Оборудование для производства оцилиндрованного бревна
Выбираем станок для оцилиндровки бревен
Все станки для производства оцилиндровки можно классифицировать по следующим признакам:
- технология производства;
- кинематическая схема реза;
- тип режущего инструмента;
- степень автоматизации процесса обработки.
Вот по этим критериям и будем рассматривать оборудование, представленное на отечественном рынке деревообрабатывающих станков.
Классификация по технологическим схемам
На сегодняшний день используется 3 технологии производства оцилиндрованного бревна:
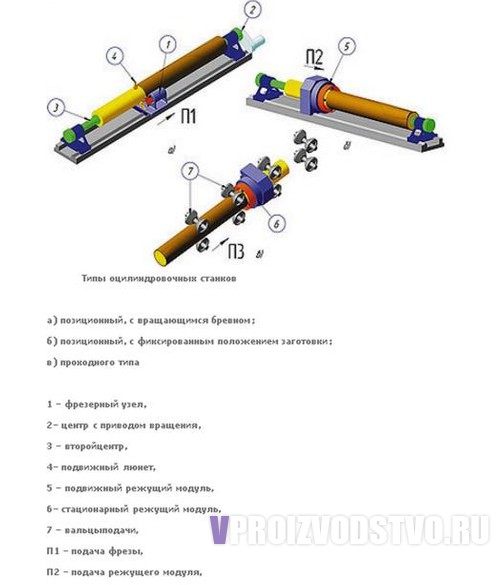
1) Классическая
Бревно зажимается по центру торцов, вращается. Подвижный резец снимает стружку, перемещаясь вдоль заготовки. По такой схеме работают позиционные токарные станки.
2) Позиционная
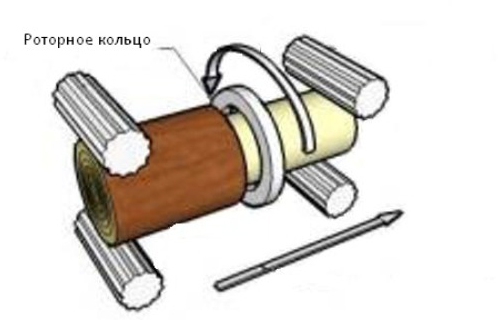
Бревно так же фиксируется по центру, но обрабатывается неподвижным оцилиндровочным шпинделем, оснащенным специальной роторной головкой. Такая технология разработана для позиционных станков роторного типа.
3) Проходная
Зажимы для бревна не используются – заготовка передвигается через роторную головку вальцовым механизмом. Станки, работающие по такому принципу, относятся к проходному оборудованию роторного типа.
Плюсы и минусы различных технологий

Преимущества проходной технологии:
- возможна непрерывная подача бревна, что обеспечивает скорость обработки;
- высокая доля выхода готовой продукции (до 90%) достигается равномерным распределением припуска в поперечном сечении. Припуск необходим для формирования цилиндра бревна и круга в его торцах. При данной технологии этот показатель составляет не более 1-2 1-2мсм на диаметре;
- длина бревна практически не ограничена, но минимальный размер должен быть такой, чтобы в процессе обработки заготовка не оказалась в межвальцевом промежутке;
- хорошая производительность – за 8-мичасовую смену на таком станке изготавливают около 35-40м3 продукции (100-130 бревен);
- для удаления стружки применяется аспирация;
- универсальность – на данных станках можно производить не только оцилиндрованное бревно, а и обрезной пиломатериал, блок-хаус, декоративные доски из горбыля.
Основной недостаток: кривизна готовой детали практически идентична кривизне исходного бревна; компенсировать этот недостаток довольно сложно – либо обеспечить загрузку относительно ровного сырья, либо распиливать полуфабрикат на заготовки, длиной 1-2 м.
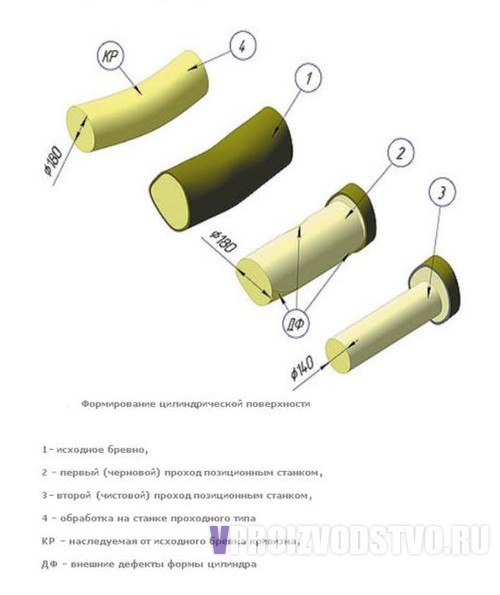
Главное преимущество позиционных станков – минимальная кривизна бревна на выходе, что позволяет работать с любыми заготовками.

