Оборудование для гибки профильной трубы
Лучшие трубогибы для профильных труб
Гнутье профильной трубы является альтернативой ее резке с последующей сваркой фрагментов в единую конструкцию. С этой задаче отлично справляются трубогибы.

В состав многих конструкций входят трубы с профильным сечением, причем далеко не всегда они имеют прямолинейную геометрию. С поворотом, с изгибом под углом и даже со спиральным скручиванием — такие конфигурации трубы встречаются и на промышленных объектах, и в домашнем хозяйстве. Чтобы добиться нужной формы, трубы подвергают процессу принудительного изгибания. Для того, чтобы облегчить мастеру эту работу, используют специальный механизм — трубогиб для профильной трубы.
Гнутье профильной трубы является альтернативой ее резке с последующей сваркой фрагментов в единую конструкцию. С помощью профилегибов сразу получают цельные криволинейные трубные заготовки (или с минимальным количеством стыков). На рынке металлообрабатывающего оборудования можно подобрать подходящее профилегибочное оборудование для любого материала, сечения, диаметра и толщины стенки трубы.
Виды станков для гибки профильных труб
В зависимости от принципа управления, все трубогибы для профильной трубы подразделяется на 3 вида:
- Ручные.
- Гидравлические.
- Электрические.
Рассмотрим возможности каждого из них немного подробнее.
Ручные трубогибы
Ручной трубогиб для профильной трубы работает за счет применения только мускульной силы человека. Благодаря мобильности, компактным габаритам и небольшому весу, такая профилегибочная машина удобна для производства нужных изделий непосредственно на месте их дальнейшего использования. Наиболее распространен вариант с тремя роликами, вокруг которых движется металлозаготовка в процессе придания ей кривизны.
Ручной трубогиб для профиля, в который заправлена прямолинейная профильная труба, позволяет получить на выходе изделие с загибом под каким угодно углом. Помимо трубы (с прямоугольным, квадратным или круглым сечением), профилегиб ручной может легко согнуть в дугу стальную полосу, пруток, уголок, квадрат и т. д. Преимущество устройства заключается в том, что, несмотря на простой рабочий механизм без применения электроники и специальных настроек, сгибание изделия происходит в точном соответствии с заданным радиусом.
Ручная профилегибочная машина обладает и другими достоинствами:
- безопасность;
- легкость транспортировки;
- доступная цена;
- независимость от источника электроэнергии;
- широкий спектр применения.
Некоторые пользователи боятся приобретать ручные гибочные инструменты, считая их ненадежными. На самом деле, эти опасения необоснованны: механические профилегибы изготавливают из стали высокой прочности, в том числе и из легированных марок.
Роликовые валы ручного профилегиба легко и аккуратно выгибают трубы из различных материалов: стали, меди, алюминия и металлопластика. В зависимости от предназначения, механические трубогибы для профтрубы могут быть оснащены несколькими размерами проточек для гиба профильных труб различного сечения, например: 15х15 мм, 25х25 мм, 40х40 мм и т. д.
В каждой модели заложены собственные возможности выполнения максимального угла изгиба заготовки и предельной толщины стенки изделия. Для удобства использования в станине ручного механизма имеются отверстия, с помощью которых он надежно фиксируется на рабочем столе.
Доступная цена на оборудование этой категории позволяет многим домашним умельцам обзавестись им для хозяйственных нужд. Пользуются ими и некоторые индивидуальные предприниматели, жестянщики, кузнечные и ремонтные мастерские. Для управления ими не требуются специальные знания и большие физические усилия.
Безусловно, как и в любой группе товаров, здесь есть свои представители премиум-класса. Например, универсальная профилегибочная машина, которой доступно сгибание крупных профильных изделий. Ее вальцы изготовлены из закаленной стали и имеют сборную конструкцию, что позволяет изгибать трубы квадратного сечения путем намотки на заданный шаблон.
Зачастую такое оборудование используют в сфере ЖКХ — для оформления поворота на водопроводных и газовых трубах. Стоимость таких агрегатов на порядок выше, чем обычных ручных, но и область применения значительно шире.
Гидравлические профилегибочные станки
Профилегибочная машина, управляемая с помощью гидравлики, является технически более продвинутым механизмом по сравнению с ручным. Его валки могут прокатывать трубу как в горизонтальном, так и в вертикальном направлении. В процессе всего одной прокатной операции изделию можно придать несколько поворотных изгибов нужных радиусов под разными углами.
В стандартном исполнении гидравлический станок для гибки профильной трубы оснащен тремя роликами (вальцами): одним приводным и двумя прижимными. Вальцы изготовлены из высокопрочной легированной стали, поэтому не требуют частой замены. Однако, в случае необходимости, они легко демонтируются и меняются на резервные.
Как и ручные профилегибы, гидравлические машины имеют три проточки, но размеры сечений труб здесь могут доходить до 60х30 мм. Сечение квадратных труб, как правило, не превышает размеры 40х40 мм. Можно также гнуть полосу, пруток и трубу круглого сечения.
Дополнительное удобство в работе создает тормозное устройство двигателя — в любой момент можно приостановить выполнение операции, произвести нужные корректировки и вновь продолжить работу. Режим работы таких агрегатов вариативен: он может быть ручным, полуавтоматическим и автоматическим.
Производительность гидравлических гибочных станков для профильной трубы позволяет использовать их не только для выполнения разовых операций, но и для полноценного серийного производства. Выбор профилегибочного станка этого типа основывается на планируемых объемах работ: для периодического использования достаточно будет небольшого ручного станка; в случае эксплуатации в условиях производства — более эффективным будет выбор полуавтомата или автомата.
Электрические станки для гибки профильных труб
Металлоизделия, с которыми легко справляются настройки вальцов, могут быть изготовлены из разных видов проката: стали всевозможных марок, алюминия, меди и других. Прокатные ролики станка выполнены из высокопрочной стали и имеют большой ресурс износостойкости, в связи с чем частая замена деталей исключена.
Станок нельзя отнести к мобильным: его установка производится стационарно, с постоянным подключением к электросети. Такие гибочные агрегаты монтируют на площадках машиностроительных цехов, в кузницах и в мастерских. Преимущество электрических профилегибов состоит в том, что в процессе работы со стороны оператора не прилагается никаких физических усилий.
Точность гиба на электропрофилегибах позволяет создавать изделия высочайшего класса исполнения. Настройка угла может задаваться оператором как вручную, так и с использованием цифровых программ. Во втором случае — контроль выполнения операций на станке осуществляется с помощью встроенного или выносного дисплея.
Производительность электрического трубогиба зависит от мощности его электродвигателя. В разных моделях она может достигать от 0,7 кВт до 2,2 кВт. Выбор, как всегда, обусловлен задачами производства. Увеличить скорость обработки металлоизделий со сложным профилем позволяет и быстрая смена насадок — для каждого профиля есть свой комплект.
Из всех промышленных трубогибочных машин для работы с различными металлическими профилями отдельное место занимает станок с ЧПУ. Это самый мощный и производительный агрегат из всех, применяемых в массовом производстве. Он предназначен для трехмерной гибки труб и профилей из нержавейки, меди, алюминия, бронзы и других металлов и сплавов.
Самым эффективным способом управления станков с ЧПУ считается сервопривод. Применение такого оборудования из-за его высокой цены оправдано только в условиях полномасштабного производства, например, на автозаводах или на крупных мебельных предприятиях.
Возможно, вы располагаете собственным опытом практического использования трубогибов для профильной трубы: у себя дома или на производстве. Нам интересно узнать ваше мнение об используемой вами модели, о его преимуществах и недостатках. Такой обмен мнениями очень важен для других пользователей, и может оказать им существенную помощь при выборе хорошего трубогибочного оборудования.
Станок для гибки профильной трубы: как соорудить трубогибочный станок своими руками

