Оборудование для производства вибропрессованной тротуарной плитки
Вибропрессование в производстве тротуарной плитки
На современном рынке представлено самое разное оборудование для производства тротуарной плитки. Какое из них имеет самые выгодные характеристики для производства плитки?
Рынок давно переполнен китайским оборудованием для производства тротуарной плитки. Стоимость такого оборудования всегда остается на низком уровне, но при этом сильно страдает качество. Поэтому выбирая оборудование для изготовления тротуарной плитки импортного производства, необходимо учесть несколько важных моментов:
- Производительность зарубежных станков в некоторых случаях намного ниже, чем их российские аналоги, зато цена намного выше.
- Дорого обходится замена вышедших из строя деталей. Причем, чтобы замена была качественной, необходимо вызвать специалиста, а найти его неимоверно сложно.
- Формирование комплекта оборудования для изготовления брусчатки зависит от технологического процесса обработки искусственного камня.
Способы производства
Для непрофессиональных условий самым подходящим процессом производства тротуарной плитки считается вибролитье. За основу берется бетонная смесь, которую заливают в особые формы. Необходимую плотность получают на специальном вибрационном столе.

Другим способом производства таких изделий считается вибропрессование. Бетонный раствор в полусухом состоянии укладывается в пресс-форму. Ее устанавливают на мощную вибрирующую станину. Для уплотнения используют специальный пуансон так называемый вибропресс для изготовления такого изделия.
Необходимое оборудование
Для изготовления тротуарных блоков, брусчатки и плитки, потребуется специальное оборудование:
- бетоносмеситель;
- заливной вибростол;
- пресс-формы;
- распалубочный вибростол. В комплект входит набор рамок, чтобы выполнить разбивку.
Такое оборудование специалисты называют универсальным.
Оно часто используется также и для изготовления:
- блоков;
- кирпичей;
- бордюров.
При этом дополнением будут использованы специальные формы.
Вибролитье
Чтобы запустить такое производство, необходимо иметь несколько устройств, выполняющих технологические функции:
- бетоносмеситель – с помощью этого агрегата происходит замешивание рабочей смеси. В случае производства двухслойной плитки, понадобится несколько установок;
- специальные формы – в них формируется вид плиточного изделия, поэтому они могут отличаться своими габаритами и формой.
Такие пресс-формы могут изготавливаться из самого разного материала:
- дерева;
- стали;
- пластмассы.
Форма должна быть изготовлена так, чтобы специалист мог ее легко эксплуатировать долгие годы. Поэтому прочности такого изделия уделяется большое внимание.
Линии вибропрессования GLOBMAC
Дополнительное оборудование
А также потребуется ряд дополнительного оборудования:
- формовочный вибростол – в устройство вибропрессующего оборудования входит подвижная плита, закрепленная на станине. После включения электродвигателя, плита начинает непрерывно двигаться. В результате происходит уплотнение бетона. В это время из камня удаляются воздушные пузырьки. Это значительно улучшает качественные показатели искусственного камня;
- термокамера – в ней, определенное время выдерживается готовое изделие, после чего полученный модуль извлекается из формы.
Вибропрессование
Для работы применяется рабочий раствор в полусухом состоянии. Этот процесс часто полностью автоматизирован, поэтому на больших производствах очень часто устанавливают линии для производства тротуарной плитки.
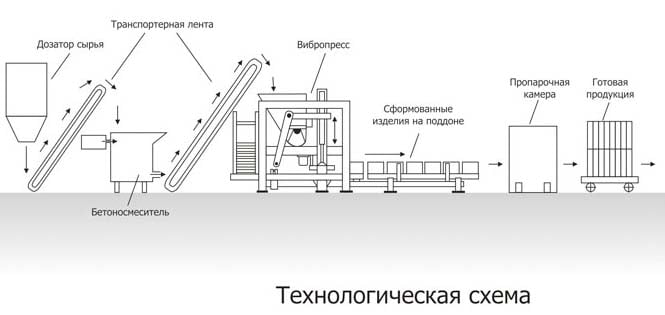
Чтобы получить рабочий раствор, в котором будет очень мало жидкости, включается бетоносмеситель, а затем вибропресс. В матричную форму, установленную на вибростоле, подается рабочая смесь. Пуансон начинает опускаться, раствор прижимается к матрице, затем включается вибрация, одновременно для пуансона и вибростола.
После этого вибрацию отключают. Матрицу удаляют с изделия. Транспортерная лента перемещает модуль, цикл повторяется.
Чтобы изготавливать тротуарную плитку вышеописанными способами, и добиваться высокой автоматизации технологических работ, необходимо задействовать также и дополнительное оборудование. Оно помогает быстрее и проще выполнить довольно трудоемкие работы:
- погрузчики;
- вибросито;
- гильотина;
- вибрационная площадка.
Формы
Форма для таких изделий часто изготавливается из разного материала. Однако, чаще всего для этих целей используют:
- пластик;
- резину;
- полиуретан.
Материал формы сильно влияет на ее прочность и долговечность. От него зависит, какое количество циклов сможет выдержать эта пресс-форма:
- прочная резина – 500 циклов;
- пластик – 250 циклов;
- полиуретан – 100 циклов.

