Оборудование для горячей объемной штамповки
Инструмент и оборудование для горячей объемной штамповки
Инструмент. Основным рабочим инструментом для горячей объемной штамповки являются специальные штампы, предназначенные для изготовления только заданной детали. В некоторых случаях применяют штампы, конструкция которых позволяет осуществлять их переналадку (путем замены отдельных частей и блоков) для выполнения одноименных операций при изготовлении различных деталей. Конструкция штампа должна обеспечивать необходимое формоизменение заготовки, а также прочное закрепление штампа на оборудовании, сохранение точности его установки и удобство транспортирования.
Штампы для горячей объемной штамповки испытывают большие механические и термические нагрузки, поэтому для их изготовления используют высококачественную легированную сталь. В целях экономии дорогостоящей легированной инструментальной стали штампы часто изготовляют не цельными, а со вставками из менее дефицитных металлов. В процессе штамповки штампы обдувают сжатым воздухом для охлаждения и сдува окалины, а также наносят на них смазывающе-охлаждающие жидкости (СОЖ) разных составов. Смазка уменьшает износ штампов, облегчает их заполнение металлом. Изношенные ручьи можно возобновлять неоднократно путем наплавки с последующей обработкой. Стойкость штампов определяется количеством полученных в них поковок. Это количество до первого возобновления ручьев может достигать, например, при штамповке поворотных кулаков 5000 шт., шестерен — 15 000 шт.
Стойкость штампов обеспечивается правильным выбором марки штамповой стали в зависимости от штампуемых поковок, соблюдением технологии изготовления и правил эксплуатации штампов. В последнее время для повышения стойкости штампов применяют наплавку твердыми сплавами их быстроизнашивающихся частей, химико-термическую обработку и лазерное упрочнение.
Условия работы штампов, их стойкость и конструктивные особенности зависят от оборудования, на котором производится штамповка. По видам кузнечных машин штампы подразделяют на молотовые, прессовые, штампы горизонтально-ковочных машин и др.
Конструкция молотового штампа показана на рис. 11.8. Точную установку штампа на молоте осуществляют по обработанным граням 4 и 5, относительно которых изготовлена гравюра рабочей полости штампа. Крепление последнего и его фиксирование выполняют с помощью шпонки, вставляемой в паз 7, и клина, забиваемого между хвостовиком 2 штампа и соответствующей присоединительной поверхностью молота. Отверстие 3 является транспортным.

Рис. 11.8. Молотовый штамп:
1 — паз, 2 — хвостовик, 3 — транспортное отверстие, 4, 5 — обработанные грани
Прессовые штампы, использующиеся на кривошипных и гидравлических прессах, имеют более сложную конструкцию. Штамп, показанный на рис. 11.9, состоит из двух пакетов. В верхнем пакете 2 с помощью болтов 3 закрепляют ручьевые вставки: 7 — гибочный ручей, 5 — черновой ручей, 6 — чистовой ручей. Нижний пакет 9 имеет направляющие колонки 8, а верхний — втулки 4. Нижний и верхний пакеты через отверстия 1 крепятся соответственно на столе и на ползуне кривошипного пресса. Наличие направляющих колонок, во-первых, увеличивает точность совпадения верхнего и нижнего ручьев при смыкании половин штампа, во-вторых, дает возможность собирать и налаживать штампы вне оборудования, что уменьшает его простои.

Рис. 11.9. Сборный штамп кривошипного пресса:
1 — крепежные отверстия, 2, 9 — верхний и нижний пакеты, 3 — болты, 4 -втулки, 5, 6, 7 — ручьевые вставки, 8 — направляющие колонки
Штампы ГКМ (рис. 11.10) в отличие от рассмотренных ранее имеют две плоскости разъема: первую вертикальную, перпендикулярную осям пуансонов 2, и вторую вертикальную, проходящую через их оси и являющуюся плоскостью разъема между неподвижной 3 и подвижной 4 матрицами. При смыкании матриц их ручьи 5 и 6 образуют рабочие полости, в которых под действием пуансонов 2 заготовка приобретает требуемую форму. Пуансоны крепятся в блоке 1 центрального ползуна, неподвижная матрица — в станине ГКМ, а подвижная — в его боковом ползуне.

Рис. 11.10. Трехручьевой штамп ГКМ:
1 — блок центрального ползуна, 2 — пуансоны, 3, 4 — неподвижная и подвижная матрицы, 5,6 — ручьи
Оборудование. Для горячей объемной штамповки применяют штамповочные молоты, прессы, горизонтальноковочные и другие машины.
Из штамповочных молотов наиболее широко используют паровоздушные штамповочные молоты двойного действия с массой ударных частей 0,63 . 25 т (рис. 11.11). Принципы действия паровоздушных штамповочных и ковочных молотов идентичны, отдельные узлы и детали сходны между собой.

Рис. 11.11. Паровоздушный штамповочный молот двойного действия:
1 — предохранительный амортизатор, 2 — рабочий цилиндр, 3 — парораспределительное устройство, 4 — шток, 5 — саблевидный рычаг, 6 — баба, 1,9- верхний и нижний штампы, 8 — тяги системы управления, 10 — подштамповая подушка, 11 — педаль, 12 — шабот, 13 — стойки
Паровоздушные молоты просты по конструкции, удобны в эксплуатации, надежны и широко используются для многоручьевой и одноручьевой открытой штамповки (реже — для закрытой штамповки).
Особенностями конструкции штамповочного молота являются еле дующие: более жесткая конструкция станины (ее стойки 13 жестко крепятся непосредственно на шаботе 12, что обеспечивает более точное совпадение верхнего и нижнего штампов); масса шабота в 20 . 25 раз превышает массу ударных частей. Указанные особенности конструкции штамповочного молота повышают точность получаемых на нем поковок.
Из штамповочных прессов для объемной штамповки применяют кривошипные горячештамповочные прессы (КГШП), а также гидравлические .
Кривошипные горячештамповочные прессы выпускают усилием до 125 МН. Кинематическая схема КГШП дана на рис. 11.12. Нижний штамп 14 крепится на клиновидной плите 15, верхний штамп 13 — к ползуну 12 пресса. Клиновидная плита 15 служит для регулирования положения нижнего штампа по вертикали. Ползун 12 пресса приводится в движение через шатун 11 от кривошипного вала 10. Последний вращается электродвигателем 4 через клиноременную передачу 3, шкив 2, промежуточный вал 6 и шестерни 7 и 8. Шестерня-маховик 8 может свободно вращаться на валу 10.

Рис. 11.12. Кинематическая схема кривошипного горячештамповочного пресса:
1 — тормоз, 2 — шкив, 3 — клиноременная передача, 4 — электродвигатель, 5 — станина, 6, 10 — промежуточный и кривошипный валы, 7,8 — шестерни, 9 — пневматическая муфта, 11 — шатун, 12 — ползун, 13, 14 — верхний и нижний штампы, 15 — плита
В момент включения пресса на рабочий ход пневматическая муфта 9 соединяет шестерню-маховик 8 с валом 10. Вал совершает один оборот, муфта выключается, а тормоз 1 останавливает вал в верхней мертвой точке. За один оборот вала ползун совершает один рабочий ход, опускаясь и поднимаясь по направляющим в станине 5. В столе и ползуне пресса имеются выталкиватели для удаления поковок из штампов. Они позволяют уменьшить штамповочные уклоны на поковках, а также широко применять штамповку выдавливанием и штамповку в закрытых штампах.
