Оборудование для производства ОСП плит
Оборудование для производства плит OSB
Процесс изготовления плит OSB начинается с подготовки сырья для изготовления стружки. Сырьём для изготовления щепы является низкосортная древесина и тонкомеры. Также в качестве древесного сырья используют балансовую древесину хвойных пород.

В перечень основного оборудования, предназначенного для изготовления плит OSB входят окорочный и стружечные станки; сушильные барабаны; формовочная машина, а также горячий пресс (одноэтажный пресс или многоэтажный пресс) и форматно-раскроечный центр.
В качестве дополнительного оборудования используемого для производства плит OSB применяются веерные охладители , которые способны довести температуру плит до обычной после процесса горячего прессования ; конвейерные ленты , которые перемещают полуфабрикаты в пределах цеха ; разобщители бревнотасок для извлечения сырья из баков гидротермической обработки; бункеры для хранения и дозирования компонентов; накопительные циклоны и автоматические линии по сортировке стружки и другие виды оборудования. Кроме того, для заключительного этапа понадобится оборудование для упаковки готовых плит, а также дизельные автопогрузчики или электрокары.
Необходимо сказать, что в процессе производства OSB образуются «деловые» отходы в виде нефракционная стружки, опилок, а также коры деревьев. Такие отходы модно перерабатывать, например в пеллеты или горючие брикеты.
ОКОРОЧНЫЙ И СТРУЖЕЧНЫЕ СТАНКИ
Полученные в результате рубки бревна-тонкомеры складируют и окуривают, и только после этого перерабатывают в стружку. Для снятия с древесины коры понадобится окорочный станок. Уровень цен на окорочные станки варьируется от о т 3800 тыс. руб. за единицу до 26000 Евро . Выбор окорочных станков очень велик и подобрать оптимальный вариант нетрудно . Для увеличения пластичности древесины при строгании на древесные частицы б алансовое сырье подвергают гидротермообработке . Процесс окорки балансовой древесины и другой неделовой древесины осуществляется в 2-х секционном роторном окорочном станке путем трения круглых балансов о выступы на поверхности вращающихся частей станка.

Следующий этап производства плит OSB включает в себя обработку коротких чурок. Для этой цели наиболее распространены стружечные станки. Есть также дисковые станки, которые измельчают целые бревна. При переработки бревен, не предусматривающей предварительную подготовку используют кольцевые станки. Стружечные и кольцевые станки обеспечивают измельчение тонкомерной и низкосортной древесины до необходимого размера, величина которого регулируется нормативными техническими документами на выпускаемую продукцию. Стружечные станки для производства OSB имеют более или менее определенную цену: порядка 1300 тыс. руб. и выше. В данном случае речь идет именно о кольцевом варианте. Дело в том, что дисковый станок уступает кольцевому станку в производительности. По цене 2 — 3 дисковых станка обойдутся дороже, чем один кольцевой.
В результате использования стружечных станков образуется стружечная масса, которая будет в дальнейшем подвергнута осмолению, прессованию и формированию. В соответствии с нормативами для изготовления плит OSB стружка должна иметь следующие параметры: толщина стружки должна составлять 0,65 мм .; ширина стружки — от 5 мм до 25 мм; а длина стружки варьируется от 75 мм до 125 мм. Заметим, что малая и большая фракции стружки отсеиваются и используются для других целей.


СУШИЛЬНЫЕ БАРАБАНЫ И КОНВЕЙЕРНЫЕ СУШИЛКИ
После обработки стружечным или кольцевым станком древесины-тонкомера полученная стружка собирается в бункерах. Из бункера стружка подается в виде порций в сушильный барабан. Обычно на этой стадии производства плит OSB применяют трехпроходные или однопроходные барабаны. На крупных предприятиях для изготовления плит OSB установлено более дорогостоящее оборудование в виде конвейерных сушилок, которые состоят из трех секций. Такие сушилки в отличии от барабанов способны обрабатывать как длинную стружку, так и короткую не повреждая ее. Также конвейерная сушка характеризуется более равномерным прогреванием. Каждый сушильный барабан стоит около 460 тыс. руб. Процесс сушки стружечного материала осуществляется горячими топочными газами. За счет постоянного перемешивания стружки путем вращения сушильного барабана достигается равномерность сушки.


ПРОЦЕСС НАНЕСЕНИЯ СМОЛ И ПАРАФИНА
После процесса сушки стружку сортируют, сепарируют и отправляют в бункер готовой стружки. В бункере отсепарированная стружка находится для процесса осмоления. В смеситель, представляющий собой барабан, который крутится с определенной скоростью, подают по отдельным каналам смолы и парафин. Для склеивания древесной стружки в качестве склеивающего вещества используется феноло-мочевинно-формальдегидная (синтетическая) смола с влагостойкими характеристиками, а также парафиновая эмульсия (синтетический воск) и борная кислота. Плиты OSB содержат до 90% древесины, при этом доля смолы составляет не более 10% от веса плиты.