Заливка формы происходит согласно соответствующему технологическому процессу. Сначала формующую поверхность смазывают специальным составом.
Если начать работу без предварительной смазки, рабочую поверхность формы необходимо обработать антистатиком.
Готовая тротуарная деталь, после извлечения из формы, подвергается контролю и тщательному осмотру. При обнаружении дефектов ее дополнительно обрабатывают соляной кислотой.
Чтобы смазывать формующую поверхность применяются несколько видов смазок. Самыми популярными считаются:
- эмульсол;
- ОПЛ-1, изготовленная в России;
- СРА-3, английского производства.
Чтобы не испортить поверхность формы, запрещается пользоваться смазками, в состав которых входят нефтепродукты. Поверхность обязана смазываться очень тонким слоем. Если этого не сделать, на готовой плитке могут появиться сильно заметные поры.
Эмульсол, а также ОПЛ-1 наносится на формующую поверхность перед началом каждой заливки бетонной смеси, английскую смазку следует использовать для нескольких формовок.

Самые популярные модели оборудования для изготовления тротуарной плитки
Среди большого разнообразия прессового оборудования, наиболее востребованными для производства таких деталей, остается несколько брендовых моделей.
«Рифей-Удар»
Очень мощное устройство, на котором специалисты могут изготавливать самые разные строительные изделия:
- декоративные камни;
- тротуарную деталь;
- кирпич;
- бордюры и прочее.
Для производства изделий, на этом устройстве используется принцип вибропрессования бетонного раствора.
Агрегат отличается от своих аналогов следующими показателями производительности:
- полублок – 500 штук в час;
- шлакоблок – 330 изделий в час;
- плитка тротуарная – 25 кв. метров в час.

Вибропрессование на устройстве, марки «Мастек-Метеор»
Для работы такого оборудования используется технологический процесс объемного прессования. На агрегате мастера могут изготавливать самые разные бетонные изделия, не составляет исключения и тротуарная плитка любых размеров и форм. Исходным материалом для такого пресса стали:
- песок, можно заменить щебнем;
- цемент;
- вода.
Агрегат «Мастек-Метеор» отличается от подобных систем уменьшенной зоной, в которой происходит процесс формования. Однако, такое уменьшение не повлияло на производство нужных строительных материалов.

После одного процесса формования на «Метеоре» изготавливают сразу пять полублоков или три шлакоблока. Такое оборудование рассчитано на изготовление более 300 видов изделий из бетона.
Вибропресс марки «Форманта-Геркулес»
Это особое оборудование для производства крупных деталей. На таком оборудовании специалисты могут изготовить:
- облицовочные камни;
- стеновые панели;
- тротуарную плитку.
Принцип работы агрегата построен на использовании технологического процесса полусухого вибропрессования. Все получаемые изделия отличаются своим высоким качеством и надежностью. Они уже давно составляют конкуренцию аналогичным изделиям.
Главным преимуществом «Форманты» считается:
- большой ассортимент выпускаемой продукции;
- имеется возможность производить тротуарную плитку, состоящую из двух слоев;
- вибрационный блок имеет повышенную мощность;
- значительно снижается расход цементной смеси.

Сравнение
Промышленности известно много моделей оборудования для производства тротуарной плитки. При выборе какого-либо устройства, учитывается его производительность, стоимость и качество выпускаемой продукции.
Кроме того, необходимо помнить, что такие станки необходимо устанавливать только в больших помещениях. Для массового производства тротуарной плитки следует использовать специальные автоматические линии. Любой вибропресс для производства тротуарной плитки требует внимательности от работника и щепетильности. Для изготовления плитки используют только качественные материалы.
Видео: Оборудование для производства тротуарной плитки и блоков
Технология изготовления тротуарной плитки методом вибропрессования
Основные свойства вибропрессованной тротуарной плитки
Вибропрессованная брусчатка – прекрасный материал для мощения тротуаров, улиц, площадей, пешеходных дорожек, автостоянок и др., так как обладает рядом достоинств, а именно:
Технология производства тротуарной плитки методом вибропрессования позволяет получить изделия, устойчивые к высокой влажности и колебаниям температур.
Такая плитка выдерживает значительные механические, а также локальные нагрузки. Поэтому ее используют не только для мощения пешеходных зон, но и для площадей с интенсивным движением транспорта.
Благодаря точности геометрических размеров и форм, вибропрессованная брусчатка легко укладывается, имеет ровные стыки.
Шершавая структура плитки более безопасна для передвижения.
Возможно производить как однослойную, так и двухслойную тротуарную плитку. Изготовление двухслойной брусчатки вибропрессованием позволяет снизить себестоимость изделия за счет введения красящего пигмента только в верхний облицовочный слой бетона.

Устойчивость к истиранию, сохранение насыщенности цвета на протяжении многих лет эксплуатации.
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).

Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании — вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
5 лучших марок вибропрессов для изготовления тротуарной плитки
Теоретически для данных целей можно задействовать самодельный пресс-станок, чертежи находятся в свободном доступе, но изготовить сложный агрегат с гидроприводом, устойчивостью к вибрациям и нагрузкам и учесть все инерционные и размерные характеристики могут единицы. К отдельным требованиям относят контроль частоты воздействий, помимо высокого значения они должны быть регулируемыми или как минимум независящими от колебаний и скачков электросети. Подобрать их нужную амплитуду могут только специалисты.
Из-за этих и аналогичных причин самодельный вибропресс редко используется на практике, исключение представляют лишь механизмы, придавливающие бетон вручную непосредственно в форме на вибростоле. При запуске пробных линий рекомендуется покупать б/у станки или с малой производительность (как более экономичные), качество плитки при их использовании отличаться не будет.
Требования к оборудованию
К основным характеристикам этой строительной техники относят:
- Размеры (площадь) рабочей зоны формовки, напрямую влияющие на производительность пресса, и ее высота. Последний показатель определяет пределы допустимых габаритов и ограничивает или расширяет их возможный ассортимент.
- Установленную мощность, потребляемую при запуске электропривода вибростола или гидравлической станции, управляющей подъемным механизмом пресса.
- Объем приемного бункера.
- Длину рабочего цикла прессования и условия подачи поддонов.
- Габариты и вес оборудования, величину площади помещения установки, необходимую для непрерывной работы.
Потребность в другой стройтехнике зависит от ожидаемых объемов выпуска, для запуска полноценной линии помимо пресса закупаются станции дозирования сухих компонентов и бункеры для их хранения, бетоносмесители или РБУ, стеллажи или камера пропарки для сушки, транспортеры, захваты, дополнительные поддоны и пуансон-матрицы.
Несмотря на высокую стоимость каждого узла технология признана окупаемой.
Обзор востребованных моделей станков
Вибропрессы для изготовления тротуарной плитки предлагают купить многие российские заводы, хорошие рекомендации и показатели имеют линии Рифей и Кондор от Стройтехника, Златич, Урал, Мастек и их аналогии. Основные производственные мощности этого строительного оборудования находятся в г.Златоуст Челябинской области, но их филиалы и представительства расположены по всех крупных городах РФ, проблем с доставкой, заменой деталей, переоснащением или дополнительными закупками поддонов и формовочной оснастки не возникает. Среди зарубежной техники приемлемые отзывы имеют виброузлы для полусухого прессования от PROMETEY GROUP (РБ, г.Солигорск) и линия QT (Китай).
1. Рифей-Удар, Стройтехника.
Для производства перегородочного и стенового камня, плитки с разной конфигурацией, элементов благоустройства и декоративных архитектурных форм. Стандартная комплектация включает сам пресс, насосную установку, систему подачи поддонов, панель и пульт управления. Механическая часть этого устройства подключена к гидравлическому приводу, рабочая зона стола – к трехфазной электросети, мощность потребления составляет 16,5 кВт. Зона формы ограничена 800×400 мм, при массе в 2830 кг габариты станка равняются 6670×1245×2600 мм.
При условии непрерывного вибропрессования Рифей-Удар позволяет выпускать до 2720 стеновых блоков, 224 м2 брусчатки и до 575 шт бордюров. Высота при этом варьируется в диапазоне 50-230 мм. Для обслуживания достаточно сил 1 человека, за счет наличия инерционного пригруза пуансона пресс работает с любыми наполнителями, в случае плитки рекомендуемый диапазон для крупных зерен – 5-15 мм при дозе до 60%, мелкого – 2 мм. Пуансоны приобретаются отдельно, в стандартный комплект входит 1 вариант на выбор. Цикл формовки занимает 35-40 с, максимальное время замены матриц – 40 мин.
Вибропресс с увеличенной зоной формовки и горизонтальной подачей поддонов, при необходимости дооснащаемый модулем для двухслойных изделий или системой автоматизации. Урал-М7 используется в практически во всех строительных областях, форма и размеры продукции зависят от вида пресс-форм, производительность установки за 1 час составляет до 100 п.м. поребриков и декоративных бордюрных элементов, 54 м2 брусчатки и 700 шт стеновых блоков с разной долей пустотности. Габариты варьируются в пределах высоты формовочной зоны – от 50 до 300 мм.
Минимальная мощность Урал-М7 – 13,5 мм, емкость основного приемного бункера – 1200 м3. При подключении к растворно-бетонному узлу для обслуживания линии задействуются силы 3-4 человек, место его расположения (над прессом или рядом) выбирается исходя из потребностей заказчика. Принятый по умолчанию горизонтальный вариант приема поддоном также может быть изменен на вертикальный.