Для изготовления крупных деталей сложной формы служат штамповочные гидравлические прессы усилием до 750 МН. Принцип их действия не отличается от принципа действия ковочных гидравлических прессов, но штамповочные гидравлические прессы имеют более жесткую конструкцию, снабжены выталкивателями, механизмами для установки и смены штампов и др.
На горизонтально-ковочных машинах производят штамповку в разъемных матрицах поковок без облоя и штамповочных уклонов. При штамповке от прутка отпадает необходимость в предварительной разделке последнего на мерные заготовки, так как штампы ГКМ имеют отрезной ручей. Машина имеет жесткую конструкцию, что увеличивает точность поковок.
Привод ГКМ осуществляется от электродвигателя 8 (рис. 11.13). Через клиноременную передачу 9 разгоняется маховик с фрикционной муфтой 10. При включении муфты движение через шестерни 7 передается коленчатому валу 4, который через шатун 5 обеспечивает возврат-но-поступательное движение главного ползуна 11 с пуансоном 12.

Рис. 11.13. Кинематическая схема горизонтально-ковочной машины:
1 — рычаги, 2, 11, 17 — боковой, главный и зажимный ползуны, 3 — кулачок, 4 — коленчатый вал, 5 — шатун, 6 — тормоз, 7 — шестерни, 8 — электродвигатель, 9 — клиноременная передача, 10 — муфта, 12 — пуансон, 13 — упор, 14, 16 — неподвижная и подвижная матрицы, 15 — заготовка
В момент отключения муфты 10 включается тормоз 6, останавливающий коленчатый вал в нужном положении. Немногим раньше главного ползуна срабатывает механизм сжатия заготовки. Осуществляется это следующим образом. Боковой ползун 2 приводится в возвратно-поступательное движение кулачком 3, закрепленным на валу 4. При перемещении ползуна 2 система ломающихся рычагов 1 приводит в движение зажимный ползун 17 с подвижной матрицей 16, которая прижимает заготовку 15 к неподвижной матрице 14 на период высадки пуансоном 12. Исходная заготовка продвигается перед штамповкой до убирающегося упора 13, чем обеспечивается точное дозирование металла на одну поковку.
ГКМ выпускают усилием до 31,5 МН; на них можно штамповать поковки из круглых прутков Ø 20 .. . 270 мм.
Кроме рассмотренных универсальных кузнечно-штамповочных машин применяют специальные машины узкого технологического назначения — ковочные вальцы, горячештамповочные автоматы, электро-высадочные машины и др.
В ковочных вальцах деформирование заготовки 1 (рис. 11.14, а) осуществляется во вращающихся секторных штампах 4 и 6, закрепленных на валках 3 и 7. В момент расхождения секторных штампов заготовку 1 подают до упора 2 клещами 5. При вращении валков заготовка обжимается в соответствии с профилем штампов и выдается из вальцов в сторону вальцовщика. Вальцовка по такой схеме называется формовочной и служит для предварительного профилирования заготовок удлиненной формы — шатунов, рычагов, гаечных ключей и др. (рис. 11.14, б) перед последующей штамповкой на другом оборудовании. Достигаемое при этом перераспределение металла по длине заготовки с учетом формы и сечений поковки позволяет существенно снизить отходы металла и повысить производительность труда при штамповке. Профилирование заготовок на вальцах и их штамповку производят с одного нагрева.

Рис. 11.14. Схема вальцовки (а) и примеры получаемых заготовок (б) и поковок (в):
1 — заготовка, 2 — упор, 3, 7 — валки, 4, 6 — секторные штампы, 5 — клещи
Кроме того, вальцовку применяют для изготовления поковок простой формы (рис. 11.14, в); такую вальцовку называют штамповочной. В этом случае ручьи располагают по всей окружности валков и заготовка движется от вальцовщика. За один оборот валков можно получить цепочку из четырех-пяти поковок и более. Производительность штамповочной вальцовки достигает нескольких тысяч поковок в смену.
Горячештамповочные автоматы по принципу действия сходны с ГКМ; они отличаются высокой производительностью и точностью размеров поковок при малых отходах металла.
Особенностью электровы садочных машин является наличие высадочного механизма, совмещенного с нагревательным устройством в зоне деформации.
Контрольные вопросы
- Каковы преимущества и недостатки горячей объемной штамповки?
- Перечислите основные способы горячей объемной штамповки.
- Какова роль облоя при открытой объемной штамповке?
- В чем заключается недостаток закрытой объемной штамповки?
- Какова сущность многоручьевой штамповки?
- Перечислите отделочные операции после объемной штамповки.
- От чего зависит стойкость штампов и как ее можно увеличить?
- Назовите основное оборудование, применяемое для объемной штамповки.
- Каковы достоинства КГШП и ГКМ но сравнению с молотами?
Оборудование для горячей объемной штамповки
Для горячей объемной штамповки применяют молоты, кривошипные горячештамповочные прессы, горизонтально-ковочные машины, гидравлические прессы, винтовые прессы и машины для специализированных процессов штамповки. Процессы штамповки на этих машинах имеют сои особенности, обусловленные устройством и принципом их действия.
Основным видом штамповочных молотов являются паровоздушные штамповочные молоты. Их строят с массой падающих частей 630 — 25000 кг.
На молотах штампуют поковки разнообразных форм преимущественно в многоручьевых открытых штампах. Поскольку ход молота нежесткий, штамп конструируют так, чтобы при последнем ударе его половинки сомкнулись по плоскости соударения. На молоте обычно штампуют за несколько (3-5) ударов. После каждого удара баба молота уходит вверх, и в процессе деформирования наступает перерыв. Это приводит к тому, что нижняя часть заготовки охлаждается более интенсивно, так как постоянно соприкасается с нижней частью штампа. Течение металла так же облегчается благодаря тому, что после каждого удара молота окалина отваливается от поверхности заготовки и сдувается сжатым воздухом из штампа.
У бесшаботных паровоздушных молотов шабот заменен нижней подвижной бабой, соединенной с верхней бабой механической или гидравлической связью. При ударе соударении верхней и нижней баб развивается значительная энергия (до 1 МДж), что позволяет штамповать на тих молотах крупные поковки преимущественно в одноручьевых штампах (ввиду подвижности обоих штампов многоручьевая штамповка на них затруднена).
Кинематическая схема Кривошипного горячештамповочного пресса приведена на рис. 3. Электродвигатель 4 передает движение клиновидным ремням на шкив 3, сидящий на приемном (промежуточном) валу 5, на другом конце которого закреплено малое зубчатое колесо 6. Это колесо находится в зацеплении с большим зубчатым колесом 7, свободно вращающемся на кривошипном валу 9. С помощью пневматической фрикционной муфты 8 зубчатое колесо 7 может быть сцеплено с кривошипным валом 9; тогда последний придет во вращение. Посредством шатуна 10 вращение кривошипного вала преобразуется в возвратно-поступательное движение ползуна 1.