В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления.
При возникновении такой необходимости, несложный трубогиб вполне можно сделать в частном порядке, предварительно определившись с тем, какой вид этой конструкции подойдет для выполнения поставленной задачи.
В этой статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы сооружения.
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.

Электромеханические. Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.

Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.

Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 основных метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.

Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Кроме упомянутых выше, гибка труб может также осуществляться следующими методами:
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
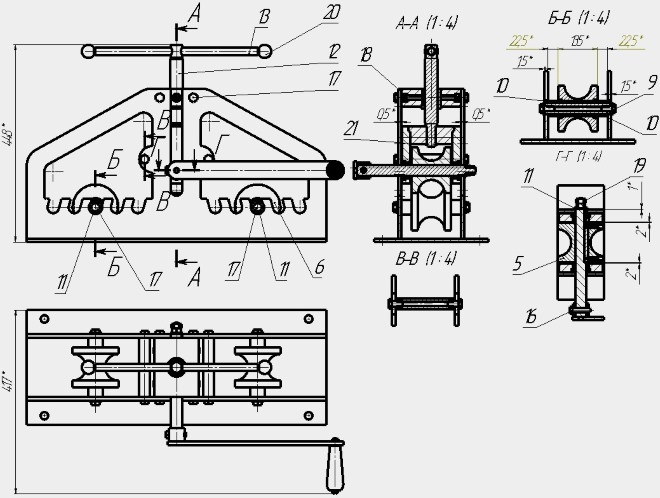
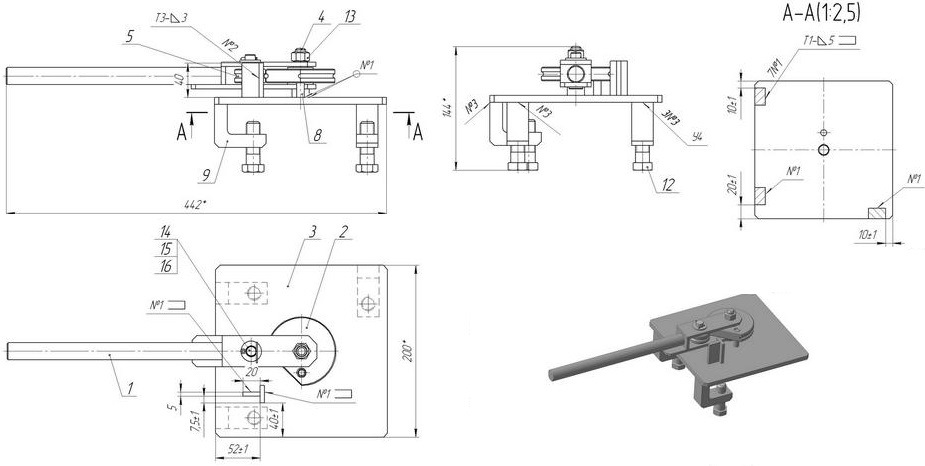
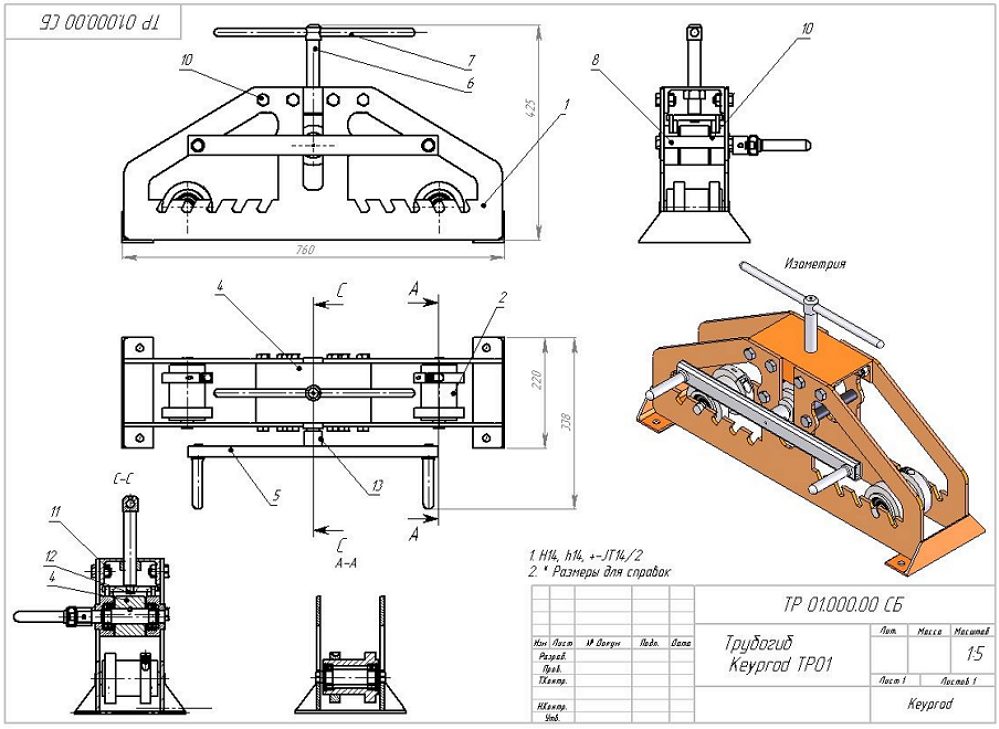
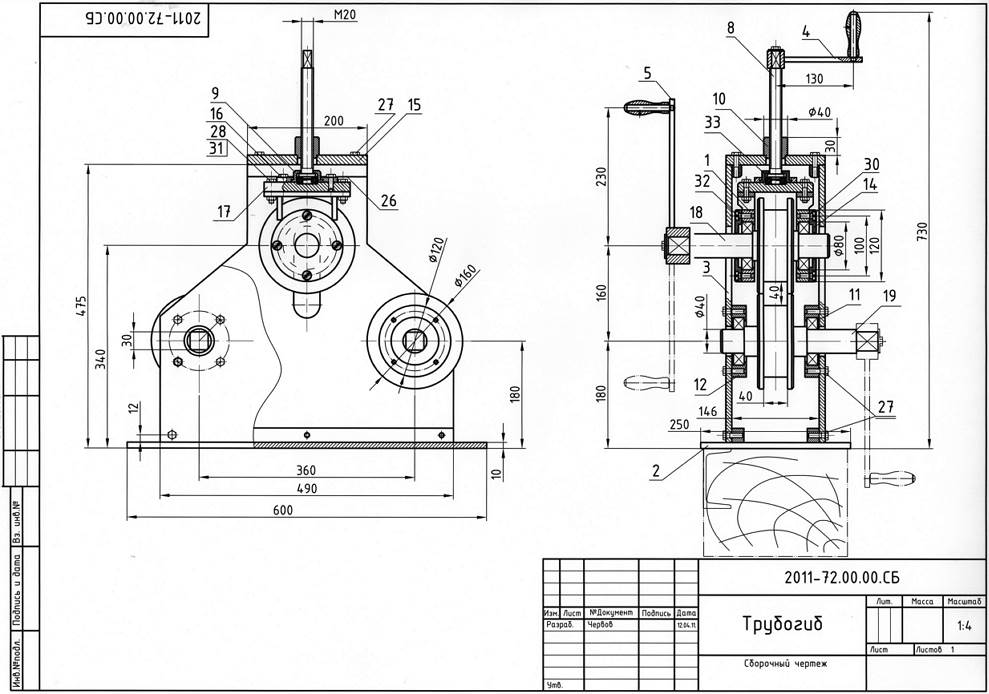
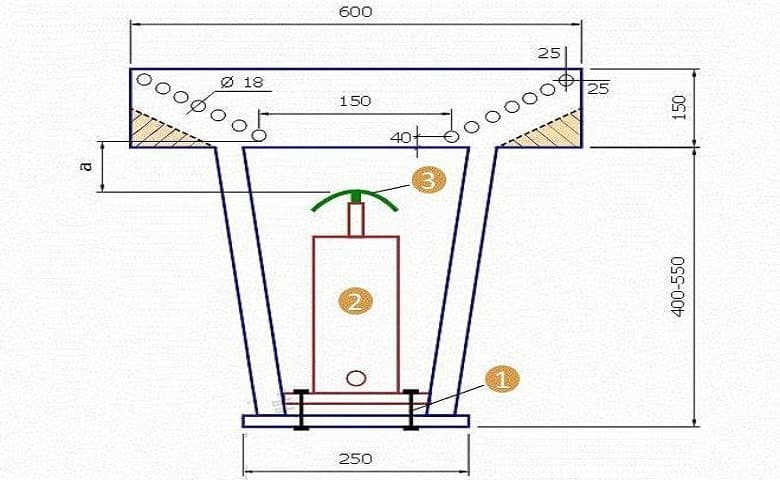
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
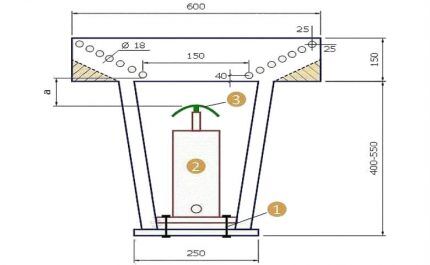
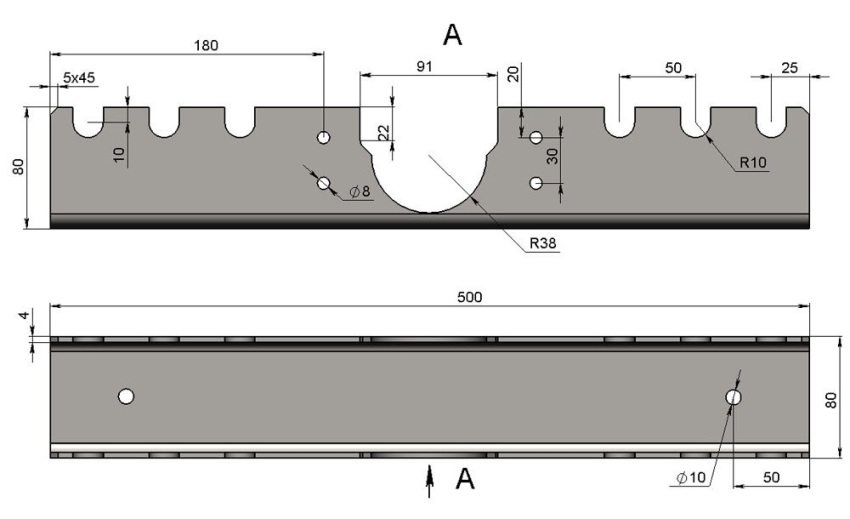
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку.
Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Сборку трубогиба с поворотной платформой осуществляют в следующей последовательности:
Оборудование для гибки профильных труб в Москве
- Прочие инструменты для ремонта автомобиля
- Трубогибы
- Аппараты для сварки пластиковых труб
- Оборудование для работы с арматурой
- Гибочные станки
- Прижимные устройства для деревообрабатывающих станков

