Оборудование для литья пластмасс под давлением
Оборудование для литья пластмасс
Продукты из пластика занимают одну из главных ролей в жизни человека. Этот материал является незаменимым как на производстве, так и в обыденной жизни. Методика изготовления интересует многих людей, в частных домах все чаще появляется оборудование для литья пластмасс. Этот материал самый выгодный из многих вариантов производства. Он применяется для выполнения разной продукции, которая востребована в домашнем хозяйстве.
Что касается натуральных материалов, которые стоят очень дорого и довольно трудные в производстве, то пластиковые детали их со временем заменяют. Это происходит потому, что люди не думают о методике производства привычных и удобных в использовании продуктов.
Виды пластмасс и сырье
Для производства полимерных изделий эксплуатируются такие типы пластмасс:
- полиэтилен;
- полистирол;
- полиэтилентерефталат;
- поливинилхлорид;
- полиэтилен высокого и низкого давления;
- полипропилен;





Качеством изготовления пластика является выбор сырья. Даже самое хорошее оборудование для литья пластмасс под давлением требует перенастройки при изменении изготовителя начального материала.
В противном случае качество произведенных изделий будет совершенно другое.
Методика изготовления
Алгоритм для реализации любых типов пластиковых продукций:
- образование однозначного химического состава;
- в среду полимеров вводится газ;
- полученной массе придают нужную отливку;
- установка конечной формы.
На начальном уровне разные компоненты смешиваются для того, чтобы получить пластическое вещество. После этого в полимер добавляется газ конкретным способом: либо введение быстрозакипающих веществ, либо механическое вспенивание.
Они исчезают при нагревании или введении под давлением газа. Методика изготовления зависит от вида полимера и изделий. Способов осуществления изделий из пластмасс имеется несколько:
- присутствие отливок – пластиковая масса превращается в жидкость и заливается в различные формы, аналогичные готовой продукции. Вследствие чего образуется довольно много предметов: посуда, канцтовары;
- термоформование;
- компрессионное формование – в процессе изготовления нужное число материала помещается в форму, половинки соединяются, а потом образуется готовая деталь;
- инкапсуляция;
- вакуумное формование – требуемые формы получают из листов пластика под разным давлением;
- формование наслаиванием;
- выдув – подогретая масса заливается в форму. Форма закрывается и наполняется воздухом. Полимер растекается по всей внутренней поверхности в равных количествах;
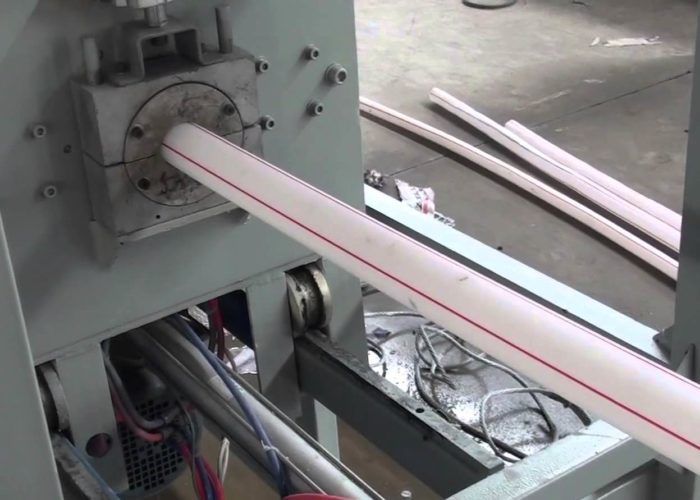
- экструзия – происходит размягчение массы и подавление ее через матрицу, которая образует требуемую форму;
- прессионное формование – заготовка сжимается внутри формы, лишний материал выходит через щели.







Оборудование для изготовления предметов из пластика
Чтобы производить пластиковую продукцию потребуется готовая технологическая линия или отдельный станок. Соорудить ее в домашних условиях сможет любой мастер.
Экструдеры – это огромный набор станков, способствующие производству вспененных и оконных профилей, труб и пластикового шифера, рукавных и листовых пленок, полимерных листов.
Главная структура станка – это экскудер. Линию экструзии составляет набор дополнительных механизмов. Изготовление работает в режиме автомат, он регулируется определенной программой.
Термопластавтомат – это станок для литья пластмассы под давлением. Заранее приготовленная масса походит в формы и подвергается охлаждению. В итоге образуется готовое штучное изделие.

