать подобных последствий. Необязательно проводить инструментальный анализ, чтобы понять, что резец стал непригодным. Вот по каким признакам можно определить «на глаз», что он нуждается в затачивании:
- появился явно заметный блеск граней заточки – при закруглении материал блестит, что делает его головку заметнее, она отличается от остальных частей (от хвостовика и основного цилиндра);
- возникновение цвета побежалости режущего инструмента – он может стать, например, черно-синим, такой эффект получается из-за сильного изменения температуры, аналогичный процесс с оттенком металла вы можете заметить у отходящей металлической стружки при резке;
- нагрев в процессе работы – безусловно, он будет происходить и при самом остром сверле, но во время эксплуатации заступившегося это будет в несколько раз заметнее;
- увеличение усилий при использовании для аналогичной процедуры – особенно актуально при сверлении ручным инструментом (электродрелью), потому что подача осуществляется не механизмом, а непосредственно самим человеком, то есть мастер просто будет сильнее давить на прибор;
- скрипящий звук уже свидетельствует о том, что заточка не поможет – такой резец стоит просто выкинуть, он сточился до неисправного состояния;
- грубой оценкой можно считать пальпацию пальцем, под подушечкой будет чувствоваться круглый край – острота кромки очень легко определяется, но человек, который мало знаком с точением, не всегда с первого раза сделает правильный вывод;
- на режущей поверхности могут появиться различные дефекты – сколы, заусенцы и пр., притом что ранее при этих же составляющих (станок, металл, сверло, мастер) все было отлично;
- можно увидеть износ, если использовать увеличительное стекло.

Дадим совет, на что обратить внимание в особенности. В самую первую очередь в любом сверле становится непригодной к использованию центральная часть и крайние угловые кромки, потому что они испытывают наибольшее термическое воздействие. После нагрева сталь становится мягче, проще деформируется. К тому же, чем шире радиус, тем больше материал среза, то есть на них максимальная нагрузка. Центральная часть не участвует в функции резания, а скорее раздвигает материал. Чтобы центр не испытывал больших нагрузок и не изнашивался в ускоренном режиме, рекомендуется просверлить резцом меньшего диаметра подготовительное отверстие (черновое), а затем при втором проходе обязательно применять мыльные эмульсии для охлаждения или в самом примитивном варианте – воду.
Особенности работы сверл и от чего зависит угол заточки
Безусловно, при выборе режущего инструмента мастер должен учитывать множество факторов, ведь вариантов исполнения и типоразмеров большое количество. Исходя из особенностей, подбирается не только резец, то и тип металлообработки. Каждый процесс обладает своими особенными характеристиками.
- Материала, по которому вы работаете. Одни стали имеют повышенную твердость, другие могут быть хрупкими, третьи – податливыми и мягкими.
- Качеств самого сверла – здесь работают аналогичные правила.
- Задач токаря – какой размер, а также класс точности необходимо обеспечить.
Исходя из этого и некоторых других факторов, выбирается режим сверления – когда подбирается оптимальное давление и обороты, иными словами, подача и скорость вращения инструмента. Если мы говорим о сверлении электродрелью, то такие показатели рассчитать достаточно сложно. Но в случае с работой со станками (сверлильными, токарными) этот показатель очень важен. Удобнее всего заниматься с оборудованием с ЧПУ, поскольку пульт управления автоматизирует множество процессов, в том числе расчет и выставление вышеприведенных параметров. Купить приборы для фрезерной, токарной обработки металла с ЧПУ можно на сайте компании https://stanokcnc.ru/.

Под каким углом затачивать сверло – также зависит от того, какую цель преследует токарь, а также с каким материалом он работает. Приведем такой пример. Если обрабатываемая заготовка изготовлена из очень твердого сплава, а резец обладает чрезмерно острой кромкой, то велика вероятность, что она просто сломается при нажатии. Выйти из этого положения можно двумя способами:
- сменить угол заточки на более тупой;
- сделать предварительную черновую обработку – просверлить маленькое отверстие на этом месте.
Ниже расскажем более подробно о рекомендациях выбора.
Основные элементы оснастки
Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
Особенности: под каким углом затачиваются сверла различного вида