ФОРМОВОЧНЫЕ МАШИНЫ
После того как в стружку поступила смола и другие компоненты начинается ориентированное формирование стружечного ковра. В этом процессе важно постоянно контролировать плотность насыпи. Формирование стружечного ковра осуществляется комплексом формовочных машин. Две крайние формовочные машины предназначены для ориентированного формирования наружных слоев ковра, а две средние формовочные машины необходимы для ориентированного формирования внутреннего слоя стружечного ковра.

ГОРЯЧИЙ ПРЕСС
После формирования, стружечный ковер подвергается прессованию, для чего укладывается на специальные поддоны, которые поступают в горячий пресс. Прессование стружки происходит на специальном многоярусном прессе в условиях высокого давления и высокой температуры. В ходе этого процесса вся масса рыхлой стружки превращается посредством прессования уже в готовую плиту. Для прессования стружки используется специальное оборудование – одноэтажные или многоэтажные прессы . Иногда применяют непрерывный пресс. Одноэтажные прессы используют на небольших заводах, где важным экономическим фактором выступает окупаемость малой линии производства. Такие прессы способны быстро менять параметры прессования стружки, а также позволяют обеспечить нужную ширину готового изделия высокой. Для многоэтажных прессов характерен равномерный нагрев массы. Такие прессы часто используют для производства дверного полотна. По техническим параметрам прессы подразделяются на прессы винтовые ; прессы гидравлические (вайма) и прессы гидравлические кассетные ПГВ/1800-07. Следует сказать, что 6-ти пролетный горячий пресс стоит около 600 тыс. руб. Каждая формовочная машина стоит примерно 250 тыс. руб. – таких машин должно быть не меньше трех.

ФОРМАТНО-РАСКРОЕЧНЫЙ ЦЕНТР
После горячего прессования плиты подвергаются охлаждению. Следующая стадия технологического процесса изготовления плит OSB состоит в отделке. Отделка или обработка плит OSB включает в себя шлифование плит и раскрой в соответствии с заданными размерами. Для осуществления этого процесса применяют форматно-раскроечный центр. Лента массы OSB , которая вышла из пресса, попадает на станцию обрезки и торцовки. По конвейеру лента поступает к продольно-обрезному устройству, которое используется для непрерывной обрезки кромки ленты. Обрезка кромки необходима для формирования ширины пли. После чего лента OSB проходит поперечную распиловку с помощью диагональной пилы.

Заключительным этапом считается упаковка готовых плит OSB и отгрузка их на склад. В данном случае понадобится оборудование для упаковки готовых плит, а также дизельные автопогрузчики или электрокары. Конвейер передает плиту на пакетообразующий стол, где плиты OSB упаковывают в пакеты, высота которых достигает 150 мм. Затем при помощи захватной тележки из пакетов с плитами OSB формируются штабели высотой до 40 см. Штабель перевозят на склад для 24-часовой выдержки, после чего штабель отгружается на окончательную обработку. На этом участке наносится маркировка на каждую из плит на верхней её пласти.
Технология производства ОСБ плит
ОСБ плиты появились на строительном рынке давно, поэтому многие успели оценить преимущества использования этого поистине универсального материала. Благодаря высокому уровню прочности и влагоустойчивости ОСБ применяется для изготовления перегородок, ремонта крыш или в качестве съемной опалубки.
Что собой представляет ОСБ-плита
Если расшифровать аббревиатуру OSB, то дословно название материала звучит так: «ориентировано стружечная плита» (от английского Oriented Strand Board). Исходя из этого, можно сделать выводы о сырье для изготовления и форме конечного продукта.
По технологии производства и области использования ОСБ часто сравнивают с ДСП. Главный компонент в производстве подобных материалов – древесина, которая превращается в стружку, и при помощи клеящего состава и давления формируется в цельные плиты.
Но главное отличие ОСБ – размер используемой стружки и особый способ ее укладывания в плиты. Панель состоит из трех идентичных слоев, при этом щепки в каждом из них ложатся строго параллельно друг другу, но перпендикулярно относительно стружки в других слоях плиты.
Характеристики ОСБ-плит
- наиболее востребованный размер – 1220*2440 мм, с толщиной 10 мм:
- 12200*2440 мм с толщиной 6–38 мм;
- 1220*3600 мм, с толщиной 6–38 мм.
Вид древесины. В России наиболее часто используется осина, но возможно использование хвойных деревьев или тополей.
Размеры используемой стружки. Установленные размеры щепок для создания плит OSB:
- длина 75-150 мм;
- ширина 15 мм;
- толщина 0,6 мм.
Вид обработки. Выпускаются шлифованные и нешлифованные древесно-стружечные плиты.
Шлифовка используется в том случае, когда необходимо четкое соблюдение размера по толщине. В строительстве чаще используется нешлифованная панель, поскольку шероховатая поверхность увеличивает сцепление с другими строительными материалами.
Сырье для OSB и превращение его в стружку
Производственный процесс начинается с изготовления щепы. На предприятие поставляются лесоматериалы: осина, сосна, клен. Главное требование к выбору сырья – отсутствие гнили и небольшой диаметр бревен. Допустимая длина от 2 до 7 метров.
Подготовка сырья для стружки. Сначала с бревен снимается кора при помощи барабанного или роторного станка. Этот процесс называется окоркой.
На различных предприятиях технологический цикл отличается между собой, поэтому в одних случаях древесина подлежит пропариванию, а в других – нет. В первом случае сырье пропаривается в специальных бассейнах. Благодаря этому процессу улучшаются характеристики древесины, снижается влажность и уровень усадки. В этом случае не придется тратить время на сушку материала.