Недостатки:
- объемная доля выхода зависит от исходной кривизны и сбега бревна. Например, при обработке бревен 1-го сорта (по ГОСТу 9463-88), показатель отходов может превышать 50%;
- длина заготовки ограничена габаритами станка;
- меньшая продуктивность, чем у проходного оборудования. Но проблема затрат времени на переналадку в оборудовании с вращением заготовки частично решена – достаточно переместить в поперечном направлении суппорт фрезерного узла. Но при работе на станках с фиксацией бревна трудоемкость настройки инструмента значительна, поскольку необходимо максимально точное выставление резцов режущего модуля при смене типоразмера сырья;
- потребность в квалифицированном персонале – неправильная перенастройка резцов может снизить точность обработки до нуля.
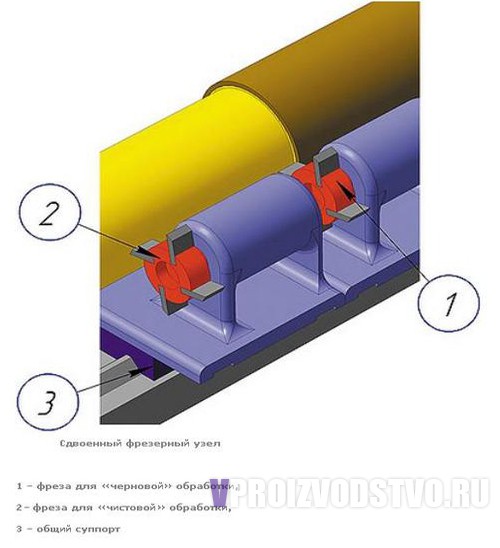
Основной недостаток – средние показатели производительности – можно устранить, установив на станок второй фрезерный узел, что позволит осуществлять чистовую и черновую обработку за время одного прохода.
Оборудование для формирования профиля
Изготовление граней и пазов оцилиндрованного бревна осуществляется с помощью пил или специализированных фрез.
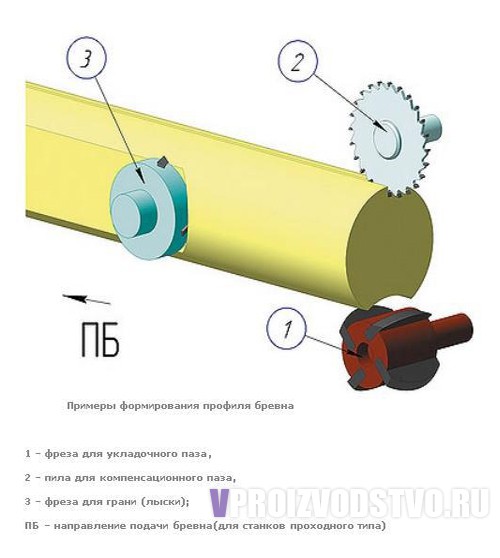
В зависимости от типа станка и его комплектации, эти операции выполняются либо одновременно, вместе формированием цилиндрической формы бревна, либо за дополнительный проход. Разумеется, первый вариант предпочтительней, с точки зрения быстроты обработки и производительности в целом.
В зависимости от типа режущего инструмента процесс оцилиндровки выполняется:
1) Точением
Основное движение – вращение заготовки или инструмента, при котором стружка образуется непрерывно.
В качестве режущего модуля могут выступать:
- ротор (охватывающая головка с набором круглых резцов для черновой и чистовой строжки) – оптимальная комплектация для станков, не вызывающая трудностей в перенастройке;
- проходные резцы (угловые, косопоставленные ножи) – эффективная, но устаревшая технология, применение которой требует участия квалифицированного специалиста.
2) Фрезерованием
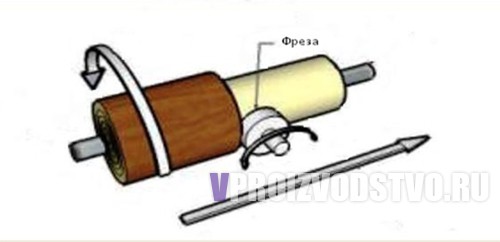
Основное движение – вращение инструмента:
- двух продольных фрез;
- торцевых фрез с продольной подачей;
- торцевых конических фрез с продольной подачей.
Самый распространенный вариант на сегодняшний день – торцевоконические фрезы. Но для проходных станков наиболее перспективными считаются профильные.
На позиционном станке с подвижным фрезерным узлом профиль изготавливается уже после формирования цилиндра. Блокируется механизм вращения, на суппорт крепятся фрезы/пилы. При этом решающее значение имеет быстрота переустановки и правильная наладка оборудования, иначе образуется ощутимый простой.
На большинстве станков проходного типа фрезерные и пильные узлы имеются в базовой комплектации. Расположены они по ходу движения бревна, за режущим модулем. Прямолинейность кромок пазов, как и формирование самого цилиндра, напрямую зависит от степени кривизны исходного сырья.
Несмотря на то, что точение признается более точной технологией для получения идеального цилиндра, качество реза от вида станков особо не зависит – только от заточки инструмента, его правильной настройки и эксплуатации. Важно, чтобы сохранялись установочные базы заготовки между операциями – любая перенастройка приводит к потере точности изготовления различных конструктивных элементов. В этом плане лучшим признано оборудование позиционного типа с фиксированным положением бревна. На таких станках отклонения в размерах могут возникнуть только при сильном износе режущих инструментов или недостаточной жесткости конструкции станины.
Формирование «чашек» — соединительных монтажных пазов
Элемент «чашка» выполняется при помощи фрезерного узла и прямолинейных направляющих, подающих инструмент. После формирования паза, фреза возвращается в исходное положение.
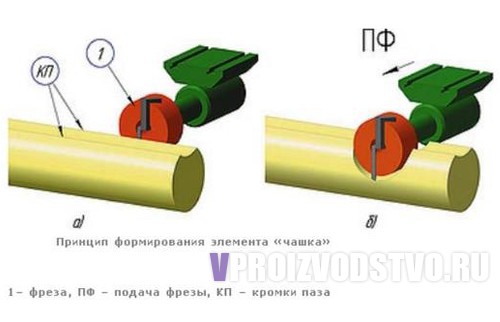
Такой конструктивный агрегат может быть частью технологического потока – опорной базой становятся кромки укладочного паза, на которые ориентируется ось «чашки». В наиболее распространенной компоновке фреза врезается в заготовку ниже центральной оси.
Но, как показывает практика, лучшие показатели точности демонстрируют станки позиционного типа, на которых чашкорезный аппарат установлен на суппорт с вертикальным расположением фрезы. В этом случае ось чашки может формироваться под различными углами к плоскости монтажного паза. Для такой работы чашкорезного агрегата необходимо, чтобы бревно поворачивалось вдоль оси и фиксировалось в новом положении.
Если оцилиндровочный станок не укомплектован чашкорезным модулем — оборудование для нарезки пазов можно купить и отдельно. Цена вопроса – от 100 000 руб.