Гидравлический профилегиб Bendmak PRO 55
Станок профилегибочный STALEX HB-40 ручной
Профилегибочный станок Stalex TR-10
Трубогиб для труб из металлопластика и мягких металлов SPARTA 131255
Трубогиб, до 15 мм, для труб из металлопластика и мягких металлов Sparta
Станок профилегибочный STALEX HTR-40 гидравлический
Станок профилегибочный Stalex TR-12 100309
Трубогиб, до 15 мм, для труб из металлопластика и мягких металлов// SPARTA
Трубогиб SPARTA до 15 мм для труб из металлопластика и мягких металлов (181255)
Трубогиб Rothenberger стандартный для труб 14мм, арт.25134
Трубогиб гидравлический Stalex HB-60 Light
Листогиб ЛГС 26
Трубогиб рычажный для труб до 15 мм Зубр эксперт 23524-15
Станок для гибки арматуры Stalex DR12
Трубогиб рычажный для труб до 10 мм Зубр эксперт 23524-10
Трубогиб гидравлический HTR-40
Мини-трубогиб рычажный для труб 6-10 мм Зубр эксперт 23526-10
Трубогиб ручной Kraftool 23503-H4
Трубогиб гидравлический, 1/2″–2″, 12 т, в комплекте с башмаками// Stels
Профилегибочный станок с электроприводом Bendmak PRO 40
Трубогиб универсальный СТ-999 дюймовый до 7/8″
Ручной гидравлический трубогиб Voll V-Bend 1 VOLL 3.11000
Трубогиб Корвет 530 ручной привод
Аппарат для раструбной сварки REMS МСГ 63 FM Сет