Стационарный вибропресс с высокой производительностью, используемый для выпуска строительных материалов на основе песков, отсевов, керамзита, шлаков, щебня и аналогичных наполнителей и цемента в качестве вяжущего. Характеризуется уникальной точностью матриц, простотой управления и экономичностью. При установочной мощности в 2 кВт и двигателя гидростанции в 4 выдает до 600 шт плитки в час или 150 стеновых камней. Высота варьируется в пределах 50-215 мм, для брусчатки это значение не превышает 70.
Габаритные размеры вибропрессовального мини-станка при базовой комплектации составляют 1350 мм по длине, 1400 по ширине и 2050 по высоте, вес достигает 915 кг. Цикл формовки занимает 25-30 с, для обслуживания линии задействуются силы 2-3 человек. Площадь зоны вибропрессования – 420×600 мм. Рекомендуемый размер крупного заполнителя для данного оборудования варьируется в пределах 5-10 мм, в любом случае он не должен превышать 1/3 от величины минимальных линейных габаритов. При соблюдении этого условия получаемая на станке продукция характеризуется высокой прочностью и морозостойкостью и низким водопоглощением.

 Автомат, работающий по принципу объемного вибропрессования и включающий формовочный агрегат, приемный стол, гидравлическую станцию и электропривод и предназначенный для изготовления газонного камня и широкого ассортимента тротуарной плитки с различной конфигурацией. Рекомендуют купить при запуске базовой линии строительной продукции для мощения дорожек и площадок или при плановом переоснащении предприятий, работающих по технологии вибролитья, качество получаемых с его помощью изделий полностью соответствует требованиям ГОСТ 17608-91, 6133-99 и 6665-91.
Автомат, работающий по принципу объемного вибропрессования и включающий формовочный агрегат, приемный стол, гидравлическую станцию и электропривод и предназначенный для изготовления газонного камня и широкого ассортимента тротуарной плитки с различной конфигурацией. Рекомендуют купить при запуске базовой линии строительной продукции для мощения дорожек и площадок или при плановом переоснащении предприятий, работающих по технологии вибролитья, качество получаемых с его помощью изделий полностью соответствует требованиям ГОСТ 17608-91, 6133-99 и 6665-91.
Объемное прессование осуществляется на формовочной зоне размером 500×260 мм с возможностью изменения высоты брусчатки в пределах 50-100 мм. Весь рабочий цикл занимает 15-20 с, получаемые элементы остаются на металлическом поддоне до окончательного набора прочности. Для запуска непрерывного вибропрессования потребуется помещение площадью от 130 м2 и высотой в 6 м, объем приемочного бункера составляет 0,28 м3. Модель не предназначена для выпуска стенового камня в виде крупных блоков, но с ее помощью возможно изготовление качественного кирпича для обустройства тротуаров и площадок.
Компактный китайский станок для производства кирпича и тротуарной плитки методом вибропрессования с надежными и проверенными характеристиками. Рекомендуют приобрести при необходимости запуска полноценной полуавтоматической линии для строительных материалов и элементов благоустройства, они характеризуются высокой геометрической точностью и разнообразием форм.

К конструкционным преимуществам относят надежную работу гидравлической станции за счет отвода тепла и фильтра возврата масла и наличие эффективной системы управления процессами прессования. Устройство обеспечивает вибрационную частоту до 3000 об/мин, при цикле формовки в 15-20 с на выходе получаются прочные и максимально гладкие изделия.
Технология производства вибропрессованной тротуарной плитки, плюсы и минусы
Вибропрессованная тротуарная плитка – один из наиболее популярных и оптимальных вариантов оформления тротуаров, садовых дорожек и других участков придомовой территории. Часто плитку используют для мощения городских площадей и улиц, где ежедневно проходит огромное число людей. Это говорит о том, что материал способен выдерживать серьезные нагрузки и сохранять первоначальный внешний вид на протяжении многих лет.

Несмотря на то, что метод вибропрессования более сложный и требует немалых финансовых затрат, специального оборудования, высокое качество итогового материала полностью оправдывает все расходы и трудности. Прежде, чем сделать выбор в пользу вибропрессованного производства или материала, желательно изучить плюсы и минусы, особенности метода.
Способы производства тротуарной плитки
Стандартная тротуарная плитка производится с использованием двух основных методов – это вибролитье и вибропрессование . Разница в способах заключается в воздействии на материал – в случае вибролитья готовая смесь формуется на вибростоле в формах из пластика и потом высыхает, вибропрессование предполагает еще и воздействие пресса (давления) на плитку, что обеспечивает большую прочность и плотность.
Вибролитье может стать прекрасным выбором для организации частного производства изделий – оборудование сравнительно недорогое, все можно делать самостоятельно, быстро и просто. Для производства понадобятся вибростол, бетономешалка, формы из пластика и бетонная смесь, приготовленная из составляющих в определенной пропорции. Но таким методом изготовить большие объемы материала не получится – максимум 100 метров тротуарной плитки за смену (обычно около 50-60).

Для изготовления вибропрессом понадобится купить дорогое оборудование, использовать полусухие смеси бетона. Формовка изделий осуществляется благодаря матрице и пуансону, воздействию вибропресса. Продукция создается на сменных поддонах, в них и сушится плитка.

Достоинства способа вибропрессования изделий
При условии соблюдения рецептуры смеси и всех важных этапов технология производства тротуарной плитки вибропрессованием более предпочтительна и дает возможность получать стойкие к морозу, высокой температуре, воде, износу плитки, которые соответствуют ГОСТу 17608-91.