О механизации и автоматизации
По этому критерию оцилиндровочные станки можно разделить на 3 класса:
- автоматизированные – весь комплекс операций (включая загрузку и подачу заготовок) выполняется машиной;
- полуавтоматизированные – процесс автоматизирован в пределах одного рабочего цикла. Далее вручную выполняется только загрузка/разгрузка станка, а все остальные операции выполняет машина;
- механизированные – загрузка/разгрузка, настройка, регулирование работы станка выполняются человеком.
На сегодняшний день в нашей стране используются преимущественно механизированные станки, которые оснащены модулями для загрузки/разгрузки, реза и подачи. Но базирование, настройка, контроль и регулирование производственного процесса совершается человеком. Используется и дополнительное оборудование – грузоподъемники и транспортировщики.
Так что же выбрать?
Учитывая то, что оборудование с разными технологическими схемами имеет практически одинаковый уровень затрат на содержание и обслуживание, основные параметры, по которым оценивают оцилиндровочный станок – производительность и качество обработки всех элементов конструкции.
По первому показателю проходной станок оставляет позади все разновидности оборудования позиционного типа. То есть, позволяет обеспечить наименьший срок окупаемости капитальных затрат и большую прибыль. Правда, это утверждение действенно только при наличии стабильного сбыта и поставки сырья. Но качество изделий оставляет желать лучшего: шероховатая поверхность из-за недочетов системы базирования и несоблюдение прямолинейности при использовании недостаточно ровного сырья.
Относительно же точности обработки – лучшие показатели имеет позиционное оборудование, хотя его пропускная способность на порядок ниже проходных станков.
Впрочем, для объективной оценки производитель любого технологического оборудования обычно предоставляет образец, изготовленный на данном станке. Результаты его осмотра могут рассказать о многом.
Промышленный станок для производства продукции высокого качества должен быть оснащен:
- массивной станиной;
- точными направляющими;
- удобной системой управления;
- мощным приводом (7-90 кВт);
- ограждениями безопасности в зоне реза.
Подытожим: станки проходного типа незаменимы на крупном производстве, где есть возможность сортировки сырья. Основное направление бизнеса – серийное производство готовых строительных комплектов для возведения деревянных домов.
Но для средних, малых предприятий ориентированных на работу по эксклюзивным проектам, с объемами выпуска до 15м 3 /смену, а также – при использовании сырья с высоким процентом кривизны, сучков и прочих дефектов оптимальный вариант – позиционный токарный станок.
Чтобы совершить правильный выбор, необходимо иметь четкое представление о сырьевой базе, параметрах производственного помещения и технологической схеме работы будущего производства. Так как станок должен поддерживать размерный диапазон необработанных бремен, быть совместимым с другим оборудованием, соответствовать планируемой скорости потока и помещаться на территории цеха.
На сегодняшнем рынке деревообрабатывающего оборудования представлено около 30 компаний. Поэтому, зная параметры «своего» станка осталось определиться с производителем.
Полезные материалы по теме:
Станки для оцилиндровки бревен



Удобная конструкция позволяет в короткие сроки без дополнительных настроек за одну установку оцилиндровать бревно, вырезать чашки и выбрать укладочный паз. Оцилиндровочные станки Тайга позиционируются как недорогое оборудование для обработки средних диаметров кругляка, с возможностью обрабатывать его непосредственно на деляне. Компактные габариты и мобильность, позволяющая использовать оборудование в непосредственной точке строительства. Полный комплекс работ по подготовке бревна к сборке строения. Управление, не требующее профессиональной подготовки. Полная надежность механизмов, рассчитанная на интенсивное использование.

Простая конструкция. Данные станки фрезерного типа обеспечивают качество поверхности на уровне строганной древесины. С помощью роторного принципа обработки аналогичное качество получить очень сложно. Не требуют высокой квалификации персонала при монтаже и эксплуатации. Не требуют фундамента, может работать в полевых условиях (под навесом). Фиксация бревна при подвижной тележке обеспечивает высокую точность геометрии изделия (тело вращения). Станки роторного типа имеют неприятную особенность: «копирование» кривизны исходной заготовки в готовом изделии. Станки токарно-фрезерного типа лишены этого недостатка. Фрезерные станки серии RW работают с любым сырьем. Роторные станки требуют тщательной калибровки заготовок.
Станки для оцилиндровки круглого леса «Алтай-ос550» применяются для строительства деревянных домов малой этажности. Позволяют обрабатывать бревна диаметром до 550 мм. Автоматическая продольная подача фрезерной каретки оцилиндровочных станков «Алтай-ос550» с плавной регулировкой скорости движения позволяет выбрать оптимальную скорость резания бревна.

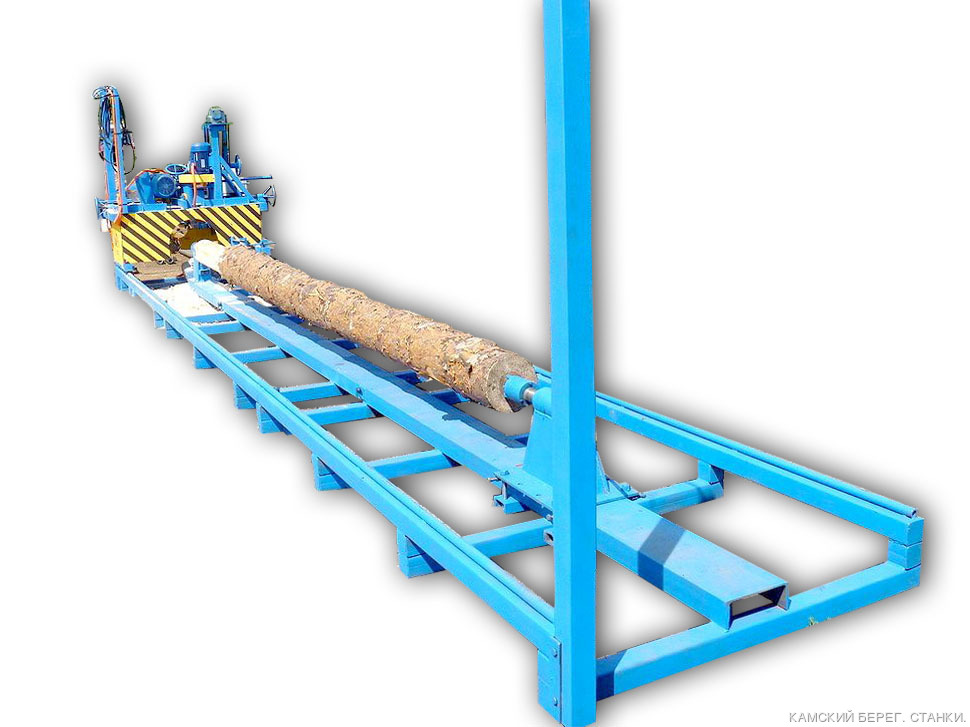
Представляет из себя мощный и надежный инструмент, предназначенный для изготовления деталей сруба, венцовых бревен с пазом и чашей. Конструкционно он состоит электродвигателя на раме, перемещающейся по рельсовому трехсекционному пути длиною 7.5 метров, на котором закреплено обрабатываемое бревно. Выполняет следующие операции: цилиндрование бревна, монтажного паза, выборку венцовых чашек, фрезерование плоскости.