Изготовление стружки. На этом этапе используются специальные распиливающие станки. Они делятся на два типа: дисковые и кольцевые. От вида оборудования зависят размеры бревен, идущих на производство стружки: одни станки предназначены для распила коротких чурок, а другие способны перерабатывать длинные бревна.


Сушка. Если древесина не пропаривалась предварительно, то после изготовления щепы сразу наступает этап сушки сырья. В отдельных случаях сушка может потребоваться и для пропаренного сырья, что может определить только технолог в зависимости от состояния щепок.
На этом этапе используются сушильные машины, предпочтительно конвейерного типа. Хотя существуют и другие разновидности сушильного оборудования, но именно эта машина исключает пожарные риски. К тому же конвейерная сушка позволяет обрабатывать длинные частицы, не повреждая их. После сушки щепки проходят процесс сортировки, при котором отсеиваются мелкие частицы.
Технология изготовления
После того как главный компонент готов, начинается непосредственно формирование ориентировано-стружечных плит. Дальше производственный процесс выглядит так:
- добавление клеевого вещества;
- формирование ковра из стружки;
- прессование;
- финишная обработка.
Добавление клеевого вещества. Процедура смешивания сухих щепок с клеем называется осмолением. Для этого специальный барабан вращает указанные компоненты до того момента, пока не получится однородная масса. В качестве клеевого вещества используются парафин и формальдегидные смолы, но точный состав производители не спешат оглашать. Ведь на поиск идеального по характеристикам вещества уходит много времени и финансов.

Формирование ковра из стружки. После того как стружка покрылась клеем, масса направляется в ориентирующую машину, которая укладывает частицы в правильном направлении. Оборудование содержит ориентирующие головки для укладки щепок в разных направлениях в каждом из слоев.
Прессование. Следующий этап производства – горячее прессование, в результате которого стружка превращается в твердую плиту. Кроме давления, оказываемого на материал, он подвергается сильному нагреванию, благодаря чему происходит затвердевание смолы. Для прессования используются формы с различной текстурой, поэтому в итоге плита обретет гладкую или шероховатую поверхность.
Финишная обработка. Когда плиты затвердели, наступает момент раскроя на указанные выше типоразмеры. Теперь панелям придается товарный вид — это могут быть отличительные отметки бренда производителя, шлифовка поверхностей или особая обработка кромок.

Помещение и оборудование
Планируя заняться выпуском плит OSB, важно учесть требования к помещению и оборудованию для производства. Главные требования к обустройству предприятия:

- В первую очередь размеры цеха и прилегающей территории должны соответствовать планируемым объемам выпуска готовой продукции.
- Важно установить мощные вытяжные вентиляции, ведь используемые в производстве смолы могут причинить вред здоровью работников.
- Для продуктивной работы необходимо наличие подъемно-транспортного оборудования, ведь панели имеют немалый вес.
Главные элементы технологического процесса – прессовальная машина и стружечный станок. Именно они позволяют добиться такого качества продукции, которое требуется установленными нормативами.
Но, кроме перечисленного, потребуется еще немало оборудования:
- окорочный станок;
- сушильный барабан;
- форматно-раскроечный центр;
- вспомогательные узлы в виде бревнотасок, разобщителей, бункеров для хранения составляющих и веерных охладителей.



Специфика производства ОСБ
Выраженной особенностью процесса по производству плит OSB является привязанность к деревообрабатывающим предприятиям. Это удобно не только шаговой доступностью сырья для выпуска панелей, но и готовым рынком сбыта. Клиенты этих производителей часто одни и те же, например, организации, занимающиеся строительством загородной недвижимости и коттеджей. Такая близость партнеров сокращает транспортные расходы.