Основные преимущества вибропрессования:
- Очень высокий показатель прочности плитки (М200-М400) при условии меньшего расхода цемента
- Получение плитки, стойкой к морозу – показатель находится в пределах Мрз 200-300 циклов
- Существенная экономия на модифицирующих добавках, пластификаторах
- Возможность сэкономить на оплате труда сотрудников (процесс на многих этапах автоматизирован)
- Возможность организовать масштабное производство, снизив общие расходы за счет двусменной работы и сокращения технологического цикла
- Наличие возможности дооснащать вибропресс разными устройствами и приспособлениями с целью получения разной плитки, увеличения производительности
- Получение изделий со строго обозначенными геометрическими формами, цветом, размером
- Шершавая поверхность плитки – благодаря чему ее можно класть на городских территориях, терминалах, складах, полосах торможения и разгона транспорта и т.д.
- Возможность обработки поверхности вибропрессованной плитки – материал допускает бучардирование, полировку, шлифовку
Оборудование и материалы
Вибропрессование тротуарной плитки в промышленных масштабах требует покупки серьезного оборудования. В первую очередь, это вибропресс, который используется для уплотнения смеси. Вибропресс может отличаться по мощности, степени автоматизации, мобильности, быть с разными размерами формовочной площадки. Также понадобятся специальные формы из полиуретана, пластика, резины, силикона, формопласта и т.д. В массовом производстве используют стальные формы.

Для организации процесса производства тротуарной плитки понадобятся бетономешалки для приготовления смеси, вибросита для просеивания сыпучих материалов, штабелеры для подъема и укладки форм с плиткой. Если производство осуществляется в холодное время года, понадобится обеспечить еще и источник тепла для быстрой и качественной сушки изделия.
Материалы для производства плитки:
- Цемент марки М500
- Крупный наполнитель – щебень мелкой фракции, отсев, галька или шлак
- Мелкий наполнитель – песок фракции 0.5-0.6 миллиметров
- Вода
- Пигмент – чтобы придать плитке нужный цвет
- Смазка для форм, что упрощает процесс работы
Технология производства

Вибропрессованная тротуарная плитка производится в соответствии с технологией под воздействием давления и вибрации. Метод автоматизирован, высокопроизводителен, позволяет делать плитку с нужными характеристиками (цвет, размер, вес изделия).
Процесс производства плитки:
- Приготовление бетонной смеси – в бетономешалке принудительного действия. Если слоев у плитки два, смеси для них готовятся в разных емкостях.
- Формовка – бетон заливается в поддон, прижимается матрицей вибропресса к площадке, потом пуансон опускается и запускается процесс вибрирования. В течение 3-5 секунд материал уплотняется под давлением и вибрацией, после чего паунсон и матрица поднимаются, поддон с изделиями снимается и отдается на сушку, вместо него устанавливается следующая форма.
- Сушка – изделия проходят обработку теплом и влагой (обычно водяным паром). Если же есть место для установки плиток, их могут сушить и без обработки теплом. Изделия снимают с поддонов, как только бетон достигает показателя прочности в 1.5-2 МПа, после чего поддоны можно использовать дальше. В среднем бетон твердеет в течение 6-7 часов.
Покупка качественной вибропрессованной плитки
При выборе плитки нужно учитывать несколько важных нюансов. Так, для мощения участков, которые будут испытывать постоянные нагрузки, лучше выбирать вибропрессованную плитку, которая с легкостью выдержит воздействие. Выбрать качественный материал поможет знание нескольких правил.

От чего зависит качество будущего тротуара
Качество покрытия тротуара или садовой дорожки также будет зависеть от правильности укладки плитки, надлежащей подготовки основания, соблюдения технологии мощения. Правильно сделанный и уложенный материал прослужит десятилетия – так, настеленная когда-то в Москве брусчатка служит до сих пор, а материал и не думает разрушаться. И если укладка плитки – процесс, на который можно повлиять, то покупка некачественного материала может привести к быстрому разрушению слоя, в связи с чем данному вопросу стоит уделить больше внимания.

Почему плитка может быть негодной:
- Использование дешевых красителей, окраска плитки после производства – довольно быстро тротуар потеряет свою внешнюю привлекательность, так как слой краски сотрется неравномерно и в этих местах проявится серый бетон
- Плитка слишком яркого цвета – обычно это результат переусердствования с красителями, из-за чего материал может быть менее прочным
- Переизбыток воды в составе – тогда изделие получается хрупким, нестойким к износу, морозу, солнцу
Критерии выбора
Что же касается качества материала, то тут есть некоторые нюансы.