Задача процедуры – восстановление прежних форм резца. Есть наиболее стандартная геометрия. Она называется нормальная или одинарная, маркируется как Н. В ходе нее формируется одна или две режущие кромки с уклоном под 118-120 градусов. Данный вид затачивания характерен для оснастки, которая в диаметре не превышает 1,2 см.
Такие варианты как НП, НПЛ, ДП и ДПЛ можно использовать на сверлах еще более узких – до 0,8 см в сечении. В ходе них затачивается поперечный край, чтобы уменьшить на него нагрузку. А также снижается ширина ленточки, это решает две проблемы:
- снижается сила трения, а значит, нагрев;
- дает большую эффективность сверлению.
Как правильно выбрать угол заточки сверла для стали или другого металла

Основной критерий уклона – материал заготовки. Он оценивается по следующим характеристикам:
- твердость – чтобы не сломать кончик;
- хрупкость – нельзя допустить образования сколов или трещин;
- вязкость или плотность.
Второй критерий – из чего создан сам резец. Приведем пример. Инструмент из прочного сплава желательно затачивать под 120 градусов. И в зависимости от того, с чем предстоит работать, его можно варьировать. Например, для дерева, пластмасса, а также алюминия и других мягких пород необходимо брать максимально острый угол, в то время как прочные, а также очень пористые структуры требуют более тупого уклона.
Если инструмент имеет особую конструкцию, например, спираль, то подход несколько отличается. У них есть широкие канавки, которые предназначены для отвода стружки. Углы заточки спиральных сверл – 45 градусов, но при вершине он должен быть не менее, чем 120-140.
Делаем вывод: ориентироваться необходимо на конструктивные особенности изначального резца, что к ним относится:
- Величина переднего наклона. Измеряется между касательной линией к наружной поверхности режущей кромки.
- Аналогичный параметр для задней плоскости.
- Ширина ленточки. Расстояние между двумя заточенными краями.
Если вы правильно выберете эти три параметра, то гарантируете:
- простоту работы – минимум усилий и времени;
- повышенную точность и чистоту – отсутствие сколов, заусенцев;
- длительный период износа.

Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.
Посмотрим сводную таблицу, но заранее отметим, что более точный параметр выбирается в зависимости от конкретной марки:
Чугун и стальные заготовки с низким легированием
Угол заточки сверла по металлу
Вы здесь
Оглавление
- Виды заточек сверл по металлу
- Таблица:углы заточки сверла
- Процесс заточки и проверки угла сверла
- Видео
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).
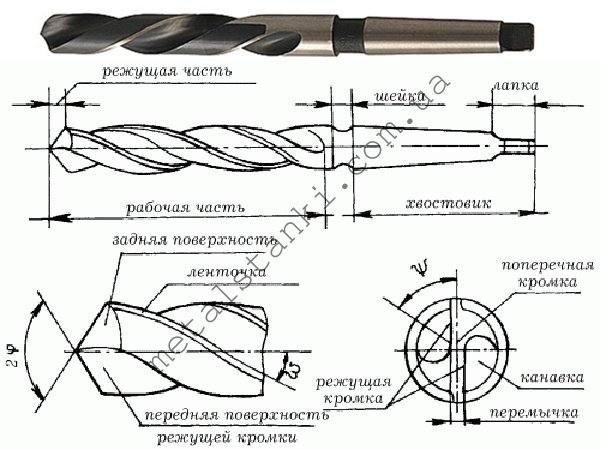
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
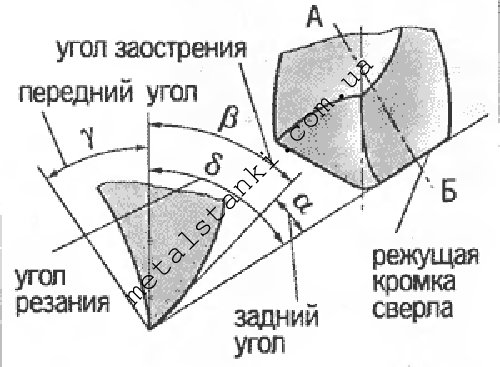
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Рекомендуемые углы заточки сверла по металлу
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
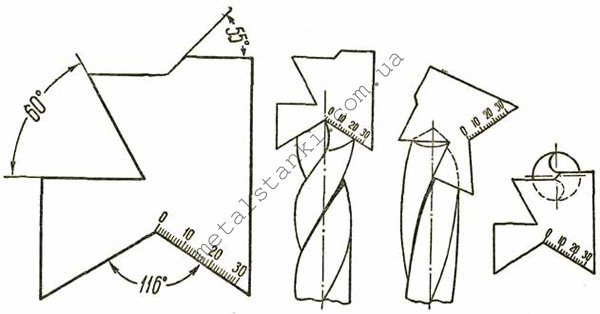
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Угол заточки сверла по металлу:Видео
Как заточить сверло по металлу – полезные советы
Существуют сверла всевозможных видов, но наиболее часто люди при домашней работе пользуются сверлами, предназначенными для работы с металлом. Хотя подобные инструменты делают из специальной стали, с годами они все равно тупятся, после чего их нужно затачивать. Некоторые думают: зачем заморачиваться, если затупившееся сверло проще выбросить и приобрести новое. Но зачем тратить лишние деньги, если затупившееся сверло можно заточить быстро и просто. Есть одно «но» — делать заточку нужно правильно. Разбираемся, как точить сверла по металлу «правильно».

