Оборудование для литья по выплавляемым моделям
Оборудование для литья по выплавляемым моделям



Литье по выплавляемым моделям — это процесс, в котором для получения отливки применяются точные неразъемные керамические оболочковые формы, полученные по разовым моделям с использованием жидких формовочных смесей. Перед заливкой расплава модель удаляется из формы путем выплавления, выжигания, растворения или испарения. Для удаления остатков модели и упрочнения формы ее нагревают до высоких температур. Благодаря прокалке формы перед заливкой достигается практически полное исключение ее газотворности, форма лучше заполняется расплавом.
После заливки и затвердевания металла и охлаждения отливок форма разрушается, отливки отделяют от литников механическими методами, направляют на химическую очистку, промывают и подвергают термической обработке.
С помощью этого метода литья изготавливают детали для приборостроительной, авиационной и другой отраслевой промышленности, а также используют при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей, углеродистых сталей в массовом производстве (автомобильная промышленность). Литье по выплавляемым моделям обеспечивает получение точных и сложных отливок из различных сплавов массой от 0,02 до 15 кг с толщиной стенки от 0,5 до 5 мм.
Основные технические характеристики
Диаметр резервуара, мм
Ø 550 × высота 525
Ø 600 × высота 700
Конструктивные особенности
В состав комплекса входят:
- восковая инжекционная машина;
- смеситель для приготовления суспензии;
- L-образный смеситель;
- обсыпочная установка;
- автоматический автоклав для выплавки воска;
- машина для регенерации модельной массы;
- машина для плавления и кондиционирования модельной массы;
- выбивная машина в звукоизоляционном корпусе;
- мокрый скруббер.
Восковая инжекционная машина вертикальная
Вертикальная восковая инжекционная машина предназначена для изготовления небольших восковых моделей. Эта машина также может использоваться для производства восковых моделей литников и выпоров.
Восковая инжекционная машина горизонтальная
Эта гидравлическая автоматизированнная инжекционная машина с 4-мя опорами, вертикальным зажимом и горизонтальным впрыском воска предназначена для изготовления восковых моделей большого размера.
Смеситель для приготовления суспензии
Смеситель используется для приготовления и перемешивания первичной суспензии перед загрузкой в рабочий резервуар для суспензии.
L-образный смеситель
L-образный смеситель предназначен для изготовления керамических оболочек путем погружения модельных блоков в суспензию. Суспензия постоянно перемешивается в процессе использования, чтобы предотвратить оседание или отделение более тяжелых огнеупоров.
Обсыпочная установка
Обсыпочная установка предназначена для быстрой и равномерной обсыпки модельных блоков огнеупорным материалом при изготовлении керамических форм. Машина создает «псевдокипящий слой», в который помещают смоченные в суспензии восковые блоки.
Автоматический автоклав для выплавки воска
Автоматический автоклав предназначен для вытопки модельного состава из керамических форм. Устройство полностью автоматическое, параметры температуры, давления и напряжения задаются с помощью сенсорной панели. Весь цикл удаления воска может быть запрограммирован.
Машина для регенерации модельной массы
Система регенерации модельной массы предназначена для восстановления модельной массы для повторного использования.
Машина для плавления и кондиционирования модельной массы
Машина предназначена для доведения до определенной температуры модельной массы перед подачей в шприц-машины.
Выбивная машина
Выбивная машина имеет звукоизоляционный корпус и предназначена для выбивки отливок из керамических форм. Выбивка осуществляется с помощью пневмомолота в каретке для прижима залитых форм. Все механизмы закреплены на тяжелой стальной раме. Форма помещается в машину вручную и зажимается между неподвижной частью и движущимся молотовым инструментом. Высокочастотные колебания ломают керамическую форму и выбивают отливки. Залитый блок с отливками вручную извлекается из машины.
Мокрый скруббер
Пылесборник со скруббером состоит из корпуса скруббера и барабана с водой. Пыль из засасываемого воздуха (штукатурной машины для нанесения осадков / штукатурной машины с псевдоожиженным слоем) всасывается и проходит через впускной порт скруббера.
Этапы и особенности литья по выплавляемым моделям
Технология литья по выплавляемым моделям (ЛВМ) – один из древних способов производства металлических изделий под низким давлением. Он используется для изготовления высокоточных деталей сложной формы. Применяется в случаях, когда невозможно использование более простых методов. Данный процесс обработки металла считается прогрессивным, экономным и трудосберегающим.
Как проходит процесс?