Потребность в стружечных плитах растет с каждым годом, а специфика производства максимально сокращает производственные отходы. Ведь щепки, опилки и кору можно перерабатывать в горючие брикеты для отопления в зимний период.
Лидером по производству OSB плит является Америка, но существуют и европейские производители, продукция которых не уступает по качеству (Польша, Австрия, Чехия). В последнее время выпуском ОСБ занялись представители отечественного рынка, и они не отстают от своих конкурентов.
Видео: Первый в России комбинат по производству OSB плиты
ОСП (OSB) линия по производству от 60 000 м3 в год

Купить в 1 клик
- Технические характеристики
- Видео
Линия производства OSB. OSB — ОСП (Ориентированно-стружечная плита) — современный материал для современного строительства. Оборудование OSB работает круглосуточно. Производители оборудования для производства осп плит мощность указывают из расчета 334 суток в год, 31 сутки на планово-предупредительный ремонт. Принципиально новым видом древесных стружечных материалов стали появившиеся не так давно ориентированно-стружечные плиты ОСП (плиты OSB). Этот материал сохранил в себе лучшие качества натурального дерева и лишен недостатков аналогов – фанеры или ДСП. Ориентированно-стружечная плита представляет собой трехслойный материал, выполненный из древесной щепы — удлиненной (6-9 см) щепы древесины хвойных пород. Главная особенность плит ОСП – различная ориентация щепы: в верхнем и нижнем слое щепа располагается вдоль длины всей плиты, а в среднем слое – перпендикулярно покрывающим слоям. Именно разнонаправленность волокон в слоях и обеспечивает исключительно высокую механическую прочность плит ОСП – она выше, чем у фанеры или ДСП в 3 раза. При этом гибкость, свойственная древесным материалам, сохраняется. Все три слоя пропитаны водостойкими восками и смолами и спрессованы в единое целое под действием высоких давления и температуры. Одинаковые крупные размеры щепы и современный метод прессования обеспечивают однородность материала по всей плите, отсутствие пустот и трещин в его толще и сколов по краям.

Мелкие отходы стружки при производстве удаляются, за счет этого достигнуто значительное уменьшение количества соединяющих клеящих веществ в составе плит ОСП – всего 2-3%. ОСП – практически полностью чисто древесный материал. В то же время, плиты OSB лишены недостатков чистой древесины – они неподвержены гниению, поражению грибком, не горючи. Важнейшее свойство плит ОСП — плиты имеют практически нулевую гигроскопичность. Это свойство лежит в основе применения ориентированно-стружечных плит в кровельном строительстве. На сегодняшний день нет лучшего материала для основы под кровельное покрытие. По степени гигроскопичности и прочности ОСП делятся на группы, определяющие сферы применения конкретного вида материала. Использование плит ОСП основано на их превосходных потребительских качествах — прочности без потери гибкости, влагостойкости, легкости.
Прежде всего, это все отрасли строительства. Устройство сплошной обрешетки под все виды кровли и половых покрытий, обшивка стен и потолков, в том числе декоративная (ОСП не выделяют в воздух формальдегидов), создание съемной опалубки. Материал ОСП незаменим в мансардном строительстве. В Северной Америке плиты ОСП — конструктивная основа для всего коттеджного строительства, выполняет роль каркаса в любом элементе постройки. Исключительная прочность материала, его экологичность, долговечность конструкций из ОСП при невысокой цене выводят материал в лидеры в своем сегменте рынка.делятся на группы, определяющие сферы применения конкретного вида материала. Использование плит ОСП основано на их превосходных потребительских качествах — прочности без потери гибкости, влагостойкости, легкости. Прежде всего, это все отрасли строительства.
Устройство сплошной обрешетки под все виды кровли и половых покрытий, обшивка стен и потолков, в том числе декоративная (ОСП не выделяют в воздух формальдегидов), создание съемной опалубки.
- OSB отличается однородной внутренней структурой, а обе поверхности имеют одинаковое качество.
- OSB содержит свыше 90% древесины
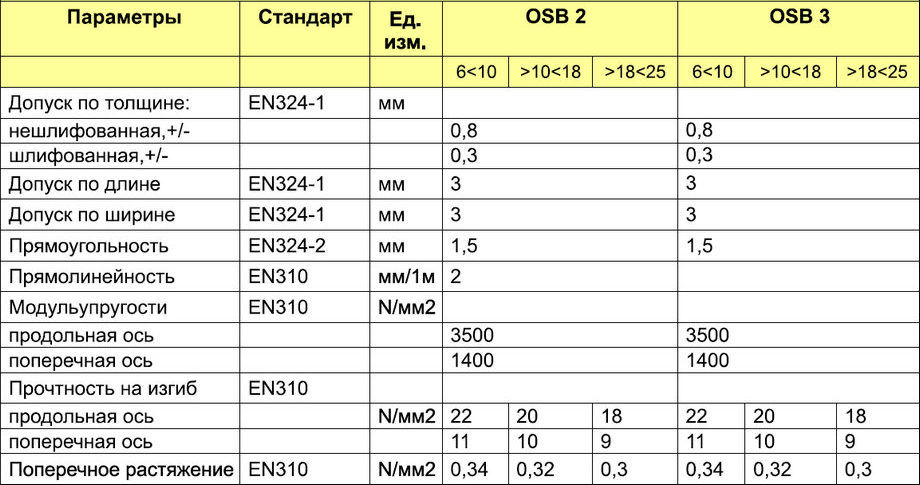
- ОСП-2 (OSB2) — обычная ориентированно-стружечная плита
- ОСП-3 (OSB3) — влагостойкая ориентированно-стружечная плита

