Оборудование для вулканизации конвейерных лент
Вулканизаторы для конвейерных лент
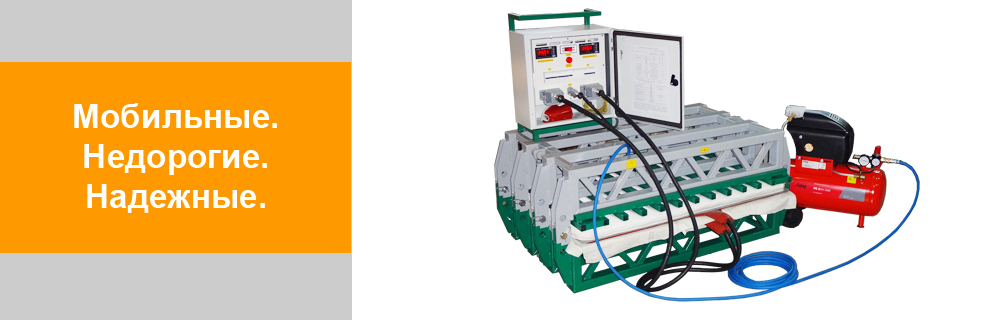
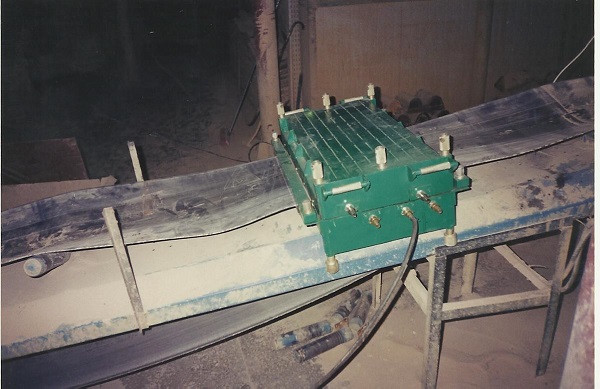
Вулканизаторы для лент серии ВК с пневмомеханической системой создания давления предназначены для стыковки и ремонта резинотканевых конвейерных лент шириной до 1500 мм методом горячей вулканизации.
| Модель | ВК-1000/750 | ВКМ-1000/750* | ВК-1000/1500 | ВК-1500/1000 | ВК-1500/2000 |
| Макс. ширина ленты, мм | 1000 | 10000 | 1000 | 1500 | 1500 |
| Длина стыка, мм | 750 | 750 | 1500 | 1000 | 2000 |
| Мощность нагревателей, Вт | 5300 | 5300 | 10600 | 10600 | 21200 |
| Макс. масса переносимого узла, кг | 45 | 36 | 45 | 56 | 56 |
| Общая масса, кг | 200 | 160 | 400 | 400 | 800 |
| Размеры (ДхШхВ), мм | 800х1200х680 | 800х1200х520 | 1600х1200х680 | 1740х1080х640 | 3480х1080х640 |
* Вулканизатор ВКМ-1000/750 изготавливается в низкорамном облегченном варианте. Оптимален для стыковки конвейерных лент в труднодоступных местах, например узких галереях.
 Малый вес переносимого элемента
Малый вес переносимого элемента
Все части могут перенести всего 2 человека
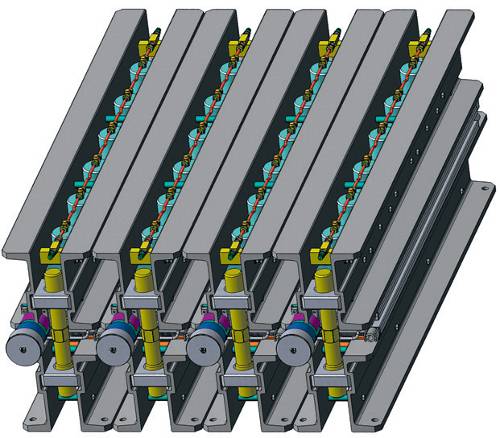
 Равномерное распределение давления
Равномерное распределение давления
за счет применения пневмоподушек
 Равномерное распределение температуры
Равномерное распределение температуры
за счет применения гибких нагревателей
Бе зопасная эксплуатация
зопасная эксплуатация
Система отключения электропитания при перегреве
 Низкая цена вулканизатора
Низкая цена вулканизатора
100% российская высококачественная сборка
 Высокое качество стыка
Высокое качество стыка
пространственная рама с малым изгибом
Арт. 50016
ВУЛКАНИЗАТОР ДЛЯ КОНВЕЙЕРНЫХ ЛЕНТ ВК-1000/750

Вулканизатор ВК-1000/750 предназначен для стыковки и ремонта резинотканевых конвейерных лент шириной до 1000 мм с длиной стыка до 750 мм методом горячей вулканизации.
- Вес переносимого элемента: 45 кг
- Вес вулканизатора: 200 кг
- Суммарная мощность нагревателей: 5300 Вт
- В комплекте: компрессор + набор инструмента для разделки
Артикул 50016
Ваша цена с НДС:
482 400 рублей