Предназначен для получения калиброванного оцилиндрованного бревна диаметром от 140 до 320 мм. Отличается от аналогов большей производительностью за счет дополнительной фрезы черновой обработки. Станок за одну установку позволяет оцилиндровать бревно, выбрать продольный паз, монтажные чаши, прострогать плоскую поверхность, при комплектации дебаркером выполнить компенсационный пропил для снятия внутренних напряжений, возникающих при сушке бревна.

Габариты затачиваемых прямых ножей — 170*65 Радиус затачиваемых сферических ножей — 60-155 Угол заточки ножей (градусы) — 45
Наши преимущества
На сайте Станкофф.RU вы можете купить оцилиндровочные станки ведущих производителей. В наличии и под заказ более 8 моделей станков для оцилиндровки бревен по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Назначение и специфика оборудования
Технология возведения домостроений из цельного бревна предполагает выполнение ряда операций, необходимых для подготовки древесины к качественной сборке сруба. Универсальные функции оцилиндровочного станка дают возможность производить предварительную и чистовую обработку круглого леса при строительстве деревянных домов.
Широкие возможности станка для оцилиндровки бревен позволяют совершать практически полный комплекс работ при однократной установке деревянной заготовки. Полученный элемент не требует дополнительной обработки и получает полную готовность для осуществления сборки сруба. Универсальный агрегат способен последовательно выполнять работу от окаривания спиленного леса до выборки монтажных пазов:
- снятие слоя древесной коры;
- оцилиндровка;
- создание пазов, вырезов простой и фигурной формы;
- изготовление продольных выемок и профильных кромок.
Станок может быть использован для отделки бруса, обработки пиловочника, он легко справляется с древесиной, имеющей кривизну формы и большую степень сучковатости. Агрегат функционирует по токарно-фрезерному принципу и выполняет работу автоматически, в соответствии с заданными оператором параметрами.
Конструкция и принцип работы агрегата

Конструкция оборудования для оцилиндровки бревна включает:
- рельсовый путь, установленный на жесткой станине;
- технологическую оснастку в виде механизмов для подъема и перемещения заготовки;
- переднюю и заднюю бабки, обеспечивающие точное центрирование бревна;
- мобильное устройство с исполнительными инструментами.
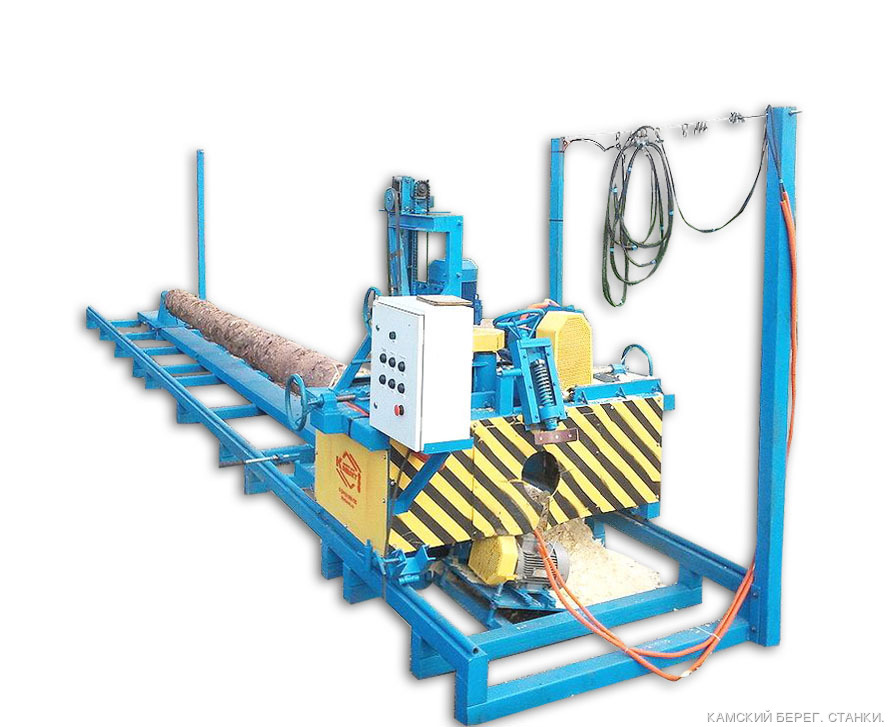
В конструкции предусмотрена установка двух двигателей, один из которых обеспечивает вращение заготовки, а второй отвечает за работу фрезеровочного приспособления. Для закрепления электрического кабеля используются стойки и струны. Исполнительный механизм отличает плавное действие, дающее возможность снимать слой древесины глубиной до 3 см.
В работе станка для изготовления оцилиндрованного бревна задействовано 2 типа фрезеровочного инструмента. Чистовые и сферические фрезы имеют разное предназначение. Первый тип используется для создания продольных выемок, а второй применяется для выборки венцовых чашек. Фрезы могут работать при поступательном способе движения по направлению к задней бабке, или выполнять вращение.
После подачи и загрузки заготовки на станину выполняется установка бревна в соответствии с осями передней и задней бабок. Обработка древесины начинается после фиксации, которая при стационарной работе может быть неподвижной. При оцилиндровке бревно закрепляется жестко, но имеет возможность вращения.
Разновидности станков
Стоимость оцилиндровочного станка формируется на основе мощности устройства и наличия дополнительных опций, позволяющих увеличить скорость и комфортность работы. В самых простых модификациях оборудования перемещение заготовки выполняется вручную, но обычно для этой цели предусмотрена установка моторного привода. Скорость движения каретки может доходить до 14 м/сек. Оцилиндровка заготовки в разных моделях производится в пределах от 10 до 15 минут, а при полной обработке бревна временные затраты составляют около получаса. Правильно организованная работа станка обеспечивает выход готового продукта от 100 погонных метров за одну рабочую смену.
Оборудование обладает значительной мощностью и массой, поэтому, прежде чем купить оцилиндровочный станок, следует убедиться в наличии электросети с напряжением 380 вольт и подготовить ровную площадку с бетонным основанием, которое компенсирует вибрацию и снизит шум агрегата во время работы. Производительность устройства определяется модификацией, позволяющей выполнять число рабочих операций, и качеством обрабатываемой древесины.
Оцилиндровочные станки

