Оборудование для производства экструдированного пенополистирола
Оборудование производства экструдированного пенополистирола XPS
Линии производства экструзионного пенополистирола XPS на вспенивателях Со2 без применения фреона. Линия экструзии основана на самых современных технологиях, что позволяет изготавливать действительно качественный, надежный и долговечный теплоизоляционный материал.
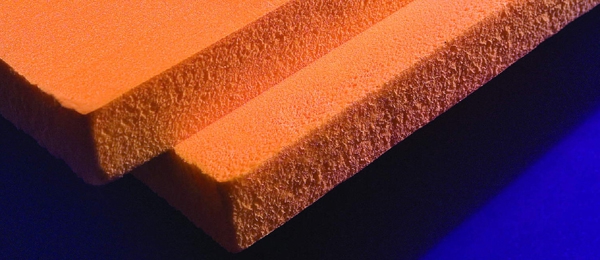
Экструзионный пенополистирол XPS — теплоизоляционный материал с равномерно распределенными замкнутыми ячейками, который не дает усадки и набухания, не впитывает воду, не подвержен гниению. XPS применяется в общегражданском строительстве при устройстве теплоизоляции фундамента, кровли, полов, утеплении фасадов. Экструдированный пенополистирол относится к классу экологически чистых материалов, что делает его вне конкуренции в ряду других утеплителей .
Наш завод занимает доминирующее положение в области оборудования для производства экструзионного пенополистирола с большой производительностью. Наша компетенция позволяет нам вести проекты от консультационного обслуживания до создания производственных команд на предприятиях, с возможностью исполнить проект «под ключ». Наши линии экструзии листов XPS занимают первое место в Китае. Мы производители первой графитовой линии для EPS в Китае. Входим в Топ-5 экспортеров оборудования по экструзии в Китае. Наша компания — ведущий поставщик линии экструзии листов XPS со вспенивателем СО2, мы принимаем участие в проекте ЮНИДО (Организация Объединенных Наций по промышленному развитию)/ФЕКО (Офис внешнеэкономического сотрудничества), проект посвящен выводу из употребления гидрохлорфторуглеродов (ГХФУ).
Технологический процесс производства экструзионного пенополистирола
С помощью вакуумных загрузчиков компоненты подаются в систему подачи, которая в соответствии с заданной рецептурой осуществляет гравиметрическое дозирование сырья в экструдер. Все бункеры контролируются интегрированной системой управления. В первом экструдере происходит нагрев, расплав и перемешивание сырья, подача вспенивателей. В качестве вспенивателей выступают: СО2, этанол, HFC, LPG, DME. Углекислый газ и этанол являются основными агентами, это значительно снижает себестоимость готовой продукции по сравнению с линиями, работающими только на фреоне. Во втором экструдере происходит гомогенизация массы расплава и вспенивателей с последующим охлаждением. Дополнительное перемешивание ингредиентов происходит в статическом смесителей, который находится после второго экструдера. Горячий расплав выходит из фильеры — формующей головки. Внутри полистирольной массы, вспениватель переходит в газообразное состояние, происходит резкое увеличение в объеме массы полистирола. Лента полистирола проходит калибрующее устройство, формируя фиксированную толщину листа XPS и затем движется по рольгангам и охлаждается. После, лента утеплителя проходит машину для обрезки кромки, нарезки по длине и ширине, при необходимости фрезеруется L-кромка. Обрезки ленты подаются в систему рециклинга, для грануляции и повторного использования в новом цикле. Готовые листы подаются в штабелер, где формируются пачки. Из штабелера пачки плит подаются в зону автоматической упаковки. Готовая продукция отвозится на теплый склад для выстаивания и дегазации (замещения вспенивающих газом воздухом), чтобы избежать деформации плиты.

Предлагаем линии экструзии листов XPS производительностью 200-2000 кг/час. Интеллектуальная точная система контроля температуры и давления способствует производству высококачественной продукции. Возможная толщина листов 20-150 мм, ширина 600-1200 мм.
Экструзионная система.
Одношнековый экструдер
По сравнению с двухшнековым экструдером, одношнековый экструдер сохраняет свой статус во многих применениях. Возможный диаметр шнека 20-400 мм, производительность 5-5000 кг/ч.
Серия TDD с высокоэффективным одношнековым экструдером обладает инновационными функциями, которая в основном сосредоточена на энергосберегающем, более точном управлении процессом и более высокой производительности. Снижение удельного энергопотребления, на 30% меньше, чем у традиционных экструдеров. Высокая производительность может быть увеличена на 50% чем у экструдера с одинаковым диаметром. Лучше эффект смешивания. Точный и аккуратный контроль процесса. Более широкое применение: рециркуляция, компаундирование, экструзия труб и экструзия листа / пленки
Двухшнековый экструдер
 Двухшнековый экструдер — большой вклад в качество конечного продукта и изменение процесса производства. Оборудование обеспечивает достаточное перемешивание и дисперсию при точном контроле температуры. Охлаждение играет большую роль в производстве пенопласта, которое имеет непосредственное влияние на качество продукта. Наш оригинальный дизайн канала охлаждения обеспечивает достаточную холодопроизводительность и стабильный контроль температуры. Уплотнение всегда является большой проблемой при использовании CO2. Инновационный метод уплотнения перманентно решает эту проблему.
Двухшнековый экструдер — большой вклад в качество конечного продукта и изменение процесса производства. Оборудование обеспечивает достаточное перемешивание и дисперсию при точном контроле температуры. Охлаждение играет большую роль в производстве пенопласта, которое имеет непосредственное влияние на качество продукта. Наш оригинальный дизайн канала охлаждения обеспечивает достаточную холодопроизводительность и стабильный контроль температуры. Уплотнение всегда является большой проблемой при использовании CO2. Инновационный метод уплотнения перманентно решает эту проблему.
Трехшнековый экструдер
Параллельный трехшнековый экструдер специально разработан для лучшего рассеивания и большей производительности. Свободный объем шнека увеличен на 40%. Супер дисперсия и распределение. Особенности узкого RTD. Идеальное самоочищение. Более высокий крутящий момент и пропускная способность
Производство экструдированного пенополистирола