Для производства сложных деталей путем литья под давлением выполняется запрессовка материала в специальную пресс-форму. Она точно повторяет конфигурацию элемента будущего изделия и выполнена из материала, который отличается составом, зависящим от параметров будущих изделий. Для мелких используется эластичный легкий состав (воск, парафин или стеарин), а для крупных – более твердый и прочный (пластмасс, полистирол). Материалы не образуют дефектов – изменений формы вылитого изделия в процессе охлаждения при воздействии давления. Габариты отливки рассчитываются с припусками на усадку состава.
Готовые единичные формы собираются в блоки и поступают на заливку. На данном этапе подготовленная форма и все элементы литниковой системы (полости детали) покрываются жидкой смесью со связующим наполнителем. Далее выполняется обсыпка формы в несколько слоев. Каждый пласт отличается фракцией зерна и требует тщательной просушки. В результате формируется плотная оболочковая форма созданного блока. После вытопки ее прокаливают при высокой температуре (около 1000° С) для ликвидации посторонних газообразующих веществ.
Далее, в полученную форму заливается разогретый металл. Содержимое охлаждают и отправляют на выбивку, которая выполняется при помощи молотов. Отливки, полученные этим способом, имеют высокую точность.
Технология практически не имеет недостатков, а ее преимуществом называют возможность производства элементов из сплавов, не поддающихся механической обработке, а также изготовления соединенных отливок с точными размерами, которые необходимы для получения узлов оборудования и не требуют их дополнительной сборки из мелких деталей. Литьё по моделям применяется в опытном, серийном и массовом производстве. Помимо высокой прочности, данные отливки, имеют хорошую чистоту поверхности. Данный способ используют для производства важных узловых деталей.
- модель изготавливается из легкоплавкого материала;
- детали собираются в блоки;
- окружаются керамической оболочкой, затвердевающей и образующей форму;
- при дальнейшем нагревании формы, модель отливки плавится и изымается;
- в появившиеся полости (литниковую систему) заливается металл, который в точности повторяет исходную форму всех элементов будущей детали.
Область применения технологии
Область применения данного метода – изготовление отливок массой от нескольких граммов до десятков килограммов. Это корпуса и элементы приборов, режущий и медицинский инструмент, детали для авто, фото и видеотехники, швейного и текстильного оборудования, для выполнения некоторых элементов художественного литья, а также в ювелирной отрасли.
Выплавляемые модели изготавливают в пресс-формах из парафиновых, восковых, стеариновых составов, включающих жирные кислоты. Данные составы характеризуются высокой эластичностью, полностью заполняют все полости и дают четкий отпечаток.
Использование технологии литья открывает перед инженерами огромный потенциал, дающий возможность проектировать сложные тонкостенные конструкции, соединять единичные детали в компактные цельнолитые узлы. При этом значительно уменьшается масса и размеры изделий, создаются нестандартные элементы, необходимые в процессе ускоренного развития технического прогресса, усложняются конструкции, видоизменяются, усовершенствуются и корректируются многие комплектующие и узлы. Со временем модифицировался и состав отливок. В некоторых случаях требовалось создание жаропрочных сплавов, которые удалось получить, в результате использования никеля.
Выбор литейного сплава
Современный процесс изготовления отливок по моделям включает серьезный подход к выбору литейного сплава. Их изготавливают из различных литейных сплавов: углеродистых и легированных, стойких к коррозии, жаростойких и жаропрочных сталей, цветных сплавов и составов на основе чугуна.
При производстве литейной продукции учитываются условия, в которым она будет функционировать. От этого и зависит материал отливок. Так для производства высокогерметичных корпусов подбирается металл, несклонный к образованию усадочной рыхлости и пористости. Для комплектующих, требующих высокой жаропрочности – никелевые составы.
При выборе литейного сплава необходимо иметь полное представление и точные требования к материалу отливок. Четко сгруппировать условия работы и назначение будущих деталей. Это даст возможность наиболее правильно подобрать необходимый сплав, с учетом его специфических характеристик.
Оборудование для литья
При выполнении работ, связанных с литьем по выплавляемым моделям, нужны знания и специальное оборудование. Это оригинальные и компактные системы, необходимые для качественного заполнения литейной формы с оптимальной скоростью и получения металла необходимой плотности. Их работа исключит образование пустот и неметаллических включений, что значительно повысит качество и эксплуатационные характеристики будущих изделий.