Во-первых, нужно знать, что есть разные виды заточки. Она может зависеть от того, для чего применяется сверло, а также того, какой вид металла им обрабатывают, а также от диаметра инструмента. Однако до того, как наточить сверло, нужно определить, нужна ли вообще заточка.
Определение, нужна ли заточка
Любой человек может интуитивно определить, что с инструментом непорядок. Заточку необходимо делать, если сверло начинает издавать странный гул или скрипеть. Есть и другие признаки изношенности: к примеру, инструмент начинает усиленно греться или же итоговый результат сверления получается некачественным.
Разберем нюансы того, как правильно точить сверла по металлу.
Приспособления для заточки
Естественно, сделать сверло своими руками снова острым, причем прямо у себя дома – достаточно сложно. Вам понадобится различный инвентарь.
Даже в самом минимальном наборе понадобится следующее:
- заточный наждачный станок;
- комплект точильных кругов (их твердость выбирают, исходя от того, из чего было изготовлено сверло);
- тазик или любой другой сосуд, в который будем набирать хладагент (вода или машинное масло);
- приспособления для обеспечения необходимого угла заточки.
Что можно применить, если ситуация критичная и дома нет почти ничего для заточки?
Уточним, что нельзя забывать про правила безопасности. Ведь в любом случае будет много искр, а также острый металл.
Болгарка
Если заточного наждачного станка под рукой не имеется, а под каким углом затачивать — не
столь критично важно, можно использовать болгарку.
Есть два способа как точить сверла дома этим инструментом:
- Сверло нужно надежно закрепить в тисках (естественно, тщательно проверяем угол крепления). Затем на болгарку ставим абразивный диск по металлу, после чего включаем ее и аккуратно подносим к затачиваемому сверлу.
- Во втором случае крепится не сверло, а непосредственно сама болгарка. На нее ставим диск с мелкозернистой наждачной бумагой. Запускаем болгарку и аккуратно прислоняем к диску на ней сверло (естественно, рабочей режущей поверхностью).
Данный метод имеет свои минусы. Это опасность травмироваться, поскольку во время работы сверло постоянно так и норовит соскочить с круга.
Поэтому использовать болгарку стоит только тогда, если нет ничего другого, а также размер сверла не особо большой и не имеет существенного значения угол заточки.
Надфиль
Заточить сверло возможно и обычным напильником. Сделать это можно даже без особого опыта, нужно просто подобрать подходящий надфиль, чтобы быть уверенным, как правильно затачивать сверла по металлу. Но здесь есть один нюанс. Сверла (даже «бюджетные») делают из инструментальной быстрорежущей стали, поэтому надфиль нужно брать обязательно с напылением из алмазной крошки (другой напильник не «возьмет» наш инструмент). Ну и не обойтись без тисков — в них необходимо надежно зафиксировать сверло.
Наждачный станок
Естественно, лучше всего затачивать сверла дома на наждачном станке. Главное в том, как затачивать сверла по металлу, заключается в важном нюансе: режущую кромку подносим к кругу так, чтобы она была параллельной ему. Подобный способ лучше всего подойдет для обработки сверл менее 10 миллиметров. Конечно, точить на таком станке возможно и сверла более 16 миллиметров, но для этого придется купить специальные инструменты. Дополнительные приспособления подойдут и для затачивания универсальных сверл и таких, которые применяются, чтобы проделывать глухие или глубокие отверстия.
Порядок заточки сверла
Неважно, какого типа сверло, его нужно точить в строго определенном порядке. Сначала обработке подлежит его задняя поверхность. Нужно обеспечить плотное прижатие инструмента к заточному кругу и тщательно следить, чтобы угол заточки не менялся. Затем переходим к режущей части. В последнюю очередь производится доводка поверхности сзади.
Вроде бы, как правильно точить сверла, разобрались. Но естественно, у тех, кто делает это впервые, вряд ли сразу все получиться должным образом, поэтому стоит сначала поэкспериментировать на старых, ненужных сверлах, которые и так собирались выбрасывать.
Угол при заточке сверла

Если вы хотите сделать заточку качественной, нужно соблюдать правильные углы:
- спереди (режущая зона) в двадцать градусов;
- сзади в десять градусов;
- угол при вершине должен равняться 118 градусам.
Последний пункт верен, если сверлить именно металл. В целом этот угол нужно выбирать из специальных таблиц.