На этих станках изготавливается около 75% всех пластмассовых изделий. Эта методика способствует образованию довольно трудных форм, которые подходят с точностью требуемым размерам. Оборудование имеет возможность работать со всеми видами этого материала.
В устройство агрегата входит привод, модуль подготовки материала, блок управления автомат и модуль закрывания и открывания форм. Оборудование для литья под давлением довольно дорогостоящее и включает в себя много инновационных решений.
Пресс для литья пластика
Специальное оборудование
Выдувные машины предназначены для изготовления полых сосудов, которые имеют утонченные стенки: бочки, канистры и бутылки.
Этот агрегат способствует подогреву материала и формованию выдувательным способом. Этот способ сочетается с литьем под давлением в одном инжекционно-выдувном станке. Экструзивно-выдувные станки соединяют следующие методики: экструзия и выдув.
В этом случае есть возможность изготавливать обширный выбор изделий, чем выдувные машины. Все процессы ведет контроль микропроцессор.
Классификация станков:
- по числу ручьев;
- по виду головок;
- по числу постов.
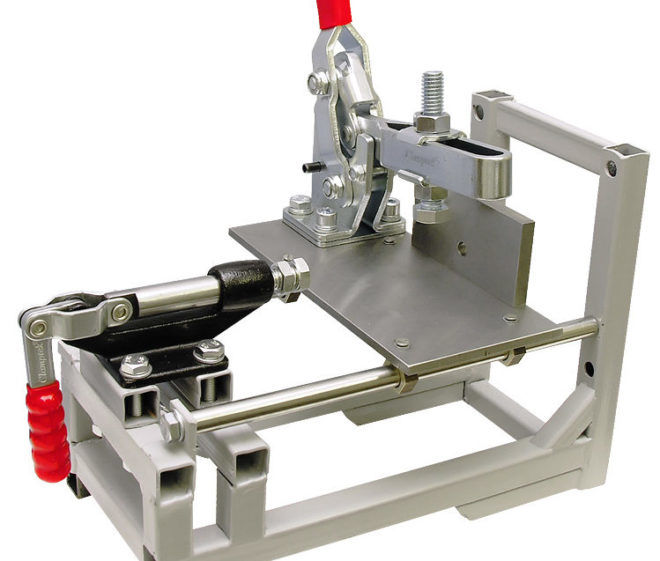
Настольный ручной пресс для литья пластмасс предназначен для изготовления среднего размера изделий небольшими партиями. Весит такой станок не больше 15 кг. Отлично помещается на столе.
Если приобретать его в магазине, то в некоторых случаях в комплект входит и сам стол. Настольный станок для литья пластмасс необходим для производства деталей новых конструкций в качестве эксперимента.
Литье пластмассы в домашних условиях
Перед началом процесса необходимо подготовить площадь. Для такого оборудования, как мини ТПА отлично подойдет стол. Этот агрегат весит около 50 кг. Для такого станка потребуется 20% от максимальной электроэнергии за 10 часов работы.
К примеру, если мощность составляет 1,7 кВт, то за 10 часов потребуется 3,4 кВт. Станок предназначен для работы на одного человека. В процессе литья пластмассовых изделий необходимо выполнять все нормы техники безопасности и санитарии промышленности.
Чтобы произвести одно изделие, потребуется 40 секунд, то есть за час специалисты могут изготовить около 100 деталей.
Кроме этого, потребуется еще и дополнительное оборудование – это дробилка.
Мини-станок для литья пластмасс вводит массу сразу в деталь. Если полностью следовать инструкции и соблюдать все правила литья брака практически не бывает.
Часто мастера начинают домашнее производство с применения термопластов – материал непростой, требует к себе щепетильного отношения. Литье из этого материала подразумевает использование нескольких подготовительных этапов:
- тремопласт необходимо очисть от верхних слоев загрязнения;
- начинать плавление необходимо с небольших температур, повышая градусы на равное количество;
- для остывания формы необходимо применять резкий перепад температур.
Работать с таким материалом сложно, поэтому в домашних условиях лучше нанять помощника. Такое решение поможет равномерно провести все операции на станке, а также своевременно охладить изделие, не сломав стандартной формы.
Видео: Литье пластика под давлением
Литьевая машина для пластмасс
Литье пластмасс под давлением — технологический процесс производства изделий путем переработки нагретых до жидкого состояния термопластичных полимеров.
Литьевые машины для изготовления пластмасс позволяют полностью автоматизировать процесс производства, и создавать серийные изделия любых размеров и конфигураций.

Рис.1. Термопластавтомат серии IMS-ES
Особенности литья под давлением
Принцип действия литьевых машин для производства пластмасс заключается в расплаве гранулированного полимерного материала до жидкого состояния и подаче его под высоким давлением в закрытую литьевую форму. Изделие приобретает точные очертания внутренней полости пресс-формы.
Литье под давлением позволяет создавать изделия с тончайшими стенками. Они могут быть армированными или пустыми внутри, быть многоцветными и вспененными. Соединять в себе различные полимеры.
В производстве могут использоваться различные виды сырья: полиэтилены, полистиролы, полиэтилентерефталаты, поливинилхлориды, полипропилены.
Станки настраиваются под определенные параметры:
• консистенцию;
• степень вязкости;
• параметры плавления.
Основным критерием при выборе материала является показатель текучести расплава.
Прочность, качество и точность параметров изделий зависят от температуры и величины показателей давления, которые должны быть в диапазоне от 80 до 200Мпа.
Важно соблюсти необходимый баланс, так как низкое давление может привести к образованию полостей или недоливов, а слишком высокое — к образованию облоя.
Разновидности методов литья пластмасс
Определяющим фактором при выборе оборудования являются способы плавления, которые бывают инжекционными или интрузионными.
1. Инжекционный способ подходит для создания деталей сложной конфигурации со стенками различной толщины: от очень тонких до толстостенных. Популярный метод, отличается минимальной усадкой, возможностью использования многогнездовых пресс-форм для литья пластмасс, работы с любыми полимерами.
2. Интрузионный способ подходит для создания объемных деталей с толстыми стенками. Вращением червячного шнека расплавленная масса подается в литьевую форму и заполняет ее. Затем под давлением впрыскивается еще небольшое количество раствора, заполняя все полости формы для литья и компенсируя усадку остывающего расплава.
Этапы и особенности процесса
Создание пластмассовых изделий в литьевых машинах происходит в несколько этапов:
1. Полимерное сырье загружается в приемный бункер литьевой машины.
2. Под действием собственного веса гранулы попадают в шнековую зону, где плавятся под воздействием высоких температур.
3. Под высоким давлением, через мундштук пластификационного модуля, производится впрыск расплавленной массы в пресс-формы.
4. В процессе остывания в пресс-формах постепенно понижается давление, изделия извлекаются наружу.
Весь процесс литья занимает от нескольких секунд, до 10 минут. Это зависит от исходного материала, толщины стенок, габаритов и конфигурации деталей.
В литьевых машинах создаются пластиковые детали автомобилей, различные емкости, канцелярские товары, игрушки, предметы для дома, комплектующие для электроники, медицинского оборудования и прочие изделия.
Виды оборудования для литья пластика
Выбор механизмов и оборудования для литья пластмасс зависит от вида, конфигурации и габаритов изготавливаемых деталей.
Станки работают в автоматических, полуавтоматических или ручных режимах.
Используются для производства листовых изделий, полимерных пленок и пластин, труб, оконных профилей.
Исходный материал загружается в механизм и под давлением выдавливается через формы с заданными пропорциями.
Станки включают в себя:
• пневмозарузочные механизмы;
• экструдеры с системой фильтров;
• раздувочные головки с охладителями;
• калибровочные механизмы;
• тянущие и поворотные устройства;
• модули укладки и намотки.
Управление экструдерами производится в автоматическом режиме с использованием специальных программ.
Используются для литья всех видов изделий под давлением из полимерных материалов. В термопластавтоматах могут создаваться детали различных форм и конфигураций со стенками разной толщины, гибридные, полые или разноцветные изделия.
Технология производства заключается в расплаве полимерного сырья и впрыскивании под высоким давлением в специальные пресс-формы.
Станки включают в себя:
• загрузочные бункеры;
• модули подготовки и пластификации;
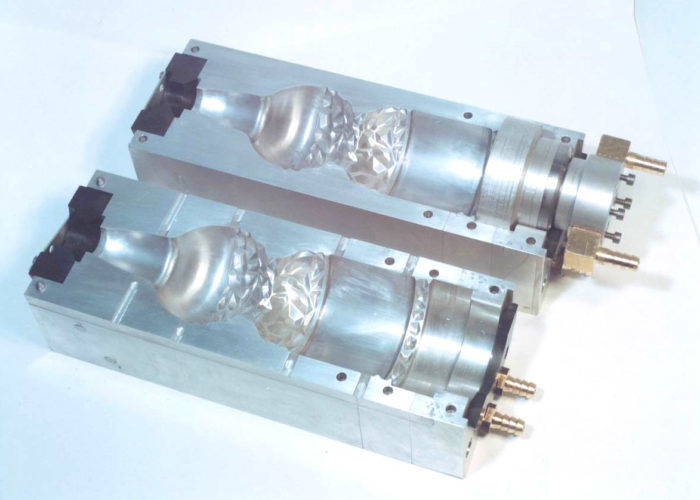
• пресс-формы;
• узлы смыкания;
• блоки автоматического управления.
По конструкции термопластавтоматы бывают:
• электрические, электромеханические и гидромеханические;
• с совмещенной или раздельной пластификацией;
• поршневые, червячно-поршневые, одно- или двухчервячные.
Могут иметь один или несколько вариантов пластификации и различное количество узлов смыкания форм.