Арт. 50016М
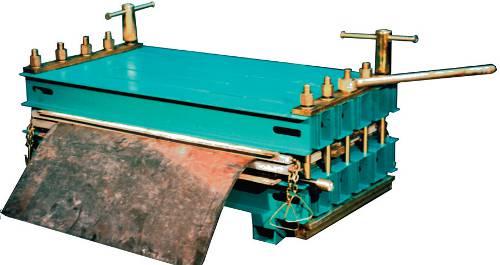
ВУЛКАНИЗАТОР ДЛЯ КОНВЕЙЕРНЫХ ЛЕНТ ВКМ-1000/750

Низкопрофильный вулканизатор ВКМ-1000/750 предназначен для стыковки и ремонта резинотканевых конвейерных лент шириной до 1000 мм с длиной стыка до 750 мм в стесненных условиях узких галерей методом горячей вулканизации.
- Вес переносимого элемента: 36 кг
- Вес вулканизатора: 160 кг
- Суммарная мощность нагревателей: 5300 Вт
- В комплекте: компрессор + набор инструмента для разделки
Артикул 50016М
Ваша цена с НДС:
482 400 рублей
Арт. 50015
ВУЛКАНИЗАТОР ДЛЯ КОНВЕЙЕРНЫХ ЛЕНТ ВК-1000/1500

Вулканизатор ВК-1000/1500 предназначен для стыковки и ремонта резинотканевых конвейерных лент шириной до 1000 мм с длиной стыка до 1500 мм методом горячей вулканизации.
- Вес переносимого элемента: 45 кг
- Вес вулканизатора: 400 кг
- Суммарная мощность нагревателей: 10600 Вт
- В комплекте: компрессор + набор инструмента для разделки
Артикул 50015
Ваша цена с НДС:
882 000 рублей
Арт. 50014
ВУЛКАНИЗАТОР ДЛЯ КОНВЕЙЕРНЫХ ЛЕНТ ВК-1500/1000

Вулканизатор ВК-1500/1000 предназначен для стыковки и ремонта резинотканевых конвейерных лент шириной до 1500 мм с длиной стыка до 1000 мм методом горячей вулканизации.
- Вес переносимого элемента: 56 кг
- Вес вулканизатора: 400 кг
- Суммарная мощность нагревателей: 10600 Вт
- В комплекте: компрессор + набор инструмента для разделки
Артикул 50014
Ваша цена с НДС:
938 400 рублей
Арт. 50013
ВУЛКАНИЗАТОР ДЛЯ КОНВЕЙЕРНЫХ ЛЕНТ ВК-1500/2000

Вулканизатор ВК-1500/2000 предназначен для стыковки и ремонта резинотканевых конвейерных лент шириной до 1500 мм с длиной стыка до 2000 мм методом горячей вулканизации.
- Вес переносимого элемента: 56 кг
- Вес вулканизатора: 800 кг
- Суммарная мощность нагревателей: 21200 Вт
- В комплекте: компрессор + набор инструмента для разделки
Артикул 50013
Ваша цена с НДС:
1 876 800 рублей
Помимо вулканизаторов для стыковки конвейерных лент вы можете самостоятельно выбрать и купить все необходимое оборудование и инструмент для быстрого, эффективного и безопасного процесса стыковки транспортерных лент:
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И МАТЕРИАЛЫ ДЛЯ СТЫКОВКИ ЛЕНТ
Наборы шероховального инструмента
Выбор, сравнение, варианты комплектации для разных условий

Цена от 10.970 рублей
Комплекты ручного инструмента
Варианты комплектации для холодной и горячей вулканизации

Цена от 20.900 рублей
Универсальные стыковочные пакеты
Включают все необходимые компоненты для горячей стыковки: клея и резину

