Сварка металлопластиковых труб своими руками
Как правильно паять пластиковые трубы своими руками
Предварительная подготовка.
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.

Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
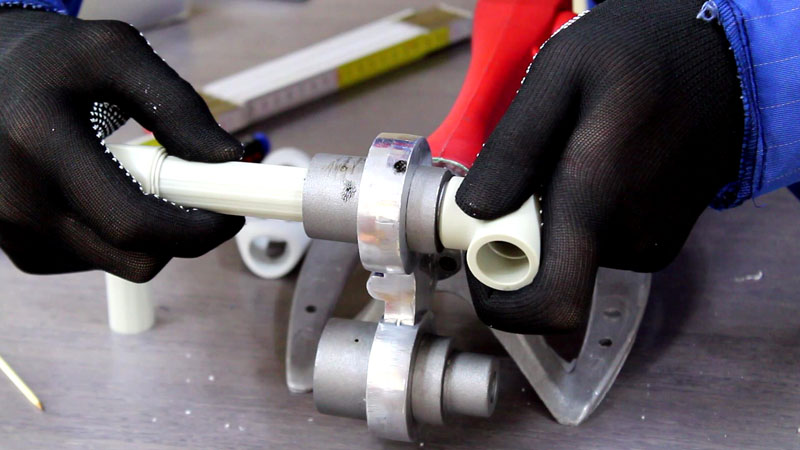
 Выполнять пайку труб лучше в защитных перчатках
Выполнять пайку труб лучше в защитных перчатках
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Различия спайки пластика и металлопластика
Многих интересует, как правильно сваривать металлопластиковые изделия. Интересно то, что такого понятия в работе профессионалов не существует. Сваривают алюминиевые трубы. При этом используют методику встык или внахлест. Для соединения используют фитинги.
- Компрессионные;
- Пресс-фитинги.
Пресс-фитинги отличаются большей прочностью. Соединяют трубы с помощью прессовки, используя специальный инструмент. Для затягивания компрессионных соединений применяют простой ключ. Но такие фитинги не включают сварки.
На рынке представлены полипропиленовые трубы, армированные алюминием. Они используются в системах отопления и горячего водоснабжения. Именно такие устройства нуждаются в сварке.
 Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Для металлопластиковых изделий сварку не используют. А вот армированные изделия соединяют именно таким способом. Среди пластиковых труб популярностью пользуются варианты из ПВХ. Их коэффициент расширения небольшой. Характеристика изделий позволяет их использовать только для обустройства канализации. Но трубы большого диаметра можно взять для центрального водопровода. Монтаж можно проводить с помощью сварки или склеивания.
Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.
 Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.
Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.
 Для пайки труб лучше задействовать 2 человека
Для пайки труб лучше задействовать 2 человека
Торцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.

Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать. Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя.
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.. Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.

СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
Так или иначе, качественный, надежный инструмент для монтажа водопроводов из пластиковых труб, с расшифровкой аббревиатуры которых можно ознакомится на нашем сайте,
никогда не окажется лишним в руках опытного специалиста или человека, который планирует стать таковым уже в обозримом будущем, выполняя такие работы для себя или на коммерческой основе.
Смотрите видеоинструкцию – 4мин 31сек:
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.
Пайка металлопластиковых труб
Все больше людей меняют старые водопроводные системы, сделанные из металлических труб, на новые, изготовленные из металлопластика. Металлопластиковые трубы не только дешевле металлических, но и удобнее в эксплуатации и долговечнее. При сборке водопроводных и других систем из металлопластиковых труб используются специальные фитинги. Но, как прочно прикрепить трубы к фитингам? Вот тут-то и возникает вопрос, можно ли паять металлопластиковые трубы? Да, можно, только пайка металлопластиковых труб производится по определенной технологии при помощи специальных сварочных аппаратов.
Виды паяльников для металлопластиковых труб
 Соединять металлопластиковые трубы с фитингами нужно при помощи специальных паяльников. Они бывают двух видов:
Соединять металлопластиковые трубы с фитингами нужно при помощи специальных паяльников. Они бывают двух видов:
1. Профессиональные паяльники. Такие паяльники предназначены для соединения металлопластиковых труб, диаметр которых превышает более 50 сантиметров.
2. Домашние паяльники. Эти паяльники обладают меньшей мощностью и соответственно меньшей поверхностью нагрева. При помощи домашних паяльников можно соединять металлопластиковые трубы диаметром от 16 до 63 миллиметров.
Чаще всего металлопластиковые трубы соединяются при помощи быстрого монтажа, при котором подлежащие спайке поверхности нагреваются до 180 градусов Цельсия.
Технология пайки металлопластиковых труб
 Перед тем, как паять металлопластиковые трубы необходимо приготовить следующие инструменты и материалы: паклю, герметик, сварочный аппарат, ножницы и рулетку. Сварка металлопластиковых труб производится следующим образом:
Перед тем, как паять металлопластиковые трубы необходимо приготовить следующие инструменты и материалы: паклю, герметик, сварочный аппарат, ножницы и рулетку. Сварка металлопластиковых труб производится следующим образом:
1. Той частью битки, которая своей формой повторяет колпачок, необходимо нагреть внешний край металлопластиковой трубы.
2. Биткой меньшего размера нагревается внутренний край металлопластиковой трубы.
Используемые в процессе паки битки должны подходить по своему размеру к диаметру металлопластиковых труб.
3. Как только трубы (фитинги) разогреются до нужной температуры, их необходимо одновременно снять со сварочного аппарата и соединить друг с другом. Края металлопластиковых труб (фитингов) надежно сварятся. Как только соединение остынет трубы можно использовать для дальнейшего монтажа.
Видео с детальным процессом пайки, на примере монтажа и соединения радиаторов:
Паяльники для металлопластиковых труб и их примерная стоимость
 1. Паяльник Контур PROFF-Z. Предназначен для сварки труб диаметром от 20 и до 63 миллиметров. Оснащен лампой индикации. Стоимость – 4400 рублей.
1. Паяльник Контур PROFF-Z. Предназначен для сварки труб диаметром от 20 и до 63 миллиметров. Оснащен лампой индикации. Стоимость – 4400 рублей.
2. Сварочный аппарат ЭНКОР АСП-1500/20-63 56951. Есть возможность регулировать температуру. Стоимость – 1700 рублей.
3. Сварочный аппарат ЭНКОР АСП-800 56950. Помогает сваривать трубы диаметром 20-63 миллиметров. Стоимость – 1050 рублей.
Похожие публикации:
 Стоимость стальных труб
Стоимость стальных труб Металлопластиковые трубы и их особенности
Металлопластиковые трубы и их особенности Какие выбрать металлопластиковые трубы
Какие выбрать металлопластиковые трубы Характеристики металлопластиковых труб
Характеристики металлопластиковых труб Способы укладки металлопластиковых труб
Способы укладки металлопластиковых труб Монтаж фитингов для металлопластиковых труб
Монтаж фитингов для металлопластиковых труб
пакля какая то а трубку металлопластика чё зачищать не надо от алюминия не пиши бред если не знаешь
Пайка пластиковых труб своими руками — тонкости и нюансы