Рис.2. Вертикальный термопластавтомат
3. Выдувные машины
Используются для изготовления полиэтиленовой тары и емкостей с тонкими стенками: бутылок, канистр, бочек объемом до пяти тысяч литров.
Выдувные станки разогревают полимерное сырье и создают изделия методом выдувания в формы определенных размеров.
4. Экструзионно выдувные линии
Производят продукцию путем совмещения методов экструзии и выдува, что расширяет возможности и ассортимент продукции.
На экструзионно-выдувных станках производят:
Топливные баки и бампера для автомобилей, различные флаконы, бутылки для косметической и медицинской промышленности, кресла, ведра и игрушки.
Станки различаются по типу экструзионных головок, количеству ручьев и постов, включают в себя:
• экструдеры, разогревающие подготавливающие полимерную массу;
• пресс-формы со смыкающимся механизмом для формовки изделий;
• головки угловой или прямоточной конфигурации, одно- или многоручьевые, для формирования рукавов или труб;
• выдувные элементы, подающие сжатый воздух под высоким давлением в пресс-формы с заготовками.
Экструзионно-выдувные линии комплектуются компрессорами и охладителями.
5. Термоформовочные комплексы
Используются для создания одноразовой пластиковой посуды или контейнеров с тонкими стенками.
Технология производства заключается в выдувании изделий из нагретой до температуры около 140°С полимерной пленки, толщиной более 100 микрон. Готовые изделия вырубаются из пластины и упаковываются.
Процесс управляется полуавтоматически или вручную.
6. Дополнительное вспомогательное оборудование
Производство пластмасс комплектуются различными вспомогательными устройствами:
• сушилками;
• дозаторами;
• смесителями;
• конвейерами;
• дробилками;
• погрузчиками;
• транспортерами.
Для производства небольших партий пластмассовых изделий или экспериментальных партий товара на рынке имеются мини-станки, подходящие для использования в небольших, узкоспециализированных предприятиях.
Компактные станки не требуют больших производственных площадей и могут разместиться на обычном столе. Такие станки умельцы изготавливают своими руками для организации производства в домашних условиях.
Техника для литья пластмасс отличается высокой точностью изделий и прочими достоинствами:
1. Возможностью изготовления изделий любых геометрических форм и размеров безупречного качества.
2. Использование любых полимеров.
3. Массовое производство одинаковых деталей.
4. Отсутствие дополнительной доработки литых изделий.
5. Рентабельность и быстрая окупаемость производства.
Благодаря инжектированию расплавленной массы под высоким давлением происходит равномерное заполнение пресс-форм, включая мельчайшие детали и отверстия.
Производители литьевых машин
Лидеры российского рынка производителей литьевых машин для пластмасс — Китай, Тайвань, Южная Корея, Германия, Япония.
Станки производства Японии и Германии отличаются высоким качеством и производительностью, точностью литья и высокой стоимостью. Станки стран азиатского региона значительно дешевле европейских и японских машин, практически не уступают им в качестве.
Компания «ИМСТЕК», эксклюзивный дистрибьютор крупнейших производителей литьевых машин Китая и Тайваня, предлагает широкую линейку станков, таких как:
1. Servo Е — популярные термопластавтоматы тайваньского производителя CYBERTECH, отличающиеся высоким качеством литья и доступной стоимостью.
2. Крупнотоннажные тайваньские термопластавтоматы серии СХ с двигателем и комплектующими немецкой компании Rexroth, панелью управления от австрийской компании КЕВА.
3. Бюджетные экономичные станки серии IMS-ES китайского производителя с оптимальными параметрами скорости и объема впрыска, и усилий смыкания пресс-форм. Русифицированная панель управления разработана под российского потребителя.
На все оборудование имеются сертификаты качества.
Выбирать литьевые станки для пластмасс нужно с учетом параметров требуемых деталей, исходного сырья и объемов выпускаемой продукции.
Если нужны качественные и надежные станки для производства пластмассовых изделий по цене производителя, звоните в компанию «ИМСТЕК» или заказывайте звонок по каналу обратной связи!
Проконсультируем по вопросам производительности, подбору исходного сырья, режиму литья и дизайну изделий. Поможем посчитать экономическую эффективность производства.
Подберем подходящие станки. Обеспечим доставку и запуск. Внедрим технологию литья на производстве. Обучим персонал.
Окажем техническую поддержку в течение всего срока эксплуатации.
При необходимости, предоставим оборудование в аренду или в лизинг.
Оборудование для литья пластмасс
Оборудование для литья пластмасс под давлением являет собой комплекс узлов, соединенных в готовые линии, позволяющие придавать пластику заданную форму. Принципы их работы схожие: нагревание или плавление сырья и создание из него заданных объектов различными способами влияния на подготовленную массу.
Основы литья под давлением