Сегодня значительная часть работ, связанных со строительством и облицовкой, не обходятся без применения вспененных материалов. За счет своей низкой теплопроводности и невесомости подобная продукция пользуется высоким спросом и закупается в больших количествах. Поэтому открытие бизнеса по производству экструдированного пенополистирола будет выгодной идеей.
Организация бизнеса
Открытие предприятия по производству экструдированного пенополистирола требует решения ряда организационных вопросов:
- исследование рынка;
- разработка подробного бизнес-плана, включающего предварительные финансовые расчеты;
- регистрация деятельности в налоговом органе;
- определение месторасположения;
- поиск площадей под производство и обустройство административной части;
- наем сотрудников в количестве, обусловленном режимом работы, а также планируемыми объемами выпуска продукции;
- приобретение и монтаж оборудования;
- запуск рекламной кампании, работа с клиентской базой.
При оформлении в ФНС рекомендуется отдать предпочтение форме ООО. Это даст возможность беспрепятственно сотрудничать с государственными предприятиями. Процедура постановки на учет включает несколько этапов:
- подготовка пакета документов;
- обращение в налоговый орган;
- выбор системы налогообложения, указание соответствующего кода ОКВЭД;
- получение в течение 5 рабочих дней свидетельства о регистрации.
Для оформления потребуются следующие документы:
- паспорт учредителя;
- заявление о постановке на учет;
- решение об учреждении юридического лица;
- сведения об основном капитале;
- устав общества;
- квитанция об оплате государственной пошлины.
Запуск производства будет возможен только с разрешения пожарной инспекции.
Подбор помещения
Помещение под производство экструдированного пенополистирола должно отвечать ряду требований:
- расположение в промышленной зоне или за чертой города;
- наличие и функционирование вентиляционной системы;
- оснащение всеми необходимыми коммуникациями (горячее и холодное водоснабжение, отопление, электрическая сеть (380Вт), канализация);
- высота потолка не ниже 8 метров.
Площадь помещения должна составлять от 300 м 2 , поскольку будет включать 3 блока:
- производственный цех – 170 м 2 ;
- склады для хранения сырья и готовой продукции – 90 м 2;
- комната для нужд персонала и офис – 40 м 2 .
Помещение должны удовлетворять всем требованиям пожарной безопасности, поскольку будет осуществлять производство и хранение легковоспламеняемой продукции.
Поиск персонала на производство
Производственное оборудование цеха почти полностью автоматизировано, поэтому для изготовления пенополистирола понадобятся только специалисты, которые будут обслуживать станки. В штат войдут:
- оператор;
- разнорабочий;
- технолог;
- уборщик производственных помещений;
- грузчик;
- кладовщик;
- руководитель;
- менеджер, отвечающий за реализацию продукцию и закупку сырья;
- бухгалтер;
- водитель.
Выбор поставщиков и сырья
В качестве сырья для изготовления экструдированного пенополистирола используют гранулы полистирола, относящиеся к классу пластмасс. Многие предприятия сотрудничают с зарубежными производителями, закупая сырье именно у них. Это обусловлено соотношением качества и стоимости их продукции. Помимо качества цену на сырье определяет размер фракции, который может варьироваться от 0,2 до 3,5 мм (в диаметре). Закупленный за рубежом полистирол позволяет получить высококачественную продукцию с минимальным количеством брака. При приобретении сырья необходимо учитывать продолжительность его хранения: давно изготовленные гранулы требуют больше времени на вспенивание и не с первого раза позволяют добиться необходимой плотности. Кроме полистирола для изготовления экструдированного пенополистирола потребуется:
- пар, получаемый при температуре +110 °С;
- холодная вода.