Цена с НДС от 10.200 рублей
Стяжные устройства для лент
С компенсатором прогиба, в комплекте с рычажными лебедками
Для резинотканевых конвейерных лент
Для резинотканевых конвейерных лент со склада в Москве!
Чтобы заказать для резинотканевых конвейерных лент, звоните по телефону, или воспользуйтесь заявкой с сайта!
Вулканизационные пресса FONMAR
Многолетний опыт работы ООО «ТПК «Белтимпэкс» позволяет предложить вулканизационные пресса изготавливаемые в Испании компанией FONMAR S.A..
Импортное оборудования позволяет изготавливать стыковые соединения превосходного качества, при этом стоимость оборудования сопоставима с прессами отечественного производства.
К преимуществам импортных прессов следует отнести более легкий вес элементов конструкции в сравнение с отечественными. Важной особенностью импортных прессов типа COMPACTA является наличие гибкой диафрагмы, позволяющей создавать более равномерное давление прессования. Пресса оснащаются водяным или воздушным охлаждением с индивидуальной помпой, что позволяет существенно сократить время стыковки.
Вулканизационные пресса для горячей вулканизации резинотканневых и резинотросовых конвейерных лент:
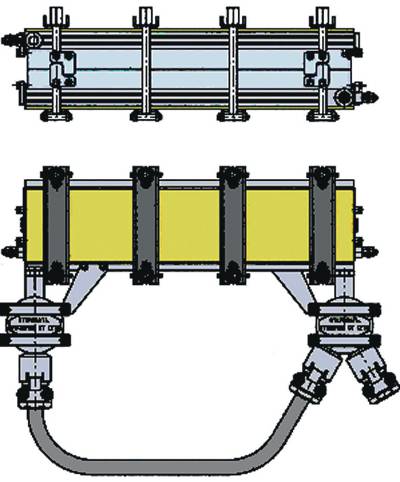
KOMP 7
• Верхняя и нижняя пневмоподушки вулканизационного пресса обеспечивают равномерное распределение давления по поверхности стыка.
• В стандартную поставку пресса входят все необходимые элементы для работы вулканизационного пресса: блок управления, водяной насос, чемоданчик с комплектом кабелей для электроподключения и системы охлаждения.
• Вулканизационный пресс оснащен системой автоматического регулирования температуры (ATRS). На прессе Compacta 1000х500 нагрев от 20°С до 150°С занимает порядка 20 минут.
• Два или более вулканизационных пресса могут быть объедены для получения любой требуемой длины стыка.
• Вулканизационный пресс может быть разобран на составные части для облегчения транспортировки.
Макс. ширина ленты, мм./дюйм
Толщина мм./ дюйм
Комментарии: Вулканизационный пресс Compacta идеален для стыковки малонагруженных конвейерных лент с небольшой длиной стыка.
Уважаемые клиенты!
Для Вашего удобства более подробная информация по вулканизационному прессу Compacta AL производства компании Fonmar (Испания) представлена в нашем рекламном буклете, ссылка на который расположена ниже.


Пресс AC 25
• Эластичная система регулирования вулканизатора. Усиленные элементы арочной конструкции с тензорными регуляторами позволяют прессу испытывать высокие нагрузки без изменения геометрии элементов.
• Полностью независимые элементы вулканизатора. Каждый элемент (верхний и нижний), разделен на 2 пары алюминиевых плит со встроенными системами нагрева, охлаждения и гидравлической системой создания давления.
• Секционный пресс. Пресс состоит из отдельных элементов-секций. Число секций зависит от требуемой длины стыка.
Пример: используя 4 элемента пресса получают длину стыка 1000 мм. Данная система может быть разделена на 2 независимых пресса с длиной стыка 500 мм каждый.
• Гидравлическая система создания давления вулканизатора. Абсолютно равномерное распределение давления на поверхность стыка, получаемое встроенными в верхние и нижние элементы гидроцилиндрами. Давление создается посредством гидравлического ручного или электро-гидравлического насоса.
• Быстрый процесс вулканизации. Вулканизатор, оснащенный водяной системой охлаждения позволяет значительно сократить время вулканизации. Пример: охлаждение стандартного пресса AC 25 800 с воздушной системой охлаждения, со 150 °С до 80 °С занимает 23 минуты, а с водяной системой охлаждения – 7 минут. Система водяного охлаждения поставляется как дополнительная опция.
Оборудование для вулканизации конвейерных лент

- Рукава для пищевых продуктов
- Рукава пескоструйные
- Маслобензостойкие рукава
- Рукава для транспорта
- Рукава для пара и горячей воды
- Рукава для химии
- Рукава для промышленной воды
- Рукава для воздуха
- Рукава для газов
- Шланговая система SIGMA
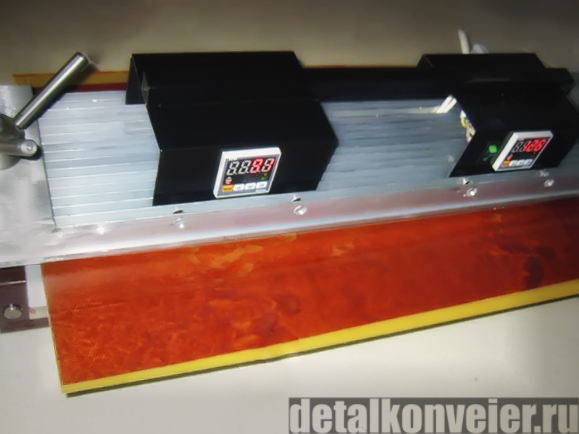
Предназначен для сварки ПВХ и ПУ лент толщиной от 0,6 мм до 6 мм и шириной до 600 мм.
Пресс вулканизационный электропневматический ТП5АЛ 609/160 ..