Для остановки вращения кривошипного вала после выключения муфты служит тормоз 2. Стол пресса 11, установленный на наклонной поверхности, может перемещаться клином 12 и тем самым в незначительных пределах регулировать высоту штамповочного пространства. Для облегчения удаления поковки из штампа прессы имеют выталкиватели в столе и ползуне. Выталкиватели срабатывают при ходе ползуна вверх.

Ввиду худшего заполнения полостей при штамповке сложных поковок на прессах применяют большее число ручьев, чем в молотовых штампах. Штампы на прессах не должны смыкаться на величину, равную толщине заусенца, поэтому полость для него делается открытой, в отличие от молотовых штампов.
Определение усилия, требуемого для штамповки на кривошипном горячештамповочном прессе, имеет важно, так как при недостаточном усилии пресса может произойти его поломка. Существуют аналитические экспериментально проверенные формулы для определения усилия штамповки с достаточной степенью точности.
Благодаря наличию выталкивателей в прессах удобно штамповать в закрытых штампах выдавливанием и прошивкой. Кривошипные горячештамповочные прессы строят с усилием 6,3 — 100 МН; такие прессы успешно заменяют штамповочные молоты с массой падающих частей 0,63 — 10т.
Горизонтально ковочные машины имеют штампы, состоящие из трех частей (рис. 4): неподвижной матрицы 3. подвижной матрицы 5 и пуансона 1, размыкающихся в двух взаимно перпендикулярных плоскостях. Приток 4 с нагретым участком на его конце закладывают в неподвижную матрицу 3. Положение конца прутка определяется упором 2. При включении машины подвижная матрица 5 прижимает приток к неподвижной матрице, упор 2 автоматически отходит в сторону, и только после этого, пуансон 1 соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части. Формующая полость может находиться не только в матрице, но и совместно в матрице и пуансоне, а так же только в одном пуансоне.
Кинематическая схема горизонтально-штаповочной машины представлена на рис. 5. Главный ползун 7, несущий пуансон, приводится в движение от кривошипного вала 6 с помощью шатуна 5. подвижная щека 1 приводится от бокового ползуна 3 системой рычагов 2; боковой ползун, в свою очередь, — кулачками 4, сидящими на конце кривошипного вала машины. Горизонтально-штамповочные машины способны создавать усилие на главном ползуне до 31,5 МН.
Основные операции при штамповке на горизонтально- ковочных машинах — высадка (рис.4 а, б), прошивка (рис.4 в), и пробивка (рис.4 г).


Гидравлические штамповочные прессы по своему устройству принципиально не отличаются от ковочных. Усилие современных гидравлических штамповочных прессов достигает 750 МН.
На гидравлических прессах штампуют поковки типа дисков, коленчатых валов, различного рода рычагов, кронштейнов, сферических днищ, цилиндрических стаканов. Особое значение имеет штамповка на гидравлических прессах крупногабаритных панелей и рам из легких сплавов в самолетостроении. Исходной заготовкой является прокат (в том числе и листовой) и полуфабрикат ковки. Перед закладкой в штамп нагретая заготовка должна быть очищена от окалины.
Штампуют в открытых и закрытых штампах (с одной и двумя плоскостями разъема), как правило, в одном ручье.
Горячая объемная штамповка металла: суть и преимущества технологии
Горячая штамповка, которая предполагает деформирование металлической заготовки в нагретом состоянии, используется для того, чтобы изменить не только конфигурацию этой заготовки, но и ее размеры. Чаще всего такая технологическая операция применяется для того, чтобы изменить геометрические параметры не в одной плоскости, а в нескольких измерениях. В таких случаях эта процедура носит название «горячая объемная штамповка».

Горячая штамповка обычно применяется в массовых производствах, где требуется большой объем работ
Сущность технологии
Сущность процесса горячей штамповки заключается в том, что готовое изделие из металла получают из нагретой до определенной температуры заготовки, воздействуя на нее давлением, для чего используется специальный штамп. При выполнении горячей штамповки температура заготовки изменяется от состояния просто нагретой поверхности до ковочной. Чтобы ограничить течение нагретого металла в ненужном направлении, на отдельных участках внутренней поверхности штампа выполняют специальные полости и выступы. Таким образом, внутренняя поверхность штампа формирует замкнутую полость (ручей), конфигурация которой полностью соответствует форме готового изделия.
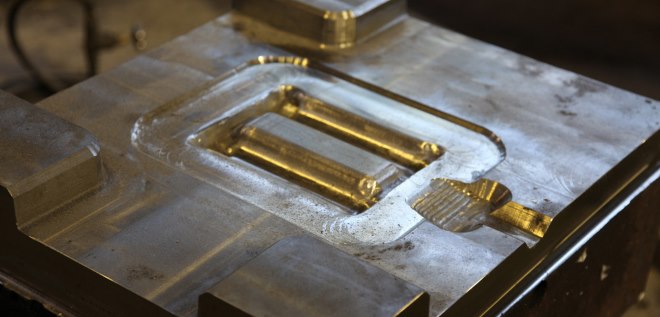
Так выглядит нижняя часть простого одноручьевого штампа
Горячая объемная штамповка (ГОШ) выполняется на металлических брусках различного профиля – квадратного, прямоугольного, круглого или периодического. В отдельных случаях производство готовых изделий по технологии горячей штамповки может выполняться из сплошного металлического прутка. Изначально его часть формируется в поковку с требуемыми геометрическими параметрами, а затем ее отделяют при помощи резки. Однако, как правило, заготовки для горячей штамповки нарезают из металлического прутка.
Наибольшую эффективность штамповка деталей, предполагающая их предварительный нагрев, демонстрирует при серийном и массовом производстве. В частности, в использовании данной технологии для производства металлопродукции крупными и массовыми сериями есть целый ряд преимуществ.
- Отходы металла, из которого производится продукция, уменьшаются.
- Увеличивается производительность труда.
- При помощи данной технологии можно изготавливать изделия даже очень сложной конфигурации.
- Готовые изделия, полученные методом горячей штамповки металла, отличаются не только особой точностью геометрических параметров, но и высоким качеством поверхности.

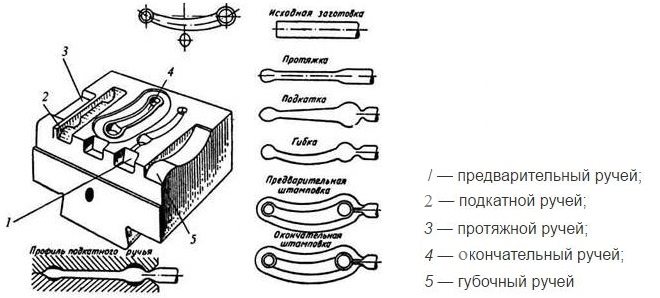
Схема технологического процесса изготовления детали типа «шатун» методом горячей объемной штамповки
Технологический процесс горячей штамповки включает в себя большой перечень операций, выполняемых начиная с момента загрузки детали из металла в зону обработки и заканчивая выгрузкой из оборудования готового изделия. Проектирование такого процесса подразумевает соблюдение следующего алгоритма:
- выбрать метод, по которому будет изготовляться изделие: на штампах с открытым или закрытым ручьем;
- разработать подробный чертеж готовой поковки;
- установить, за сколько переходов можно сделать готовое изделие;
- для каждого перехода разработать чертеж формируемой поковки;
- в зависимости от требуемой мощности для каждого этапа технологического процесса выбрать соответствующее оборудование и сформировать штампы;
- перед горячей штамповкой нагреть заготовку, выбрав способ нагрева и режимы его выполнения;
- в зависимости от требований к качеству готового изделия определить перечень финишных операций, которым будет подвергнута поковка.