Maкс. Ø бревна: 500 мм
Maкс. Ø оцилиндр. бревна: 340 мм
Мощность: 18 кВт

Maкс. Ø бревна: 700 мм
Maкс. Ø оцилиндр. бревна: 400; 420 мм
Мощность: 21,5; 29 кВт
Вес: 3000; 3350 кг
Maкс. Ø бревна: 400; 400; 500 мм
Maкс. Ø оцилиндр. бревна:
Мощность: 66,1 кВт
Maкс. Ø бревна: 340 мм
Maкс. Ø оцилиндр. бревна: 260 мм
Мощность: 94,7 кВт
Maкс. Ø бревна: 330 мм
Maкс. Ø оцилиндр. бревна: 260 мм
Мощность: 15 кВт
Maкс. Ø бревна: 260 мм
Maкс. Ø оцилиндр. бревна: 240 мм
Мощность: 8,6; 12,7 кВт
Maкс. Ø бревна: 500 мм
Мощность: 22 кВт
Maкс. Ø бревна: 320 мм
Мощность: 11,5 кВт
Maкс. Ø бревна: 340 мм
Мощность: 13,2 кВт
• Для более точного позиционирования применена лазерная линейка, входит в базовую комплектацию
• Плавная регулировка скорости подачи
• Высокое качество обрабатываемой поверхности
• Возможность зарезки венцовой чашки под углами 45, 90, 30°
• Фиксирование бревна с помощью винтовых прижимов
• Возможность эксплуатации станка при отрицательных температурах