Процесс заточки
Затачивание сверла нужно делать определенным образом. Для начала берем инструмент левой рукой возле передней (рабочей) части. Правой рукой плотно обхватываем хвостовик. Запускаем вращение диска на болгарке или станке и аккуратно (без сильного нажима) подводим к нему заднюю часть режущей кромки сверла.
Важно: при затачивании сверло периодически нужно охлаждать.
Продолжая слегка прижимать сверло к диску, правой рукой поворачиваем его, чтобы заточить заднюю часть. Все это время проверяем нужный наклон сверла. Также присматриваем, чтобы режущие кромки получились одинаковыми по длине и заточены под идентичным углом.
Проверка правильности заточки
Когда точим сверла своими руками, то у многих может возникнуть вопрос: как проверить угол заточки. В основном для этого применяют специальные шаблоны, на которых есть вырезы. Еще один вариант — специализированные приспособления, такие как прибор Слепнина.
Рекомендации при заточке
Если точим сверла дома, есть один существенный нюанс, о котором нельзя забывать. Речь идет о корректном (то есть параллельном) расположении режущей части сверла по отношению к абразивному кругу. Не нужно забывать про своевременное устранение зазубрин, без этого инструкция как наточить сверло по металлу является просто бесполезной.
Преимущества заточки на специальном оборудовании
Важным плюсом использования спецоборудования при затачивании сверл является автоматизация многих процессов. К примеру, отпадает необходимость тщательного измерения угла. Сверло сразу закрепляется под желаемым углом на подвижной колонке станка и его можно подвести к кругу с идеальной точностью.
Как правильно точить сверла по металлу: способы заточки

Слесарный режущий инструмент исполняет роль формирования круглых отверстий разного диаметра при производстве различных конструкций, деталей из железа и другого сырья. Однако не вся оснастка подходит для сверления, так как одни образцы, пригодные для работы с мягким материалом, совсем не будут функционировать с твердыми или чрезмерно износятся. Также существенно влияют на требования параметры вязкости. Поэтому очень важно сделать правильный подбор. А для этого структура бура должна быть намного тверже, чем само изделие. Инструменты обычно изготавливаются из быстрорежущей стали, маркировка которой прописывается как Р или для импортных товаров – HSS. Для придания большей прочности применяют дополнительные элементы (кобальт и молибден), что гарантирует увеличение срока эксплуатации в три раза. Оснастка, покрытая нитридом титана (имеет характерный золотистый цвет), снижает нагрев рабочей поверхности. Данный тип предназначен для работы с чугуном, легированной и нелегированной сталью высокой прочности. В особо сложных случаях применяются исполнительные органы с твердосплавными гранями или алмазным напылением. Но у каждого изделия существует свой порог, со временем режущие кромки тупятся, что и приводит к более длительному сроку исполнения, некачественно выполненной работе. Давайте рассмотрим, как самостоятельно, без помощи профессионалов, можно научиться правильно точить сверла по металлу и этим продлить время эксплуатации оснастки.