Трубогиб, до 15 мм, для труб из металлопластика и мягких металлов// sparta, 181255
Станок для гибки арматуры Zitrek CNGW-40M 067-0086-2
Листогиб ЛГС 26 ПРОФ 2500мм
Станок для гибки арматуры Stalex DR25
Трубогиб с ручным приводом горизонт д/труб ду15,20,25мм Без тм, 009-0090
Опора для труб RIDGID VJ-98 RIDGID 56657
Трубогиб рычажный для труб до 12 мм Kraftool EXPERT 23504-12
Аппарат для раструбной сварки Sturm! TW7225P
Трубогиб пружинный ф20 внутр.
Трубогиб ЗУБР 15 мм, 90° 23523-15
Трубогиб KRAFTOOL EXPERT для точной гибки труб из мягкого металла 3/8″ 23504-3/8
Трубогиб-профилегиб ручной роликовый APV-100 Smart&Solid
Ручной гидравлический трубогиб Voll V-Bend 4 (½” — 4”) VOLL 3.14001
Станок профилегибочный до 50 мм (толщина стенки до 2 мм), Stalex TG-50
Гибочные приспособления к станку Г-50
Морена Трубогиб 12999
Набор Зубр «Эксперт» трубогиб гидравлический 12т ход штока 232мм 6 насадок (43078-12)
Набор для работы с прутком и квадратом Stalex, 376102
Станок профилегибочный гидравлический Stalex HRBM40HV
Самодельный профилегиб за 2000 рублей: детали, конструктив, размеры и необходимые инструменты
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
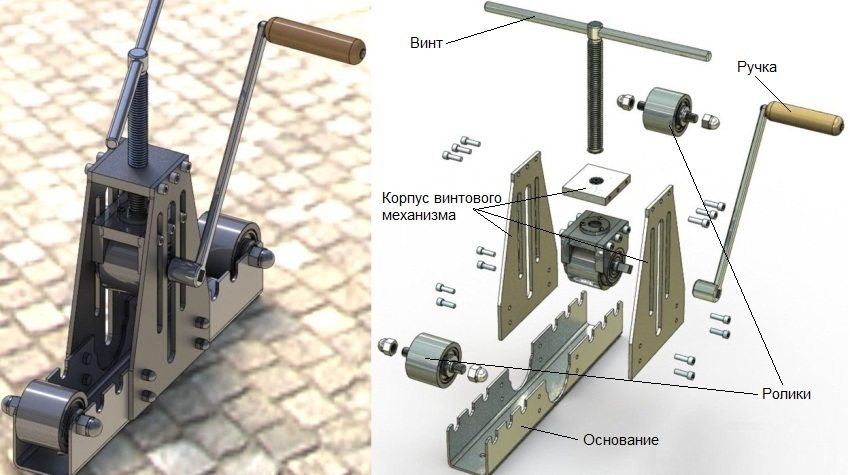
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
А это пример работ, выполненных профилегибом.


А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.


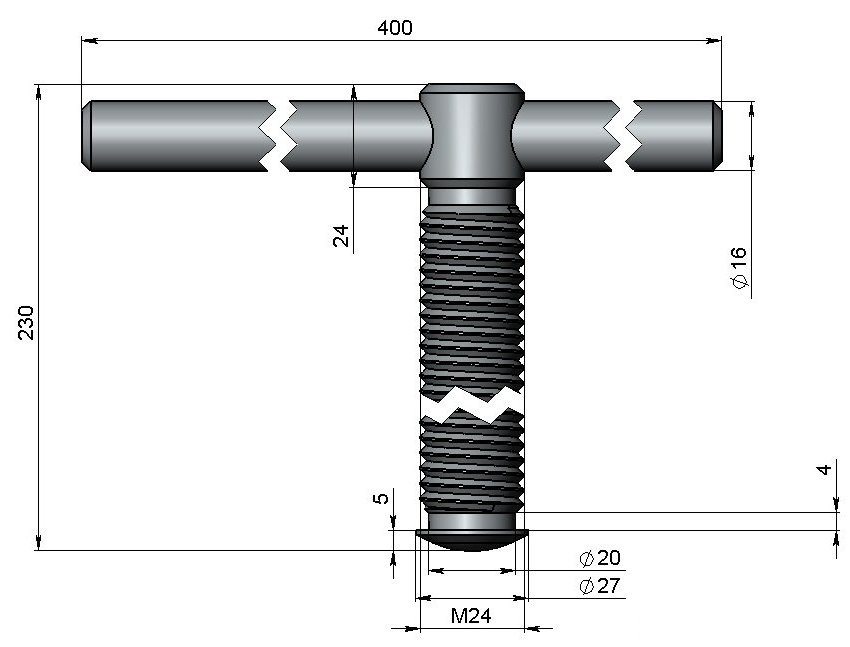
- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.



- Примерил детали.

- Собрал корпус гибочного станка из швеллера.



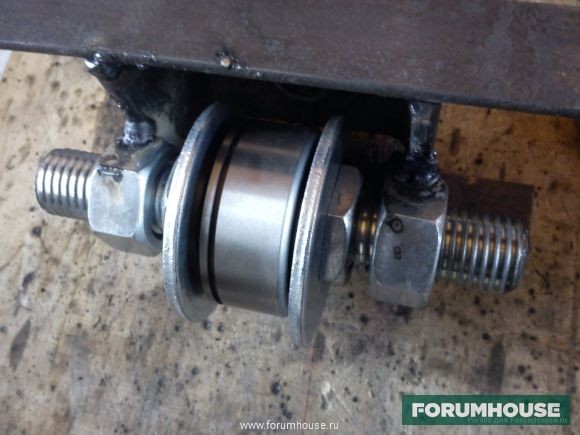
- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.