 Достойной альтернативой обычным металлическим трубам в сетях водоснабжения и отопления стали пластиковые трубы. На сегодняшний день их существует несколько разновидностей, каждая из которых имеет свои особенности.
Достойной альтернативой обычным металлическим трубам в сетях водоснабжения и отопления стали пластиковые трубы. На сегодняшний день их существует несколько разновидностей, каждая из которых имеет свои особенности.
Наиболее популярны полипропиленовые трубы, они отличаются более высокими технологическими характеристиками, соединение таких труб легко осуществляется самостоятельно. Пайка пластиковых труб своими руками требует минимум навыков и выполняется специальным паяльником, который стоит недорого. Стоит уточнить, речь идет именно о пластиковых трубах, металлопластиковые изделия соединяются совершенно другим образом.
Различия пластиковых труб
Нередко приходится слышать (от неспециалистов) о том, что металлопластиковые трубы стыкуются легко при помощи сварки.
Так вот, хотелось бы сказать, что такого понятия как сварка металлопластиковых труб, если речь касается именно монтажа, нет вообще.
Данное определение может применяться к процессу производства, а именно к сварке одного из слоев такого изделия — алюминиевой трубы. Она имеет толщину от 0,1 до 0,5 мм, и может соединяться при помощи сварки встык или внахлест.
 Соединение металлопластиковых труб
Соединение металлопластиковых труб
Соединение металлопластиковых труб осуществляется при помощи специальных фитингов.
Различают две разновидности соединительных элементов:
- компрессионные фитинги,
- пресс-фитинги.
Вторые более надежны, соединение осуществляется при помощи опрессовки изделий специальным инструментом. Компрессионные фитинги затягиваются обыкновенным ключом. Как видите, эти виды фитингов для металлопластиковых труб не имеют ничего общего со сваркой.
Вся путаница пошла с тех пор, как на рынок стали поступать полипропиленовые трубы, армированные алюминием. Для того, чтобы получить возможность применять пластиковые трубы в системах отопления, а также горячего водоснабжения, и пошли на этот шаг.
Но в отличие от металлопластика, где слой алюминия представляет собой настоящую трубу, в данной продукции применяется фольга, причем чаще всего перфорированная.
 Именно армированные полипропиленовые трубы и соединяются при помощи сварки (пайки), а о том, как установить металлопластиковые трубы таким методом, даже не задумывайтесь. Ответ однозначный — никак.
Именно армированные полипропиленовые трубы и соединяются при помощи сварки (пайки), а о том, как установить металлопластиковые трубы таким методом, даже не задумывайтесь. Ответ однозначный — никак.
Еще одна разновидность пластиковых труб — изделия из ПВХ. Такие трубы отличаются меньшим коэффициентом расширения. Но неоднозначность качеств ПВХ изделий (в части экологической безопасности) определило основную сферу их применения — канализация. Хотя трубы большого диаметра вполне целесообразно применять на магистральных водоводах.
Монтаж ПВХ труб осуществляется методом сварки или склеиванием.
Сварка армированных пластиковых труб
Ну, с определениями вроде бы немного разобрались, теперь можно поговорить и о сварке полипропиленовых труб.
Соединение труб выполняется методом диффузионной сварки, в процессе которой, разогретый до определенной (260 градусов) температуры материал заготовок при стыковке начинает проникать друг в друга. Результатом качественной сварки становится монолитное соединение, отличающееся прочностью.
В процессе следует выполнять ряд рекомендаций, которые определяют качество соединения:
- Температура нагрева деталей должна быть именно 260 градусов.
- Период нагрева должен соответствовать нормативам, он зависит от диаметра свариваемых труб.
- После стыковки деталей необходимо их выдержать неподвижно в течение времени, которое также зависит от сечения трубы.
- Сварка пластиковых труб должна осуществляться только в сухом состоянии, наличие воды на заготовках не допускается.
Паяльник для сварки труб
Паяльник для сварки полипропиленовых труб представляет собой  электронагревательный прибор, снабженный автоматикой, позволяющей поддерживать оптимальную температуру. Ценовой диапазон данного инструмента достаточно широк, стоимость, в основном, зависит от качества насадок, вернее, от материала полимерного покрытия.
электронагревательный прибор, снабженный автоматикой, позволяющей поддерживать оптимальную температуру. Ценовой диапазон данного инструмента достаточно широк, стоимость, в основном, зависит от качества насадок, вернее, от материала полимерного покрытия.
В комплект инструмента входит:
- Паяльник
- Набор насадок различного диаметра
- Ножницы для обрезки трубы
- Уровень, рулетка
Дополнительно, для сварки армированных труб необходимо приобрести шейвер, приспособление для снятия слоя алюминия перед пайкой. Имея такой набор, вы сможете выполнять монтаж и ремонт пластиковых труб в любых условиях.
Технология сварки
При выполнении работ придерживайтесь следующих рекомендаций.
Пайку начинайте только после повторного цикла нагрева паяльника. В первый раз после включения автоматика отключает инструмент при более высокой температуре, это необходимо для быстрейшего нагрева насадок.
Перед включением накрутите сразу все комплекты насадок, которые вам понадобятся при пайке труб различного диаметра.
Выдержав трубу и фитинг на паяльнике требуемое время, с небольшим усилием соедините их, зафиксировав в неподвижном состоянии.
При стыковке обращайте внимание на прямолинейность и правильную направленность деталей. Разъединить пайку при неправильном соединении невозможно.
Подавать воду через сваренный стык можно только после полного его остывания.
Прежде чем начинать работы, рекомендуем посмотреть, как профессионал выполняет монтаж пластиковых труб — видео позволит лучше понять приемы сварки. Но, в общем, весь процесс не представляет особых сложностей, главное, быть аккуратным и внимательным.
Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
В квартирах многоэтажек застройки прошлого века, при строительстве частных домов для замены или монтажа системы водоснабжения, водоотведения, отопления используют пропиленовые трубы и комплектующие элементы. Соединения делают резьбовые и сварные. При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Монтировать водопроводные системы из полимеров можно самостоятельно, зная азы технологии.
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре. Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко. Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно. Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Делай сам 16
Делаем своими руками