При строительстве срубов используются оцилиндрованные бревна – заготовки, прошедшие специальную обработку на оцилиндровочных станках. В настоящее время, данный тип оборудования является довольно востребованным в технологической линии деревообрабатывающего предприятия.
Современные модели станков функциональны, производительны и эффективны. Более того, такое оборудование позволяет выполнять ряд полезных дополнительных функций, в числе которых:
- Выборка монтажного паза;
- Фрезерование плоскости будущей заготовки;
- Выборка венцовой чашки.
Таким образом, один станок для оцилиндровки бревен способен заменить целый ряд устройств и самостоятельно подготовить бревна для дальнейшей обработки с помощью базового комплекта приспособлений. Это позволяет организовать производство с минимальными затратами и в сжатые сроки окупить приобретенное оборудование. Остается только внимательно подойти к процессу ее выбора и учесть несколько параметров, определяющих эффективность станка.
Технологические особенности и область применения
В настоящее время оцилиндровочные станки по дереву находят применение в ходе изготовления заготовок для строительства зданий и сооружений, при профилировании сечений деревянных элементов конструкций, а также – для вырезки чашек в оцилиндрованном бревне. Таким образом, с помощью данного типа оборудования можно изготовить практически любой элемент конструкции дома или иного сооружения.
Особенности строения станка для оцилиндровки бревен позволяют обрабатывать даже неровные заготовки, с которыми вряд ли справилось бы иное оборудование. Таким образом, удается ускорить производственный процесс и снизить его себестоимость, отказавшись от длительной операции сортировки и отбора. Параметры обрабатываемой заготовки могут достигать одного метра в диаметре и 9м в длину. При этом в ходе оцилиндровки станок удаляет сучья, длина которых составляет менее 7см.
Что касается обслуживающего персонала, для работы одного станка достаточно не более 3 человек, в зависимости от производительности техники и набора выполняемых операций. Различные модификации оцилиндровочных станков по дереву позволяют подобрать устройство под конкретные производственные задачи с учетом желательного срока окупаемости и набора выполняемых функций.
Типы оборудования
В настоящее время выпускаются следующие типы древообрабатывающих оцилиндровочных станков:
- Позиционные модели – их отличает надежная фиксация заготовки в центрах. В результате обработка осуществляется относительно бревна закрепленного с двух сторон, устраняя ее возможные неровности.
- Деревообрабатывающие оцилиндровочные станки проходного типа – бревно проходит вдоль фрезерного узла. Данные модели легко справляются с отделкой низкосортных заготовок тонкомерного типа, из которых получается оцилиндрованное бренво и пиломатериал высокого качества.
Заказывайте в КАМИ
Широкий выбор станков для оцилиндровки дерева представлен в каталоге компании. Наши специалисты готовы оказать практическую помощь в выборе и подключении оборудования, а также – проконсультировать по всем вопросам его дальнейшей эксплуатации.
Назначение, устройство и самостоятельная сборка оцилиндровочного станка
Дома, дачи, срубы, бани из оцилиндрованного дерева всегда популярны. Качественная обработка древесины выполняется на специальных станках, позволяющих получить бревно одинакового диаметра по всей длине.
Последние модели оцилиндровочных станков выполняют еще целый ряд функций, но для простых действий можно изготовить такой агрегат своими руками.
![]()
- Функции
- Устройство
- Классификация
- Рекомендации перед приобретением
- Предложения для профессиональной работы
- Этапы конструирования станка самостоятельно
Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.
![]()
При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Устройство
Установка имеет несколько основных узлов. Станина выполнена в виде металлической рамы. Может иметь жесткое сварочное соединение в виде прямоугольной трубы или мобильное соединение отдельных металлических элементов с помощью болтов и гаек. Является основанием для крепления всех элементов конструкции.
![]()
В оцилиндровочном станке присутствуют направляющие, по которым передвигается пильный инструмент. Обычно они составляют единую конструкцию с металлической рамой. В отдельных типах установок по направляющим перемещается бревно.
Может быть одна или две (передняя и задняя) бабки. Их назначение – закрепить и крутить бревно. На передней бабке в некоторых моделях станков расположена делительная головка, служащая для установления определенного угла поворота для разных этапов обработки.
![]()
Узел для крепления инструментов и механизмов перемещения – суппорт.
Основное назначение фрезы – крепление режущего инструмента. Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Ножи оцилиндровочного станка изготавливаются из стали высокой марки. Крепится режущий инструмент во фрезу так, чтобы легко можно было его заменить или снять для заточки.
![]()
Кроме этого, устанавливаются дополнительные элементы. Это рычаги, обеспечивающие удобство установки заготовки на раму, и ролики-упоры, не дающие ей провисать. Также присутствуют тормоза и фиксатор каретки. Они используются в станках с функцией выборки венцовой чаши и устанавливаются на окончание каретки. Для выемки продольного паза применяют регулятор вращения бревна.
Современные производители деревообрабатывающего оборудования комплектуют такие станки для оцилиндровки автоматизированными модулями с компьютерным управлением.
![]()
Классификация
Специалисты предлагают классифицировать оцилиндровочные станки по пяти параметрам:
- типу механизма;
- способу перемещения бревна;
- уровню автоматизации;
- типу питания привода;
- диаметру используемой заготовки (минимально – 80 м, максимально – 500 м).
![]()
Используют в установках два типа механизмов. Первый – проходной (роторный), позволяющий непрерывно передвигать древесину через фрезу. Второй – циклический (токарный), в котором обработка выполняется при повторении цикла действий.
Если циклические действия выполняет режущий инструмент, станок относят к цикло-проходному типу, а если перемещается бревно – цикло-позиционному. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно вдоль направляющих.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка.
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.
![]()
В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Обратите внимание! Для создания оптимальных и бесперебойных условий функционирования важно выбрать подходящий тип питания привода.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.
![]()
Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.
![]()
Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
Предложения для профессиональной работы
На рынке деревообрабатывающего оборудования есть предложения любой ценовой категории и под разный технический запрос. Наибольшей популярностью пользуются такие модели, как «Шервуд», «Термит», «Кедр», «Тайга», «Терем» с полным циклом функций.
![]()
Технические характеристики представлены в таблице.
| Модель | Длина бревна, мм | Диапазон диаметра, мм | Мощность, кВт | Время на обработку одного бревна, мин |
|---|---|---|---|---|
| «Шервуд ОФ-28Ц» | 5950–6150 | 200–400 | 7,5 | 15–30 |
| «Термит 280ОУ» | 6200 | 160–280 | 22 | 30–40 |
| «Кедр ОС-100» | 6200 | 160–240 | 7,5 | 15–30 |
| «Тайга ОС-2» | 6200 | 160–240 | 9,8 | 30–40 |
| «Терем 8000В» | 8100 | 160–400 | 2,6 | 30–40 |
Этапы конструирования станка самостоятельно
Приобретение профессиональной установки для получения обработанной древесины – дорогое удовольствие. Но есть альтернативное решение: можно сделать станок для оцилиндровки бревна своими руками.
![]()
В качестве основания используется пилорама. Конус в передней части меняют на упор. В заднюю бабку вставляют подшипник. Понадобится также электрический мотор для обеспечения кручения бревна. Вращение может быть ручным, тогда необходимо сделать ручку.
Фреза собирается как отдельный узел из очень прочного материала. Ее передвижение можно обеспечить с помощью укладки рельсы. Это путь, по которому будет передвигаться фреза. В такой конструкции заготовка должна располагаться вдоль рельсы и вращаться так, чтобы фреза скользила по ней.
![]()
Перед установкой оцилиндровочного станка проводится бетонирование (в случае отсутствия) или утрамбовка площадки требуемого размера. Далее происходит сборка секций рамы, выравнивание их по уровню в горизонтальной плоскости. Максимальная погрешность при установке не должна превышать 0,5 мм на 1 м во всех направлениях. Высота установки 20 см.
![]()
Последующие этапы сборки такие:
- установка силового механизма;
- установка передней и задней бабок так, чтобы их оси совпадали и были параллельны направляющим;
- крепление стоек под трос для мобильного силового кабеля;
- натяжение троса;
- оборудование прижим-стопора под силовой механизм;
- монтаж заземления;
- подключение двигателя и проверка направления вращения пиломатериала. Нужное направление регулируется сменой порядка подключения фаз двигателя;
- монтирование фигурной фрезы на коническую деталь с помощью болтов;
- ввинчивание универсальной фрезы в корпус фигурной. Для того чтобы избежать разбалансировки, узел затягивается ключом;
- проверка правильности сборки.
![]()
Самодельный станок требует профилактики при длительном простое или установке во влажном помещении.
Строительство частного дома, дачи, жилого сруба требует качественного лесоматериала, который обработан на профессиональном оборудовании. Для технических построек оцилиндровать древесину можно самостоятельно.
«ОЦИЛИНДРОВКА МИНИ»
Если Вы только начинаете бизнес в сфере малого домостроения из оцилиндрованного бревна — этот комплекс станков является наилучшим выбором. При освоении нового рынка возникает множество вопросов. Осваивать все технологии, обучать персонал, учиться работать с конечным заказчиком — все это лучше делать имея в руках простые станки с ширким функционалом, позволяющие гибко подстраивать Ваше производство под имеющиеся условия и требования клиентов.
Станки «Практик-2», «Квадрат-400», и «ТДБ-1» отработаны в производстве до малейших деталей, выпускаются нашим предприятием давно, в конструкции учтены множество замечаний и пожеланий конечных пользователей.
При минимальной стартовой стоимости оборудования (порядка 640 т.руб. в наиболее полной и удобной комплектации) Вы получаете универсальный комплекс станков для изготовления срубов из оцилиндрованного бревна. Возможности комплекса позволяют: оцилиндровать бревно, выбрать продольный паз, выбрать венцовую чашку (под различными углами к оси бревна), произвести точную торцовку бревна.
Все конструкции сделаны под требование: максимальная простота и надежность за минимальную цену. В станках отсутствуют дефицитные комплектующие. Все технические элементы станка (шпинделя, подшипники, ролики, ножи, фрезы) сделаны просто и надежно. Вы не будете привязаны к нам, как производителю в процессе эксплуатации и обслуживания станков. При необходимости, любое обслуживание и ремонт можно сделать в минимально оборудованной мастерской, которая есть в любом маленьком городе или в селе. Каких-либро узкоспециальных навыков для обслуживания этих станков не нужно. Достаточно квалификации рядового слесаря.
Некоторые станки из этой серии мы встречаем уже после 7-10 лет эксплуатации по прежнему в работоспособном состоянии. В принципе, их сложно сломать так, чтобы ремонт потребовал существенных вложений. Максимум — поменять подшипники, звездочки — и вперед, в работу.
Номинальная производительность «Простого» комплекса — 6-10 м.куб готового материала в смену. Подробнее о производительности оцилиндровочного оборудования можно прочитать здесь.
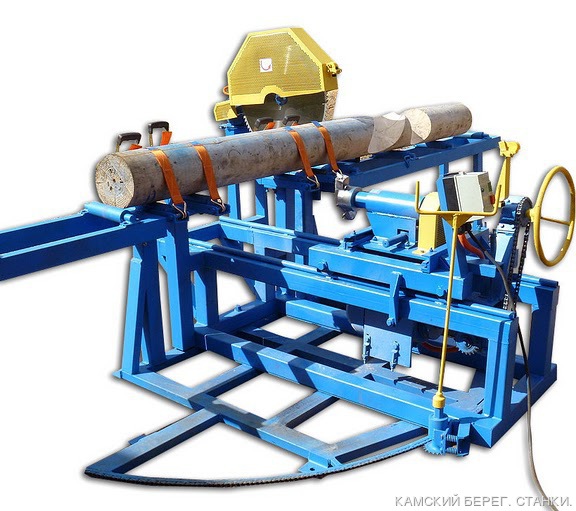
Фотографии станков комплекса