Предназначен для стыковки методом вулканизации резинотканевых конвейерных лент с максимальной шириной ленты 800 мм и длиной сварочного шва 600 мм. Очень легкий компактный пресс. Разборный для облегчения транспортировки с силовым каркасом из алюминия или стали по Вашему выбору.Максимальное усилие сжатия 24 тн
Цена 325 000-00 руб.
Пресс вулканизационный электропневматический ТП5СТ-800/600 ..
Подробнее
Предназначен для сварки ПВХ и полиуретановых конвейерных лент.
Цена 183 000-00 руб.
Технический ПАСПОРТ

Предназначен для стыковки методом термокомпрессии пластиковых конвейерных лент толщиной от 0,6 мм до 6,0 мм, изготовленных из поливинилхлорида и полиуретана с максимальной шириной ленты – 1000 мм и шириной сварочного шва – 140 мм.
Цена 287 000-00 руб.
Технический ПАСПОРТ

Предназначен для подготовки края ленты ПВХ, ПУ к сварке ленты шириной до 1100 мм, высотой зуба 80 мм, шагом 20 мм.
Цена 77 000-00 руб.
Пальцеразделочное устройство ПНМ 1200/80Х20-Э ..
Подробнее
Предназначен для сварки ПВХ и ПУ лент толщиной от 0,6 мм до 6 мм
Цена 142 000-00 руб.
Пресс ТП5АЛ-400/140 ..
Подробнее
Предназначен для стыковки методом вулканизации резинотканевых конвейерных лент толщиной до 6 мм с максимальной шириной ленты 800 мм и длиной сварочного шва 350 мм.
Цена 120 000-00 руб.
Технический ПАСПОРТ
Предназначен для склейки плоских ремней с максимальной шириной 100 мм и длиной сварочного шва 60 мм.
Цена 27 000-00 руб.
Пресс ТП5СТ 100/60 ..Подробнее
Предназначен для подготовки края ленты ПВХ, ПУ к сварке ленты шириной до 1000 мм, высотой зуба 80 мм, шагом 20 мм.
Цена 77 000-00 руб.
Пальцеразделочное устройство ПНМ 1000/80Х20 ..
Подробнее

Предназначен для стыковки методом термокомпрессии резинотканевых конвейерных лент. Очень легкий компактный пресс. Разборный для облегчения транспортировки с силовым каркасом из алюминия или стали по Вашему выбору.
Цена 360 000-00 руб.
Подробнее

Предназначен для стыковки методом вулканизации резинотканевых конвейерных лент из трех и более кордовых слоев
Цена 380 000-00 руб.
Подробнее


Предназначен для стыковки методом термокомпрессии пластиковых конвейерных лент, изготовленных из поливинилхлорида и полиуретана с максимальной шириной ленты – 1000 мм и шириной сварочного шва – 140 мм.
Цена 167 000-00 руб.
Технический ПАСПОРТ
——————->

Предназначен для стыковки методом вулканизации резинотканевых конвейерных лент с максимальной шириной ленты 800 мм и длиной сварочного шва 600 мм.
Цена 320 000-00 руб.
Технический ПАСПОРТ

На долевой резке стоит мотор-редуктор НР47-114, 7-12, 1-0, 25-В3. Момент вращения на выходе 195 Нм, при оборотах 12,1 диаметр вала 30 мм. Из расчета на диаметр 0,5 м (средний диаметр намотки ленты) на приводной вал, при скорости 32 м/сек., при усилие тяги 800 ньютон
Резка конвейерной ленты долевая

Предназначен для стыковки методом термокомпрессии конвейерных лент из ПВХ И ПУ с максимальной шириной ленты 1500 мм и длиной сварочного шва 140 мм.
на 380 000-00 руб.
Пресс электропневматический алюминиевый..
Подробнее

Предназначен для стыковки методом термокомпрессии конвейерных лент из ПВХ И ПУ с максимальной шириной ленты 600 мм и длиной сварочного шва 140 мм.
Цена 198 000-00 руб.
Пресс электропневматический алюминиевый..
Подробнее
Данная модель снята с производства

Предназначен для стыковки конвейерной ленты и плоских ремней горячим воздухом на ширину стыковки 300 мм-1800 мм. Быстрый нагрев. Моментальное охлаждение.
Пресса и вулканизаторы для конвейерных лент
ВУЛКАНИЗАЦИОННЫЙ ПРЕСС (Россия)

Вулканизационный пресс (Россия) 1400*500 мм.