Металлопластиковая труба со сварными фитингами
 Как монтировать металлопластиковую трубу
Как монтировать металлопластиковую трубу
В системе отопления используют различные типы труб. Они могут быть из сшитого полиэтилена, стальные, металлопластиковые, армированные полипропиленовые и т.д. Все уже привыкли к тому, что полипропиленовая труба соединяется с помощью сварки, а металлопластиковая с помощью резьбовых или пресс-соединений.
Сегодня мы рассмотрим несколько необычный вариант, как монтировать металлопластиковую трубу, где соединения выполняются с помощью сварки. Речь пойдёт о трубе «BioPipe». Не берусь судить о её надёжности (опыта применения не так много), но то, что её вполне можно использовать как альтернативу полипропилену ─ факт. А по эстетичности она явно превосходит не только полипропилен, но и многие другие трубы.
Для сварки используется тот же аппарат, что и для сварки полипропиленовых труб (в данном случае профессиональный сварочный аппарат «Контур»).

аппарат для сварки полипропиленовых труб
Заменены только насадки.

насадки на сварочный аппарат

насадки на сварочный аппарат
Сначала собираются отдельные узлы (резьбовые соединения и байпас).

В идеале, байпас должен иметь меньший диаметр, чем основная труба. Но в данном случае всё выполнялось по проекту, где диаметры одинаковы. Узел к радиатору присоединяется с помощью «американок» с наружной резьбой. Для уплотнения можно использовать лён с суриком или нить «Локтайт»,

уплотнение резьбового соединения
Собранную конструкцию с помощью кронштейнов навешиваем на стену. Кронштейны бывают плоские и штыревые. Гораздо удобнее пользоваться штыревыми.

кронштейны для радиатора
Если радиатор имеет небольшое количество секций, то для крепления используют 4 кронштейна (2 сверху и 2 снизу). Для крепления более 12 секций нужно использовать 6 кронштейнов. Кронштейны располагайте равномерно, чтобы исключить давление на излом. В качестве гильзы подойдёт любая пластиковая труба большего диаметра.

Для загиба трубы используется специальная пружина.

пружина для гибки

пружина для гибки металлопластиковых труб
Она может быть внутреннего диаметра (вставляется вовнутрь трубы) и наружного (одевается на трубу) .

гибка металлопластиковых труб
Если загибать без пружины, стенка трубы идёт на излом. После загиба, излишки подрезаем специальными ножницами

ножницы для резки труб
с учётом того, что 1 см. войдёт в фитинг.

фитинг для металлопластиковой трубы
Обрабатываем конец развёрткой.