Каждая литая деталь – это оригинальная конструкция, требующая наличия самостоятельной литниково-питающей системы (ЛПС) для отдельной отливки. Вместе с этим они имеют много общего – размеры стенок, узлов, соединений. Это дает возможность для использования типичных конструкций ЛПС и формирования стандартных методов расчета.
В процессе производства используются автоматы для приготовления модельного состава и изготовления элементов. Это агрегаты для приготовления смесей, линии для охлаждения пресс-форм, установки для приготовления покрытия, бойлерклавы для удаления составов, оборудование для обжига керамических форм, гидравлические молоты и т.д.
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой компании «СЛТ – современные литейные технологии», специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.
Учебные материалы
Применяется для стального литья, а также для получения отливок из цветных металлов и их сплавов при небольших размерах деталей (например, детали швейных машин, режущий инструмент сложной формы из очень твердых материалов, детали ружей, мелкие детали счетных машин). Этот метод обеспечивает очень высокую степень точности до ±0,005 мм на 25 мм длины отливки, после которого почти не требуется механической дообработки.
Сущность метода состоит в том, что модель изготавливается из легко–плавких материалов: стеарина, парафина, воска, канифоли или чаще из смеси этих материалов.
После получения формы при просушке и прокалке этих форм, модель в форме расплавляется и состав ее выливается из формы, таким образом форма получается неразъемная, цельная, что и обеспечивает высокую точность отливок. Формовочная смесь состоит из мелкого пылевидного песка, небольшого количества каолина и водного раствора жидкого стекла (Na2O·SiO2), т.е. представляет сметанообразную массу. Парафино-стеариновая модель, изготовленная в специальных прессформах для получения формы, погружается в эту смесь. В результате на поверхности модели образуется тонкая корка формы (толщиной 0,5÷2 мм), которая присыпается мелким песком.
Такая готовая форма с моделью внутри в течение 5–6 часов сушится на воздухе, а затем помещается в специальный сушильный шкаф литниковой системой вниз, где при t до 200°С модель расплавляется и вытекает из формы. Для упрочнения формы, она затем помещается в печь, где прокаливается при t3800–900°C. При этом остатки состава модели выгорают. Чтобы форма не разрушалась во время заливки металла ее ставят в специальные ящики из листвой стали и засыпают песком. Литниковая система обычно делается после получения самой формы. Причем в силу малых размеров деталей несколько форм блокируют и соединяют в общую литниковую систему. После заливки жидкого металла в такую форму и затвердения его, форма разрушается.
Для лучшего отделения формовочной смеси от отливки, отливку погружают в щелочные растворы, где формовочная смесь растворяется и окончательно отделяется от отливки.
Пресс формы изготавливают из пластичных сплавов, цветных металлов, обжимая и спрессовывая их на специальную модель из стали, называемой эталоном при Р = 1,5÷2 атм (0,15…0,2 МПа).
Технологический процесс изготовления отливок литьем по выплавляемым моделям состоит из следующих основных операций.
Изготовление моделей
Модельный состав, состоящий из двух или более легкоплавких компонентов: парафина, стеарина, жирных кислот, церезина и др., в пастообразном состоянии запрессовывают в прессформы (рисунок 2.5, а). В качестве материала прессформ в зависимости от вида производства используют гипс, пластмассы, легкоплавкие металлы, сплавы, сталь или чугун. После затвердевания модельного состава прессформа раскрывается и модель (рисунок 2.5, б) выталкивается в ванну с холодной водой.
Рисунок 2.5 – Последовательность операций процесса литья по выплавляемым моделям:
1 – прессформа; 2 – модельный состав; 3 – модель; 4 – модельный блок;
5 – емкость с керамической суспензией; 6 – специальная установка для обсыпки; 7 – кварцевый песок; 8 – бак с водой; 9 – устройство для нагрева воды; 10 – электрическая печь; 11 – оболочки; 12 – жаростойкая опока;
13 – ковш с расплавленным металлом
Сборка модельных блоков
Для этого модели собирают в модельные блоки (рисунок 2.5, в) с общей литниковой системой. В один блок объединяют от 2 до 100 моделей. Соединяют модели в кондукторе, механически скрепляя или склеивая их. Одновременно ведется отливка литниковой системы.
Для сборки моделей в блоки в кондукторе выставляют металлические стояки из алюминия, наращивают на них слой модельного состава толщиной 25 мм и крепят к нему модели. Этот прием ведет к повышению прочности блока, сокращению расхода состава, обеспечению удобства транспортирования, хранения и просушивания блоков при нанесении обмазки.