Оборудование
Технологическая линия включает следующие машины (с приблизительной стоимостью в рублях):
- предвспениватель – 150 000;
- парогенератор – 60 000;
- агрегат для вторичного вспенивания – 30 000;
- приемный отсек – 140 000;
- блок-форма – 90 000;
- аккумулятор паровой – 60 000;
- дробилка, оснащенная вентилятором – 40 000;
- торцовщик с трансформатором – 30 000;
- вентилятор для бункеров вылеживания – 120 000;
- стол для резки – 30 000;
- паровой котел с устройством для утилизации отходов – 160 000;
- 2 мешка-вкладыша для бункера – 12 000.
Общая сумма затрат на приобретение оборудования составит 922 000 рублей.
Краткое описание технологии производства
Алгоритм изготовления экструдированного пенополистирола следующий:
- Гранулы полистирола загружают в предвспениватель и подают при помощи парогенератора пар. Подобная операция увеличивает объем гранул в 50 раз, и придает им шарообразную форму. На весь этот этап потребуется не более 4 минут, после чего прошедший обработку полистирол выгружают в резервуары.
- Далее осуществляют процесс сушки путем подачи снизу потока горячего воздуха. По окончанию процедуры сырье поступает в бункер.
- Операция по вылеживанию вспененного сырья подразумевает выдерживание гранул в блоке при определенной температуре, обусловленной их величиной.
- Для спекания (формирования) пенопласт загружают в специальные матрицы, а затем обрабатывают его под высоким давлением горячим паром. В результате склеивания гранул получается монолитный продукт. Длительность данной процедуры составляет не более 12 минут.
- После изъятия пенопласта из блока-формы ему дают вылежаться трое суток, этот этап, входящий в цепочку технологического процесса, считается важным. За это время влага полностью испаряется из готовых блоков.
- На фазе резки полистирол разрезают на плиты с определенной толщиной, которая может варьироваться от 2 до 100 см.
В целях обеспечения безотходного производства остатки материала (крошки и припуски по краям) подвергаются переработке: их смешивают при последующем изготовлении в пропорции 1:8.