Как понять, что гаджет затупился
Изначально необходимо уяснить, что неисправный инструмент не только подведет вас в выполнении сложной задачи, но и может сломаться, так как он перегреется при работе. Зачастую оставшаяся часть в отверстии не подвержена извлечению, а это, в свою очередь, ведет к порче продукции. Кроме того, во время больших оборотов электродрели, осколки способны разлететься и причинить вред здоровью мастера.
 Признаки снижение режущих качеств:
Признаки снижение режущих качеств:
Сама деталь сильно нагревается, что видно невооруженным глазом.
Слышен сильный визг.
Одна и та же процедура занимает на порядок больше времени.
Снижается класс точности.
При прикосновении к острию чувствуется гладкая и округлая кромка.
На обрабатываемой детали остаются крупные заусенцы на выходе и бордюр на входе.
Появляется характерный блеск головки, окрас которой сильно отличается от хвостика и основного цилиндра. Режущая поверхность приобретает сферичность и глазу становится заметно отражение от этой линии.
Сильно изменившаяся температура при обработке способствует появлению цвета побежалости, например, темно-синего.
Увеличиваются усилия специалиста при использовании оснастки.
Если по каким-то причинам вы не распознали первые признаки износа, то можно вооружиться лупой большого разрешения. Следует обратить внимание не только на торцевую часть, но и на боковые поверхности. При их износе также наблюдаются похожие симптомы.
Как правильно затачивать сверла по металлу
 Способов корректировки неисправности много и времени на это затрачивается несколько минут. Только теоретики должны иметь в своем гараже или другом техническом помещении необходимое оборудование и перед проведением ответственной работы попрактиковаться на отработанных образцах.
Способов корректировки неисправности много и времени на это затрачивается несколько минут. Только теоретики должны иметь в своем гараже или другом техническом помещении необходимое оборудование и перед проведением ответственной работы попрактиковаться на отработанных образцах.
 Одним из главных условий является удобное положение точильного инструмента. Это исключает ненужное смещение. Особое внимание уделяется нагреву при манипуляции. Если возникает посинение, то аппарат не будет выполнять свои функции, так как меняются структура и свойства. При условии, что вы не обладаете специальным приспособлением, обеспечивающим установку угла и центрирование, вам необходимо постараться максимально скопировать эти параметры с оригинала. Если заточка малых диаметров сложна из-за незначительных размеров, то от 12 мм и более трудно становится выставить равномерный угол на обеих гранях и отцентрировать.
Одним из главных условий является удобное положение точильного инструмента. Это исключает ненужное смещение. Особое внимание уделяется нагреву при манипуляции. Если возникает посинение, то аппарат не будет выполнять свои функции, так как меняются структура и свойства. При условии, что вы не обладаете специальным приспособлением, обеспечивающим установку угла и центрирование, вам необходимо постараться максимально скопировать эти параметры с оригинала. Если заточка малых диаметров сложна из-за незначительных размеров, то от 12 мм и более трудно становится выставить равномерный угол на обеих гранях и отцентрировать.
 Одной из главных ошибок любителей является пренебрежение вращательным движением. При этом кромка имеет необходимые свойства, но касание к объекту ограничивается выступающей пяткой.
Одной из главных ошибок любителей является пренебрежение вращательным движением. При этом кромка имеет необходимые свойства, но касание к объекту ограничивается выступающей пяткой.
Даже если у вас нет опыта в этой сфере, произвести заточку можно пусть и недолжного качества, но на несколько отверстий вполне хватит.
Из чего состоит инструмент
 Перед тем как приступать к заточке спиральных сверл по металлу, следует уяснить конструкцию и назначение всех элементов.
Перед тем как приступать к заточке спиральных сверл по металлу, следует уяснить конструкцию и назначение всех элементов.
Обязательно любое устройство имеет зону воздействия на материал. Далее мы рассмотрим нестандартные варианты, а самая ходовая модель имеет:
Две режущие кромки.
Задние поверхности (затылок), подпирающие плоскости, которые не должны касаться обрабатываемого образца.
Передние, принимающие и деформирующие стружку.
Перемычка в центральной зоне.
Канавки для отвода стружки.
Спинки, как часть отводящей спирали.
Две кромки, находящиеся на боковых гранях.
Это является составными элементами рабочей части.
 Для крепления в инструменте предусмотрена зона, имеющая сферическую или шестигранную форму. Обычно это место изготавливается из другого сплава, так как на него воздействуют иные нагрузки, а также с целью экономии.
Для крепления в инструменте предусмотрена зона, имеющая сферическую или шестигранную форму. Обычно это место изготавливается из другого сплава, так как на него воздействуют иные нагрузки, а также с целью экономии.
Параметры, подлежащие восстановлению при переточке сверл
 Предположим, что оснастка сохранила свою геометрию, боковые ленты не изношены и цветов побежалости не наблюдается. В этом случае вам необходимо обеспечить следующие свойства:
Предположим, что оснастка сохранила свою геометрию, боковые ленты не изношены и цветов побежалости не наблюдается. В этом случае вам необходимо обеспечить следующие свойства:
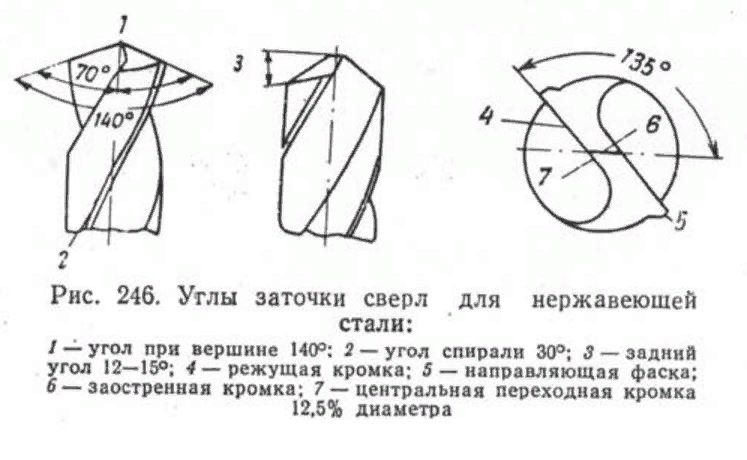
Сформировать угол между рабочими кромками в пределах 115-120 градуса. Это значение актуально для работы со сталями и большинством других сплавов. Однако во многих случаях это значение может быть иным и варьироваться от 60 до 180°.
Наклон между кромкой и центром. Он должен составлять 55-60 градуса. Важным является симметричность обеих частей.
Соблюдение второго условия обеспечит одинаковый размер кромок. Работать будут обе грани, при этом не наблюдается биение.
Задняя поверхность должна иметь отклонения 5-7° от конуса вращения. Этим обеспечивается оптимальные упорные свойства и отсутствие трения о деталь.
 Если передняя часть значительно повреждена, то сначала необходимо удалить участок, не соответствующий стандартам. Наиболее часто встречаются следующие повреждения:
Если передняя часть значительно повреждена, то сначала необходимо удалить участок, не соответствующий стандартам. Наиболее часто встречаются следующие повреждения:
Изменение цвета (посинение).
Износ боковой ленты.
Как затачиваются сверла в зависимости от обрабатываемого материала
Для лучшего понимания мы предлагаем вам рассмотреть таблицу, рекомендованную для работ с разнообразными металлами.
Углы при вершине (°)
Задний угол в градусах
Некоторые породы дерева, каучук, пластик
Более твердые аналоги
Высокопрочные и антикоррозийные сплавы, никелевый состав
Как правильно заточить сверло по металлу?