Пресс для стыковки конвейерных лент 1000*500 мм
Вулканизационный пресс отечественных производителей для стыковки резинотканевых лент
Описание
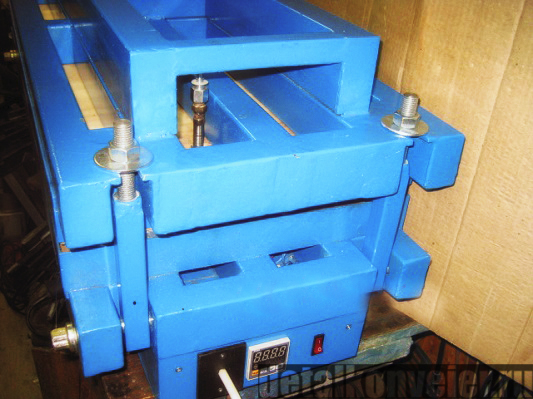
Легкий компактный пресс,выполненный в алюминиевом корпусе.
Предназначен для вулканизации(стыковки) конвейерных лент различной ширины, толщины и профиля, применяемых на дробильно–сортировочном оборудовании, а также конвейерах различного назначения.
Автономный, так как включает в себя систему пневматического давления, систему нагрева и охлаждения.
Состоит из двух частей, верхней и нижней, в которые интегрированы нагревательные элементы, охлаждающий контур из нержавеющей стали, пневмоподушка.
Процесс вулканизации полностью автоматизирован:
Давление на пневмоподушку >> нагрев и вулканизация >> охлаждение
Система подачи давления на пневмоподушку
При помощи пневмоподушки происходит равномерное распределение
усилия по всей поверхности стыкуемой ленты.
Регулятором можно выставить различные значения давления.
Максимальное давление: 6 атмосфер.
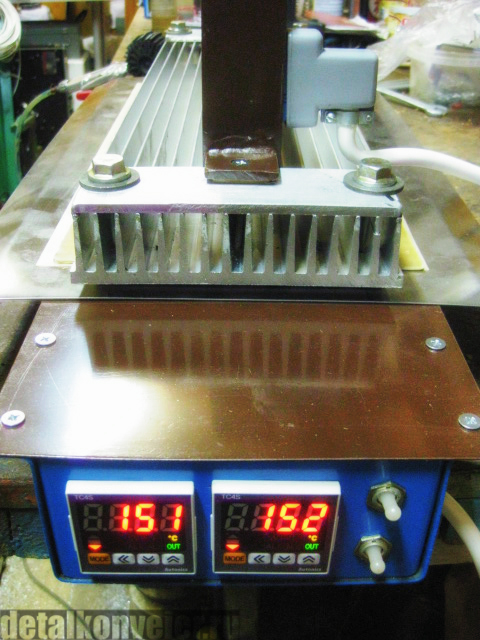
Система нагрева и вулканизации
Система охлаждения cпособствует быстрому снижению температуры нагревающего элемента.
Система охлаждения имеет замкнутый контур из нержавеющей стали, в который вода подаётся с помощью водяного насоса, погружённого в резервуар.
| Технические характеристики оборудования | |
| Материал | Алюминий |
| Пульт управления | автоматический процесс;ATRS(Автоматическая Система Управления Температурой) |
| Давление | мембрана на нижнем элементе; max 6кг/см2 Бар(К7) |
| Нагревание | max температура 200 ˚С |
| Охлаждение | вода |
| Шир. л/длина стыкастандартная | 650х500,800х500,1000х500,1200х500,1400х600. или по требованию заказчика. |
| Угол стыка | 15˚ |
ПРЕССА FONMAR
FONMAR SA является мировым лидером в производстве машин для вулканизации резины, ПВХ и ПУ, шин

Пресс Compacta FONMAR
Пресс Compacta FONMAR улучшенная модель компактных вулканизаторов.
Пресс модернизирован с учётом основных потребностей эксплуатационников. Благодаря новым легким и прочным сплавам маталлов, пресс значительно легче других аналогов.
Подушка давления стала тоньше, что позволяет создавать равномерное давление по всей поверхности при этом минимизировать нагрузку на рамную конструкцию.
Пресс снащен станцией контроля температуры, полный автомат.
Пневмоподушки
Верхняя и нижняя пневмоподушки регулируют равномерное распределение давления по поверхности стыка и снижают напряжение в плитах.
Автоматическая станция управления
Вулканизатор оснащен системой автоматического регулирования температуры. Нагрев пресса Compacta 1000х500 с 20°С до 150°С занимает менее 23 минут.
Для того, чтобы получить желаемую длину можно объединить два или более вулканизаторов.
МОБИЛЬНЫЙ ПРЕСС KOMP FONMAR