Покрытие моделей огнеупорной оболочкой
Модельный блок погружают в керамическую суспензию, налитую в емкость (рисунок 2.5, г), с последующей обсыпкой кварцевым песком в специальной установке (рисунок 2.5, д). Используемая керамическая суспензия состоит из огнеупорных материалов (пылевидный кварц, тонкоизмельченный шамот, электрокорунд и другие материалы) и связующего (гидролизованный раствор этилсиликата).
Затем модельные блоки сушат 22,5 ч на воздухе или 20 – 40 мин в среде аммиака. На модельный блок наносят 46 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Выплавление модельного состава из форм производят в горячей воде (80 – 90°С) (рисунок 2.5, е). При выдержке в горячей воде в течение нескольких минут модельный состав расплавляется, всплывает на поверхность ванны, откуда периодически удаляется для нового использования.
Подготовка литейных форм к заливке
После извлечения из ванны оболочки промывают водой и сушат в шкафах (1,52 ч при 200°С). Затем оболочки ставят вертикально в жаростойкой опоке, вокруг засыпают сухой кварцевый песок и уплотняют его, после чего форму направляют в электрическую печь (рисунок 2.5, ж), в которой ее прокаливают (не менее 2 ч при 900 – 950°С).
В печи частички связующего спекаются с частичками огнеупорного материала, влага испаряется и остатки модельного состава выгорают.
Заливка расплавленного металла из ковша производится сразу же после прокалки в горячую литейную форму (рисунок 2.5, з).
Охлаждение отливок.
После охлаждения отливки форму разрушают. Отливки отделяют от литников и для окончательной очистки направляют на химическую очистку, затем промывают проточной водой, сушат, подвергают термической обработке и контролю.
Участки литья по выплавляемым моделям имеются на многих судостроительных и машиностроительных заводах. На них изготовляют сложные по конфигурации стальные отливки, получение которых другими способами или с применением механической обработки невозможно или привело бы к значительному усложнению технологического процесса и удорожанию продукции. К таким отливкам относятся в основном различные мелкие детали: турбинные лопатки, крыльчатки, решетки, распылители, угольники, кронштейны, рукоятки, ключи и другие детали высокой точности.
Электрошлаковое литье (ЭШЛ) – это способ получения фасонных отливок в водоохлаждаемой металлической литейной форме – кристаллизаторе, основанной на применении ЭШЛ расходуемого электрода. Применяется для получения точных крупных стальных (спец. сплавов) отливок ответственного назначения (фасонные элементы аппаратуры, работающие под давлением).
Сущность заключается в том, что приготовление расплава (плавка) совмещено по месту и времени с заполнением литейной формы Vраспл. = Vкристал.
Уважаемые студенты!
Специалисты нашего сайта готовы оказать помощь в учёбе по разным предметам:
✔ Решение задач
✔ Выполнение учебных работ
✔ Помощь на экзаменах
Литье по выплавляемым моделям
Сущность процесса литья по выплавляемым моделям состоит в следующем. Из легкоплавкого модельного состава (парафина и стеарина) в пресс-формах изготовляют модели деталей и литниковой системы. Для этого расплавленную композицию парафина и стеарина запрессовывают под давлением 2—3 ат в металлическую, а в отдельных случаях в гипсовую разъемную пресс-форму. Легкоплавкие модели собирают в блоки, для чего их пайкой соединяют с литниковой системой (рис. 45, а). На собранный блок наносят методом окунания суспензию — жидкое облицовочное покрытие, состоящее из огнеупорной основы (пылевидного кварца) и связующего раствора (этилсиликата, жидкого стекла). Каждый слой суспензии обсыпают сухим песком и просушивают, вследствие чего на модели образуется оболочка формы толщиной 2,5—3,0 мм. Далее следует выплавление моделей из формы, для чего блок загружают (литниковой воронкой вниз) в термошкаф с температурой 120—150° С или опускают в горячую воду с температурой 90° С.
После выплавления моделей форму помещают в опоку и засыпают сухим кварцевым песком (рис. 45,6). Подготовленная таким образом форма помещается в электрическую печь, нагретую до температуры 850—900° С, для выжигания остатков па-рафино-стеариновой смеси и прокаливания ее. Продолжительность прокаливания 3—4 ч. Далее производится заливка формы металлом, выбивка отливок из опок, отделение их от литниковой системы, освобождение отливок из остатков формы, термическая обработка и окончательная очистка отливок.