Варианты сбыта и продвижения продукта
Для успешного ведения бизнеса будет недостаточно только одного изготовления качественной продукции. Важная составляющая в процессе деятельности – это хорошо отлаженный сбыт. Для поиска потенциальных клиентов необходимо организовать рекламную кампанию, воспользовавшись следующими ресурсами:
- средства массовой информации;
- наружная реклама – баннеры, плакаты, вывески;
- собственный сайт в интернете с номенклатурой продукции и ценами на нее;
- периодическое посещение тематических выставок;
- распространение визиток, листовок и буклетов.
Кроме того, рекомендуется использовать метод «холодных» звонков и рассылку рекламы на электронную почту строительных компаний, а также торговых точек, специализирующихся на реализации стройматериалов. Кроме оптовых клиентов рекомендуется сотрудничество с физическими лицами путем продажи им экструдированного пенополистирола со склада компании.
При правильно организованном бизнесе срок окупаемости составит до 3-х лет. Если клиентская база будет постоянно расширяться, а объемы продаж расти, то вернуть вложения получится за более короткие сроки. Рекомендуем посмотреть существующих производителей строительных материалов и произвести конкурентную разведку.
Производственная линия для изготовления экструдированного пенополистирола
Особенности экструдированного пенополистирола
Экструдированный пенополистирол (XPS) – строительный материал с наилучшими характеристиками, которые выделяют его из группы теплоизоляционных пенопластов. Он легкий, прочный, негигроскопичный. Применение экструдированного пенополистирола возможно при утеплении стен, полов, перекрытий, кровель, подвальных помещений, при строительстве дорог и трубопроводов. Высокие технические показатели и широкий спектр применения порождают большой спрос на пенополистирол, поэтому все чаще строительные компании производят для собственных нужд экструдированный пенополистирол – линия производства проста в обслуживании и не занимает много места. Это также хороший вариант для начала собственного бизнеса.
Основные составляющие линии для производства экструдированного пенополистирола
Разные производители предлагают свои вариации линии для производства полистирола XPS, отличающиеся друг от друга комплектацией, мощностью привода, возможностью регулирования геометрических размеров готового изделия, производительностью.
Традиционно линия включает следующие блоки:
 Аппарат для нарезки пенополистирола
Аппарат для нарезки пенополистирола
- Загрузчик сырья;
- Вспениватель;
- Бункер вылеживания;
- Блок-форма;
- Стол для резки;
- Паровое оборудование;
- Пульт управления.
Работа линии осуществляется в автоматическом режиме и требует вмешательства работника только на этапах загрузки сырья и приёма готовой продукции. Также можно самостоятельно регулировать режим работы, параметры порезки готовых блоков, температуру подогрева.
Цена линии для производства экструдированного пенополистирола зависит от технических характеристик, наличия дополнительных компонентов, например, блока переработки отходов, а также производителя. В базовой комплектации стоимость агрегата 1 300 000 рублей. Как правило, отечественные агрегаты будут стоить дешевле европейских и китайских аналогов. Но это совсем не сказывается на качестве, здесь роль играет стоимость транспортировки. Дополнить линию можно:
- трубами для пневмотранспорта – 45 тысяч рублей;
- тефлоновым покрытием для формовочного бункера – 25 тысяч рублей;
- вытяжкой – 35 тысяч рублей;
- парогенератором — 250 тысяч рублей;
- упаковочной машиной – 120 тысяч рублей;
При выборе парогенератора, стоит обратить внимание, какой вид топлива используется:
 Парогенератор для экструдированного пенополистирола
Парогенератор для экструдированного пенополистирола
- дизель (расход 10-12 литров за час работы);
- электроэнергия (200 кВт в час);
- газ (12 м 3 за час работы).
Наиболее безопасным считается электрический парогенератор, к тому же он не требует получения дополнительных разрешений на установку от контролирующих инстанций.
Очень полезным оснащением линии будет дробилка, ее стоимость 50 тысяч рублей, но она позволит сделать производство безотходным.
Исходные материалы и условия для линии производства XPS
Для старта производства необходимо оборудовать помещение, позаботится о возможности регулировки в нем температуры воздуха. Температура, при которой может храниться сырье не должна превышать 15 градусов.
- 35 метров в дину;
- 8м в ширину;
- 5м в высоту;
- весит 13 тонн.
Соответственно помещение должно не только удовлетворять этим параметрам, но и превышать их, с учетом склада сырья и готовой продукции.
Работа линии для производства экструдированного пенополистирола требует подключения к водопроводу. Вода используется для охлаждения, и расходуется примерно 8 литров в минуту. Необходимо оборудовать помещение промышленными трехфазными розетками, не менее 380 В.
Сырье, используемое при производстве – полистирол представляет собой мелкие белые шарики, размером до 3,2 мм, может различаться по плотности и размеру фракции. Основные производители:
- BASE (Германия);
- XINGDA Китай);
- LCC (Китай).
Стоимость исходного материала от 80-100 рублей, расход гранул — 16 кг. для производства 1 м 3 пенополистирольной плиты. В сутки агрегат может производить 100-120 м 3 готовых блоков. Важным моментом в использовании сырья является небольшой срок годности и температурный режим хранения.
 Аппарат для формирования плиты экструдированного пенополистирола
Аппарат для формирования плиты экструдированного пенополистирола
При производстве экструдированного пенополистирола используются фторосодержащие углеводороды – фреон или бутан. Фреоны необходимы для вспенивания, однако в последнее время их стали заменять системами на основе СО2. Это связано с тем, что фторосодержащие компоненты негативно воздействуют на окружающую среду, разрушая озоновый слой. Наиболее часто используется Фреон R22, форма выпуска баллон, вместимостью 13,6 кг. стоит 4600 рублей.
Обслуживать агрегат может один человек, в зависимости от объемов производства могут понадобиться дополнительные сотрудники.
Этапы работы линии для производства пенополистирола
На первом этапе исходное сырье помещается в загрузочный блок, в котором, в соответствии с пропорциями, происходит подача гранул в отделение вспенивателя. Этот отдел оснащён экструдером – устройство, предающее пенополистиролу нужную структуру с помощью вспенивания в азотной среде. В ходе этого процесса гранулы увеличиваются в размерах. Для строительных нужд экструдированный пенополистирол необходим более плотного состава, который достигается путем одного цикла вспенивания. Однако этот материал широко применяется и в других областях промышленности, например, при упаковке хрупких товаров. Для этого используется более легкий состав, который получается путем повторного вспенивания. Дополнительный цикл следует за первым, но после полного охлаждения сырья.
 Экструдер для пенополистирола
Экструдер для пенополистирола
На следующем этапе линия для производства XPS помещает сырье в бункер вылеживания. Здесь пенополистирол должен набрать воздух. Этот процесс длится 12 часов. Именно насыщение воздухом обеспечивает высокие теплоизоляционные характеристики. По окончании отведённого времени гранулированная масса направляется в отдел формирования блоков. Исходное сырье нагревается для обеспечения максимально тесного склеивания. Затем блок охлаждается и далее направляется на стол нарезки.
С помощью раскаленных струн тугоплавкого металла осуществляется порезка блоков в соответствии заданным параметрам длины и ширины. Наиболее распространенные и востребованные параметры листов пенополистрирола:
 Аппарат для резки пенополистирола струной
Аппарат для резки пенополистирола струной
- Длина – 1200, 1250, 2450, 2500 мм.
- Ширина – 600, 900, 1200 мм.
- Толщина – 20, 40, 80, 120 мм.
В результате порезки образуются отходы готового сырья, которое можно переработать. Продажа линий для производства экструдированного пенополистирола XPS может осуществляться с дополнительным блоком для переработки вторсырья. В нем обрезки измельчаются в крошку, которую потом можно добавлять к гранулам на этапе загрузки. Но здесь есть нюанс – объем переработанных отходов не должен превышать 10% от общего объема загружаемого сырья.
Готовые порезанные блоки экструдированного пенополистирола фасуются производителем на свое усмотрение. Экструдированный пенополистирол может храниться при любой температуре и неограниченный срок.
Видео: Линия по производству экструдированного пенополистирола
Оборудование для производства пеноплекса: принцип действия, технологический процесс. Достоинства и недостатки пеноплекса
Экструдированный пенополистирол получил торговое название «пеноплекс». Он нашёл широкое применение в строительстве новых зданий, при проведении ремонтов. Можно с уверенностью сказать, что сегодня утеплитель пеноплекс является самым популярным и востребованным теплоизоляционным материалом для пола, потолка, кровли, стен.
Краткий экскурс в историю
Экструзивная технология производства разработана в пятидесятых годах в США. Было создано и специальное оборудование для производства пеноплекса мощностью до 100 000 м 3 в год. Для вспенивания в то время применялась смесь фреонов или углекислый газ.
Большинство стран в настоящее время ввело запрет на использование в производстве фреоносодержащих материалов. Теперь плиты «Пеноплекс» изготавливают только на вспенивателе, содержащем в своем составе CO2. Таким образом, предприятия производят выпуск абсолютно безопасной и экологически чистой продукции.
Принцип действия разработки
Современная технология производства пеноплекса представляет собой непрерывный процесс смешивания гранулированного полистирола, происходящий при повышенной температуре, с выдавливанием из экструдера и впрыскиванием бесфреоновой смеси на основе СО2.
В результате получается материал с мелкоячеистой структурой. Затем, после выдавливания из экструдера, очень быстро происходит замещение воздухом остатков бесфреоновой смеси. Успешному внедрению этой технологии в жизнь способствовало оборудование для производства пеноплекса.
Аппаратная линия предназначена для изготовления листа из вспененного полистирола. В качестве сырья можно использовать только вторичный материал, что в значительной мере снижает себестоимость и без того недорогого производства. Окупается оборудование достаточно быстро.
Технологический конвейер