Состав комплекса
1. Универсальный оцилиндровочный станок «Практик 2»; Это универсальный оцилиндровочный станок минимальной стоимости, позволяющий делать все необходимые операции с одной установки бревна. Два шпинделя (две фрезы). Первая фреза (универсальная) служит для оцилиндровки бревна и для выборки чашки под прямым углом. Вторая фреза служит для выборки продольного паза. Станок можно эксплуатировать без механического привода движения каретки, но все-же удобнее комплектация с приводом. Рабочие зоны фрез и каретка в целом надежно закрыты, станок соответствует самым строгим требованиям безопасности. Стоимость (июнь 2015) в наиболее популярной комплектации, с приводом подачи каретки — 375 т.р.
2. Чашкорезный станок «Квадрат 400»; Использование чашкорезного станка серьезно расширяет возможности производства. Появляется возможность делать чашки под произвольным углом к оси бревна (конструкции сруба типа «эркер»). За счет переноса операции выборки чашки на отдельный станок увеличивается общая производительность производства. Стоимость с полным комплектом фрез — 169 т.р.
3. Дисковая торцовка ТДБ-1; Как правило, дисковая торцовка устанавливается в одну линию с чашкорезным станком, что позволяет торцевать бревна быстро и точно. Положение чашки относительно торца бревна выставляется при помощи системы упоров, что снижает риск ошибки. Срез торца бревна получаетя после дисковой пилы очень чистый и красивый. Стоимость дисковой торцовки с пилой диаметром 700 мм (пила с твердосплавными напайками) и приводом 5.5 кВт — 64 т.р.
4. Станок для заточки ножей оцилиндровочного станка «ТЧР 2». Вопрос заточки инструмента очень важен для деревообработчика. Очень удобно, когда заточной станок имеется рядом с местом эксплуатации деревообрабатывающего оборудования. Заточной станок позволяет затачивать как прямые ножи универсальной фрезы, так и радиусные ножи для пазовой фрезы. Стоимость станка в полной комплектации — 30 т.р
Окупаемость комплекса
Таким образом, за сумму в 640 т.р. (меньше стоимости более-менее приличного автомобиля) Вы получаете готовую производственную линию, мини-завод позволяющий успешно заниматься «живым» и позитивным делом, строить красивые и экологичные дома.
Как и в любом другом деле успешность бизнеса по строительству домов из оцилиндрованного бревна определяется множеством не всегда очевидных факторов. Мы постоянно поддерживаем контакты с десятками производственных фирм, которые только начинали заниматься деревообработкой когда приобретали первые наши станки, постепенно развивались и расширялись и активно работают на данном рынке в настоящее время. Мы можем поделиться опытом, накопленным более чем за 10 лет работы в данном сегменте оборудования.
1. Оцилиндрованное бревно, полученное на позиционном станке — очень качественный материал, для требовательного заказчика. Соответственно, стратегия успешного бизнеса в данной сфере не погоня за «кубатурой», а упор на предоставлению заказчику полного комплекса услуг. Т.е. Ваш бизнес должен заключаться не в продаже кубов материала, а в изготовлении готового изделия — дома. Фактически, продавая оцилиндрованное бревно «на сторону» Вы отдаете 9/10 потенциальной прибыли и несете при этом максимум издержек. Для успешных компаний призводство оцилиндрованного бревна как правило, является органической частью строительного бизнеса.
2. Критически важным моментом, влияющим на рентабельность производства оцилиндрованного бревна является доступ к качественному исходному сырью по адекватной цене. Лучше всего, если сортировка леса под производство оцилиндрованного бревна осуществляется в рамках крупного лесопильного комплекса. Тогда основной объем леса идет на распиловку, а подобранный лес идет в оцилиндровочный станок. В таком случае, производительность оцилиндровочного комплекса может увеличиться вдвое, по сравнению с плохо отсортированным сырьем, себестоимость продукции, соответственно, существенно уменьшается.
3. Рассмотрим теперь худший вариант , когда производство оцилиндровки производиться из покупного, не очень хорошо подобранного сырья, и готовый материал продается как погонаж. В более «лесистых» регионах нашей страны стоимость готового оцилиндрованного бревна от 8-9 т.руб, и стоимость сырья ниже. В более «центральных» регионах стоимость оцилиндровки до 11-12 т.р., но и стоимость сырья выше. Ориентировочно, можно принять чистый «выхлоп» с одного куба оцилиндрованного бревна с учетом всех расходов и зарплаты не менее 3 т.руб. Если производство работает в одну смену, (на плохо отсортированном сырье) будет получаться порядка 5 м.куб готового материала за 8 часов. Считая дневной результат — 15 т.р. получаем срок окупаемости оборудования порядка 40-50 смен. Т.е. при самых грубых и заниженных подсчетах, в наихудших условиях, окупаемость оборудования — 3 месяца односменной работы (с двумя выходными).
4. На сруб типового дома 120-150 м.кв. требуется порядка 100 м.куб. оцилиндровки. Это количество материала (при односменной работе, на плохом сырье) ваше производство сделает за месяц не торопясь, без переработок и авралов.
В итоге, получаем, что изготовив за 3 месяца, 2-3 сруба дома площадью 120-150 м.кв. вы полностью окупите оборудование даже при самых худших условиях, на покупном, плохо подобранном сырье, и продавая оцилиндрованное бревно как материал, «на сторону».
Оцилиндровочные станки
Оцилиндровочный станок предназначен для обработки бревен, которые применяются при сборке срубов. Современный станок многофункционален — он позволяет выполнить не только цилиндрование бревна, но еще и целый комплекс операций, предусмотренных технологией изготовления сруба, таких как: выборка монтажного паза, венцовой чашки, фрезерование плоскости. Все операции выполняются за одну установку бревна, одним комплектом инструмента. Для работы на станке специальной квалификации не требуется, необходимо лишь выбрать параметры станка и максимальные размеры обрабатываемого и готового бревна.
На настоящий момент ИжКомСтанко производит различные оцилиндровочные станки:
Бюджетная модель станка, подходит для малого бизнеса и для частного строительства.
от 216 000 руб.
Незаменим для цилиндрования бревен непосредственно на строительной площадке, вдали от электроэнергии.
от 297 000 руб.
Необходим для производства оцилиндрованного бревна диаметром более 320мм.
от 315 000 руб.
В этом станке установлена дополнительная фреза для черновой обработки. Отличается от аналогов большей производительностью.
от 340 000 руб.
Наиболее производительный оцилиндровочный станок из представленных. Предназначен для крупных предприятий и заводов. Позволяет получать чистовое оцилиндрованное бревно за 5 мин!
от 520 000 руб.