Способ литья по выплавляемым моделям дает возможность изготовлять разнообразные отливки из углеродистых и легированных сталей, чугуна, цветных сплавов, а также сплавов, не поддающихся механической обработке.
Если к этилсиликатной суспензии, используемой при литье по выплавляемым моделям, добавить водный раствор щелочи,
то суспензия через некоторое время затвердеет. Эта особенность этилсиликатной суспензии положена в основу изготовления разъемных керамических форм.
Технологический процесс получения отливок в разъемные керамические формы включает операции: заливку в установленную на модельную плиту разъемную опоку готовой суспензии; отверждение формы в течение нескольких секунд за счет
образования геля; извлечение модели из достаточно эластичной полуформы; установку полуформы на металлическую плиту и поджигание спирта на ее поверхности; прокаливание полуформы в электрической печи при 1000—1100° С в течение 4—12 ч. Аналогично получают вторую полуформу, затем полуформы собирают и заливают жидким металлом.
Литьем в керамические формы изготавливают отливки из различных сплавов массой от нескольких граммов до нескольких тонн. Этим способом можно получать технологическую оснастку
без дальнейшей механической обработки рабочего профиля: штампы, кокили, стержневую и формовочную оснастку и пресс-формы.
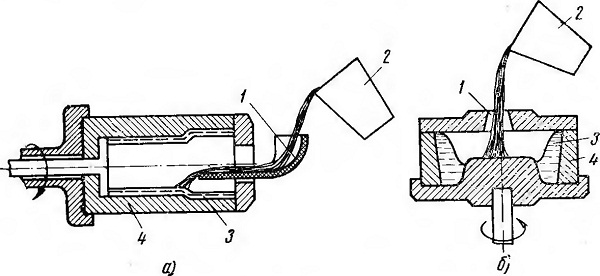
Рис. 44. Схема центробежного процесса литья:
1 — заливочная воронка, 2 —заливочный ковш, 3 — формирующаяся отливка, 4 —
изложница (форма)
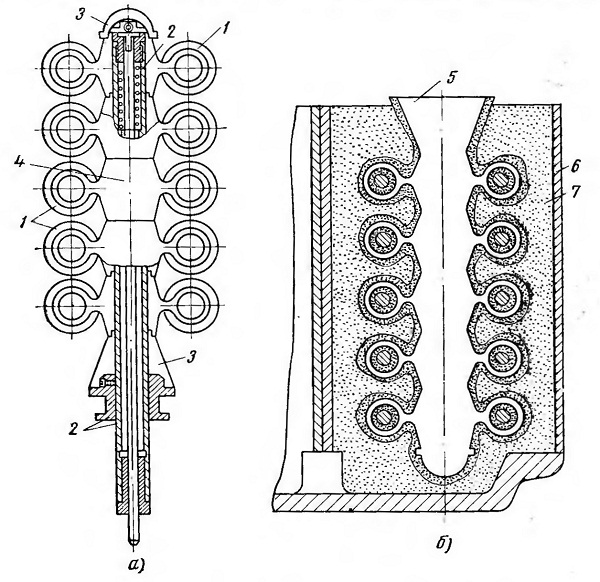
Рис. 45. Подготовка литейной формы: а — модельный комплект, б — неразъемная литейная форма; 1 — модель отливки, 2 — металлическая опока, 3 — модель стояка, 4 — элемент стояка, 5 — керамическая оболочка, 6 — опока, 7 — песчаная засыпка
Контрольные вопросы
1. Изложите схему технологического процесса производства отливок в песчаные формы.
2. Какие виды модельной оснастки применяются в литейном производстве?
3. Расскажите о способах изготовления литейных форм и стержней.
4. Назовите типы литниковой системы и укажите назначение отдельных элементов ее.
5. Расскажите об основных типах плавильных печей, используемых в литейном производстве.
6. Какие ковши применяются в литейном производстве?
7. Как производится заливка литейных форм?
8. Каким образом выбивают литейные формы?
9. Какие операции проходят отливки в обрубно-очистных отделениях?
10. Приведите краткие сведения о специальных видах литья.
Литье по выплавляемым моделям — технология
Издавна литьё по выплавляемым моделям пользовалось популярностью. С помощью данной технологии выливались пушки, колокола, античные скульптуры. Технологии сегодняшнего дня значительно усовершенствовались. Они дают возможность сделать детали, которые отличаются сложными конструкциями, малым весом, не требуют механической доработки.