Отливка являет собой процессы производства изделий переводом подготовленной (измельченной, гранулированной) пластиковой массы в жидкое состояние и заливание ее в матрицы, повторяющие контуры будущей готовой продукции.
Давление и высокие температуры – два основных фактора, с помощью комбинации уровня которых осуществляется литье и задаются параметры изделий.
Существует множество типов сырья – поливинилхлориды, полиэтилены, полипропилены, полистиролы, полииэтилентерефталаты. Поэтому есть машины для литья пластмасс с различными процессами работы, с настройками под степень вязкости, параметры плавления, консистенцию.
Литье пластмасс под давлением осуществляется чаще всего при 80 – 200 Мпа. Чем выше показатель, тем продукция прочнее, а ее параметры точнее. Но слишком высокий показатель может привести к облоям изделия или, иначе говоря, к браку. Важно соблюсти баланс, который определяется технологической картой литья той или иной пресс-формы.
Разновидности методов литья пластмасс
Тип плавления, взятый за основу производства, является определяющим фактором, когда выбирают оборудование для литья пластмасс. Оно может осуществляться, используя давление, такими способами:
- инжекционным. Подходит для создания минимально или максимально толстостенных изделий. При этом усадка материала наименьшая. Данный способ является самым распространенным, так как его применение позволяет использовать многогнездные пресс-формы и работать с большим спектром полимерного материала;
- интрузионным. Подходит для получения изделий с толстыми сегментами. Материал впрыскивается под малым давлением в меньшем объеме, чем того требуется. Как только пресс-форма для литья изделий заполнена, туда снова подают под большим давлением незначительный объем материала, который и формирует объект с компенсацией его усадки.
Данный способ имеет много общего с подобными методами работы. Опишем некоторые из них: вакуумный (из листов пластика выдавливают разные структуры), прессионный (сжимание внутри формы с выдавливанием излишек через дырки), компрессионный (вливание в матрицу, части которой сближаются и давлением создают изделие). А также: выдув (поставка субстанции в заготовку, заполненную воздухом, распределяющим ее), экструзия (размягченная масса «проливается» через матрицу), наслаивание.
Этапы и особенности процесса
Данный метод цикличный. Процесс следующий: сырье поступает в цилиндр со шнеками, где измельчается – бункер пластификатора – камера нагревания (плавление и пластификация) – подача гомогенной массы в пресс-форму, накопление необходимого объема – остывание и получение готовой продукции.
Оборудованием создаются любые сложные геометрии продукции. Полученная деталь может армироваться, быть гибридной или пустой внутри, иметь много цветов, соединять в себе разные материалы (вспененные и обычные).
Даже самое лучшее оборудование нужно перенастраивать не только под разные виды пластмасс, но и при разных производителях материала. Основным показателем, определяющим параметры литья, является – показатель текучести расплава (ПТР) материала.
Оборудование для литья пластмасс производит посуду, канцтовары, игрушки, предметы домашнего обихода, детали салона автомобилей и т.д.
Варианты оборудования для литья пластика
На рынке существует специализированные механизмы в зависимости от метода производства изделий из пластмассы. Они представляют собой комплекс функциональных частей или блоков, отвечающих за конкретный этап работы. Оборудование для литья пластмасс под давлением – это цельная конструкция с заменяемыми запчастями, с дополнительными фиксируемыми/съемными узлами. Оно настраиваемое и позволяет пройти все этапы, чтобы получить готовое изделие.
Стандартная структура машин для литья такая:
- блок подготовки к литью, пластикатор, камера плавления, узел пластикации;
- узел смыкания, где устанавливается пресс-форма;
- блок управления ЧПУ (цифровой, с индикаторами, кнопками и прочими элементами управления);
- системы защиты: кожухи, предохранители.
Существует несколько режимов работы:
- ручной. Все процессы стартуют посредством задействования кнопок, рычагов вручную;
- полуавтомат. Совершается открытие/закрытие дверки заграждения, чтобы осуществить цикл;
- автомат литья пластмасс (с датчиками, фотоэлементами). Циклы стартуют и заканчиваются один за другим, когда датчик фиксирует падение (выпуск) готового изделия.
Экструдеры

Производство разнообразных пленок, профилей для окон или дверей, труб, листовых изделий, шифера, вспененных профилей использует именно это оборудование.
Конструкция типичного плоскощелевого устройства содержит в себе экструдер с узлом фильтров, пневмозагрузочные механизмы, головку для раздувки с охлаждением, калибровочный стол, движущуюся линию и поворотные устройства, части для укладки, намотчики.
Экструзия означает выталкивание, выдавливание. Исходник загружается в щель, применяется предварительное сжатие, далее, оборудование для литья пластмасс выдавливает его в заданных пропорциях.
Выбор литьевой машины. Часть 1