Оборудование для производства пеноплекса представляет собой замкнутую автоматическую линию. Весь комплекс делится на основные участки (технологические узлы):
- Система подготовки: в смеситель загружается полистирол с добавками, который через бункер-загрузчик подаётся в экструдер.
- Экструзивный комплекс состоит из двух экструдеров. Первый служит для плавления состава и равномерного его перемешивания со вспенивателем. Этот экструдер оснащён высокоточной системой дозирования вспенивающих добавок, гидравлическим устройством замены фильтров. Второй обеспечивает полное перемешивание (статический миксер) и более мелкодисперсную структуру ВПС. Он оснащён щелевой головкой (фильерой, обеспечивающей форму получаемой продукции), через которую непосредственно и происходит выдавливание листа.
- Участок калибровки с тянущим устройством служит для формирования выдавленного листа по заданным параметрам. Это могут быть валки или пластины с низким коэффициентом трения. Вытягивание готового листа в момент охлаждения позволяет устранить возможные прогибы.
- Участок обрезки завершает подготовку листа: несколько продольных фрез формируют ровное полотно с постоянными размерами, а поперечные ножи распускают его на мерные листы. Фотодатчики обеспечивают точные размеры.
- На участке переработки отходов обрезки собираются, измельчаются, подвергаются грануляции для возможности вторичной переработки.
- Завершающий участок – здесь происходит упаковка готовой продукции в плёнку.

Монтаж утеплителя
При внутренних работах пеноплекс является неоценимым материалом, так как благодаря маленькому весу, небольшой толщине плит и простоте порезки с ним легко работать.
Этапы выполнения монтажных работ:
- подготовка, очищение и выравнивание стен;
- посадка на клеевую основу, а затем прибивание листов пеноплекса;
- укрепление армирующим слоем;
- выравнивание поверхности конструкции;
- финишная отделка.
Кроме прекрасных теплоизоляционных качеств, пеноплекс является отличным шумопоглотителем. Стена, обшитая им, станет надежным препятствием не только для холода, но и для посторонних звуков.
Достоинства
Революционная технология и передовое оборудование для производства пеноплекса позволяют создать поистине уникальный теплоизоляционный материал с неоспоримыми преимуществами:
- экологичность;
- низкая теплопроводность, высокое шумоподавление;
- пожаробезопасность (температура возгорания около 500 о С);
- долговечность, лёгкость в работе;
- невысокая стоимость.

Недостатки
Низкая способность к адгезии может стать препятствием на пути активного применения пеноплекса. Эту проблему можно устранить простой заменой: при выполнении наружных работ использовать родственный материал – пенопласт.
Технологии и оборудование всё время совершенствуются, современные реалии предъявляют повышенные требования не только к производству, но и к утепляющим материалам. Пеноплекс полностью соответствует всем этим требованиям. А значит, оборудование, на котором он был изготовлен, высокотехнологичное и конкурентоспособное.
Секреты производства пенополистирола
Производство пенополистирола и штукатурки по утепленному фасаду – прибыльный бизнес, обладающий средним порогом вхождения. Пенополистирол широко используется в самых разных сферах – в строительстве, в пищевой промышленности, в автомобилестроении.

Выдержка блоков пенополистирола
В данной статье будут детально рассмотрены как агрегаты для изготовления обычного пенополистирола, так и оборудование для производства экструдированного пенополистирола, вы узнаете, из каких элементов состоит производственная линия, и основные аспекты технологии изготовления данного материала.
1 Технология изготовления пенополистирола
Технология производства пенополистирола довольно незатейлива, и может быть реализована даже при наличии необходимого минимума производственного оборудования.
Однако важным фактором является сильная зависимость качества итоговой продукции от выполнения всех требований технологии, поскольку даже малейшее пересушивание пенополистирола, либо, наоборот, попытка резки недостаточно просушенного, сырого, материала, могут стать причиной отбраковки всей партии продукции (пускай это даже фасадная штукатурка по пенопласту).
В целом, технология изготовления пенополистирола состоит из нескольких последовательных этапов.
На первом этапе сырье, из которого производится пенополистирол (полистирольный пенопласт) – гранулы вспенивающегося полистирола (ПСВ), своими руками, либо с помощью автоматизированного оборудования, загружаются в контейнер предвспенивателя.
В предвспениватели происходит прогрев гранул, в результате чего они надуваются, увеличиваются в объемах, и превращаются в наполненные воздухом пустотелые шарики.
Вспенивание может выполняться как один раз, так и несколько. При повторном вспенивании процесс полностью повторяется – сырье своими руками (или автоматизированно) заново погружается в предвспениватель, прогревается, и увеличивается. Повторное вспенивание применяется, когда необходимо получить пенополистирол, обладающий минимальной плотностью.