- Этапы изготовления нажимного ролика.




- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.

Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.



Конструкция в сборе.


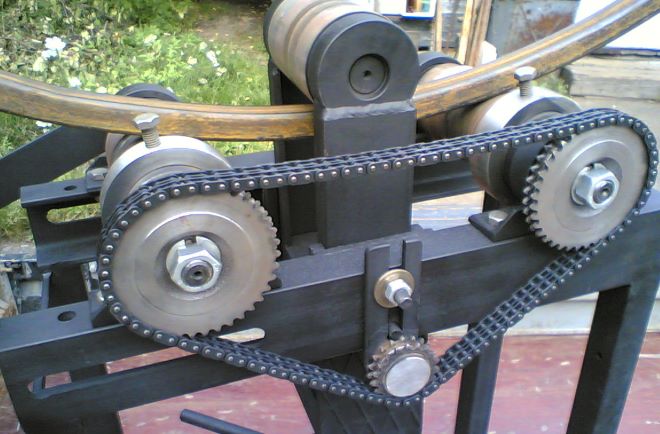
Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.



Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.




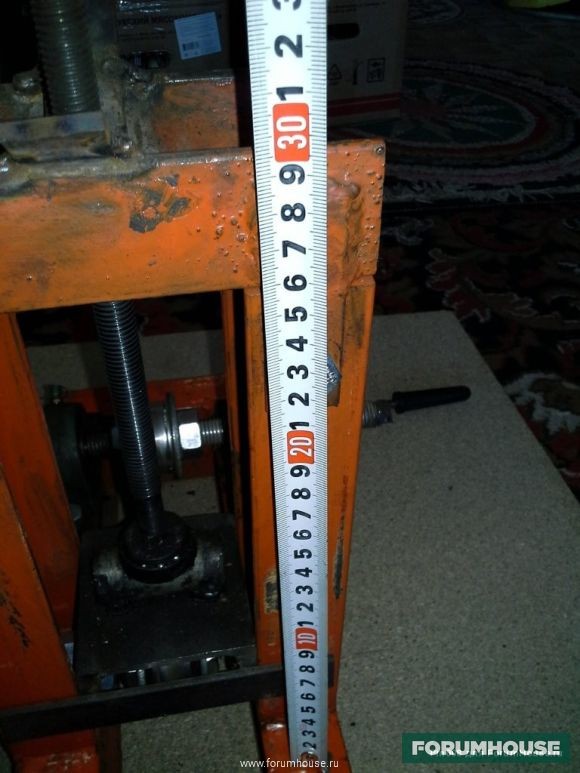
Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.

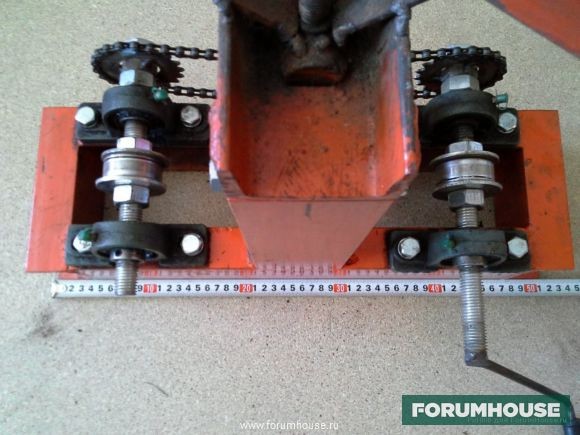




Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
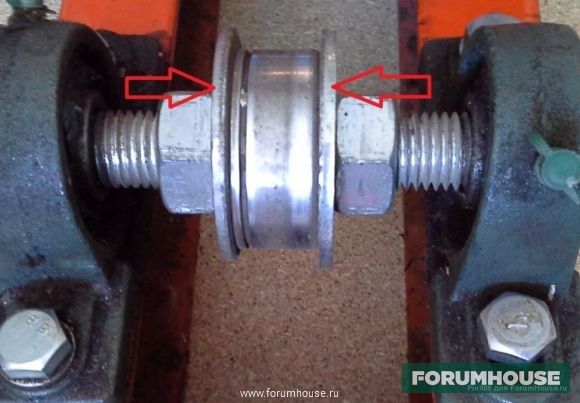
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
Советуем прочитать статьи:
- Самодельные козлы для распиливания дров и дровокол: чертежи, конструктив, опыт использования
- Ручной станок для гибки арматуры своими руками — самые дешевые и простые варианты самодельных арматурогибов
- Помощники в работе по металлу для домашней мастерской: циркулярная пила по металлу, дисковый отрезной станок, как распилить металл лобзиком
Гибка профильной трубы: делаем трубогибочный станок своими руками
Станок для гибки профильной трубы является очень популярным видом металлообрабатывающего оборудования. Объясняется это тем, что трубные изделия данного типа сегодня активно применяются во многих сферах, в том числе и для решения бытовых нужд. Если резка профильной трубы легко выполняется даже при помощи ручного инструмента, то для изгиба такого изделия необходимо использовать специальный станок для гибки труб.
Гибка профильной трубы на самодельном станке
Вариантов получения такого станка в свое распоряжение может быть всего два: приобретение серийного оборудования, на что необходимо будет выделить значительные финансовые средства, или изготовление устройства для гибки профильных труб своими руками. На сегодняшний день есть множество конструктивных схем, по которым могут быть изготовлены самодельные станки для гибки профильных труб. На наиболее простых из них и, соответственно, наиболее популярных среди домашних мастеров стоит остановиться подробнее.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.

Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.

Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.

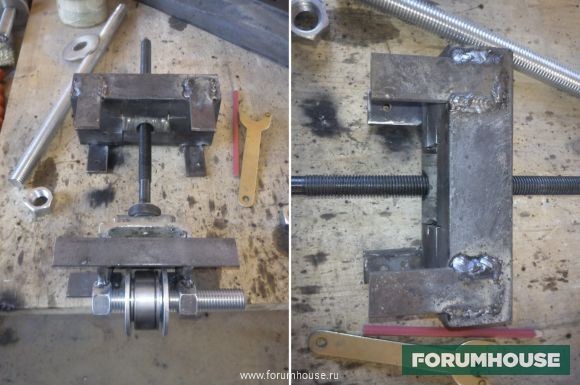
Сваренная из толстого металла П-образная каретка с прижимным валом

Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы. Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.

Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании. Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
Гибка стальных труб, для выполнения которой используется такое простое приспособление, осуществляется в следующей последовательности.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Изготовление рычажного трубогиба
Подборка фотографий и чертежей для самостоятельного изготовления трубогиба рычажного типа, а также видеоролик с комментариями и пояснениями от автора.

Этот рычажный трубогиб не слишком сложен в изготовлении и позволяет работать с довольно толстыми трубами








Видеоролик от автора позволит понять ключевые моменты и мелкие нюансы изготовления данного трубогиба.
Серийное оборудование
Если работа с металлическими трубами различного профиля связана с вашей профессиональной деятельностью, то лучшим выбором для вас станут серийные станки для гибки профильной трубы, которые отличаются не только высокой эффективностью, но и расширенным функционалом. Сегодня существует множество самых разных моделей профилегибов, которые отличаются друг от друга как своей производительностью, так и набором функциональных возможностей. Такое разнообразие позволяет подобрать станок для выполнения гибки профильной металлической трубы, ориентируясь на свои потребности и финансовые возможности.

За небольшие деньги можно приобрести малогабаритный ручной станок
Рассмотрим самые важные преимущества, которыми обладает серийный станок для гибки профильных труб перед ручными устройствами.
- Отдельные модели могут быть оснащены электронной системой управления, что позволяет автоматизировать процесс гибки.
- Использование сменных рабочих насадок значительно расширяет функциональные возможности профилегибов.
- Кроме электронной системы управления, отдельные модели таких станков могут оснащаться дистанционным пультом.
- Серийные профилегибы отличаются компактными габаритами, что делает их очень мобильными.
- Устанавливать такое оборудование можно на любой ровной и твердой поверхности.
- Технические возможности таких станков позволяют выполнять даже очень сложные изгибы на трубах (П-образные, N-образные и др.).

Настольный электромеханический профилегибочный станок ПГМ-4 работает с профилем толщиной до 40 мм
Выбирая серийный станок для гибки профильных труб, следует иметь в виду, что стоимость такого оборудования в зависимости от его технических характеристик и функциональности начинается от нескольких сотен долларов США и может достигать нескольких тысяч.
Чтобы выполнять гибочные операции на серийном оборудовании, необходимо обладать определенной подготовкой. Если ее нет, то можно изучить особенности данного процесса и по видео, которые несложно найти в интернете.
Самодельный трубогиб для профильной трубы
 Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
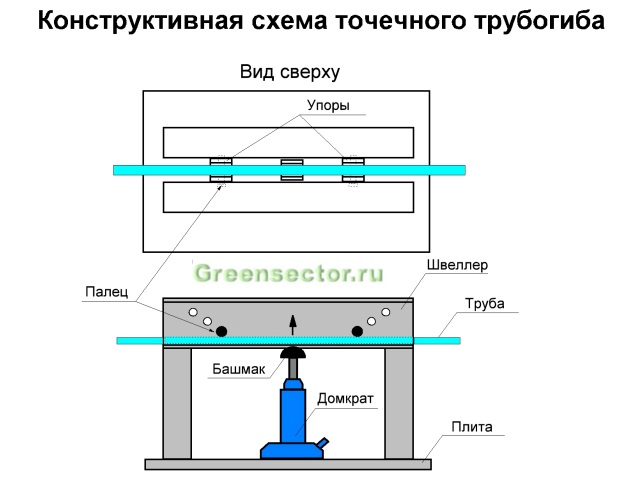
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;

- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
 Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Чертежи трубогиба профильного
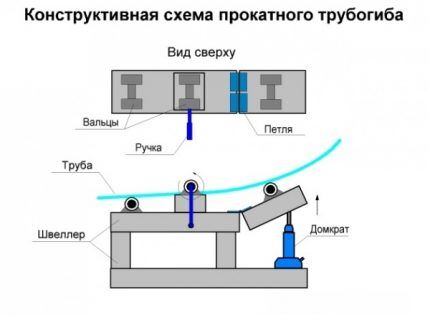
Самодельный трубогибочный станок прокатного типа
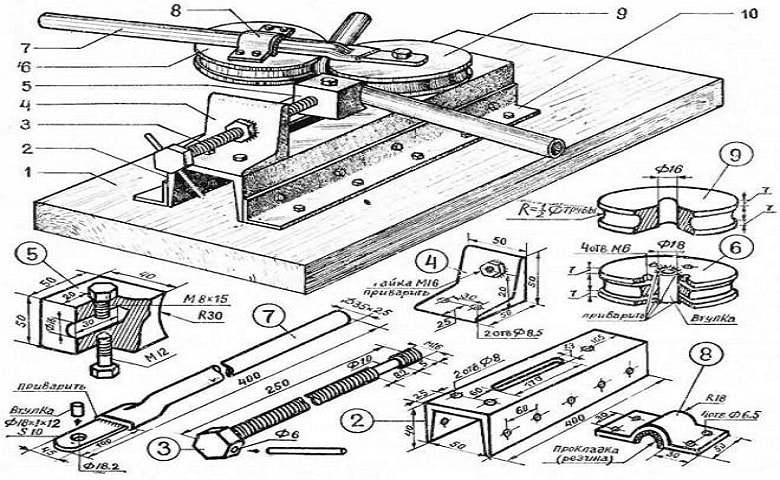
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
 Здесь:
Здесь:
- Болты;
- Домкрат;
- Оправка.

Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
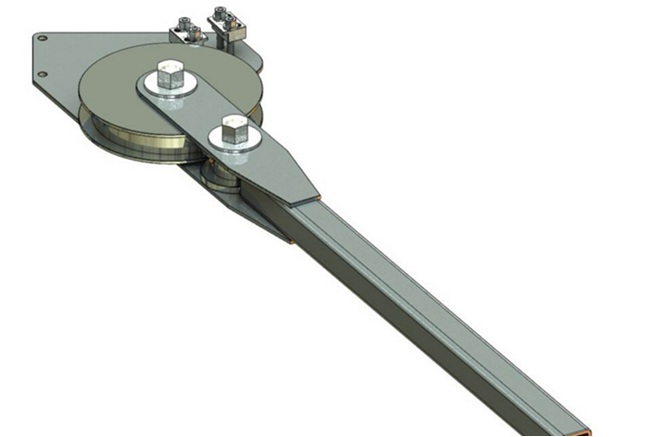
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
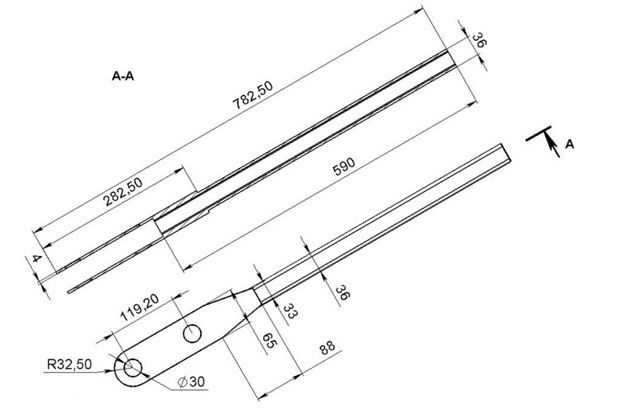
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
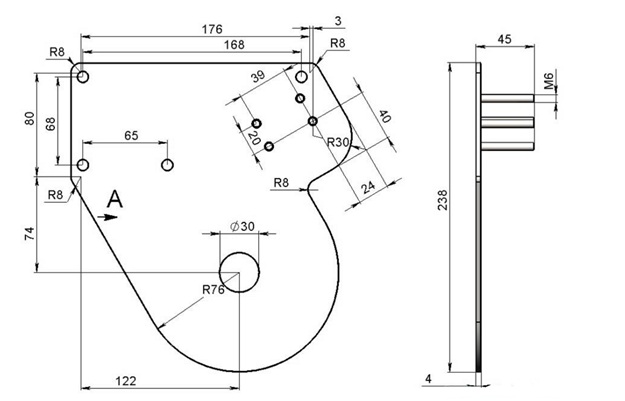
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
 Сборка трубогиба производится с соблюдением следующего порядка действий:
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
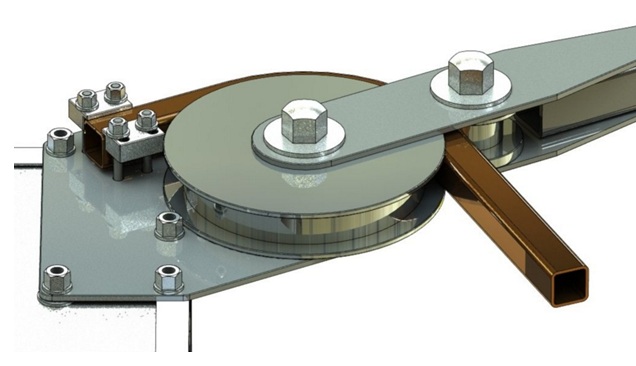 В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.