Оборудование для производства ОСБ плит.
Характеристика свойств плиты OSB:
- Высокая прочность на изгиб и вдоль главной оси — втрое выше, чем у фанеры;
- Надежное удерживание в толще плиты любых крепежных элементов – за счет плотности расположения волокон, а не кол-ва связующих;
- Влагостойкость – коэффициент разбухания минимален (от 17% при нахождении в воде более 2 часов, при полной сохранности формы и прочности);
- Стабильность геометрии плит – не коробятся, не имеют внутренних пустот и трещин, сучков и расхождения волокон;
- Пожаробезопасность – плита ОСП трудновоспламеняемый материал;
- Долговечность – срок службы конструкций неограничен при соблюдении условий эксплуатации;
- Легкость при обработке любыми инструментами, причем края держат форму и не разрушаются;
- Экологическая чистота — Плита ОСП состоит на 95% из чистой древесины (минимум связующего).
Область применения плиты ОСП:
- Кровельные и фасадные работы — основание под любой кровельный материал;
- Обшивка стен, потолков, сооружение перегородок, в том числе – декоративных;
- Плита OSB – основной материал в каркасном строительстве;
- Устройство полов – черновых и основных, многоразовая опалубка;
- Производство мебели, тары и т.п.
Линия производства ОСБ от 60 000 м3/год. Размеры плиты ОСБ (ОСП, OSB): 1220х2440 (1250х2500) мм, толщина 6-40 мм.
Производство osb, как это делается