развёртка для труб
Это желательно делать для того, чтобы труба легче «заходила» в насадку сварочного аппарата. Вставляем конец трубы и фитинг в прогретый «утюг», выдерживаем около 4 секунд,

утюг для сварки

Как монтировать металлопластиковую трубу
и с усилием вставляем трубу в фитинг

и удерживаем в таком положении несколько секунд. Остальные стояки собираются по такому же принципу. Мы рассмотрели вариант, как монтировать металлопластиковую трубу со сварными фитингами. Хотя, если быть честным, я больше доверяю металлопластиковым трубам Unipipe с пресс-фитингами от компании Упонор. Цена, конечно…
Пайка пластиковых труб своими руками
Автор: Игорь
Дата: 30.07.2017
- Статья
- Фото
- Видео
Пластик считается отличным вариантом, подходящим для прокладывания трубопроводов. Для него характерна высокая экологичность, надежность. Материал сохраняет свои свойства в течение 50 лет. Пластиковые трубы отлично проводят тепло и имеют хорошую герметичность. Важное свойство материала – его устойчивость от действия коррозии, которой сильно подвержены металлические изделия. Процесс изготовления и ремонта изделий из пластика отличается такой простотой, что возможна пайка пластиковых труб своими руками без обращения к услугам сторонних лиц. Данный процесс имеет свои особенности.

Пайка пластиковых труб
Общая информация 
Любая сварка пластиковых труб своими руками зависит от применяемого для нее вида пластика. Выделяют три основные разновидности пластиковых материалов:
- поливинилхлоридные изделия, используемые в качестве дешевого вида пластика с целью уменьшить стоимость ремонта трубопроводов;
- полиэтиленовые материалы, применяемые как внутри зданий, так в качестве внешних трубопроводов, способных выдерживать отрицательные температуры внешней среды и высокое давление воды внутри них;
- изделия, содержащие металл (металлопластиковые), отличающиеся особой надежностью и прочностью, служащие больше 50 лет и используемые для основы трубопроводов с горячим водоснабжением.
Способы сваривания пластиковых труб
Применение определенного способа сваривания зависит от назначения труб. Для трубопроводов напорного типа применяются такие способы сварки:
- в раструб со вставкой одной трубы во вторую, у которой на конце имеется расширение;
- стыковое сваривание с применением аппарата, в который помещаются торцы трубных изделий, происходит нагревание их концов и соединение одного конца с другим, в результате чего образуется ровный шов;

Стыковая сварка пластиковых труб
- муфтовое сваривание, при котором в подготовленную муфту вставляются трубы с обеих сторон.
Сварка полиэтиленовых труб зависит от используемого для нее оборудования.
Применяемое оборудование
Сварка пластиковых труб своими руками проводится с использованием инструментов и материалов:
- паяльника;
- рулетки с маркером;
- ножниц для нарезания трубных изделий из пластика (трубореза);
- крепежных клипс;
- насадок для паяльника;
- шейвера, если изделие армировано металлом;
- муфты, если сваривание происходит муфтовым методом;
- наждачной бумаги, которой зачищают края изделий;
- строительного уровня.
Основным моментом является выбор паяльника. Его можно изготовить своими руками, взяв за основу старый утюг. При покупке агрегата необходимо руководствоваться его главными характеристиками. Мощность устройства должна составлять не меньше 655 Вт. Среднее значение составляет 1200 Вт, максимальное – 2000 Вт. Оптимальный диаметр используемых насадок составляет 15-62 мм.
Не всегда паяльник бывает под рукой. В таких случаях возможна пайка пластиковых труб своими руками без паяльника. Подручным материалом выступает газовая горелка, которой прогревается фитинг вместе с трубой, которые затем плавно стыкуются.
Зарекомендовали себя в качестве альтернативных способов паяльные пасты. Паста представляет собой смесь из смазочного порошка и флюса. В состав паст входит серебро.
Подготовительные мероприятия
Любая пайка пластиковых труб своими руками начинается с подготовки инструментов. Для начала берут рулетку с маркером и обозначают места нарезки трубных изделий. Труборезом происходит нарезание изделий на отмеченные маркером части.
Заранее необходимо подготовить само помещение к проведению работ. Технология пайки полипропиленовых труб подразумевает проведение работ в хорошо прогретом помещении. Чем теплее будет в мастерской, тем меньше потребуется времени на прогрев пластиковых труб перед их сваркой.
Необходимо заранее подготовить сварочный аппарат. Паяльник следует хорошо прогреть в течение 10-15 минут. Необходимо надеть на его подошву нужную насадку, подсоединить к сети мощностью 220 В и оставить прогреваться.
Какая температура пайки пластиковых труб своими руками считается оптимальной?
Паяльник должен разогреваться до температуры 260 С. При таком значении температуры происходит сварочный процесс.»
Перед пайкой необходимо очистить спиртовым обезжиривающим раствором все детали и сами изделия. Это особенно касается фитингов и муфт. Если используются металлопластиковые изделия, то необходимо заранее при помощи шейвера снять с них верхний армированный слой, после чего можно приступить к пайке.