Технология
Этот метод используется для производства изделий из разных сплавов. Обеспечивается показатель качества до ±0,005 мм на каждые 25 мм поверхности. Указанная точность позволяет изготавливать изделия, которые не требуют дополнительной обработки. Залог успешности технологического процесса в том, что модель производится из быстро плавящегося вещества. Используется парафин, воск, канифоль либо их смесь.
Технологический процесс состоит из действий:
- Производство модели:
- под модель берётся специальная форма из гипса, пластмассы, стали либо чугуна;
- в нее заливается вещество образующее модель;
- необходимо дождаться его полного застывания;
- после этого специальная форма открывается, восковая модель вынимается и помещается в емкость под прохладную воду.
- Сборка моделей в блоки:
- для производства качественного изделия модели собираются в простые и сложные блоки, в каждый из них может войти от 2 до 100 штук;
- для увеличения прочности в блочную конструкцию устанавливают алюминиевые стойки;
- их покрывают слоем модельного вещества до 25 мм;
- блочные конструкции объединяются в литниковую систему.
- Нанесение на модель огнестойкой оболочки:
- блок собранный из нескольких моделей помещается в емкость, где находится суспензия из керамики (кварцевая пыль, мелкие фракции шамота) и связывающего компонента (этилово силикатного раствора);
- на протяжении суток он сушится в естественной среде, это время можно сократить до 40 минут под воздействием аммиака;
- таким образом, на указанный блок поочередно наносится 46 слоёв огнезащитной оболочки, с тщательной просушкой каждого из них;
- завершенная модель в огнезащитной оболочке помещается в нагретую воду 90°С;
- за несколько минут модельное вещество растает и всплывет на поверхность воды, где оно собирается для следующего применения.
- Подготовление формы к заливке:
- пустая оболочка промывается в воде и сушится в шкафу на протяжении 2 часов при 200°С;
- сухая оболочка выставляется вертикально в жаростойкую опоку и по краям уплотняется кварцевым песком, помещается в печь на 2 часа при 950°С;
- в печи испаряется оставшаяся влага, остатки модельного состава выгорают, оболочка спекается с огнеупорным материалом, повышая прочность;
- расплавленный металл заливается в прокаленную горячую форму.
- Охлаждение отливки:
- после того, как отливка остыла — оболочка разрушается;
- изделие очищается от ее остатков, для чего поддается химической очистке;
- далее изделие промывается водой и подвергается окончательной сушке.
В итоге, оно подлежит для проведения термической обработки и снятия контрольных мерок. Таким образом изготавливаются отливки необходимого размера и конфигурации.
Литниково-питающая система при литье по выплавляемым моделям
Ее особенности заключаются в следующем:
1. Этот метод продолжительное время используется в литейном производстве, дает возможность делать сложные конструкции, упрощает процесс производства. Система состоит из:
- воронки для литья;
- опоры;
- питателей и зумпфа.
При заливке — струя делится в зумпфе, что уменьшает температурное воздействие. Это положительно влияет на качество отливки. Она применяется в машиностроении и других отраслях промышленности.
2. Могут проявиться следующие недостатки:
- гидродинамический удар способен создать трещины в керамической форме;
- увеличение струи литья может разрушить оболочку;
- завихрения струи могут спровоцировать отслоение элементов и их попадание в структуру готового изделия.
Для предотвращения этого разработано техническое решение по разделу струи горячего металла, что оберегает общую конструкции от преждевременного разрушения.
3. Правильное соотношение между преимуществами и недостатками такой конструкции при осуществлении литья понизит негативное воздействие на 40%. Для этого необходимо сделать следующее:
- модель производится из обычных материалов; на форму наносится определенное количество слоев, защищающих ее от температурного воздействия;
- каждый слой после нанесения должен высохнуть на 100%;
- в период заливки расплавленного металла плавно увеличивается струя.
Это все приводит к увеличению прочности оболочки и понижению воздействия на нее. Простое решение при литье по выплавляемым моделям приводит к использованию системы в промышленных масштабах. Что значительно удешевляет стоимость готовой продукции.

Изготовление выплавляемых моделей
Для этого применяются легкоплавкие составы, которые состоят из парафина, церезина, воска и других компонентов. Эти составы должны иметь свойства:
- температура плавки 60–81,6 °С;
- стабильная линейная усадка и расширение должны свестись к минимуму;
- хорошая текучесть материала;
- хорошая прочность и твердость в застывшем состоянии;
- не прилипать к поверхности, минимальное образование золы;
- не вступать в химические реакции с огнеупорными материалами пресс-формы; отсутствие вредных паров во время нагревания;
- многократное применение;
- малая стоимость комплектующих материалов.