На завершающей стадии разработки технологического процесса необходимо выполнить расчет его экономических и технических показателей.
Преимущества и недостатки горячей объемной штамповки
Обработка металла, выполняемая методом горячей штамповки, может осуществляться по различным технологиям, особенности реализации которых зависят от целого ряда параметров: типа используемого оборудования, геометрических параметров и материала изготовления формируемого изделия. По технологии ГОШ можно изготавливать следующие типы деталей.
В качестве таких изделий могут выступать валы различного назначения, шатуны, рычаги и другие детали подобной конструкции. Для их производства используют штамповочный пресс. Обрабатываются они методом горячей штамповки плашмя, при этом исходная заготовка подвергается операции протяжки. Заключительным этапом производства является фасонирование методом свободной ковки, выполняемое в заготовительных вальцах ковочных вальцов.
Это шестерни, фланцы, ступицы, крышки и другие детали круглой или квадратной конфигурации, отличающиеся относительно небольшой длиной. Чтобы изготовить продукцию данного типа, используют технологию осадки, которая выполняется в торец обрабатываемой заготовки. Для реализации такой технологии требуется использовать штамповочные переходы.

Примеры изделий, изготовленных методом горячей объемной штамповки
Штамповочные ручьи
При обработке предварительно нагретых изделий из стали, как и при горячей штамповке латуни, применяют штамповочные ручьи, которые могут быть:
- протяжными (с их помощью увеличивают длину отдельных участков обрабатываемых деталей: по той части заготовки, которую необходимо удлинить, наносятся частые, но несильные удары, одновременно выполняется кантование обрабатываемой детали);
- заготовительными (их целью является фасонирование обрабатываемой заготовки: металл перераспределяется в ее общем объеме для того, чтобы придать готовому изделию такую форму, которая обеспечивает минимальный отход материала);
- пережимными (их выполняют для уменьшения высоты отдельного участка заготовки с одновременным увеличением его ширины);
- подкатными (ручьи, в которых металл заготовки равномерно распределяется по ее оси, при этом увеличивается диаметр отдельных ее участков);
- гибочными (в них заготовка поступает с изогнутой осью, формируется поковка, угол изгиба которой составляет 90°).
Этапы сложной штамповки в нескольких ручьях
К штамповочным ручьям, в которых изготовляемый элемент приобретает требуемую форму, относятся:
- предварительные, или черновые, в которых форма обрабатываемой заготовки максимально приближается к конфигурации поковки (особенности такого ручья, который может и не использоваться при выполнении горячей штамповки, заключаются в том, что он имеет несколько увеличенную глубину, также в нем, по сравнению с параметрами чистового изделия, увеличены уклоны и радиусы скругления);
- чистовые, в которых деталь приобретает конечную форму, но ее размеры увеличены на величину усадки металла при его остывании (поскольку в таких ручьях на заготовку необходимо оказывать максимальные усилия, располагают их в центральной части штампа).
Технологические схемы штамповки
Из используемых на сегодняшний день схем выполнения горячей штамповки следует выделить только две.
Это технологическая операция, выполняемая в штампе, зазор между подвижной и неподвижной частями которого минимален. Горячую штамповку по данной методике можно выполнять на прессах, когда выступом оснащена верхняя часть штампа, а полостью – нижняя, или на молотах, когда полость находится в верхней части рабочего инструмента, а выступающая часть – в нижней. Применение штампов данного типа требует того, чтобы объемы поковки и готовой детали точно совпадали. Штампы закрытого типа могут иметь не одну, а две плоскости разъема, располагающиеся под прямым углом друг к другу.
Штамповка в одноручьевом закрытом штампе
Между подвижной и неподвижной частями штампа для горячей штамповки открытого типа имеется специальный зазор, в который выдавливаются излишки металла, образующиеся в процессе его деформирования. Штампы открытого типа, что является их большим преимуществом, можно применять для поковок любого вида.
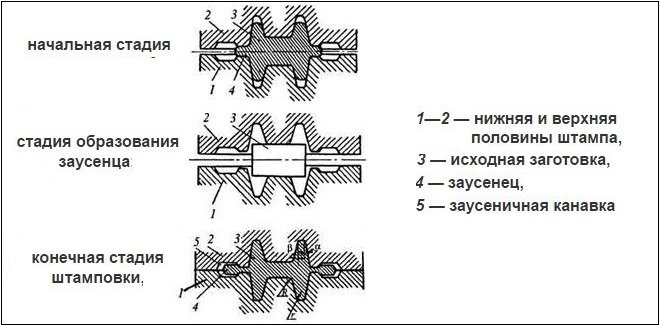
Схема штамповки в открытых штампах
Применение штампов закрытого типа также имеет свои преимущества, которые заключаются в следующем.
- Готовые детали отличаются более однородной внутренней структурой и высоким качеством наружной поверхности.
- За счет отсутствия облоя уменьшается расход металла.
- Можно производить изделия из металлов, отличающихся невысокой пластичностью, поскольку такая обработка осуществляется под воздействием высокого напряжения и неравномерного всестороннего сжатия.
Оборудование для горячей объемной штамповки
Оборудование для горячей объемной штамповки молоты штамповочные, горячештамповочные кривошипные прессы, горизонтально-ковочные машины. Процессы штамповки на этих машинах имеют свои особенности, обусловленные устройством и принципом их действия.
Горячая объемная штамповка на молотах
Основным типом молотов являются паровоздушные штамповочные молоты. Их конструкция несколько отличается от ковочных молотов. Стойка станины устанавливается непосредственно на шаботе. Молоты имеют усиленные регулируемые направляющие для движения бабы. Масса шабота превышает массу падающих частей в 30…30 раз. Все это обеспечивает необходимую точность соударения штампов.
Масса падающих частей составляет 630…25000 кг.
Горячая объемная штамповка на прессах
Наиболее часто используются кривошипные горячештамповочные прессы. Выбор пресса осуществляется по номинальному усилию, которое составляет 6,7…100 МН.
К особенностям конструкции пресса следует отнести жесткий привод, не позволяющий изменять ход ползуна, отсутствие ударных нагрузок.
Штамповка на горизонтально-ковочных машинах
Горизонтально-ковочная машина представляет собой механический кривошипный штамповочный пресс, имеющий разъемную матрицу, одна часть которой является подвижной – зажимной.
Кроме главного деформирующего ползуна, имеется ползун, движение которого перпендикулярно движению главного.
Горизонтально-ковочные машины выбираются по номинальному усилию, которое составляет 1…31,5 МН.
Холодная штамповка
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла.