Как выбрать качественную плитку:
- Слои прессования – может быть один слой или два: двуслойная плитка предполагает наличие первого, более грубого и надежного, слоя из диабазового или гранитного щебня, а также второго декоративного, гладкого и ударопрочного, износостойкого. Однослойная плитка менее красивая и прочная.
- Внешний вид изделия – не должно быть трещин, раковин, непроформовок, скопления зерен материала и т.д. Плитка из плотного и прочного бетона предполагает сплошную равномерную структуру.
- Цвет – должен быть также равномерным и стойким. Если через сутки после воздействия воды на материал бетон все еще темный и сам камень мокрый – материал слишком пористый, с низкой плотностью, будет непрочным.
- Вертикальные полосы на торце и по бокам – говорят об оптимальной влажности бетонного раствора и долговечности камня.
- Наличие сложноустранимого руста по верхней грани, утолщения снизу – это дефекты, говорящие о большом износе пресс-формы на производстве.
- Ударная прочность – если бросить камень с высоты роста человека на ровный бетон или асфальт без усилия, камень должен остаться целым (в крайнем случае могут появиться минимальные дефекты).
- Звук при ударе – если ударить плитки друг о друга, звук должен быть звонким, а не глухим.
- Подбор влажностей слоев двуслойного материала – качественная плитка проектируются из двух слоев, каждый из которых обладает определенной влажностью. Если нужные параметры не соблюдены, части плитки могут откалываться одна от другой. Оценить параметр просто: нужно поставить плитку на торец в поддон, погрузив в воду на 2-3 сантиметра. Выждать 5 минут. Если в лицевом слое уровень подъема воды превысил половину длины изделия, качество плитки низкое.
- Наличие сертификата качества у продавца или производителя.
Вибропрессованная тротуарная плитка – качественный и красивый материал для оформления дорожек, улиц, площадей, стоянок авто и т.д. При условии выбора сделанной по ГОСТу, прочной и надежной, плитки создать оригинальное и долговечное покрытие не составит труда.
Зачем нужен вибропресс для тротуарной плитки

Для выпуска тротуарной плитки методом прессования необходимо иметь специальное оборудование. Производители наладили массовый выпуск таких станков, отличающихся различной мощностью и служащих для выполнения конкретных масштабов изделий. Все они обладают определенными функциями, но стоят дорого. Когда появляется необходимость изготовить самостоятельно вибропресс для тротуарной плитки, следует знать его характерные особенности.
 Рисунок 1. Вибропресс для тротуарной плитки
Рисунок 1. Вибропресс для тротуарной плитки
Особенности использования и преимущества технологии вибропрессования
Технологический процесс вибропрессования по сути невероятно простой — смесь из компонентов, составляющих основу плитки, требуется залить внутрь жесткой матрицы, которая расположена на вибрирующей станине. Помимо вибрации на смесь дополнительно давит вибрирующий пуансон, точно повторяющий контуры матрицы. Его действие продолжается до момента гарантированного уплотнения смеси.
После этого пуансон с матрицей разъединяются, с поддона убирают целиком готовые изделия. Главное достоинство такой методики — возможность быстро выполнять значительные объемы работ и простота производства при незначительных трудозатратах. Для организации технологического процесса требуется лишь наличие вибропресса — более никаких сложных приспособлений не требуется.
Составные части вибропресса
Оборудование для производства тротуарной плитки с использованием вибропрессования предполагает наличие определенной его конструкции, включающей определенные составные элементы. Небольшой станок вполне доступно изготовить самостоятельно. Главное в этом мероприятии — все скрупулезно изучить, сделать чертежи, четко продумать последовательность действий и руководствоваться инструкцией. Основные элементы станка такие:
- стол со столешницей;
- вибрационный механизм;
- специальное приспособление для прессования.
Каждый узел имеет несколько составляющих, которые определенным образом соединяются вместе. Непременно перед началом изготовления вибропресса нужно подготовить его подробные чертежи. Их доступно найти в интернете либо нарисовать самому, дополнив собственными идеями и конструкционными новинками.
За основу рекомендовано брать проверенную схему сборки, которую создали проектировщики. Создавая дома вибростол, желательно сразу выяснить, какие его элементы сможете сделать сами, а какие придется приобретать готовыми. Непременно помните, что оборудование при работе испытывает существенные нагрузки, из-за чего станину требуется выполнять из стали, закрепляя все ее компоненты электросваркой. Именно так получится предотвратить разрушение конструкции из-за постоянной вибрации.
Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.
- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.
Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Технология производства тротуарной плитки вибропрессованием
Чтобы получить качественное изделие, применяют полусухой рабочий раствор. Для гарантии соблюдения рецептуры на производстве используют полную автоматизацию процесса, предусматривающую монтаж технологической линии. В быту необходимо использовать несколько рекомендаций, позволяющих добиться на выходе хоть и не стопроцентно идеальной, но приближенной к этому показателю плитки.
Приготовление бетона
Чтобы изготовить раствор, подходящий для заливки в матрицу вибропресса, делающего тротуарную плитку, необходимо дополнительное оборудование — бетоносмеситель. В матрицу, размещенную на столе, подают уже готовую смесь. После опускания пуансона она сжимается в форме, затем на бетон действует вибрация, создаваемая одновременно столом и пуансоном.
Состав смеси включает следующие ингредиенты:
- Вяжущий компонент: цемент. Лучше использовать М500, чтобы материал был более прочным и схватывался быстрее.
- Наполнители: щебень (фракция 5–10) и крупнозернистый песок (фракция не меньше 2,5).
- Добавки: пластификаторы, а также краситель раствора.
- Вода.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Используя вибропресс для производства тротуарной плитки, необходимо учитывать повышенные требования, касающиеся бетонного состава. Технология предполагает наличие только жестких смесей. Невысокое водоцементное соотношение применяют при выпуске изделий, отличающихся повышенной морозостойкостью, а также низким свойством поглощения влаги. Также такие материалы обеспечивают сохранение правильной формы и гарантируют точность геометрических параметров.
Жесткость примененного бетона определяют, контролируя осадку его конуса. Это наиболее действенный и простой метод, позволяющий получить достаточное представление, насколько подвижной получилась бетонная смесь. Проводят такое испытание, применяя усеченный металлический конус.
Емкость заполняют раствором за три приема, выполняя ее уплотнение металлическим стержнем. Затем оборудование переворачивают, фиксируют на выверено ровной плоскости и снимают конус. Когда прекращается усадка раствора, измеряют разницу его первоначальной и конечной высоты. Если она не превышает показателя в 50 мм — смесь малоподвижная.
Именно такой раствор подходит для изготовления качественной тротуарной плитки, поскольку процесс ее формования из малоподвижных смесей нуждается в воздействии вибрации и непосредственного давления, чтобы устранить гарантированно все пустоты. Их отсутствие обеспечивает монолитность, а значит, прочность готового изделия. Малейшее нарушение соотношения воды способно существенно снизить итоговую прочность плитки.
Формование
Процедура формования тротуарной плитки происходит так:
- сначала на станину вибропресса кладут деревянный поддон с помещенной на нем специальной металлической матрицей, задающей внешний вид, а также габариты будущего изделия;
- затем внутрь матрицы заливают готовую бетонную смесь;
- чтобы она целиком заполнила форму, на короткое время запускают вибрацию;
- изделие набирает форму и требуемые параметры при воздействии вибрации, а также давления пуансона, опускаемого в матрицу для создания необходимого давления;
- после завершения формования продукта матрица одновременно с пуансоном поднимается, оставляя на деревянном поддоне готовое изделие, которое вместе с ним перемещают на сушку в приспособленное место.
Сушка
Мероприятие, связанное с сушкой и завершающим затвердеванием плитки происходит в естественной среде либо внутри пропарочной камеры, где поддерживается заданный уровень влажности и температуры.
Сушка на воздухе — длительное мероприятие, требующее минимум двух суток. Период процесса зависит только от влажности атмосферы и температуры окружающей среды. Внутри пропарочной камеры процесс длится быстрее — 4–8 часов.
Заключение
Вибропрессование помогает получить тротуарную плитку при повышенной производительности ее изготовления. Изделие извлекается из матрицы немедленно, что позволяет сразу же начинать формирование следующего продукта. Вибропресс существенно ускоряет производственный процесс. Поэтому, когда требуется покрыть плиткой значительную площадь приусадебной территории, целесообразно приступить к самостоятельному изготовлению самодельного оборудования для вибропрессования бетонной смеси.
Оборудование для производства вибропрессованной тротуарной плитки