Цех по производству пенополистирола
От плотности пенополистирола зависят его прочностные характеристики и вес. В некоторых случаях – для утепления фасадов, и тому подобных нагружаемых конструкций, требуется высокоплотный пенополистирол, однако, как правило, ввиду меньшей стоимости, низкоплотный пенополистирол пользуется большим спросом.
Показатель плотности материала измеряется в килограммах на кубометр. Иногда прочность называют фактическим весом. К примеру, пенополистирол, обладающий фактическим весом 25 килограмм, имеет плотность 25 кг/м³. Это намного лучше, чем при утеплении фасадов минватой.
Полистирольное сырье, вспенивание которого выполняется один раз, гарантирует итоговую плотность пенополистирола в районе 12 кг/м³. Чем больше процессов вспенивания было выполнено – тем меньшим будет фактический вес изделия.
Как правило, максимальное количество процессов вспенивания на одну партию сырья – 2, так как многократное вследствие многократного вспенивания сильно ухудшается прочность итогового продукта.
На втором производственном этапе, вспененный полистирол попадает в камеру выдержки, где на протяжении суток вылеживается. Данный процесс необходим для того, чтобы стабилизировалось давление внутри наполненных воздухом гранул.
При каждом повторном процессе вспенивания процесс вылеживания должен повторяться. Для создания пенополистирола плотностью до 12 кг/м³, сырье подлежит нескольким повторным циклам вспенивания и вылеживания.
После того как сырье вылежало требуемого количество времени, из полуфабриката формируются блоки пенопласта на утепление фасада пенопластом. Происходит это в блок-форме, внутри которой гранулы обрабатываются подающимся под давлением паром.
После формирования блока, пенопласт повторно выдерживается в течение суток – это необходимо для того, чтобы из пенопласта ушла влага, так как при нарезке сырого блока кромки изделия будут рваными и неровными, после чего попадает на линию нарезки, где блоки раскраиваются на плиты требуемых размеров и толщины.

Подлежащие вспениванию гранулы полистирола
2 Оборудование для производства
Производственная линия по изготовлению пенополистирола включает следующие элементы:
- Участок хранения и проверки сырья;
- Агрегат вспенивания;
- Контейнер для вылеживания;
- Агрегат для формирования блоков;
- Агрегат для нарезки пенопласта на утепление фундамента пенополистиролом;
- Участок для хранения готового изделия;
- Агрегат для переработки отходов.
2.1 Участок хранения и проверки сырья
Важно, чтобы полистирольное сырье, использующееся для производства пенополистирола, отвечало всем стандартам качества, так как от него сильно зависят характеристики готового пенополистирола.
Как правило, основные отечественные и зарубежные производители для изготовления пенополистирола используют сырье от следующих компаний:
- Xingda (Китай);
- Loyal Chemical Corporation (Китай);
- BASF (Германия).
Технологические требования допускают повторного использования отходов (переработанных пенополистирольных плит). Количество вторично используемых материалов не должно превышать 10% от веса итогового изделия.
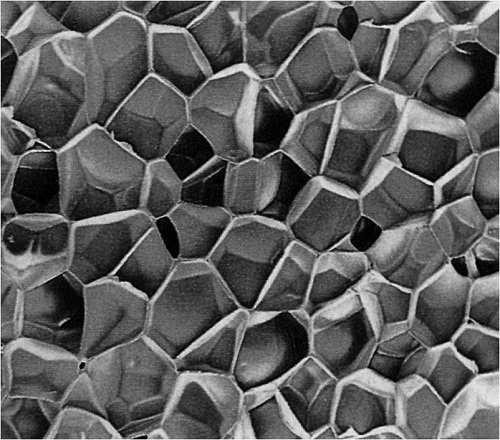
Структура пенополистирола под микроскопом
Разгружаются мешки с полистиролом электрокаром, либо, в случае небольшой фасовки, своими руками. Сырье не должно храниться свыше трех месяцев, после даты его производства. Температурный режим хранения пенопласта на утепление фасадов квартир – от 10 до 15 градусов.
2.2 Агрегат для вспенивания
Данная производственная линия состоит из предвспенивателя (как правило, циклического типа), блока для сушки вспененных гранул полистирола, пневматического конвейера, и управляющего элемента.
Полистирол из мешков своими руками выгружается в предвспениватель, в который под давлением подается горячий пар (температурой около 95-100 градусов), под воздействием которого происходит первичное вспенивание сырья.
Процесс контролируется компьютерным оборудованием, которое по достижению полистиролом заданного объема прекращает подачу пара, после чего полуфабрикат попадает в блок для сушки.
2.3 Контейнер для вылеживания
Гранулы, из которых забрана лишняя влага, транспортируются в контейнер для вылеживания. В контейнере посредством кондиционирования постоянно поддерживается заданная влажность и температура и влажность воздуха.
При температуре в пределах от 16 до 25 градусов гранулы выдерживаются около 12 часов. На протяжении этого времени пустотелые вспененные гранулы наполняются воздухом.
Технология повторного вылеживания, которое выполняется в случае вторичного вспенивания, аналогична вышеописанному методу, и осуществляется с помощью одного и того же оборудования.
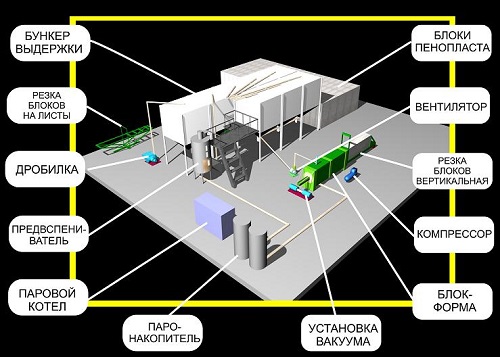
Схема производственной линии по изготовлению пенополистирола
Именно объем контейнера в большей степени задает номинальную продуктивность производственной линии, поэтому количество и размер бункеров необходимо тщательно рассчитывать, исходя из желаемого объема производства экструдированного пенополистирола.
2.4 Агрегат для формирования блоков полистирола
Из контейнера для вылеживания гранулы вспененного полистирола с помощью пневмотранспорта подаются в промежуточную камеру, которая оборудована датчиком наполнения.
При поступлении требуемого количества гранул, сырье транспортируется в формирующий блок. Блок-форма – это герметический контейнер, который, после наполнения гранулами, закрывается. Через клапан подачи, в блок-форму подается горячий пар.
В процессе тепловой обработки под давлением происходит вторичное вспенивание гранул, которые расширяются, и при достижении заданной температуры спекаются в монолитный блок пенополистирола.
Охлаждение сформированного пенополистирола происходит в этом же агрегате, посредством откачки воздуха из камеры вакуумным насосом. Для стабилизации внутреннего давления воздуха в гранулах пенополистирола блок выдерживается при комнатной температуре на протяжении суток.
2.5 Агрегат для нарезки пенополистирола
По истечению требуемого времени пенополистирольный блок попадает на нарезающий агрегат. Линия резки представляет собою комплексное оборудование, которое способно выполнять резку, как в горизонтальной, так и в вертикальной плоскости.