Холодная штамповка является одним из наиболее прогрессивных методов получения высококачественных заготовок небольших и точных из стали и цветных металлов. Она обеспечивает достаточно высокую точность и малую шероховатость поверхности при малых отходах металла и низкой трудоемкости и себестоимости изготовления изделий. Возможность осуществления холодной штамповки и качество заготовок определяются качеством исходного материала. Большое значение имеет подготовка поверхности заготовок: удаление окалины, загрязнений и поверхностных дефектов.
Процессы холодной штамповки часто выполняют за несколько технологических переходов, постепенно приближая форму и размеры заготовок к форме и размерам готовых изделий и осуществляя промежуточный отжиг для снятия наклепа и восстановления пластических свойств металла. В зависимости от характера деформирования и конструкции штампов холодную штамповку делят на объемную и листовую.
Объемная холодная штамповка
Холодную объемную штамповку выполняют на прессах или специальных холодноштамповочных автоматах. Основными ее разновидностями являются: высадка, выдавливание, объемная формовка, чеканка.
Высадка – образование на заготовке местных утолщений требуемой формы в результате осадки ее конца.
Выдавливание – формообразование сплошных или полых изделий, благодаря пластическому течению металла из замкнутого объема через отверстия соответствующей формы.
Объемная формовка – формообразование изделий путем заполнения металлом полости штампа.
Чеканка – образование рельефных изображений на деформируемом материале.
Листовая штамповка
Листовая штамповка – один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии.
Листовой штамповкой изготавливаются разнообразные плоские и пространственные детали – от мелких, массой от долей грамма и размерами в доли миллиметра (секундная стрелка часов), до средних (металлическая посуда, крышки, кронштейны) и крупных (облицовочные детали автомобилей).
Толщина заготовки при листовой штамповке обычно не более 10 мм, но иногда может превышать 20 мм, в этом случае штамповка осуществляется с предварительным подогревом до ковочных температур.
При листовой штамповке используют: низкоуглеродистые стали, пластичные легированные стали, цветные металлы и сплавы на их основе, драгоценные металлы, а также неметаллические материалы: органическое стекло, фетр, целлулоид, текстолит, войлок и др.
Листовую штамповку широко применяют в различных отраслях промышленности, особенно, автомобилестроении, ракетостроении, самолетостроении, приборостроении, электротехнической промышленности.
Основные формообразующие операции: гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка.
Гибка – образование угла между частями заготовки или придание заготовке криволинейной формы.
При гибке пластически деформируется только участок заготовки в зоне контакта с пуансоном 1 (рис. 16.1.а): наружные слои заготовки растягиваются, а внутренние – сжимаются. Деформация растяжения наружных слоев и сжатия внутренних увеличивается с уменьшением радиуса скругления рабочего торца пуансона, при этом возрастает вероятность образования трещин. Поэтому минимальный радиус пуансона ограничивается величиной в пределах 0.1…2,0 от толщины заготовки, в зависимости от механических свойств материала.
Вытяжка – образование полого изделия из плоской или полой заготовки.
Отбортовка – получение борта диаметром путем вдавливания центральной части заготовки с предварительно пробитым отверстием в матрицу.
Обжим – уменьшение периметра поперечного сечения концевой части полой заготовки, производится заталкиванием заготовки в сужающуюся полость матрицы.
Раздача – увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
Рельефная формовка – местное деформирование заготовки с целью образования рельефа в результате уменьшения толщины заготовки.
«Обработка металлов резанием. Основные понятия, сущность процесса»
Обработка металлов резанием – процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаимного расположения и шероховатости поверхностей детали.
Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщать относительные движения. Инструмент и заготовку устанавливают на рабочих органах станков, обеспечивающих движение.
Движения, которые обеспечивают срезание с заготовки слоя материала или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания.
Главное движение – это движение направленное на осуществление непосредственного процесса резания (отделение стружки) (Дг).
Движение подачи – обеспечивает врезание режущей кромки инструмента в материал заготовки, направленно на поддержание непрерывности процесса резания (Дs).
Движения могут быть непрерывными или прерывистыми, а по характеру – вращательными, поступательными, возвратно-поступательными.
Движения подачи: продольное, поперечное, вертикальное, круговое, окружное, тангенциальное.
В процессе резания на заготовке различают поверхности (см. рис. 1):
поверхность резания (2).
Режимы резания
Скоростью главного движения – называют расстояние, пройденное точкой режущей кромки инструмента в единицу времени (м/мин; м/с).
где:  – расчетная длина хода инструмента;
– расчетная длина хода инструмента;  – число двойных ходов инструмента в минуту;
– число двойных ходов инструмента в минуту;  – коэффициент, показывающий соотношение скоростей рабочего и вспомогательного хода.
– коэффициент, показывающий соотношение скоростей рабочего и вспомогательного хода.
Подача  — путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один ход заготовки или инструмента.
— путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один ход заготовки или инструмента.
В зависимости от технологического метода обработки подачу измеряют:
мм/об – точение и сверление;
мм/дв. ход – строгание и шлифование.
Глубина резания (  ) – расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к обработанной поверхности (мм).
) – расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к обработанной поверхности (мм).
Шероховатость поверхности – совокупность неровностей с относительно малыми шагами.
Шероховатость является характеристикой качества поверхностного слоя заготовки. Она оценивается несколькими параметрами, в частности критерием  .
.
— среднее арифметическое отклонение профиля (среднее арифметическое абсолютных значений отклонений профиля) в пределах определенной базовой длины обработанной поверхности.
Допустимые значения шероховатости поверхностей деталей указываются на чертежах.
Значение параметра для разных технологических методов обработки лежат в пределах, мкм:
для предварительной черновой обработки – 100…22,5;
для чистовой обработки – 6,3…0,4 ;
для отделочной и доводочной обработки – 0,2…0,012.
Станки для обработки резанием
Классификация металлорежущих станков
По общности технологического метода обработки различают станки: токарные, фрезерные, сверлильные и др.
По назначению различают станки: широкоуниверсальные, универсальные, широкого назначения, специализированные, специальные.
Универсальные станки обрабатывают разнотипным инструментом различающиеся по размерам, форме и расположению поверхностей заготовки.
Широкоуниверсальные – предназначены для выполнения особо широкого разнообразия работ.
Станки широкого назначения характеризуются однотипностью применяемого инструмента.
Специализированные станки предназначены для обработки однотипных заготовок различных размеров.
Специальные станки предназначены для выполнения определенных видов работ на заготовках одинаковых размеров и конфигурации.
- По массе: легкие (до 1т ), средние (до 10т ), тяжелые (свыше 10т ) и уникальные (свыше 100т ).
- По степени автоматизации: с ручным управлением, полуавтоматы и автоматы.
- По компоновке основных рабочих органов: горизонтальные и вертикальные.
В общегосударственной единой системе (ЭНИМС) станки разделяются на 10 групп и 10 типов. В группы объединены станки одинаковые или схожие по технологическому методу обработки. Типы характеризуют их назначение, степень автоматизации, компоновку.
Дата добавления: 2019-09-13 ; просмотров: 249 ; Мы поможем в написании вашей работы!
Оборудование для горячей объемной штамповки
Горячую объемную штамповку выполняют на штамповочных молотах, прессах, горизонтально-ковочных машинах и специализированных машинах узкого назначения.