Сварка пластиковых труб
Технология пайки труб из пластика
Сварка пластиковых труб своими руками отличается особой технологией, точное соблюдение которой позволит получить качественный результат. Процесс состоит из этапов:
- надевание на подошву паяльника насадок необходимого диаметра;
- надежная фиксация агрегата на рабочем столе;
- нагревание до 260 С;
- надевание фитинга и трубного отреза на насадку и выдерживание определенного количества времени с учетом общепринятых рекомендаций;
- после тщательного прогревания отреза и фитинга происходит их снятие с паяльника и плавная стыковка до прилегания вплотную;
- остужение получившейся спаянной конструкции.
Когда происходит пайка пластиковых труб своими руками, сколько секунд держать изделия? Ответить поможет таблица.
Диаметр трубного изделия, мм
Время нагрева, с
При пайке пластиковых труб своими руками время нагрева напрямую зависит от диаметра используемой трубы. Чем больше диаметр изделия, тем больше времени потребуется для его прогревания перед свариванием.
Вставленную в фитинг трубу перед пайкой нельзя вращать. Проворачивания и другие движения приводят к полному нарушению герметичности всего соединения.
Детали, снятые с паяльника и соединенные друг с другом, необходимо держать 6-11 секунд. Основным критерием правильного соблюдения технологии является образование наплыва на внешней части соединенных изделий в месте их стыка.
На остывание состыкованных материалов уходит порядка 7-10 минут, после чего можно приступать к пайке других частей конструкции.
Можно посмотреть, как производится сварка пластиковых труб своими руками на видео.
Ошибки при пайке труб из пластика
Сварка пластиковых труб своими руками сопряжена с большим количеством ошибок, которые допускают недостаточно опытные мастера и те, кто впервые столкнулся с подобным процессом. К числу распространенных ошибок относятся:
- неплотная и слабая фиксация фитинга на дорне, как и трубы на нагревательной гильзе;
- попытка выровнять состыкованные изделия, что запрещается из-за высокой вероятности нарушения герметичности стыка;
- перегревание деталей, предназначенных для сваривания, выражающееся в подгорании пластика в виде коричневого следа;
- неплотная стыковка трубного материала и фитинга перед их пайкой;
- вторичное нагревание деталей, что нарушает технологию процесса, поскольку нагрев изделий должен происходить однократно с последующей их стыковкой;
- надевание трубного материала на паяльник или его соединение с фитингом под слишком большим давлением, что приводит к деформации пластика.
В заключение
При пайке трубных изделий из пластика необходимо руководствоваться правильным выбором нужного типа материала, соблюдать температуру процесса и окружающей среды, время нагревания стыкуемых изделий и не допускать прокручивания и вращения уже сваренных изделий во избежание их разгерметизации. При отсутствии под рукой паяльника допустимо проведение работ с применением других средств:
- газовой горелки;
- паяльной пасты;
- ленты.