ВВЕДЕНИЕ
Выбор литьевого оборудования является одной из распространенных задач, решаемых при проектировании технологических процессов изготовления изделий из термопластов. Исходными данными для решения этой задачи служат сведения по количеству и ассортименту изделий, выпускаемых или намечаемых к выпуску. Определяется также перечень видов (типоразмеров) литьевых машин, на базе которых планируется проводить техническое оснащение производства. Для каждого изделия типоразмер литьевой машины выбирается таким образом, чтобы при этом гарантировалось достижение требуемого качества изделий и обеспечивались наилучшие технико-экономические показатели производства.
Однако кроме основных параметров, определяющих типоразмер (усилие смыкания форм, объем впрыска и пластикационная производительность), специалисту приходится решать целый ряд других задач, связанных с технологией литья, особенностью конструкции будущего изделия, вопросами экономики и т.д. Причем решения могут оказаться принципиально разными, когда речь идет о приобретении нового оборудования или об использовании свободных мощностей литьевых машин, уже имеющихся на данном производстве. Литьевые машины относятся к самым востребованным видам оборудования для переработки пластмасс. Поэтому естественно, что для производства огромной номенклатуры литьевых изделий машиностроительными фирмами выпускается очень широкая гамма машин различной конструкции и назначения. Это обстоятельство способствовало тому, что для упорядочения этого разнообразия было предложено много классификационных признаков.
1. Классификация литьевых машин
По виду перерабатываемого полимера машины делятся на термопластавтоматы (для переработки термопластичных материалов), реактопластавтоматы (для переработки термореактивных материалов), машины для литья изделий из резиновых смесей. В задачи данного учебного пособия входит описание методики выбора термопластавтоматов.
По назначению литьевые машины разделяют на универсальные, специальные, лабораторные и машины для микролитья.
Универсальные машины предназначаются для производства самого широкого ассортимента изделий, их конструкция предусматривает удобство и быстроту замены литьевых форм, а система управления позволяет менять в широких пределах технологические параметры литья. Схема одного из возможных вариантов конструкции универсальной машины представлена на рис. 1. Основные компоненты литьевой машины – узел пластикации и впрыска, узел смыкания форм и компоненты привода, включая систему электроуправления.
Специальные машины создаются для производства узкой номенклатуры близких по конструкции изделий и, как правило, включают в себя дополнительные узлы, не свойственные универсальным машинам. Достаточно часто
эти машины предназначаются для производства только одного вида изделия. В ряде случаев специальные машины являются составной частью сложных автоматизированных технологических линий. Иногда они используются для осуществления «нестандартных» технологий литья под давлением (табл. 1).
-269130-41689 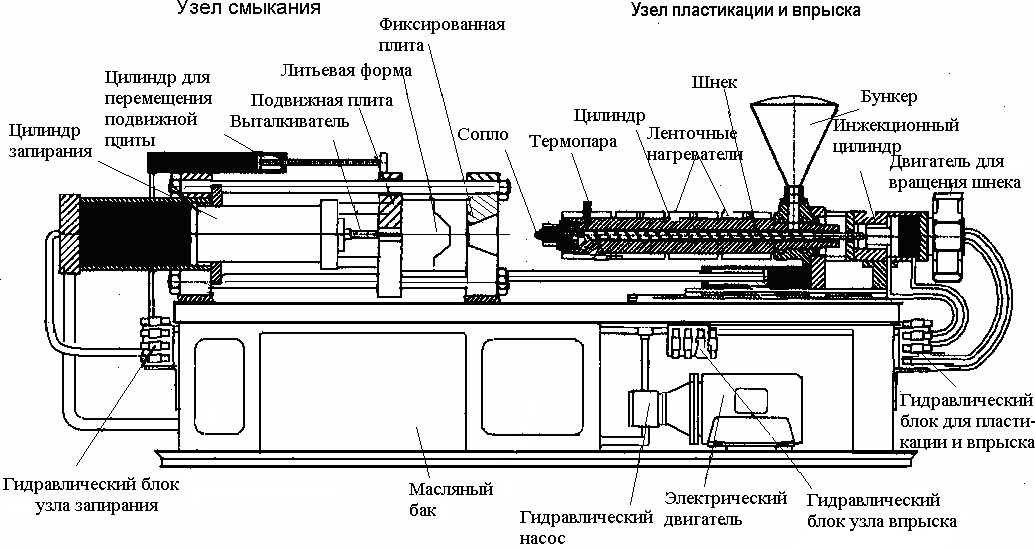
Рис. 1 Схема одного из возможных вариантов конструкции универсальной машины
Классификация специальных технологий литья под давлением
Введение дополнительного материала(ов) или компонента(ов) в литое изделие
Добавление или впрыск другого полимерного
материала
Заливка
металлических вставок или наполнение их расплавом
Впрыск газа в расплав полимера
Впрыск жидкости или воды в расплав полимера
Впрыск газа в смесь полимера с порошкообраз-ным металлом (или керамикой)
Армирование в форме
Вставка пленки, фольги, ткани или текстолита для декорирования внешней поверхности отливки
Окончание табл. 1
Изменение состава компонентов расплава
Смешение полимера с жидкостями в сверхкритическом состоянии
Смешение расплава полимера с химическими или физическими пенообразующими агентами
Смешение расплава полимера с металлическими или керамическими порошковыми материалами
Смешение форполимеров (мономеров или реагентов) перед впрыском
Воздействие на расплав
Приложение вибрационных усилий к расплаву в процессе переработки
Использование изменения скорости вращения шнека и противодавления для управле ния температурой расплава
Перемещение расплава
Приложение сжатия при закрытии литьевой формы
Специальные изделия или их геометрические особенности
Производство изделий миниатюрных размеров или с относительно тонкими стенками
Лабораторные машины обычно не велики по своим размерам, служат, как правило, для отработки технологии литья изделий из новых марок полимерных материалов, их система управления позволяет менять в широких пределах технологические параметры литья. Они приспособлены для быстрой замены формующего инструмента и, по сравнению с производственными машинами, оснащены дополнительными датчиками, позволяющими отслеживать все этапы технологического процесса литья.
По объему впрыска машины подразделяются в зависимости от максимального объема впрыскиваемого за один цикл материала. Достаточно долгое время этот классификационный признак считался основным, однако, в последнее время, он по ряду причин отошел на второй план. Несмотря на это, именно объем впрыска наряду с усилием смыкания форм определяет в конечном итоге габариты машины и возможности производства на ней тех или иных изделий.
В основу создания ряда машин для производства изделий различных габаритов большинство машиностроительных фирм в настоящее время закладывают номинальное усилие смыкания форм, которое также считается одним из классификационных признаков.
По количеству цветов одного полимера или количеству различных полимеров, представленных в конструкции отливаемых изделий, машины подразделяются на однокомпонентные, двухкомпонентные и многокомпонентные. В настоящее время известны машины для литья изделий из восьми компонентов.
По взаимному расположению узлов, выполняющих одинаковые функции в процессе работы, машины подразделяют на машины горизонтальные (рис.2, а), угловые машины с горизонтальной компоновкой (рис. 2, б, вид сверху), угловые машины с вертикальной компоновкой (рис. 2, в) и машины вертикальные (рис. 2, г).
Компоновка машин определяется многими факторами: требованиями технологии, конструкцией отливаемых изделий, степенью автоматизации и роботизации процесса, соображениями экономии производственных площадей и т. д.
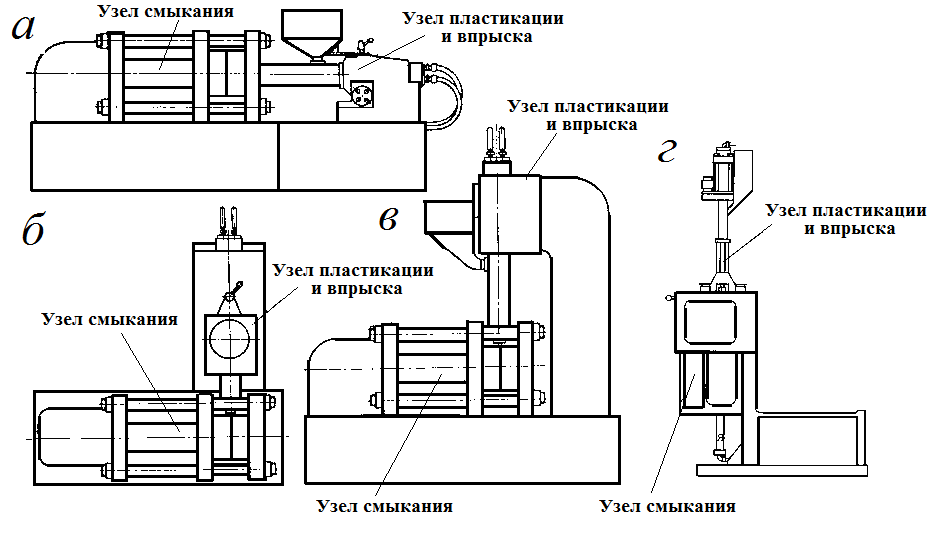
Рис. 2 Литьевые машины с различным взаимным расположением узлов
Варианты компоновки, приведенные на рис. 2, характерны для машин, предназначенных для однокомпонентного литья. Машины для многокомпонентного литья представляют собой весьма сложные сочетания приведенных выше примеров.
Наиболее распространены на производстве машины горизонтального типа, однако наряду с ними достаточно широко в промышленности используются как вертикальные литьевые машины, так и угловые машины с горизонтальной или вертикальной компоновкой узлов под прямым углом.