Одношпиндельная обработка
Оцилиндровочные станки ОС1-400, ОС1-400Н, ОС1-500.

Двухшпиндельная обработка
Оцилиндровочный станок ОС2-400.

Многошпиндельная обработка
Оцилиндровочный станок ОСМ-500.

Издавна человек стремился строить жилище и обустраивать его максимально удобно, красиво и долговечно. Основным материалом для строительства всегда было дерево. Сегодня, когда большие города, казалось бы захвачены поголовными конструкциями из камня, стекла и бетона, дерево все же не теряет актуальности. Многочисленные компании с радостью предоставляют услуги строительства домов и объектов из дерева. Очень часто для этих целей используется оцилиндрованное бревно. Этот материал очень удобен с точки зрения качества укладки, стандартизации элементов.
Оцилиндровочные станки бывают самые разные. И используются они в разных производствах — непосредственно для строительства, на лесозаготовках, пилорамах. Суть такого плана станков достаточно проста — они срезают часть бревна, одновременно выравнивая его и приводя его к стандартизированной форме и размерам. Более продвинутые станки могут, при необходимости, вырезать монтажные пазы на бревнах, это еще более упрощает дальнейшее использование полученных материалов в строительстве. Если же, к примеру, заготавливается лес, и необходимости в монтажных пазах нет — станки могут работать с большой производительностью исключительно на оцилиндровку.
Производство станков для изготовления срубов — процесс очень сложный и наукоемкий. При проектировании требуется отличное знание предмета инженерами-конструкторами. Поэтому эта услуга нечастая на российском рынке. Для нас производство различных видов станков — уже изученная и проверенная технология. При этом, мы беремся за любые поставленные перед собой задачи, независимо от сложности, функционала и конкретного предназначения. Если вы заказываете оборудование у нас — вы можете быть уверены, что работы будут проходить в соответствии со всеми регламентами, а заказ будет выполнен качественно и в срок.
Цена на оцилиндровочный станок зависит, прежде всего, от сложности работ. Если продукт будет обладать нестандартным функционалом, использоваться для разных целей, иметь редкие или необычные детали — цена на оцилиндровочный станок будет выше. Если же ничего особенного или необычного производить не планируется — цена не превысит среднерыночную.
Если вы планируете заказать оборудование для производства бревен для срубов — обратитесь к нам и наши специалисты помогут вам определиться с заказом и оформить его.
Для отображения блока требуется Flash Player