Какие сверла бывают.
Геоометрия этого инструмента весьма разнообразная. Мы рассмотрим только формы, типичные с точки зрения заточки.
• Цилиндрическое спиральное.
-
Самое распространенное сверло. Обычно имеет 2 стружкоотводящие канавки, но бывает и больше.
• Ступенчатое.
-
Удобно использовать, когда отверстия сверлятся в листовом металле и разных диаметров.
• Коронка по металлу.
-
Применяют для сверления отверстий большого диаметра в листовом металле.








Что необходимо использовать?
Заострение сверл осуществляют по задним граням. Конечные результаты обеих имеют равные параметры, идентичные друг другу. Ручная заточка неприменима. Желательно воспользоваться точильным агрегатом с диском, работающим от электрической сети. Как точить сверла по металлу, сопутствующие материалы, а также инструменты, задействуемые в восстановительном процессе:
- Электроточило;
- Сверло;
- Очки для предохранения глаз;
- Чаша с проточной водой для охлаждения горячего металла.
Материал сверла.
Рассмотрим материалы в порядке возрастания износостойкости и цены:
• Обычное сверло из режущей стали без дополнительной обработки. Самое дешевое. Цвет обычной стали. • Обработанное перегретым паром. Имеет черный цвет. • Обработанное отпуском имеет слабый золотистый оттенок. • С нанесением нитрида титана имеют яркий золотистый цвет. • Легированные кобальтом характерны присутствием золотисто-красного оттенка.
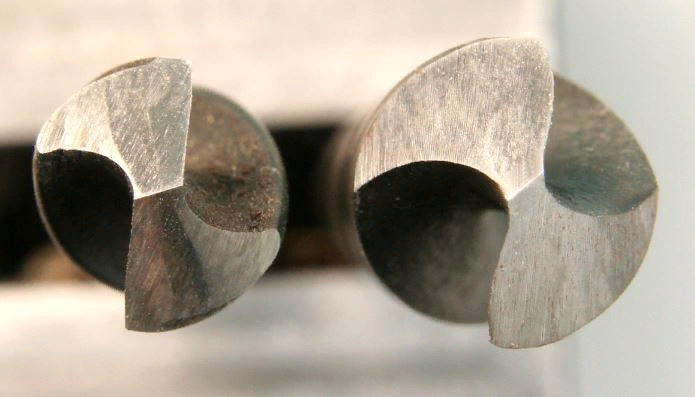
Элементы сверла для заточки.
Для лучшего понимания, элементы для заточки будем рассматривать на примере двуканавочного цилиндрического спирального сверла.