Агрегат для формирования блоков пенополистирола
Данное оборудование имеет два режима работы – автоматический режим реализации заданной программы, и режим с управлением своими руками. Как правило, весь процесс происходит в автоматическом режиме.
Режущий элемент оборудования – раскаленные струны из тугоплавкой стали, которые способны выполнить быстрое и эффективное формирование плит пенопласта требуемых форм и размеров.
Система электронного управления установкой дает возможность своими руками настроить температуру накала струн, скорость их движения, и размер итогового изделия.
2.6 Агрегат для переработки отходов
Поврежденные в процессе производства пенополистирольные материалы не утилизируются, а подлежат повторной переработки. Переработка пенополистирола выполняется в агрегате, внутри которого вращаются дробильные молотки, которые крошат плиты пенопласта на отдельные гранулы.
Полученное в процессе переработки сырье посредством пневмотранспорта подается в накопительный бункер, из которого гранулы попадают в блок-форму в количестве, не превышающим 10% от веса первичного сырья, используемого для производства.
Дробилка для отходов пенопласта
2.7 Производство экструдированного ППС
Отличие в производственное линии по изготовлению экструдированного пенополистирола, в сравнении с вышеописанной технологией изготовление обычного пенополистирола, заключается в наличии экструдера.
Экструдер – оборудование для производства экструдированного пенополистирола, обладающее формирующими фильерами, сквозь которые проталкивается полистирольный расплав.
Экструзионная головка предает пенополистиролу требуемую структуру, в результате чего на выходе получаются монолитные изделия, обладающие закрытыми ячейкам диаметром 0.1 мм, которые превосходят обычный пенополистирол по параметру гидрофобности и паропроницаемости.
Данная технология предусматривает иной подход к вспениванию сырья, которое происходит вследствие смешивания гранул с вспенивающим реагентом в азотной среде.
2.8 Технология производства пенопласта (видео)
Производство экструдированного пенополистирола
Благодаря экструзионной переработке, пенопласт получается с отличной закрытой пористой микроячеистой структурой. Такая технология повышает его физические и механические характеристики при достаточно низком водном поглощении. Это объясняет его долговечность и эффективность в эксплуатации.
Давайте разберем основные технические характеристики пенополистирола:
- Прочность.
- Теплопроводность.
- Влагоустойчивость.
Свойства пенополистирола
Поговорим о каждом свойстве конкретнее.