Доброго времени суток уважаемые читатели и подписчики Блога Андрея Ноака! Сегодняшняя наша тема — технология производства osb плит.
Отличие производства OSB плит от стандартной технологии производства ДСП
Как только не называют плиту OSB, часто можно услышать ее русское название как ОСП, ОСБ. Но это не мешает понимать нам суть этой плиты, плита изготавливается из крупной стружки на карбамидоформальдегидной или фенолформальдегидной смоле.
Производство плит osb плит очень схоже с технологией производства дсп. Но существует и несколько различий:
- Первое заключается в различных подходах к требованиям по качеству древесного сырья. Если производство дсп не прихотливо, то плита OSB изготавливается из стружки с определенными параметрами. При производстве плит OSB в древесине допускается минимум гнили, коры, древесина должна быть выше установленной влажности.
- Второе различие заключается в оборудовании. Большая стружка требует очень аккуратной транспортировки и насыпки.
- Еще одним различием можно считать связующие вещества в плитах OSB и ДСП. Если древесностружечные плиты сегодня делаются в основном на карбамидоформальдегидном связующем, то OSB производят из фенолформальдегидных клеев.
- Различием можно также назвать и то, что древесностружечные плиты практически всегда шлифуют, а вот на OSB наносят защитные покрытия и все!
Технология изготовления
Итак, производство OSB плиты начинается с подачи качественного круглого леса. Лес должен иметь минимум гнили. Пиловочное сырье довольно дорого отправлять на производство плиты, поэтому часто в производство направляют или породы древесины которые не столь ценны в качестве пиловочника или дровяную древесину или вершинные отходы и сучья от раскроенного пиловочника.
Затем обязательной операцией является окорка поступившей древесины. В плитах OSB не допускается кора, так как она портит внешний вид и физико механические свойства, такие как разбухание, водопоглощение и конечно же прочностные свойства.
Следующей операцией является нарезка стружки из имеющихся окоренных бревен. Это очень ответственный этап в производстве. Стружка должна быть минимально повреждена и соответствовать размерам указанным в технологическом регламенте. Для соблюдения параметров стружки, режущий инструмент должен быть качественно подготовлен.
В связи с особо хрупкой стружкой, сушка осуществляется в специальных сушильных агрегатах, в которых она минимум подвергается механическим воздействиям.
Далее от стружки отсортировывается наиболее мелкая фракция, которая появилась при получении и сушке. После сортировки, древесная масса смешивается с связующим и отправляется в формирующую машину, которая насыпает ковер с ориентированной стружкой.
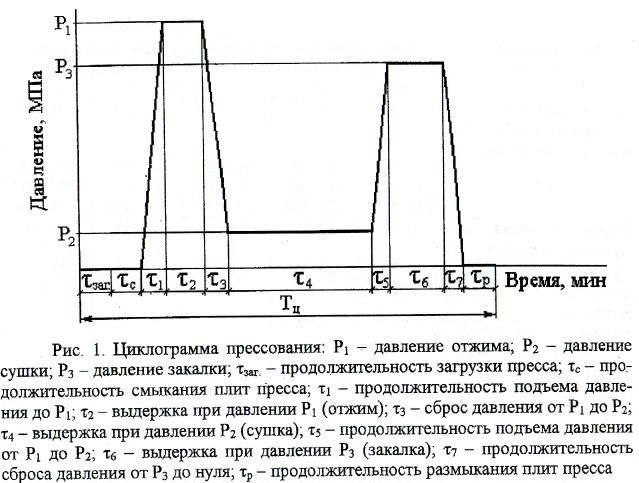
Гидравлический пресс по отработанной циклограмме осуществляет прессование OSB плиты при температуре 180-220 градусов цельсия. Готовая плита охлаждается и выдерживается на складе. За время выдержки, около двух или трех дней, связующие смолы набирают максимальную прочность и плита отправляется потребителю. Упаковка плит может осуществляться как металлической увязочной лентой, так и полипропиленовой и полиэсторовой лентами.
Тематическое видео
Видео технологии производства плит OSB:
Желаете больше знать о древесных плитах и их производстве, у меня имеется просто фантастическая книжечка о производстве 3D плит. Более подробно в разделе «МОИ КНИГИ».
 Удачи и до новых встреч, с вами был Андрей Ноак!
Удачи и до новых встреч, с вами был Андрей Ноак!
Производство осб плит
Производство осб плит
Оборудование для производства, применение и создание ОСБ плит
ОСБ – это ориентированно стружечная плита, которая применяется как для отделки, так и для строительства малоэтажных помещений. Изготавливают ОСБ из стружек древесины лиственных и некоторых хвойных пород. Чаще всего плиты бывают светло-желтого цвета. Стружка достаточно крупная, наносится на плиту и приклеивается специальным клеем.
Характеристики
Плиты ОСБ различают по длине, цвету и структуре. По таким признакам можно определить из какой древесины создавалась плита. Самой лучшей древесиной для ОСБ считается древесина твердых пород деревьев, при этом цепки, чаще всего, расположены хаотически.
Плиты ОСБ эластичны, водостойки и очень прочны. Ими отделывают как верхние этажи, так и нижние. Их можно использовать и в качестве декоративного материала, только в этом случае используются небольшие по размеру декоративные панели.
Технология создания ОСБ плит
Плиты создается по технологии, сходной с ДСП, но при этом листы ОСБ гораздо прочнее. Древесина подвергается термической обработке, при которой осуществляется выравнивание температуры сырья, а также степени его влажности.
Далее идет процедура размягчения сырья. Под сырьем подразумевается еще целая древесина в виде необработанных бревен. Далее идет обработка непосредственно бревна:
- С бревен снимают кору;
- Дисковые и кольцевые станки дают стружечный материал;
- Затем стружку просушивают (стружка не должна быть мелкой);
- Потом стружку просеивают равномерным слоем, после чего образуется так называемый стружечный ковер;
- После этого получившуюся массу подают на пресс, с помощью которого осуществляется проклейка готового листа. На этом этапе стружку приклеивают к панели.
Оборудование для производства ОСБ плит
Одним из ключевых факторов, способствующих созданию качественного сырья, является качественное оборудование для производства ОСБ. В состав оборудования входят несколько различных агрегатов:
- окорочный станок, предназначенный для снятия коры и отделения ее от древесины;
- сушильный барабан – под ним просушивают стружку после нарезки;
- стружечный станок, который нарезает стружку;
- одним из самых важных агрегатов является горячий пресс, от которого зависит насколько крепко приклеится стружка к панели;
- конвейер или линия по производству ОСБ плит.
Все эти компоненты вместе составляют оборудование для производства ОСБ. Также в него входят установки для нанесения смол, которые связывают плиты со стружкой. Существует и вспомогательное оборудование для производства ОСБ. К нему относятся охладители, разобщители, бункеры, автопогрузчики и сортировщики. Их не продают в комплекте с основным оборудованием, чаще всего оно продается отдельно. Рекомендуем приобретать его на заводе-производителе, что убережет вас от некачественного товара и поможет значительно сэкономить.
Преимущества ОСБ плит
 ОСБ имеет ряд преимуществ перед ДСП или ДВП:
ОСБ имеет ряд преимуществ перед ДСП или ДВП:
- стойкость к различного рода деформациям;
- одновременно с этим – высокая плотность плит и листов;
- удобство монтажа и переноски;
- ОСБ не боятся влаги, плесени, сырости или плохих погодных условий;
- плиты устойчивы к гниению, их можно применять даже в помещении, где живут аллергики, – материал абсолютно безопасен, не вызывает аллергических реакций и является экологически безопасным.
Недостатки ОСБ плит
Есть у плит ОСБ и небольшие недостатки – на них плохо ложится краска, особенно эмульсионная и срок их службы невелик.
В среднем, даже самая качественная плита может прослужить не более 10 лет. По истечении этого периода в ней происходят распады смол, и она теряет свою эластичность и прочность.
Как производят ОСБ плиты, видео-обзор:
Плита OSB уже порядка 35-40 лет активно используется в строительных работах. В России такой вид материала появился относительно недавно, поэтому некоторые мастера «старой закалки» относятся к нему с предубеждением, предпочитая применять классическую ДСП. А профессионалы, идущие в ногу с техническим прогрессом, активно применяют ОСБ для обшивки стен, обустройства полов, изготовления съемной опалубки и многих других процессов.