• Режущие кромки вырезают металл из зоны отверстия. • Задние поверхности. Именно они обрабатываются при заточке сверла, для придания режущей кромке остроты и нужной геометрической формы. • Перемычка станет первым индикатором правильности заточки сверла. Именно на этих элементах следует сконцентрировать внимание при заточке сверла.
Приспособление для заточки сверла в условиях мастерской.
Здесь мы рассмотрим приспособление для заточки сверла инструментами, которые часто используются в домашних условиях.
4.1. Шлифовальная машинка (болгарка).

Для получения приемлемого качества заточки, необходтмо закрепить электроинструмент. При наличии помощника все решается совсем просто. Пусть помощник положит электромашину на твердую, ровную горизонтальную поверхность диском вниз, а щитком вверх. Например, на стол. Болгарка должна опираться на щиток диска. И, взявшись за корпус, в местах, указанных на фото, надежно зафиксирует ее.
Если у вас нет помощника и подходящих держателей, можно воспользоваться банальными слесарными или столярными тисками. Зафиксируйте болгарку так, чтобы губки тисков не закрывали отверстия для вентиляции. Абразивный диск можно сориентировать как вертикально, так и горизонтально.
Диск можно использовать обычный (режущий), но лучше поставить специальный – заточный. Он значительно толще режущего.
4.2. Ручная дрель.
Для крепления дрели справедливо все, что Вы прочитали о креплении болгарки в предыдущем пункте.

ВАЖНО! Для заточки подходит только дрель с кулачковым патроном.
Не все знают, но в продаже имеются держатели для дисков от болгарки, которые позволяют использовать «болгарочные» режущие и заточные диски с дрелью. Так удается высокоскоростной дрелью подменить функции болгарки.
Также можно использовать шлифовальный диск с наклеенной на него наждачной бумагой. Чем тверже основа, на которую наклеена бумага, тем лучше. Сейчас можно встретить наждачную бумагу, которая не клеится на диск, а садится «на липучку». Такая тоже годится. При этом качество заточки будет хуже.
Вместо сверла в кулачковый патрон дрели устанавливается держатель «болгарочного» диска или шлифовальный диск.
4.3. Обдирочно-заточный станок (точило, наждак).
Не у каждого дома найдется подобный агрегат. Но мы, все-таки, вкратце рассмотрим. Так как понять технологию правильной заточки сверла и то, как правильно приспособить домашний инструмент к заточке, легче всего на нем.

Абразивный круг из электрокорунда предназначен для обработки стали, в том числе и заточки сверла.
Горизонтально, на уровне оси вращения абразивного круга находится подручник – стальная планка. Служит опорой для пальцев руки и инструмента при заточке.




Применение приспособления
При работе на наждаке основную проблему составляет правильное направление сверла и надежное его удержание с учетом разогрева металла. Для того чтобы облегчить процесс, используются державки инструмента. Распространена такая самодельная система. Державка изготавливается на базе штатива с закреплением на ней пластины. На этой пластине сверло крепится с помощью фиксаторов. Продвижение его в направлении абразива осуществляется регулировочным винтом. Стойка штатива снабжается шкалой с разметкой углов (обычно 4 наиболее распространенных варианта). Такая конструкция обеспечивает надежную фиксацию инструмента в зажимах пластины, а точность подачи обеспечивается регулировочным винтом.
Технология правильной заточки сверла на обдирочно-точильном станке.
5.1. Подготовка к заточке
Нанесите маркером на поверхность подручника линию под углом 60 градусов относительно рабочей поверхности абразивного круга (торец круга, который смотрит на Вас).

Это помогает правильно сориентировать сверло при заточке. Угол, показанный на рисунке, в большинстве случаев приблизительно равен 120 градусов. А вообще-то, чем тверже металл для сверления, тем большим должен быть этот угол.
ВАЖНО! Не работайте при заточке в перчатках. Глаза обязательно защищайте очками или прозрачным щитком. Остерегайтесь срыва руки и сильного касания к абразивному кругу.
5.2. Исходное положение сверла.