Пресс спроектирован, специально с учётом основных потребностей эксплуатационников по снижению веса оборудования.
Это стало возможным — после конструктивных изменений с применением новых сплавов металлов, легких и прочных.
Принципиальной модернизации подверглась и подушка давления.
Она стала тоньше, что позволяет создавать равномерное давление по всей поверхности при этом минимизировать нагрузку на рамную конструкцию
Оснащен станцией контроля температуры, полный автомат.
Время нагревы плиты от 20 до 150°С занимает менее 24 минут.
Для стыковки более длинных стыковых соединений, возможно совместно использовать два и более прессов для синхронизированной вулканизации.
Выпускается в двух следующих модификациях:
— Komp 4 (1000*500) вес 155 кг
— Komp 7 (1000*500) вес 169 кг.
Комплектация поставки прессов :
— Пресс
— Станцией управления,
— Водяной насос
— Комплект шлангов для подачи воды, с быстроразъёмными фитингами
— Комплект соединительных высоковольтных проводов.
ПРЕССА ZLJ
Китайские пресса для стыковки конвейерных лент ZLJ
Переносные вулканизационные прессы для стыковки конвейерных лент
Более 70% простоев конвейерного транспорта связано со стыковкой или переделкой стыковых соединений конвейерной ленты. Наиболее надежным и долговечным способом стыковки лент является метод горячей вулканизации, технология которого в своей основе соответствует технологии производства самой ленты на заводе-изготовителе. При этом, горячая вулканизация обеспечивает прочность стыкового соединения на уровне до 98% от прочности ленты, в то время как при холодной вулканизации эта величина не превышает 70%, а при механической стыковке – 25% прочности ленты.
Основным производителем и поставщиком переносных вулканизационных прессов и кабельных вулканизаторов для различных отраслей промышленности является ОАО «Боровичский завод «Полимермаш». Продукция завода широко используется не только на горно-металлургических и угольных предприятиях России и других стран СНГ, но и на конвейерном транспорте предприятий в Африке, Монголии, Вьетнаме и многих других стран мира. Среди потребителей продукции такие предприятия как «Беларуськалий», «Сильвинит», «Северсталь», «Мечел», «Кузбассуголь», «Южкузбассуголь», «Гуковуголь», Шахта «Заречная» и др. Этот список можно продолжить, так как заводом ежегодно поставляется более 100 единиц оборудования для вулканизации.
В настоящее время завод выпускает прессы двух исполнений:
— общепромышленное исполнение – прессы серии ПСА4Л, ПСТ;
— взрывобезопасное исполнение – прессы серии ПСШ-1А1, которые с успехом применяются на шахтах, опасных по взрывам метана и угольной пыли.
Вулканизационные прессы общепромышленного исполнения
Прессы ПСА-Л Прессы ПСА-Л предназначены для вулканизации легко нагруженных лент шириной до 1400 мм и длиной стыкового соединения 765 мм. Тип стыка при этом – прямой.
Пресс ПСА-Л для легко нагруженных лент
Прессы имеют сухие алюминиевые нагревательные плиты, создающие тепловое поле, неравномерность которого по всей площади стыка не превышает 5°С. Узлы давления выполнены в двух вариантах:
— для стыковки лент шириной до 1000 мм – с ручной затяжкой с использованием динамометрических ключей. При этом давление достигает 8–9 кг/см2;
— для лент шириной 1200–1400 мм – узел давления выполнен в виде металлической диафрагмы, заполненной минеральным маслом. При этом, прессование осуществляется за счет объемного расширения рабочей жидкости от тепла нагревательных плит. Давление в зоне стыка достигает 12 кг/см2.
Прессы серии ПСА-Л отличаются малыми габаритами и незначительной массой составных частей, простотой в наладке и эксплуатации. Они выпускаются с 2002 г. и предназначены для замены находящихся в эксплуатации прессов типа ТСА.
С 2003 г. взамен устаревшего пресса ПСЛ завод освоил выпуск вулканизационных прессов типа ПСТ.
Пресс ПСТ представляет собой сборно-разборную конструкцию, 90% узлов которой изготовлены из легкосплавного материала. Узел давления пресса выполнен в виде гидродомкратов, встроенных в верхнюю силовую балку и питаемых от ручной или электрической насосной станции. Давление в зоне стыка может достигать 15 кгс/см2.