Преимущества вертикальных литьевых машин:
они занимают небольшую производственную площадь; легко встраиваются в технологическую цепочку с другим оборудованием;
удобны при литье в полустационарные формы, горизонтальная плоскость разъема которых значительно облегчает установку съемных оформляющих деталей (резьбовых знаков и колец, различных вставок, арматуры и других элементов).
В зависимости от возможностей установленного на них формующего инструмента и используемой робототехники вертикальные литьевые машины могут работать в ручном или полуавтоматическом режиме. В автоматическом режиме они работают сравнительно редко, так как требуются достаточно сложные робототехнические устройства для удаления из них готовых изделий.
Основным недостатком вертикальных литьевых машин является их ограничение по мощности, с возрастанием которой увеличивается и высота машин, что затрудняет их обслуживание и требует большой высоты производственных помещений.
Угловая компоновка машин используется некоторыми фирмами-производителями при создании машин для литья крупногабаритных или сложно армированных изделий, так как они отличаются удобством в обслуживании, особенно при литье крупных изделий с затрудненным извлечением из формы. Широкое распространение получило создание на базе угловых машин установок для многоцветного или многокомпонентного литья (рис.3).
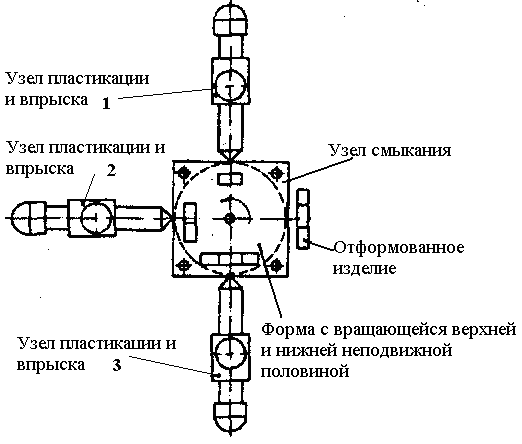
Рис. 3. Расположение узлов пластикации и впрыска на угловой литьевой машине для трёхпозиционного литья трёхцветных деталей
Машина, показанная на рис. 3, имеет центральный вертикальный узел смыкания, вокруг которого в горизонтальной плоскости расположены узлы пластикации и впрыска. Расплав обычно впрыскивается по линии разъема. Одна полуформа, обычно верхняя половина, может вращаться вокруг вертикальной оси (угол поворота 180°, 120° или 90°) и перемещать отформованное изделие с позиции 1 на позицию 2, а затем на позицию 3. На каждой из этих позиций в свободную формующую полость, образованную после закрытия и повторного смыкания, вводится новый материал.
К преимуществам конструкции данных литьевых машин относятся, во-первых, производство за один рабочий цикл разноцветных изделий в литьевой форме заданной (1, 2, 3 и т.д.) гнёздности. Эти преимущества обеспечивают повышение производительности труда, благодаря исключению сборки раздельно формуемых разноцветных деталей. Во-вторых, малый уровень остаточных напряжений и очень низкий процент брака многоцветных изделий вследствие «горячего» соединения друг с другом их отдельных цветных элементов.
2. Особенности и назначение узлов пластикации различного типа
В соответствии с методом пластикации материала литьевые машины можно классифицировать по следующим признакам:
по конструктивному оформлению (одно- и двухцилиндровые);
по числу шнеков в одном цилиндре (одно- и двухшнековые);
по конструктивно-технологическому (машины без предварительной пластикации и с предварительной пластикацией).
Наиболее компактными, технологичными и обеспечивающими возможность регулирования основных параметров литья в широких интервалах являются одноцилиндровые конструкции шнекового типа (рис. 1). В таких конструкциях при пластикации шнек вращается, а при инжекции совершает поступательное движение.
Одноцилиндровую конструкцию одношнекового типа применяют для литья широкого круга изделий, в том числе для изготовления толстостенных изделий. Двухцилиндровые конструкции одношнекового типа позволяют получать двухцветные толстостенные изделия.
Одноцилиндровые конструкции двухшнекового типа используют для переработки порошкообразных полимеров.
В машинах без предварительной пластикации шнек наряду с обеспечением пластикации расплава выполняет роль поршня при впрыске расплава в форму; при этом время пластикации совмещено частично с временем впрыска.
В машинах с предварительной пластикацией полимер пластицируется в пластикационном цилиндре, после чего впрыскивается в форму при перемещении поршня (шнека) в инжекционном цилиндре, т. е. стадии пластикации и впрыска разделены.
В настоящее время применяют двухцилиндровые конструкции с пластикационным цилиндром шнекового типа, например, для литья преформ (рис.4).
В этих конструкциях шнек в пластикационном цилиндре вращается, обеспечивая пластикацию полимера, по окончании которой пластицированный полимер перемещается через клапан переключения в инжекционный цилиндр.
Наиболее важный компонент узла пластикации – шнек. Шнек отвечает за транспортирование, разогрев, смешивание и впрыск полимерного материала в форму, а в некоторых случаях и за удаление газов из цилиндра шнека. Обычно используются трёхзонные шнеки (рис. 5) с отношением длины шнека к диаметру (L/D) примерно 20:1±10 %. При применении коротких шнеков качество расплава ухудшается. Более длинные шнеки с соотношением L/D 24:1 и более могут приводить к деструкции ряда полимерных материалов вследствие увеличения времени их пребывания в шнеке.
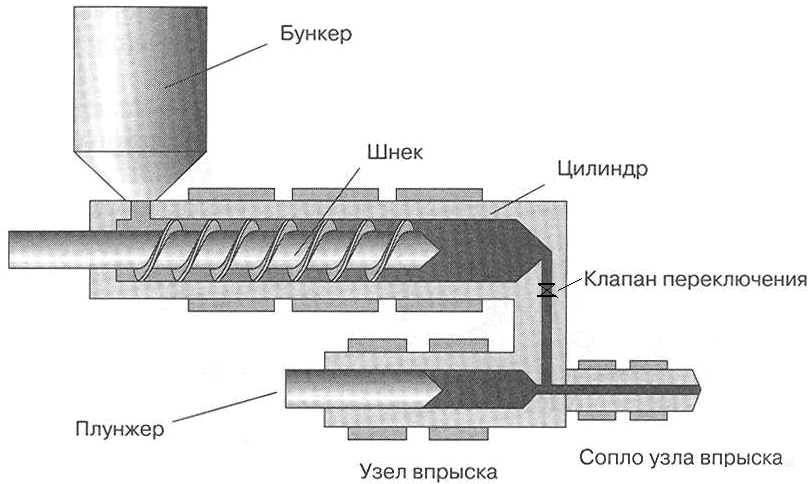
Рис.4. Двухцилиндровая конструкция поршневого инжекционного узла с
пластикационным цилиндром шнекового типа
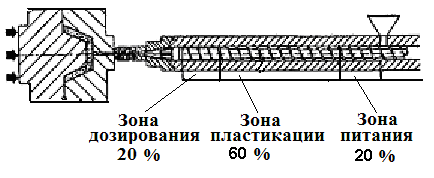
Рис. 5. Трёхзонный шнек для переработки термопластов
Основными свойствами полимеров, определяющими профиль шнека, являются характер перехода в вязкотекучее состояние (определяет соотношение длин зон питания и пластикации), термостабильность и чувствительность материала к сдвиговым напряжениям (определяют межвитковый объём и степень сжатия). По этим признакам полимеры можно разделить на три группы. Для каждой из групп применяют специальный шнек.
Автор: Шерышев М.А.
Статья о том, как выбрать изготовителя прессформы для литья пластмасс
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Оборудование для литья пластмасс
Оборудование для литья пластмасс. К комплекту оборудования для литья пластмасс относится следующие машины и механизмы:
3. Чиллер (охлаждение оборудования)
4. Термостат (термостатирование пресс-формы)
5. Бункер-сушилка сырья
6. Вакуум загрузчик сырья
7. Дозатор красителя (сырья)
8. Робот-манипулятор съёма готовых изделий
9. Дробилка полимерных отходов
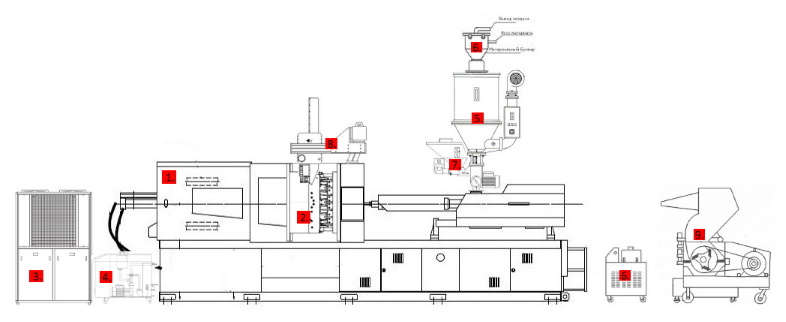 Схема оборудования для термопластавтомата
Схема оборудования для термопластавтомата
 Термопластавтомат
Термопластавтомат
 Пресс-форма
Пресс-форма
 Чиллер
Чиллер
 Термостат
Термостат
 Бункер-сушилка
Бункер-сушилка
 Вакуум-загрузчик
Вакуум-загрузчик
 Дозатор красителя сырья
Дозатор красителя сырья
 Робот манипулятор для ТПА
Робот манипулятор для ТПА
 Дробилка полимерных отходов
Дробилка полимерных отходов
Изготовление
Пресс-форм
Высокоточное изготовление оснастки – это то, с чего начинается успех полимерного производства. Современная технологическая оснастка (пресс-форма).
Заказ Термопластавтоматов