Прочность
Благодаря технологии производства, экструдированный пенополистирол занимает первенство по крепости. Обычный пенопласт похвастаться такой прочностью не может, по этому, в настоящее время он менее востребован.
Теплопроводность
Одно из основных свойств пенополистирола – это его низкая теплопроводность. Пенопласт состоит непосредственно из полистирола и пузырьков воздуха в нем. Поскольку воздух надежно содержится внутри, он служит отличным теплоизолятором. Данное свойство позволяет применять пенопласт при строительных и утеплительных работах.
Благодаря доступности и относительной дешевизне материала, это достаточно выгодный выбор при отеплении своего дома.
Влагоустойчивость
Экструдированный пенополистирол обладает достаточно сильной устойчивостью к влаге. В отличие от обычного пенопласта, экструдированный пенополистирол всегда остается сухим.
Такое свойство позволяет укладывать пенопласт в местах наибольшего скопления влаги или протекания жидкостей.
Технология производства
Сырьем для производства пенопласта, является полистирол. Он имеет вид полупрозрачного стеклянного бисера диаметром от 0,2 до 3,5 мм, разделенного на отдельные категории для производства пенопласта определенного вида.
Технология производства изделий из пенопласта включает в себя несколько этапов. Первый этап – это обработка сырья в отдельной камере при помощи вспенивания. Благодаря этому получаются шарики.

При завершении первого этапа, полистирол помещают в бункер, где на протяжении суток, он подвергается высыханию.
После этого их формуют под воздействием пара. Благодаря пару происходит соединение отдельно взятых шариков в однородную массу.
Далее получившийся продукт нарезают на блоки и, в конечном счете, пенопласт предстает перед глазами потребителей. Стоит также отметить, что производство изделий из пенопласта является безотходным.
Для поэтапного создания пенополистирола, сырье проходит через так называемую линию по производству пенопласта. Данное оборудование используется преимущественно на заводах-изготовителях.
Линия по производству пенопласта
Линией называется совокупность оборудования для поэтапного, практически автоматизированного создания пенопласта, о котором писалось ранее.
Линия состоит из следующего оборудования:
- Предвспениватель.
- Сушильная установка.
- Блок-форма для пенопласта.
- Установка вакуумирования.
- Вентилятор пневмотранспорта.
- Станки для резки.
- Станок фрезерной кромки.
- Компрессор.
- Электродный паровой котел.
- Бункер выдачи-раздачи.
- Паронакопитель.
- Дробилка пенопласта.
- Склеивающий пресс.

Предвспениватель
Представляет собой цилиндрическую емкость, внутри которой есть активатор из нержавеющей стали для перемещения шариков. Мотор-редуктор обеспечивает вращения активатора.
Предвспениватель имеет устройство для загрузки сырья вручную. Выгрузка же происходит с пневмотранспортного вентилятора.
Он предназначен для первого этапа производства. Осуществляет процесс первичного вспенивания, посредством паровой обработки.
Сушильная установка
Представляет собой металлический короб, внутри которого под наклоном находится сетка из нержавеющей стали. В боковой части находится тепловентилятор, подающий сухой горячий воздух внутрь камеры.
С другой стороны расположен пневмотранспортный вентилятор, для выгрузки высушенных шариков и переходу на следующий этап.
Блок-форма для пенопласта
Состоит из следующих компонентов:

- Камеры, разделенные на отсеки.
- Формовочная камера.
- Устройство выталкивания готового блока.
- Устройство закрывания формовочной камеры.
- Устройство загрузки.
Блок-форма требуется для создания блоков пенополистирола определенных размеров, путем термической обработки вспененных шариков.
Установка вакуумирования
Создает пустоту в блок-форме. Применение вакуумирования, увеличивает продуктивность создания блоков пенополистирола. Установка нужна для ускоренного охлаждения после этапа пропаривания.
Вентилятор пневмотранспорта
Имеет специальную крыльчатку, которая позволяет избежать деформации уже вспененных гранул. Вентилятор используется для транспортировки шариков пенополистирола по трубопроводу.
Станки для резки
Станки для резки делятся на несколько видов резки:
- Комплексная.
- Горизонтальная.
- Вертикальная.
Станок для комплексной резки осуществляет вертикальную и горизонтальную резку блока на листы установленного размера.
Станок для горизонтальной резки нужен для разделения блоков на листы требуемой толщины.

Станок для вертикальной резки осуществляет разделение отформованного блока на менее здоровые блоки необходимой длины.
Станок фрезерной кромки
Требуется для придания определенной формы, путем применения различных фрез.
Компрессор
Он предназначен для подачи сжатого воздуха в пневмопривод блок-формы.
Электродный паровой котел
Удобная конструкция объединяет в себе:
- Парогенератор.
- Питательный бак.
- Насосную установку.
- Трубопроводы.
- Приборы контроля и управления.
Паровой котел предназначен для генерации насыщенного водяного пара.
Бункер выдачи-раздачи
Бункер представляет собой сшитый специальным образом мешок из полипропилена, который пропускает воздух.
Бункер выдачи-раздачи нужен для кондиционирования и хранения вспененных шариков.
Паронакопитель
Представляет собой стальную и герметичную емкость с определенным объемом. Паронакопитель требуется для сохранения пара, создаваемого паровым котлом.
Дробилка пенопласта
Установка дробления требуется для измельчения отходов производства и последующей переработке.
Склеивающий пресс
Представляет собой разборную пространственную конструкцию. Пресс предназначен для создания блоков несъемной опалубки из листового пенополистирола.
Теперь вы имеете представление о том, как производится пенопласт. Узнали о его свойствах и процессе создания. Также мы рассмотрели линию по производству пенопласта и узнали, какие составляющие в нее входят. Надеюсь, данная статья помогла вам разобраться во всех аспектах, которые вам интересовали.