В г. Кирове — Московское время
Контактная информация
Россия, г. Киров (обл.),
ул. Производственная, 48, 2 этаж
Тел./факс:
Сотовые:
8(912)734-45-20 (WhatsApp и Viber) — Михаил
Производство брусчатки, кирпича методом гидравлического вибропрессования на установке серии ВПГ

Производство тротуарной плитки и брусчатки методом прессования на гидравлическом вибропрессе серии ВПГ-1000
Современная технология позволяет производить очень прочную декоративную тротуарную плитку, брусчатку из бетонных смесей с низким содержанием воды.
Для производства плитки методом вибропрессования необходима жесткая цементно-песчаная смесь, приготавливаемая в бетоносмесителе принудительного действия.
Механизм вибропрессования заключается в одновременном воздействии вибрации и прессования под давлением.
Бетон, используемый при вибропрессовании, имеет низкое водосухое соотношение.
Вибропрессование снижает расход цемента и обеспечивает высокую прочность (М300-400) и морозостойкость (М200-400) тротуарной или облицовочной фасадной плитки.
Произведенная данным методом брусчатка отличаются точной геометричностью линий и одинаковостью размеров декоративной плитки.
Вибропрессованная тротуарная плитка и брусчатка имеет шероховатую поверхность — это делает ее удобной для мощения городских территорий, автостоянок и различных прилегающих территорий.
В отличие от плитки, полученной вибролитьевым методом, окраска вибропрессованной брусчатки преимущественно однотонная, содержит пигмент во всей своей толщине.
Качество и долговечность окраса зависят от исходного качества пигмента, соответственно желательно использовать импортный синтетический пигмент, а не менее долговечный минеральный.
Долговечность самой вибропрессованной тротуарной плитки / брусчатки — не только от точного соблюдения технологии, качественного сырья, но и от класса вибропресса, лучшие представители которого недешевы.
Основные преимущества вибропрессования: технологичность, низкая себестоимость, высокая производительность, минимум ручного труда, отсутствие в составе смеси сложной химии — суперпластификатора, гидрофобизатора и микрокремнезема.