Если Вы решили купить термопластавтомат, то вам стоит обратить при подборе машины на следующие параметры: усилие запирания формы, объем впрыска ТПА, расстояние .
Двухцветное Литьё Пластмасс

Двухцветное литьё пластмасс или формование деталей из двух различных термопластичных материалов в одном технологическом процессе, это быстро и эффективно:
Тонкостенное Литьё Пластмасс
Литье тонкостенных изделий (т.н. тонкостенное литье пластмасс) требует специальной технологии, которая накладывает особые условия на материал, режимы переработки, оборудование и литьевую оснастку.
 НАШ ПАРТНЕР
НАШ ПАРТНЕР
Создание сайтов под ключ пластмассовой тематики. viasi@viasi.ru
Вы можете сделать заказ через Интернет. Доставка транспортом нашей компании осуществляется в течение 1-7 дней, по городу Москва, области и регионы по согласованию с заказчиком или самовывозом.
Телефон: +7 499 390 07 00 8-800-505-81-60 +7 925 106 61 12 Эл. почта: viasi@bk.ru
Имеется демонстрационный зал ТПА JONWAI и СМТ c усилием смыкания от 120 до 2500 тонн в г. Москва (Новобатюнинская д. 6) и в г. Переславль-Залесский (пл. Менделеева д.2), где Вы можете, в любое время суток ознакомится и увидеть стабильную, надёжную и качественную работу нашего оборудования.
Что собой представляет настольный станок для литья пластмасс и как он работает?
В наше время пластиковые изделия стали незаменимыми не только в повседневном быту, но и на производстве.