Пресс ПСТ для тяжело нагруженных лент
Нагрев создается за счет нагревательных плит с двойными омическими нихромовыми нагревателями, температурный режим которых поддерживается с помощью микроконтроллерных регуляторов температуры, имеющих цифровую индикацию задаваемой и текущей температуры. Рабочая температура задается непосредственно потребителем и может достигать 185°С, что позволяет производить стыковку не только резиновых, но и иных лент. Неравномерность теплового поля по всей площади стыка не превышает 5°С.
Конструктивно пресс ПСТ похож на пресс NILOS (Германия) и имеет аналогичные технические параметры и весовые характеристики. Вместе с тем пресс ПСТ в 2–2.5 раза дешевле своего немецкого собрата.
Пресс позволяет производить стыковку всех типов резинотканевых и резинотросовых конвейерных лент (включая тяжело нагруженные) методом горячей вулканизации, а также может быть использован для соединения конвейерных лент иным методом (склеивания, холодной вулканизации, сваривания синтетических конвейерных лент).
Вулканизационные прессы взрывобезопасного исполнения
Прессы ПСШ-1А1 Проанализировав отзывы предприятий, эксплуатирующих шахтные прессы серии ПСШ-1, руководство завода в 2007 г. приняло решение приступить к разработке принципиально нового пресса – ПСШ-1А1, конструкция которого должна была вобрать в себя все положительные качества ранее выпускаемых прессов серии ПСШ, но при этом, исключить их недостатки. Получив разрешение Госгортехнадзора РФ, первый серийный пресс ПСШ-1А1 (1200/2160РБ) прошел промышленные испытания на шахте «Алмазная» (Ростовская обл.), входящей в состав ОАО «Гуковуголь».
Шахтный (взрывобезопасный) пресс серии ПСШ-1А1
Прессы ПСШ-1А1 имеют оригинальный позисторный нагреватель, не требующий внешних устройств управления температурой и полностью исключающий п е р е г р е в вулканизируемого участка ленты.
От ПСШ-1 новый пресс отличает и оригинальная конструкция нажимной системы. В ней применены силовые балки, изготовленные из алюминиевого сплава, прошедшего испытания на фрикционную искробезопастность.
В верхнюю балку встроены гидродомкраты (также как в прессе фирмы NILOS). Заменяя три элемента (2 балки и диафрагму) пресса ПСШ-1, этот единый элемент имеет значительно меньшую массу и поэтому удобен в монтаже и демонтаже.
Конструкция нагревательной плиты тоже претерпела изменения, что позволило существенно улучшить процесс сборки пресса в целом и почти в 1.5 раза снизить массу этого элемента. Общая масса пресса уменьшилась почти на 20%. Свою новую разработку ОАО «Боровичский завод «Полимермаш» уже продемонстрировал на выставке «Уголь/Майнинг», которая проходила в сентябре 2008 г. в Донецке (Украина). На сегодняшний день заводом изготовлено и введено в эксплуатацию еще два пресса: ПСШ-1А1 (1400/3510) для ОАО «СУЭК» и ПСШ-1А1 (1400/4590) для ОАО «Южный Кузбасс».
При создании прессов было освоено серийное производство комплекта специальных приспособлений, устройств и инструментов, необходимых для проведения стыковочных и ремонтных работ на конвейерах, оснащенных тканевыми и резино-тросовыми лентами. Инструмент удобен в эксплуатации, его применение позволяет значительно повысить качество получаемого стыка.
Кабельные вулканизаторы
Как известно, оболочка кабеля повреждается достаточно часто как в шахтах, так и на поверхности. ОАО «Боровичский завод «Полимермаш» выпускает вулканизаторы ВК1 (общепромышленное исполнение) и ВКВ1 (шахтное исполнение), предназначенные для восстановления оболочки гибких резиновых кабелей непосредственно на месте их установки. Имеются все необходимые сертификаты и разрешения для их эксплуатации в шахтах. Вулканизаторы способны восстановить как резиновую, так и ПВХ оболочку кабелей и жил диаметром от 10 мм до 80 мм.
Кабельные вулканизаторы ВК1 и ВКВ1 для восстановления оболочек кабелей и жил
Учитывая особую ценность обмена информацией и опытом эксплуатации конвейерного транспорта как для его разработчиков и изготовителей, так и для эксплуатирующих предприятий, ОАО «Боровичский завод «Полимермаш» ежегодно проводит Международные научно-практические конференции на тему «Конвейерный транспорт: ленты, ролики, эксплуатация».
Конференции проводятся при поддержке и участии ведущих производителей конвейерных лент и стыковочных материалов, таких как концерн Phoenix (Германия), «Сараньрезинотехника» (Казахстан), «Курскрезинотехника», «Уральский завод РТИ», ГСК «Красный Треугольник», REMA TIP-TOP (Германия). По многочисленным просьбам предприятий, эксплуатирующих конвейера, к участию в конференции приглашаются и поставщики роликов, роликоопор, приводов и конвейерных ставов.
Первый опыт оказался удачным и в 2004 году на конференции присутствовали не только российские поставщики роликов, но и такие фирмы, как Nilocomp и Lorbrand (ЮАР). В дальнейшем в конференции принимали участие такие ведущие фирмы как Metso Minerals (Финляндия), Carl Bechem (Германия).
Конференции ежегодно собирают более 100 участников из России, стран СНГ, Германии, Польши, Словении и многих других. Проведение подобных встреч дает возможность специалистам по конвейерному транспорту налаживать тесные и многосторонние контакты, получать новейшую и точную информацию о новых разработках, высказывать свои пожелания специалистам институтов и предприятийизготовителей.
Где бы ни работали вулканизационные прессы производства ОАО «Боровичский завод «Полимермаш», предприятие ставит перед собой задачу не только предложить потребителям высококачественное оборудование, но и обеспечить значительные экономические, технологические и производственные выгоды от его применения.
Вулканизатор-пресс конвейерных лент пневматический ВКЛП-1200х750М