Штамповочные молоты предназначены для штамповки поковок разнообразной формы, преимущественно в многоручьевых открытых штампах.
Основным типом штамповочных молотов являются паровоздушные штамповочные молоты с массой падающих частей 630…25 000 кг. По прин-
ципу действия они подобны паровоздушным ковочным молотам, но имеют конструктивные отличия, обусловленные повышенными требованиями
к точности перемещения частей штампов.
Применяются также молоты гидравлические, фрикционные с доской
и бесшаботные паровоздушные. У последних вместо шабота установлена нижняя подвижная баба, соединенная с верхней бабой механической
или гидравлической связью. Они предназначены преимущественно
для штамповки крупных поковок в одноручьевых штампах.
| Рис. 49. Схема штамповки на гидравлических прессах |
| а |
| в |
Штамповочные прессы. Для объемной штамповки применяют винтовые, фрикционные, гидравлические и кривошипные горячештамповочные прессы.
Винтовые фрикционные прессы усилием до 6,3 МН применяют
для штамповки в открытых и закрытых штампах мелких поковок (до 20 кг) в мелкосерийном производстве.
Гидравлические прессы для штамповки с усилием до 750 МН применяют для штамповки крупных поковок.
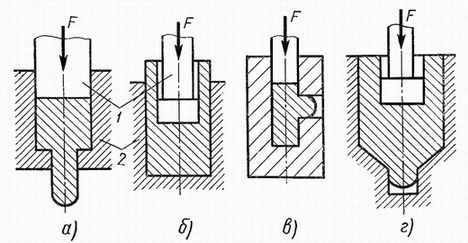
Штамповку на гидравлических прессах можно производить: в открытых штампах с образованием заусенца в плоскости разъема; в закрытых штампах, часто с разъемной матрицей (рис. 49, а); прошивкой в закрытой матрице (рис. 49, б), когда металл течет в кольцо, образуемое между пуансоном и стенками матрицы, навстречу направлению движения пуан-сона; протяжкой прошитых заготовок через кольца (рис. 49, в) или через вращающиеся ролики.
Гидравлические штамповочные прессы по принципу работы аналогичны ковочным.
На гидравлических прессах штампуют поковки типа дисков, коленчатых валов, различного рода рычагов, кронштейнов, сферических днищ, цилиндрических стаканов, крупногабаритные панели и рамы из легких сплавов в самолетостроении. Исходной заготовкой является прокат (в том числе листовой) и полуфабрикат ковки.
Штамповку на кривошипных горячештамповочных прессах с усилием 6,3…100 МН используют для получения поковок различной формы из сортового или периодического проката в открытых и закрытых штампах, в том числе выдавливанием.
Жесткость прессов выше, поэтому на них можно применять штампы с направляющими колонками: нет смещения штампов, точнее поковки. Отсутствие ударов дает возможность применять закрытые и сборные штампы.
Штамповка на кривошипных прессах обеспечивает высокую производительность, точность поковок по сравнению со штамповкой на молотах и дает возможность уменьшения штамповочных уклонов.
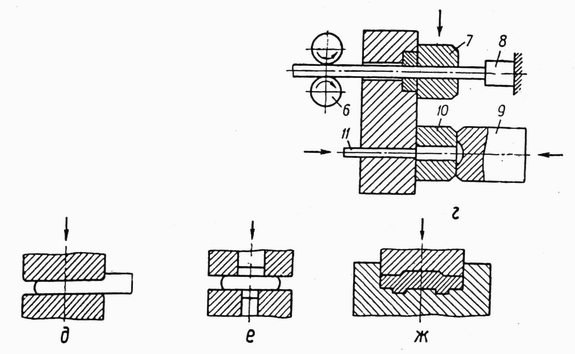
| Рис. 50. Схема штамповки на горизонтально-ковочной машине |
| а |
| б |
| в |
| г |
К недостаткам штамповки на кривошипных прессах относятся: необходимость точного определения массы заготовок; заготовки не должны иметь окалины; нельзя применять протяжной и подкатной ручьи; стоимость прессов в 3…4 раза выше, чем молотов.
Горизонтально-ковочные машины (ГКМ) предназначены для штамповки высадкой деталей, которые не требуют штамповки по всей длине,
а также для прошивки. Горизонтально-ковочные машины создают усилие до 31,5 МН. Основные операции при штамповке на ГКМ — высадка, прошивка и пробивка.
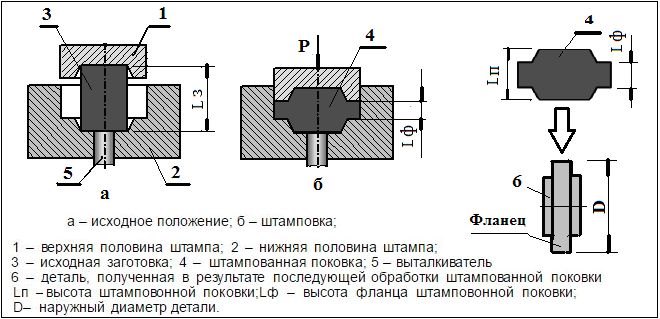
На горизонтально-ковочных машинах в основном штампуют поковки типа стержня с фланцем, кольца или стакана (рис. 49, а). Так как штамп состоит из трех частей – неподвижной 2 и подвижной 5 матриц и пуансона 4 (см. рис. 49, а), напуски на поковках и штамповочные уклоны малы или отсутствуют.
Исходным материалом для штамповки
на ГКМ обычно служит прокат круглого сечения.
Точность поковок и производительность штамповки не ниже, чем в случае использования кривошипных горячештамповочных прессов. Однако, горизонтально-ковочные машины менее универсальны (по сравнению с молотами и прессами), имеют более высокую стоимость.
На рис. 50 представлена схема штамповки изделия на ГКМ. Пруток 1 нагретым концом укладывается в неподвижную половину 2 матрицы до упора 3. Пуансон 4 в это время находится в правом крайнем положении (рис. 50, а). Далее подвижная часть 5 матрицы зажимает пруток, образуя полость для деформации выступающей части прутка; при этом упор 3 автоматически переходит в другое положение (рис. 50, б). Затем пуансон движением в направлении стрелки деформирует конец прутка (рис. 50, в) до тех пор, пока не образуется готовая поковка (рис. 50, г). После этого подвижная часть 5 матрицы и пуансона 4 отходят в первоначальное положение, а пруток с поковкой переносятся в следующий ручей, где их отделяют друг от друга.
Холодная штамповка
Холодной называют штамповку без нагрева заготовок. Ее разделяют на объемную и листовую.
Холодная объемная штамповка позволяет почти полностью исключить обработку резанием.
Основные виды холодной объемной штамповки: выдавливание, высадка, объемная формовка и калибровка (чеканка). Холодные объемные формовка, высадка и калибровка аналогичны соответствующим процессам горячей объемной штамповки, а холодное выдавливание — прессованию. Но они обеспечивают большую точность и более качественную поверхность деталей.
Листовой штамповкой называют процесс изготовления деталей
из листа, полосы или рулонного материала. Толщина деталей не превышает 10 мм.
Достоинства этого вида: высокая производительность; высокая точность штамповок.