Настольный мини термопластоавтомат
Технология производства вызвала к себе повышенный интерес, так как это один из самых распространённых способов изготовления различной продукции востребованной в хозяйстве.
1 Главные особенности
Основная особенность производства продукции из пластмасс – это подбор сырья. Если происходит замена исходного материала, необходимо проводить перенастройку оборудования. Иначе готовая продукция будет уже другого качества.
Методы производства пластмассовых изделий:
- Вакуумное формирование. Листы пластика под влиянием различного давления приобретают необходимые формы.
- Прессионное формирование. Заготовку помещают в форму где она сжимается. Лишний материал выдавливается через щели.
- Компрессионное формирование. Определенное количество сырья вливают в форму. Две части формы сближают и выдавливают изделие.
- Литье. Пластиковую массу доводят до жидкого состояния и заливают в форму, которая соответствует будущему изделию.
- Выдув. Нагретую массу подают в форму, которую закупоривают и заполняют воздухом. На внутренние поверхности формы равномерно распределяется материал.
- Экструзия. Массу размягчают и продавливают через матрицу, которая создает определенную форму.
- Термоформирование.
1.1 Оборудование для производства изделий и его характеристика
При создании пластмассовых изделий используют технологические линии или станки.

Схема устройства горизонтального станка термопластоавтомата
Экструдерами называют большую группу станков, которые используют для изготовления рукавных и листовых пленок, оконных профилей, труб, полимерных листов, пластикового шифера, вспененных профилей.
В плоскощелевую установку входят следующие элементы:
- экструдер и системная фильтрация;
- раздувочная головка и охладитель;
- пневмозагрузчики;
- калибровочный механизм;
- намотчик;
- тянущее устройство;
- модуль укладки;
- поворотные штанги.
Основным устройством является экструдер. Линия экструзии составляется благодаря дополнительным механизмам. Работа производства контролируется программой и протекает в автоматическом режиме.

Вертикальный станок для производства пластиковых деталей
Термопластоавтоматы (производят литье пластмассы под давлением). Жидкий материал заливают в форму и охлаждают. Треть всех изделий из пластика выпускается на этих станках. Благодаря технологии, продукцию можно получить сложной формы, необходимого размера, состоящую из различных цветов пластика.
Эта машина предназначена для работы со всеми видами пластикового сырья.
Устройство состоит из:
- модуля для подготовки материала;
- модуля, который обеспечивает открывание и закрывание форм;
- привода;
- блока автоматического управления.
Данное оборудование с инновационными решениями достаточно дорогое.
Выдувные машины. Задействуют для производства изделий имеющих тонкие стенки. Это могут быть канистры, бочки, бутылки, емкость которых может достигать до5 тыс. литров. Аппарат нагревает пластмасс и формирует продукцию выдуванием. Иногда эту методику комбинируют с литьем в одном станке. Таким образом, создается ПЭТ-тара.

Экструзионно-выдувной станок по производству пластмассовых деталей
Экструзионно-выдувные станки. Данный метод объединил в себе выдув и экструзию. Эти станки производят больше изделий, чем выдувная установка (поддоны, игрушки, флаконы, ведра). Микропроцессор контролирует все процессы производства.
Термоформовочные станки. Оборудование используют для создания изделий из пленки. По толщине и составу пленка может отличаться. Основу продукции составляют одноразовые контейнеры из пластика и бумаги. Принцип работы: материал нагревают до температуры 140 ºC , а из рулона выдувают изделие.
На станке продукция может вырубаться и закупориваться. Управлять процессом можно вручную или автоматически.
Настольный станок для литья пластмасс. Станок подходит для производства небольших изделий маленькими партиями. Вес такого аппарата около пятнадцати килограмм. Его легко можно разместить на крепком столе. В комплекте с мини- моделями может прилагаться рабочий стол. Станки используют для создания экспериментальных деталей новых конструкций.
2 Распространённые модели
На сегодняшний день, производители предоставляют широкий ассортимент термопластоавтоматов.

Термопластоавтомат от фирмы «SUMITOMO», модель SG50
Мощность и технические параметры – основные показатели, от которых зависит цена. Наибольшую популярность приобрели южнокорейские и японские бренды.
- Sumitomo. Четыре модели, которые оснащены прямым приводом шнека и шаровыми опорами. Отличительная особенность – высокая точность.
- 5-зонное управление температурой;
- подогрев загрузочного порта;
- работает не только от сети.
- Toshiba. Отменное качество и новейшие технологии.
- система управления напрямую контролирует процесс работы;
- загрузка программных пакетов через интернет;
- аппарат настраивается на звуковые ограничения.
2.1 Создание станка своими руками
- шток с поршнем;
- трехчетвертная труба (цилиндр);
- пол дюймовый переходник;
- металлическая прокладка;
- термостат;
- тэн на 600 Вт;
- две гайки;
- коробка;
- штуцер.

Станок для плавки пластмассы сделанный своими руками
- Одеваем переходник на один конец цилиндра.
- Создаем сопло термопласта: соединяем штуцер с металлической прокладкой.
- Цилиндр с переходником накручиваем на сопло.
- Собираем блок управления из коробки и термостата.
- Шприц крепим к блоку управления и закрепляем гайками.
- С помощью слюды и жаростойкой нити крепим капиллярную трубку (термопару) к цилиндру.
- Наматываем тэн поверх цилиндра и термопары.
- Готовую конструкцию обматываем минеральной ватой и закрепляем ее алюминиевым шнуром.
Вот такую несложную конструкцию можно собрать своими руками.
Защитные устройства выступают в электронном, механическом, предохранительном виде, а также в качестве защитного кожуха (если нагревательный элемент).
Механическая система защиты закрывает пресс-формы. Защитный кожух нагревательного элемента обеспечивает безопасность во время использования оборудования.
к меню ↑