Сущность заключается в том, что модельный материал должен собой заполнить все элементы формы и не допустить ее повреждения. А впоследствии, не нанеся ущерба вытечь из формы, освободив место для металлической заливки.
Операции получения отливки
Существуют особенности литья по выплавляемым моделям при производстве подобных изделий. К ним относятся:
- Расплавленный металл заливается равномерно и постепенно. Это даёт возможность сделать выплавляемые детали с гладким и точным покрытием, которое не будет нуждаться в механической доработке.
- Литьё должно иметь необходимую температуру, для каждого материала она разная.
- Время заливки расплавленного состава будет зависеть от сложности будущей конструкции. Важно это делать постепенно, однако не затягивать процесс слишком долго.
- Чтобы выплавить качественное изделие необходимо осознавать, что тонкие детали кристаллизуются и остывают быстрее чем массивные элементы.
- Чтобы литьё остывало равномерно, форму оснащают специальным теплообменником в виде элементов с повышенной проводимостью тепла. Это может быть чугун либо графит.
- При охлаждении литьё передает свою температуру на форму неравномерно, на ее внутренней стороне температура не отличается от остывающей заготовки.
- Выбивка выплавляемой продукции производится после окончания процесса кристаллизации и полного остывания. Спешка может негативно сказаться на качестве изделия.
Благодаря выплавляемым моделям есть возможность сделать своими силами деталь любой сложности. Это дает возможность усовершенствовать производство необходимых предметов.
Плюсы и минусы процесса
Литьё по выплавляемым моделям имеет свои преимущества:
- отсутствие разъема в форме приводит к повышению точности литья;
- простота действий и дешевизна рабочего процесса;
- возможность сделать огромное разнообразие форм для отливки;
- широкий диапазон размеров и массы отливок;
- дает возможность получить сложные конструкции из любых сплавов;
- высокая точность изделия и чистота поверхностного слоя может исключить необходимость последующей механической обработки;
- оболочка легко разрушается;
- отливки хорошо очищаются от ее остатков.
Присутствуют и недостатки:
- требует осторожности в ходе проведения технологического процесса литья;
- длительность рабочего процесса подготовки формы;
- данное производство является рентабельным только при его массовом применении;
- необходимость проветривания в помещении;
- следует строго придерживаться технике безопасности;
- работа с расплавленным металлом требует особого внимания.
Как видим, литьё по выплавляемым моделям обладает достаточным количеством преимуществ, по этой причине оно широко применяется в различных отраслях машиностроения.
Цеха для литья по выплавляемым моделям находятся во многих самодостаточных заводах. Это позволяет делать качественные детали с большой точностью в короткие сроки, экономя денежные средства.
Оборудование для литья по выплавляемым и выжигаемым моделям
При литье по выплавляемым моделям литейную форму получают нанесением огнеупорного покрытия на модель из легкоплавких (например, смеси парафина и стеарина) или растворимых материалов.
При этом способе у отливки отсутствуют заливы по контуру разъемов, т. к. форма не имеет разъемов, и размеры ее более точны, чем при литье в песчаные формы, поскольку здесь исключены основные причины потери точности: расталкивание формы моделью, перекос формы, подъем верхней опоки, раздутие формы и т. д. Отверстия, за исключением очень узких и длинных, получают без применения стержней. Точность размеров отливок находится в пределах 11-14-го квалитетов, а шероховатость поверхностей не более Rz100. Способ длителен, трудоемок и дорог, но оправдывается во многих случаях тем, что отливки почти не нуждаются в механической обработке. Этим способом отливают многочисленные изделия, которые прежде изготавливали сложной механической обработкой, а также различные режущие инструменты из сплавов, не поддающихся обработке резанием. Получаемый описанным способом литой инструмент нуждается лишь в заточке его режущей кромки на абразивном круге.
При изготовлении этим способом турбинных лопаток трудоемкость механической обработки уменьшается на 60-70%, а себестоимость — на 45-60%. Наиболее целесообразно изготавливать рассмотренным способом тонкостенные детали сложной и особо сложной конфигурации, представляющие собой по существу целые узлы. Пресс-формы для изготовления моделей чаще всего выполняют из металла; при умеренных требованиях к точности размеров отливок их можно делать из пластмасс, гипса и др. В серийном производстве применяются немеханизированные пресс-формы (рис.