Менеджер: Павел Витальевич Шульга
Москва: +7 (495) 974-31-51 (доб. 130)
Екатеринбург: +7 (343) 221-03-23 (доб. 130)
Белгород: +7 (4722) 40-00-50 (доб. 130)
Севастополь: +7 (965) 157-88-58 (доб. 130)
Тбилиси: +9 (9532) 205-06-57 (доб. 130)
Алматы: +7 (727) 350-82-50 (доб. 130)
Ереван: +3 (746) 046-58-76 (доб. 130)
Как многим известно, стык любой самой качественной транспортерной ленты представляет одно из слабых мест конвейера в целом и периодически требует обслуживания. Для стыковки конвейерной ленты используют методы горячей, холодной вулканизации, либо механические соединители. Наши вулканизаторы дают возможность стыковать любые резинотканевые и резинотросовые ленты методом горячей вулканизации, как новые так и бывшего употребления (б/у), тем самым являясь универсальным. При использовании наших вулканизаторов стык ленты является наиболее эффективным и прочным из всех видов стыковки транспортерной ленты и имеет в свою очередь ряд преимуществ которые описаны ниже по сайту.
Технические характеристики вулканизатора конвейерных лент пневматического ВКЛП-1200х750М с комплектом поставки и описанием смотрите ниже по сайту. Так же сообщаем, что параметры вулканизатора и в следствии его стоимость зависит от многих факторов.
Вулканизатор-пресс конвейерных лент пневматический ВКЛП-1200х750М предназначен для стыковки и ремонта резинотканевых конвейерных лент шириной до 1200мм методом горячей вулканизации. Вулканизатор имеет блочную конструкцию и является переносным устройством, позволяющими выполнять вулканизацию при различных видах ремонтных работ, как в мастерской, так и непосредственно на конвейере. Питание вулканизатора осуществляется от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц с глухозаземленной нейтралью. Опрессовка вулканизируемого участка конвейерной ленты осуществляется с помощью пневматической диафрагмы и воздушного компрессора. Данный тип вулканизатора имеет возможность вулканизировать ленту толщиной до 25мм и более.
Вулканизатор серии ВКЛП-М состоит из следующих основных частей:
1 – рама;
2 – нижняя балка;
3 – нагревательные плиты;
4 – верхняя балка;
5 – пневматическая диафрагма;
6 – блок регулирования и управления (БРТУ);
7 – компрессорная станция;
8 – стяжное устройство;
9 – термоментр биметаллический;
10 – инструментальный ящик.
Нагревательная плита является основной частью вулканизатора и предназначена для преобразования электрической энергии в тепловую, а также для передачи усилий нажимной системы на вулканизируемый участок ленты. Нагревательные плиты выполнены из алюминиевого сплава с применением специального профиля. В качестве нагревателей использованы плоские нагревательные элементы повышенной надежности и безопасности. Подвод электрической энергии осуществляется с помощью теплостойкого электрического разъема, установленного на передней стенке плиты. Для визуального контроля температуры в ручном режиме управления в плите предусмотрено специальное гнездо для выносного термометра.
Верхняя и нижняя балки выполнены в виде прямоугольной трубы и предназначены для равномерной передачи усилия от пневматической диафрагмы через нагревательные плиты на вулканизируемый участок конвейерной ленты. Для транспортировки в нижних и верхних балках выполнены отверстия, в которые вставляются карабины ручек для переноски. Для удобства монтажно-демонтажных работ и с целью снижения тепловых потерь на нижних балках установлены текстолитовые накладки.
Блок регулирования температуры и управления (БРТУ) предназначен для управления работой вулканизатора, измерения и автоматического регулирования температуры на рабочей поверхности нагревательной плиты в заданном диапазоне, и индикации режимов работы вулканизатора.
БРТУ обеспечивает:
1) измерение и автоматическое поддержание температуры нагревательных плит в диапазоне 150 ±5 ºС;
2) пуск и остановку вулканизатора с помощью кнопочного поста управления;
3) индикацию работы с помощью световых индикаторов «СЕТЬ», «НАГРЕВ», «РАБОТА»;
4) сигнализацию повреждения цепей датчиков температуры;
5) защиту от обрыва и короткого замыкания в цепях датчиков температуры;
6) работу вулканизатора в автоматическом и ручном режимах управления;
7) нулевую и максимальную токовую защиты;
8) питание компрессорной станции.
БРТУ имеет четырехканальное исполнение, осуществляющее независимое измерение и автоматическое регулирование температуры нагревательных плит, подключенных к каналам 1,2,3 и 4, независимую индикацию работы каналов, а также общий кнопочный пост управления.
БРТУ состоит из корпуса, который имеет два отсека: аппаратный и кабельный. На передней панели аппаратного отсека расположены: кнопка «ПУСК» — «СТОП», автоматический выключатель, цифровые измерители-регуляторы температуры, переключатели режимов работы «АВТ» — «РУЧН» индикаторы «НАГРЕВ», «СЕТЬ», «РАБОТА».
В кабельном отсеке расположены входной разъем, 4 кабеля с разъемами для подключения БРТУ к нагревательным плитам и кабель с разъемом для подключения компрессорной станции.
Стяжное устройство представляет собой стяжную шпильку и специальную гайку М36 под гаечный ключ S=55.
В нижней части шпильки выполнена лыска, предназначенная для фиксации стяжного устройства в нижней балке и предотвращения вращения шпильки.
Компрессорная станция предназначена для создания давления в пневматической диафрагме величиной не более 0,8 МПа ( 8 кгс/см2) и состоит из защитной рамы, компрессора «Metabo» и распределителя, предназначенного для подключения одной или двух пневматических диафрагм и сброса давления в них по окончании процесса вулканизации.
Пневматическая диафрагма предназначена для опрессовки участка вулканизации давлением 0,8 мПа (8 кгс/см2). Для удобства при транспортировке и монтажно-демонтажных работах, предотвращения механического повреждения и повышения срока службы диафрагма с обеих сторон закрыта листами водостойкой бакелитовой фанеры.
Ручки предназначены для переноски нагревательных плит и балок к месту работы. Для этого на нагревательных плитах установлены 4 рым-болта, а на балках выполнены специальные отверстия.
Рама предназначена для удобства монтажа и транспортировки вулканизатора и представляет собой сварную конструкцию из профильной трубы. В специальные штифты рамы устанавливаются нижние балки вулканизатора чем обеспечивается заданный угол — 18º30′ и правильное взаимное расположение балок. Благодаря двухстороннему расположению штифтов возможно выполнение стыковки независимо от направления скоса.