Принцип и порядок работы:
1. В принудительном бетоносмесителе готовиться полусухая бетонная смесь.
2. По транспортеру поступает в бункер-накопитель вибропресса, либо вручную готовая смесь загружается непосредственно в матрицу.
3. Из дозатора смесь загружается в матрицу, равномерно разравнивается по ячейкам матрицы.
4. Включается вибратор на непродолжительное время (2-3 секунды, не более) — происходит предварительное уплотнение (количество воздуха в смеси снижается с 60% до 25%).
5. Производим дозагрузку смеси в ячейки, разравниваем смесь заподлицо с верхним краем матрицы.
5. Включением с блока управления опускаем пуансон станка, повторяющий геометрию матрицы, сдавливая смесь.
6. При опускании пуансона включается так же и вибратор, вибрация, которого передаётся в бетонную смесь. Под действием вибрации и давления частицы полусухой массы равномерно распределяются в формообразующей оснастке, а частицы заполнителя максимально сближаются и смачиваются разжижаемым цементным тестом. На этой стадии из бетона удаляется основная масса защемлённого воздуха (остаётся около 3%).
7. Давление и вибрация на смесь производятся не более 3-5 секунд, после чего матрица и затем пуансон поднимаются.
8. Поддон с изделиями выкатывается и переносится к месту естественной сушки или подвергается пропариванию.
 Добавки с воздухововлекающим эффектом
Добавки с воздухововлекающим эффектом
Специально разработанные модификаторы для работы с жесткими и сверхжесткими бетонными смесями, а также на производстве изделий методом полусухого вибпропрессования с применением воздухововлекающего и пластифицирующего эффектов. Повышение марки морозостойкости, водонепроницаемости и качества получаемых бетонных смесей. Узнать подробнее.



Установка ВПГ-1000 может использовать несколько видов матриц: для производства брусчатки форм «Кирпичик», «Брук», «Двойное Т», «Ромб», «Шестиугольник».
Разработаем по заявке другие виды форм.
Матрица «Брук» (он же «Булыжник», «Старый город»,
серия «Булыжная мостовая»)
За один цикл формуется три плитки различного размера.
Размер плитки: малой — 60 х 120 х 60 мм,
средней — 120 х 120 х 60 мм, большой — 180 х 120 х 60 мм.

Матрица «Кирпичик»
(плитка размером 200 х 100 х 60 мм)
Матрица «Кирпичик»
(плитка размером 200 х 100 х 60 мм)

Матрица «Двойное Т» (Катушка)
Размер производимой брусчатки — 225 х 135 х 60 мм
Матрица «Ромб»
Размер брусчатки — 320 х 190 х 60 мм
Матрица «Шестиугольник» («Соты»)
Размер брусчатки — 240 х 210 х 60 мм

Количество форм в матрице:
— формы «Двойное Т» («Катушка»), «Ромб» и «Брук» — 12 шт.
— формы «Шестиугольник» («Соты») — 8 шт.
— форма «Кирпичик» — 16 шт.
Цена одной матрицы для одного вида брусчатки — 75 000 руб.
Цена вибропресса ВПГ-1000 — 292 500 руб.
Телефон для подробной консультации по установкам серии ВПГ-1000 : +7 912 734 45 20 Михаил
Если вам сложно разобраться в новой незнакомой Вам теме, нет времени или желания самостоятельно вникать — позвоните или закажите обратный звонок и Вам подробно все объяснят, ответив Вам на все не выясненные Вами вопросы!
Оборудование для производства брусчатки, тротуарной плитки, кирпича методами полусухого вибропрессования, вибролитья, гиперпрессования
Новости
Группы в соцсетях


Конкурентные преимущества
Оборудование ООО «ТехТрон» соответствует мировым стандартам и отличается высоким качеством.
У нас работают высококвалифицированные специалисты с большим опытом работы на российском рынке.
ООО «ТехТрон» проектирует оборудование с условием заметного увеличения качества выходящей продукции (стройматериалов) и одновременным удешевлением самого оборудования по сравнению с существующими на рынке аналогами.
Осуществляем гарантийное и послегарантийное обслуживание всех установок.
Ваш заказ мы примем в любое время, в любой день недели. Мы готовы работать с Вами 24 часа в сутки.
Оборудование ООО «ТехТрон» предназначено как для частного застройщика, который желает реализовать свои предпринимательские способности, так и для крупных строительных компаний.
Мы обеспечиваем доставку оборудования в кратчайшие сроки, транспортом, оптимальным по цене и срокам доставки, сопровождаем оборудование всей технической документацией, необходимой вам для работы, рекомендациями по оптимизации производства, повышению качес
При необходимости компания проводит обучение работе ваших технических специалистов, на базе нашего собственного производства.
Оборудование не требует обязательной сертификации. Гарантия на установки – 1 год.