Пресс-форма состоит из нижней части 1, во вставках которой 3 выполнена форма для сложной части модели, и верхней части 2. Стержни 4 служат для получения отверстий. Конструктивные элементы, характерные почти для всех пресс-форм: литниковая система 5 и 6, центрирующие штыри 10 (для точного совпадения контура моделей, располагающихся в нижней 1 и верхней 2 частях пресс-формы), откидные болты с гайками-барашками 11 (для скрепления частей пресс-формы перед запрессовкой модельного состава).
Для извлечения моделей из этой пресс-формы необходимо вынуть стержни 4, ослабив гайки 11, откинуть болты, снять верхнюю часть 2, извлечь фиксаторы 8, опустить нижнюю часть 1 до плиты 9. При этом модели останутся на толкателях 7. Пресс-формы для производства моделей на автоматах похожи на применяемые при литье под давлением (см. далее). Их конструкции стандартизированы.
Перечислим основные этапы технологии литья по выплавляемым моделям (рис. 2.18). Приготавливают модельный состав. Модели (рис. 2.18, б) с питателями 1 для отливок (рис. 2.18, а) изготавливают на десятипозиционном карусельном автомате с производительностью 400 запрессовок в час или на однопозиционном автомате с производительностью 63 за
прессовки в час. В единичном, мелкосерийном и серийном производстве модели получают в неавтоматизированных прессформах на установке, где прессформы заполняют шприц-машиной или ручным шприцем, после чего ставят на десятипозиционный карусельный стол. Для производства выжигаемых пенополистирольных моделей в крупносерийном и массовом производстве применяют автомат, а для изготовления пенополистирольных звеньев и блоков — автоматическую линию. Изготавливают модельные блоки (рис. 2.18, в) припайкой модельных звеньев к общему стояку литниковой системы 2 для увеличения металлоемкости литейной формы. Приготавливают огнеупорное покрытие литейной формы. Для этого применяют установку или агрегат, который непрерывно готовит суспензию из пылевидного кварца, этилсиликата, воды и ацетона.
.054.jpg)
Рис. 2.17. Немеханизированная пресс-форма
.055.jpg)
Рис. 2.18. Отливка (а), выплавляемая модель (б), блок (в), блок с покрытием (г), литейная форма (д)
Наносят несколько слоев огнеупорного покрытия на модельные блоки в автоматах погружением блоков в емкость с клейким составом, а затем — в псеводокипящий слой песка (через который снизу пропускается сжатый воздух; песчинки разделены воздухом и блоки погружаются в песок без значительного сопротивления) или в автоматах пескосыпами. Сушат каждый слой (которых бывает от двух до семи) два-три часа. Модельный состав выплавляют горячей водой в ванне, а в крупносерийном и массовом производстве — в установке или паром в бойлерклаве. Последний требует выполнения ручных операций, поэтому должен применяться лишь там, где другие способы неприемлемы из-за больших потерь форм или модельного состава. Для изготовления форм в мелкосерийном и серийном производстве подойдет комплекс 64011, а в крупносерийном — линия 64001. Керамические формы формуют в ящики 3 (рис. 2.18, д) с дробью или песком на формовочном столе. Возможна также заливка без заформовывания, при этом для повышения прочности форм количество слоев керамики увеличивается. Керамические формы прокаливают для удаления из них влаги и остатков модельного состава, наличие которых привело бы к браку. Для этой цели применяют электрические или газовые печи. Формовку, прокаливание, заливку блоков и охлаждение отливок в крупносерийном и массовом производстве обеспечивают линии. Формы заливают как обычно. Выбивают отливки из ящиков с дробью на выпускаемой установке.
Разработан технологический процесс и комплекс автоматического оборудования для изготовления 1-1,5 тыс. т отливок в год по выжигаемым моделям. Комплекс включает: автоматическую линию (АЛ) изготовления модельных блоков; автомат для изготовления моделей литниковой воронки и колпачка; АЛ для изготовления модельных блоков; механизированную линию приготовления и хранения суспензии; печь для выжигания моделей и прокаливания форм; АЛ обжига, формовки, заливки форм и охлаждения отливок; полуавтоматическую линию отбивки керамики и отделения отливок; агрегат выщелачивания керамики 6А95; печи для термической обработки отливок; прессы-автоматы для обрубки питателей; плавильные печи; установки для отделения керамики. Комплекс обеспечивает автоматизацию основных операций и существенное улучшение условий труда, а по сравнению с литьем по выплавляемым моделям снижает трудоемкость на 30%, себестоимость на 25-30%, производственные площади на 20-30%, длительность цикла на 50%.