- Разновидности ОСБ
- Базовые размеры
- Советы для покупателей и расценки
Американцы назвали плиту со стружкой, расположенной перпендикулярными слоями, Oriented Strand Board. Соответственно, аббревиатура на английском записывается как OSB, а на русском – ОСБ.
Но дословный перевод названия будет звучать «ориентированная стружечная плита», то есть ОСП. Употребляется также термин «фанера ОСБ». Поэтому российским потребителям следует знать, что речь идет об одном и том же материале.
Различают 4 базовых типа. Классификация проводится по двум критериям: прочности и влагостойкости.
| Параметр/вид | OSB-1 | OSB-2 | OSB-3 | OSB-4 |
| прочность | низкая | высокая | высокая | очень высокая |
| влагостойкость | низкая | низкая | высокая | высокая |
Из указанных категорий плит наибольшую популярность имеют OSB-3. Их можно назвать универсальными. Сферы применения:
- наружная и внутренняя обшивка стен;
- обустройство крыши;
- «черновой пол»;
- многоразовая опалубка;
- тары для транспортировки;
- создание наружных рекламных щитов;
- изготовление торговых стеллажей;
- обшивка конструкций детских и спортивных площадок.
Преимуществом плиты является ее относительно низкая цена.
Купить лист ОСП можно намного дешевле, чем аналогичную по параметрам ДСП или фанеру.

Плиты ОСБ производятся в нескольких базовых габаритах. 2500х1250х9мм – один из наиболее популярных видов. Такие щиты весят 18 кг, обладают плотностью 650-670 кг/м³, что сопоставимо хвойным породам дерева. Выпускаются листы других размеров, на рынке наиболее представлены варианты 2440х1220, 2500х1250 или 2800х1250 при толщине 9, 12, 15 и 18 мм.
Оптовая цена начинается с 360 рублей за штуку. Стоимость плиты зависит от производителя. Так, бюджетной является ОСБ от Кроношпан. Изделие 2500х1250х9мм стоит у продавцов от 520 рублей. Значительно дороже будет купить плиту Egger. OSB тех же габаритов предлагают за 700 рублей и выше.

Рекомендации при покупке ОСБ-3
Учитывая, что листовой материал 2500х1250х9мм, а также имеющий другую толщину, становится все более популярным, нужно раскрыть некоторые его секреты.
1. Термин «влагостойкий» применяется не к самому древесно-стружечному наполнителю плиты, а к клею. Это означает, что смола не теряет своих связующих свойств при взаимодействии с влагой. Допускается незначительное кратковременное намокание, но прямой контакт с водой для ОСБ-3 нужно исключать.
2. Стандарты материала у североамериканских и европейских компаний отличаются. Для Европы допускается разбухание на 15 % после суточного пребывания в воде, а для США и Канады – 25 %. Поэтому большинство американских и канадских листов отвечает европейским критериям ОСБ-1 и ОСБ-2. Только североамериканская продукция с клеем Exterior Bond соответствует европейской маркировке OSB-3 по стандарту EN 300.
3. Современное производство плит вышло на более высокий уровень экологических показателей. Многие компании уже не используют вредные формальдегиды в качестве связующего, а процент древесины в листе достигает 95 %. Поэтому для внутренней обшивки можно купить именно такой вид ОСБ. Для наружных работ подойдет плита с формальдегидным клеем, имеющая меньшую стоимость.
4. В России существует определенная несогласованность в ГОСТах и ТУ на ОСБ, которая по-разному трактуется производителями. Покупая материал, клиент должен попросить у продавцов сертификаты, в которых указаны точные характеристики (гидрофобные свойства и класс эмиссии формальдегида).
Цены на ОСП-3 2500х1250 9мм (нешлифованную, стандарт EN300):
Линия по производству ОСП 45 000 куб

