Руки, пальцы напрягать не следует.
5.3. Движение сверла при заточке.
После установки сверла в исходное положение, медленно подаем его вперед до касания с кругом. Сразу после касания, двигаемся, одновременно в трех направлениях: наконечник вверх, хвостовик вниз, сверло вперед вдоль оси.

Повторяем пункты 5.2 и 5.3 еще 2 раза.
Поворачиваем сверло вокруг продольной оси на 180 градусов и выполняем пункты 5.2, 5.3, 5.4 для второй задней поверхности.
5.6. Что мы должны получить.
Поставьте сверло вертикально, наконечником вверх. В этом положении вся задняя поверхность должна быть ниже режущей кромки. Причем, чем дальше от режущей кромки по задней поверхности, тем ниже. В технологиях заточки это так и называется – занижение.
Стачивая заднюю поверхность, мы ее занижаем. В результате поверхности металла, который режет сверло, касаются только режущие кромки и перемычка. Отсутствие занижения – самая распространенная ошибка начинающих заточников.



Технология заточки сверла по металлу с помощью болгарки или ручной дрели.
Если Вы разобрались с заточкой сверла на заточном станке, то пришло время узнать, что на шлифмашине (болгарке) это делается аналогично. В качестве подручника, мы просто используем край защитного щитка абразивного диска. Поворот щитка регулируется. Перед заточкой поверните его так, чтобы было удобно опираться пальцем под затачиваемым сверлом. Старайтесь выполнить те же движения, сто и на заточном станке. Дело в том, что научиться правильно затачивать сверла не заточном станке можно довольно просто и быстро. Именно поэтому рекомендуется фиксировать болгарку — Вы быстрее получите пристойный результат.
С ручной дрелью сложнее. У нее нечего использовать вместо подручника. Но вы можете приспособить для этого подручные предметы. Здесь понадобится две устойчивых ровных поверхности. На одной зафиксирована дрель, другая используется как подручник. Поверхности располагают на одном уровне так, чтобы между ними мог быть помещен вертикально диск, установленный в патрон дрели. Например, это могут быть столы, верстаки, ящики.
В любом случае качество заточки на дрели будет хуже, чем на других рассмотренных инструментах.
Контроль качества заточки.
Во время заточки, Вам придется постоянно контролировать параметры элементов сверла. В большинстве случаев, это следует делать после обработки всех задних поверхностей.
7.1. Визуальный контроль перемычки.
Перемычка должна быть расположена по центру торца наконечника сверла. Кроме этого. Ее кромка должна проходить между самыми глубокими точками стружковыводящих канавок. Иными словами, она должна быть как можно короче.
7.2. Длина режущих кромок.
Это расстояние от перемычки до края сверла по линии режущей кромки. Измерить можно штангенциркулем или линейкой. Очевидно, что все режущие кромки должны быть одинаковы. Если это не так, то следует подточить ту заднюю поверхность, которая короче.

7.3. Контроль занижения.
Что такое занижение, мы рассмотрели в пункте 5.6. Быстро проверить его наличие можно, поставив сверло вертикально, наконечником вниз, уперев перемычку в любую плоскую поверхность. Посмотрите на заднюю поверхность, расположившись сбоку сверла. Если Вы визуально не видите занижения (кромка задней поверхности, повернутая к Вам, плавно не поднимается вверх), поверхность придется переточить.
Применение шаблона для установления угла
Как самому заточить сверло? Это было написано выше. Для исключения ошибок нужно выполнять проверку правильности затачивания специальным приспособлением – шаблоном.
Шаблон возможно сделать из листа металла (медь, алюминий, сталь), имеющего толщину примерно один миллиметр. Желательно использовать листы из стали, потому как они служат дольше прочих. Посредством шаблона вычислите угол заточки сверла по дереву/металлу при вершине, размер режущих частей, угол промеж перемычки и кромки. Вместо заднего угла, вычислить который достаточно трудно, необходимо замерить угол заострения.
Если длины режущих частей и угол их наклона к оси инструмента будут неравномерны, нагрузка станет распределяться неправильно. В результате эксплуатационный период сократится ввиду изнашивания режущих частей, постоянно пребывающих в состоянии перегрузки.

Различия в нагрузке на части инструмента провоцируют его биение при обработке детали. Из-за этого радиус отверстия получается больше чем нужно. Определить правильность затачивания проще всего, попробовав сделать отверстие посредством сверлильного приспособления. Если стружка вылетает неравномерно, значит, заточка сверла по дереву/металлу осуществлена неверно.