Холодное выдавливание — процесс получения штамповок при пластическом течении металла в полости штампа. При холодном выдавливании заготовкой является штучная прутковая заготовка. При этом получается чаще всего готовая деталь, требующая незначительной обработки резанием. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штампах, рабочими частями которых являются пуансон и матрица.

Различают прямое, обратное и комбинированное выдавливание.
При прямом выдавливании (рис. 51, а) металл вытекает через отверстие в неподвижной матрице 2 в направлении движения пуансона 1. Удаляется деталь с помощью выталкивателя. Таким методом получают полые детали типа стержней с утолщениями и труб с фланцами (болты, клапаны и т.п.). При обратном выдавливании направление течения металла противоположно движению пуансона 1 (рис. 51, б). Таким методом получают полые детали с дном (корпусы труб, стаканы и т.п.). Штамповка деталей методом комбинированного выдавливания сопровождается течением металла в разных направлениях (рис. 51, в).
| Рис. 51. Виды холодной объемной штамповки |
Холодную высадку применяют при изготовлении болтов, гаек, шпилек, винтов, шурупов, заклепок, гвоздей, спиц и др. Исходной заготовкой служат проволока или прутки диаметром 0,5…38 мм.
Пруток или проволока 1 роликами 2 подается через матрицу 3
до упора 4 (рис. 51, г). Матрица перемещается на линию высадки, отрезая при этом заготовку от прутка. Высадка заклепки 5 осуществляется пуансоном 6, а удаляется она из матрицы выталкивателем 7. Холодную высадку выполняют на специальных холодновысадочных автоматах.
| 1 |
| 3 |
| 4 |
| 5 |
| 6 |
| 7 |
| 2 |
| 1 |
| 2 |
| F |
| F |
| F |
| а б в г |
| д е ж |
| F |
| 1 |
Холодную формовку применяют для изготовления сложных по форме деталей с площадью горизонтальной проекции до 5000 мм 2 и высотой
до 25 мм (рис. 51, д, е, ж). Ее производят в открытых и закрытых штампах. Исходной заготовкой обычно является штучная заготовка из сортового или листового проката, полученная горячей штамповкой либо точным литьем.
Чеканкойполучают выпукло-вогнутый рельеф на поверхности детали за счет незначительного перемещения металла под штампом, применяется в производстве монет, жетонов, медалей и т.п.
Особенности технологии горячей объемной штамповки
Горячая объемная штамповка представляет собой процесс намеренного деформирования нагретой заготовки из разного рода металла для изменения ее размеров и конфигурации.
Причем, геометрические характеристики изделия при этом меняются в нескольких измерениях, а не в одной плоскости. Технология нашла применение во многих отраслях промышленности и имеет весьма обширные перспективы для дальнейшего развития и совершенствования.
- В каких областях промышленности технология нашла применение?
- Разновидности объемной штамповки
- Технологические схемы штамповки
- В закрытых штампах
- В открытых штампах, имеющих переменный зазор
- Инструменты и оборудование
- Подведем итог
В каких областях промышленности технология нашла применение?
Горячая объемная штамповка ‒ вид обработки металлозаготовок с помощью давления, который подразумевает использование специального инструмента, штампа, для формообразования поковки из разогретой заготовки.
Поверхности полостей и выступов отдельных частей штампа при этом ограничивают течение металла, поэтому в итоге операции происходит образование единственной замкнутой полости по конфигурации поковки. Такую полость называют ручьем.
Для данного вида обработки необходимы специальные штамповочные заготовки. Их изготавливают с применением проката профилей разных форм путем разрезания прутков на отдельные изделия кривошипными пресс-ножницами, механическими пилами, газовой резкой и т.п.
 Горячая объемная штамповка.
Горячая объемная штамповка.
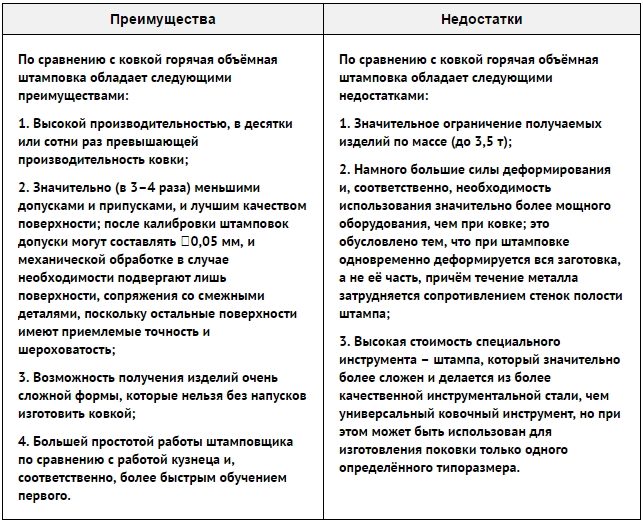
Достоинства такой технологии при сравнении с ковкой заключается в следующем:
- высокие показатели производительности;
- более высокая точность изготовления деталей: допуски при штамповании поковок в 3 раза меньше, нежели при ковке.
Основными недостатками технологии являются дороговизна инструмента и его узкая направленность: конкретный штамповочный станок подходит для создания поковки одной формы и размера.
Помимо этого, для осуществления объемной горячей штамповки поковок потребуется в несколько раз больше усилий деформирования, нежели для ковки аналогичных поковок.
На заметку! Крупными называют поковки с массой в несколько сот килограммов, но они используются в редких случаях. Еще реже можно встретить изделия с массой 2-3 тонны. Наиболее распространенные формы имеют массу от 20 до 30 кг.
Технология активно применяется на производственных предприятиях металлообрабатывающей промышленности, которые имеют дело с алюминиевыми сплавами, латунью.
С помощью горячей штамповки прессом изготовляются заготовки для деталей легковых автомобилей, тракторов и других видов сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т.п.
С учетом тенденции к росту серийности в машиностроении штамповка в будущем приобретет еще большую популярность и развитие.
Разновидности объемной штамповки
Существуют разные виды объемной штамповки: холодная и горячая. Первая технология менее распространена, нежели горячая, так как для нее не требуется очень мощное оборудование.
Помимо этого, стоит отметить склонность большинства сталей и сплавов поддаваться обработке именно в горячем состоянии. Поэтому именно горячий вид штамповки и ковки предпочтителен для множества предприятий металлургической отрасли, которые предполагают изготовление изделий из листов металла.
Но и свои достоинства у холодной технологии создания поковок из металла присутствуют:
- в процессе работы не происходит нагревание металла;
- металлическая поверхность не окисляется при контакте с кислородом;
- можно изготовить изделия с более точными параметрами;
- низкие показатели шероховатости металлической поверхности;
- низкий расход металла;
- низкая трудоемкость производства изделий.
Отметим! При холодной объемной штамповке изделиям не нужна финишная обработка.
Горячий метод штамповки поковок отличается:
- высокими показателями производительности;
- отменной однородностью и прочностью готовых поковок;
- возможностью получения поковки сложной формы;
- высокой автоматизации рабочих процессов.
Процесс горячей штамповки.
Различают разные способы горячей объемной штамповки, в зависимости от типа примененных штампов:
- открытая;
- закрытая;
- выдавливанием;
- прошивкой;
- в разъемных матрицах.