Узел подготовки сырья
Окорочный станок для бревен
Макс.диаметр обработки 500мм
Макс. диаметр лущения 500мм,
Мин.диаметр лущения 5мм
Бункер для влажного сырья
Способ выгрузки: шнек с инверторным управлением
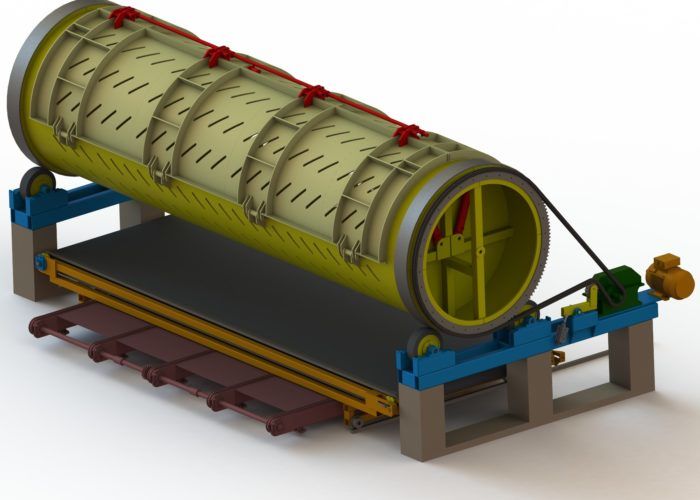
Сушилка барабанного типа
¢2000мм x 15000мм
Бункер для стружки для промежуточного слоя
Способ выгрузки: шнек с инверторным управлением
Бункер для стружки для верхнего слоя
Способ выгрузки: шнек с инверторным управлением
Узел склейки
Емкость для клея
Пользователь изготавливает самостоятельно
1.1кВт (частотное преобразование)
Миксер для клея
Узел формования
Привод от пресса предварительного прессования
Ленточный транспортер с центрирующим устройством
Узел формования методом горячего прессования
Пресс предварительного прессования
Диаметр основного прессующего валка: 1000мм, диаметр вторичного прессующего валка 720мм, диаметр вспомогательного валка: 350мм, количество цилиндром прессования 2шт (4), мощность электродвигателя: 30кВт
Транспортер для заготовок плит 1
Общая длина: 2800мм
Ширина ленты: 1500мм
Мощность электродвигателя: 2,2кВт (регулировка скорости с частотным преобразованием)
Пила для обрезки кромки плиты
Скорость резки: 14-40м/мин, ширина хода: 2000мм, электродвигатель с регулируемой скоростью частотным преобразованием: 2,2кВт, толщина резки: 8-100мм
Транспортер для заготовок плит 2
Общая длина: 2800мм
Ширина ленты: 1500мм
Мощность электродвигателя: 2,2кВт (регулировка скорости с частотным преобразованием)
Транспортер для заготовок плит 3
Общая длина: 2800мм
Ширина ленты: 1500мм
Мощность электродвигателя: 2,2кВт (регулировка скорости с частотным преобразованием)
Транспортер для заготовок плит 4
Общая длина: 2800мм
Ширина ленты: 1500мм
Мощность электродвигателя: 2,2кВт (регулировка скорости с частотным преобразованием)
Транспортер для заготовок плит 5
Общая длина: 2800мм
Ширина ленты: 1500мм
Мощность электродвигателя: 2,2кВт (регулировка скорости с частотным преобразованием)
Транспортер для заготовок плит 6
Общая длина: 2800мм
Ширина ленты: 1500мм
Мощность электродвигателя: 2,2кВт (регулировка скорости с частотным преобразованием)
Транспортер с повышенной скоростью для заготовок плит 7
Ширина ленты: 1500, ускорение ленты 3м/с2
Транспортер с повышенной скоростью для заготовок плит 8
Ширина ленты: 1500, ускорение ленты 3м/с2
Тележка для плит и ограничитель
Ширина ленты: 1500мм
Регулировка скорости с частотным преобразованием, мощность: 2,2кВт
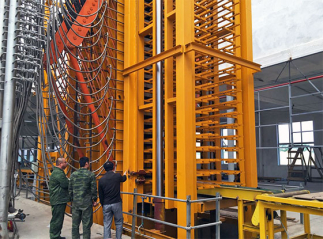
Устройство загрузки плит
Диаметр подъемного цилиндра: 140мм, размер зазора: 200мм, количество рабочих ярусов: 15, каждый ярус оснащен ПЛК и системой фотоэлектрического управления, а также пластиковыми роликами
Количество плит горячего прессования: 16штук, модели и количество цилиндров:
Управление посредством датчика давления
Механизм синхронного замыкания
С замковой пружиной
Устройство выгрузки плит
Диаметр подъемного цилиндра: 140мм, размер зазора: 200мм, количество рабочих ярусов: 15ярусов,
Каждый ярус оснащен ПЛК и системой фотоэлектрического контроля и пластиковыми роликами
Узел последующей обработки
Мощность электродвигателя: 5,5кВт
Макс.скорость: 4-6с/решетка, с кожухом
Транспортер опрокидывания плит
Торцо-усовочная пила для обработки готовых плит
Скорость подачи плит: 15-35м, оборотная скорость пильного полотна: 6000/мин
Мощность: 5,5*2, размер и диаметр пильного полотна: 300-25
Транспортер с роликовым столом
Укладчик подъемного типа
Укладка в штабели и маркировка посредством пневматического цилиндра
Прочее вспомогательное оборудование
Система электрического управления основной производственной линии
Котел теплопроводного масла
Система приготовления клея
Реакционный котел:10т=2шт платформа
Насос для клея 5,5кВт=2шт
Гидравлическое масло, теплопроводное масло, смазка