Именно такая классификация считается основной, потому что тип использованного в работе штампа является определяющим фактором для характера течения металла при формообразовании поковки.
Благодаря использованию технологии обработки металлов данным методом можно изготовить разнообразные по геометрическим параметрам поковки:
- Детали удлиненной формы: рычаги, шатуны. Для их производства потребуется штамповочный пресс.
Исходную заготовку поддают протягиванию и обрабатывают плашмя. В конце работы деталь фасонируют при помощи ковки. - Дисковые детали квадратной, круглой формы и небольшой длины: ступицы, шестеренки, фланцы, крышки.
Изготавливаются с помощью технологии осадки в торец заготовки. А их использование осуществляется с применением штамповочных переходов.
Путем штамповки крайне сложно изготовить абсолютно точные по размеру поковки, по этой причине существует такое понятие как допуски. Они учитывают недоштамповку изделия по высоте, износ ручья штампов, риск сдвига штампов в процессе использования и т.п.
Если допуски обуславливают чистоту поверхности и точность поковки, что удовлетворяет общим требованиям к конечным результатам работы, то в дальнейшем иных припусков не предполагают.
Если же предполагаемые заранее допуски или чистота поверхности металла на деле оказались неудовлетворительными, стоит рассмотреть возможность получения более точных параметров поковок путем калибровки, чеканки, улучшения качества самого процесса и нагрева.
Если же это решение не позволяет решить вопрос, то назначаются припуски для последующей обработке путем резки.
Технологические схемы штамповки
Станок горячей штамповки металла функционирует с применением специальных рабочих схем. С их помощью выполняется ковка и штамповка различных металлических изделий. Исходя из характеристик примененной рабочей схемы, можно определить будущие параметры готовой поковки.
Классифицировать такие схемы можно по типу задействованных в работе штампов:
В закрытых штампах
Полость штампа в процессе деформации закрыта, поэтому зазор между подвижной и неподвижной зонами минимален. Особенности устройства штампа закрытого типа определяет вид штамповочного станка.
В большинстве случаев верхняя часть штампа характеризуются выступом, а нижняя – представляет собой полость. Также можно встретить обратную ситуацию.
Применение подобных изделий на практике должно осуществляться с тщательной подготовкой и четким контролем над идентичностью объемов поковки и заготовки.
Несоблюдение данных требований может привести к частичному заполнению углов полости металлом, если его будет недостаточно.
Также проблемы могут возникнуть с высотой поковки при работе горячим методом: если металла будет чрезмерно много, высота поковки получится больше, чем запланировано. Чтобы штамповка проходила по оптимальной схеме, важно отрезать заготовки с максимальной точностью.
В открытых штампах, имеющих переменный зазор
В него вытекает определенный объем металла, что позволяет заполнить рабочую полость поковки в полной мере. Помимо этого, облой заполнится излишками металла на конечной стадии работы, что снизит запрос к точности заготовок по весу.
Холодная и горячая штамповка с применением таких изделий осуществляется в четыре стадии: осадка заготовки, совмещение стеночек изделия с заготовкой, вытекание лишнего металла в канавку при обжатии, удаление избыточного металла из полости.
Достоинством штампов для горячей штамповки является возможность произвести любой вид поковок.
Закрытые штампы также характеризуются определенными преимуществами:
- Более благоприятная структура поковок.
В данном случае не происходит перерезания волокон в облой в точке вытекания металла. Они обтекают поковочный контур, что позволяет достигнуть уникальной точности поверхности деталей без каких-либо видов шлифовки; - Отсутствие облоя при такой схеме.
Это позволяет значительным образом снизить расход металла. - Наличие возможности работать с малопластичными сплавами, характеризующимися высоким уровнем деформации под высоким напряжением неравномерного всестороннего сжатия.
Инструменты и оборудование
Штамповочное производство холодным и горячим методами требует наличия ряда инструментов и приспособлений. Применяемое для штамповки оборудование условно делится на основное и вспомогательное.
К первой группе инструментов причисляют штампы, разделяющиеся, в свою очередь, на ковочные для изготовления изделий и обрезные для ликвидации заусенцев после штамповки.
Все они предназначаются для создания исключительно заданной детали, но иногда можно встретить и варианты со съемными частями и блоками, которые позволяют выполнить переналадку.
Штамповочный инвентарь для горячей технологии производится из высококачественной легированной инструментальной стали, потому что на изделия в процессе эксплуатации оказывается высокое механическое давление и термическая нагрузка.
Но это довольно дорогой материал, поэтому для экономии денежных средств штампы производят со вставками из более дешевых металлов.
Холодная штамповка металла предполагает использование оборудования, работающего при высоких удельных нагрузках и обеспечивающего высокую точность форм и размеров изделий. Оно характеризуется высокой производительностью и увеличенным рабочим ходом, так как обладает высокой жесткостью конструкции.
Процесс получения объемных штампов.
Kо второй группе инструментов и приспособлений для осуществления штамповки относят:
- приспособления, позволяющие осуществить доставку и загрузку металла в печь, его подачу от печи к молоту и передачу заготовок от одного молота к последующему;
- инвентарь для подачи заготовок под штамповочный пресс с их последующим перекладыванием из одного ручья штампа в другой;
- инструменты для удаления поковки из штампов после изготовления;
- измерительные приборы и шаблоны для осуществления периодического контроля отштампованных поковок.
На заметку! В конструкции штампа необходимо иметь такие эксплуатационные параметры, чтобы она позволяла менять форму заготовки согласно конкретным требованиям, прочно фиксировалась на оборудовании, предоставляла возможность сохранить точность ее установки и комфортабельную транспортировку.
Для обработки деталей из металла методом горячей объемной штамповки потребуется следующее оборудование:
- молотовые штампы;
- горячештамповочные кривошипные прессы;
- горизонтально-ковочные агрегаты.
Самые распространенные варианты сегодня ‒ это паровоздушные молоты с двойным действием и простые приводные фрикционные молоты. Они работают за счет ударно-деформирующего воздействия на металлозаготовку.
Высококачественное перераспределение металла можно обеспечить при условии одновременного регулирования хода подвижных деталей и силы удара в сочетании с кантованием заготовки. Отметим, что молоты причисляются к категории довольно недорого штамповочного оборудования.
Также при горячем штамповании часто используются кривошипные прессы с жестким приводом, не позволяющим изменять направление ползуна.
Изготовленные с помощью прессов поковки отличаются большей точностью за счет жесткого хода. Это сводит к минимальной вероятности риск появления припусков на механическую обработку.
Недостаток такого оборудования заключается в необходимости проводить предварительную очистку заготовки от окалины, иначе она вжимается в тело поковки.
При соприкосновении разогретого металла со стеночками пресса происходит остывание заготовки из-за большого количества времени, потраченного на процесс деформации.
Подведем итог
Горячая и холодная штамповка – технологии, активно задействованные на предприятиях металлургической промышленности, в машино- и авиастроении и в иных производственных сферах при изготовлении разного типа деталей из стали и цветных металлов.
При этом горячая листовая штамповка встречается чаще, нежели холодная, так как позволяет работать практически со всеми металлами, и в том числе низкоплавкими.

