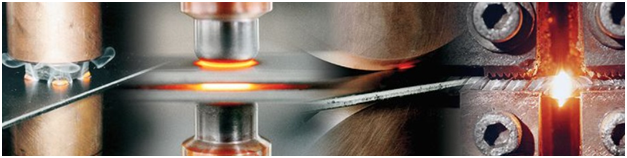
Оборудование точечной роликовой и стыковой сварки
Контактная сварка
Технологический процесс контактной сварки состоит из нескольких этапов. На первоначальном этапе происходит смыкание плеч сварочной установки, при этом электроды сжимают свариваемые заготовки с необходимым усилием. На следующем этапе между электродами проходит электрический ток. Длительность прохождения и величина электрического разряда через свариваемые детали задается блоком управления, встроенным в агрегат. Максимальный нагрев свариваемых деталей в данном случае происходит в точке контакта поверхностей заготовок между электродами, что приводит к локальному расплавлению металла. После чего прохождение тока автоматически прекращается, и на следующем этапе происходит интенсивное затвердевание металла в точке сварки. При этом свариваемые детали остаются под воздействием усилия сжатия электродов, что препятствует образованию дефектов в точке контакта с электродами. На последнем этапе сварочного цикла электроды размыкаются, плечи оборудования возвращаются в исходное положение. В результате описываемого процесса образуется прочное соединение свариваемых деталей.
Преимущества при использовании технологии контактной сварки
возможность соединения деталей малых толщин и легкоплавких материалов, в том числе из оцинкованной стали, без повреждения поверхности свариваемых деталей
высокое качество и эстетичный внешний вид поверхности сварного соединения
возможность высокой производительности процесса
возможность полной автоматизации процесса
отсутствие необходимости наличия высокой квалификации рабочего персонала
отсутствие большого количества расходных материалов
высокий уровень надежности и ремонтопригодности оборудования
Особенности машин контактной сварки
Современные модели машин данного типа укомплектовываются электронными блоками управления циклом сварки, которые содержат в себе ряд стандартных сварочных программ, а также дают возможность индивидуально программировать сварочный цикл, настраивая такие параметры сварки, как время и сила сжатия электродов, время пропускания и величина электрического разряда между электродами. Вследствие перечисленных особенностей машины контактной сварки получили широкое распространение в производстве и используются в самых разных сферах промышленности, автомастерских и даже в бытовых условиях.
- Основная информация
- Бренды
- Сертификаты
- Галерея
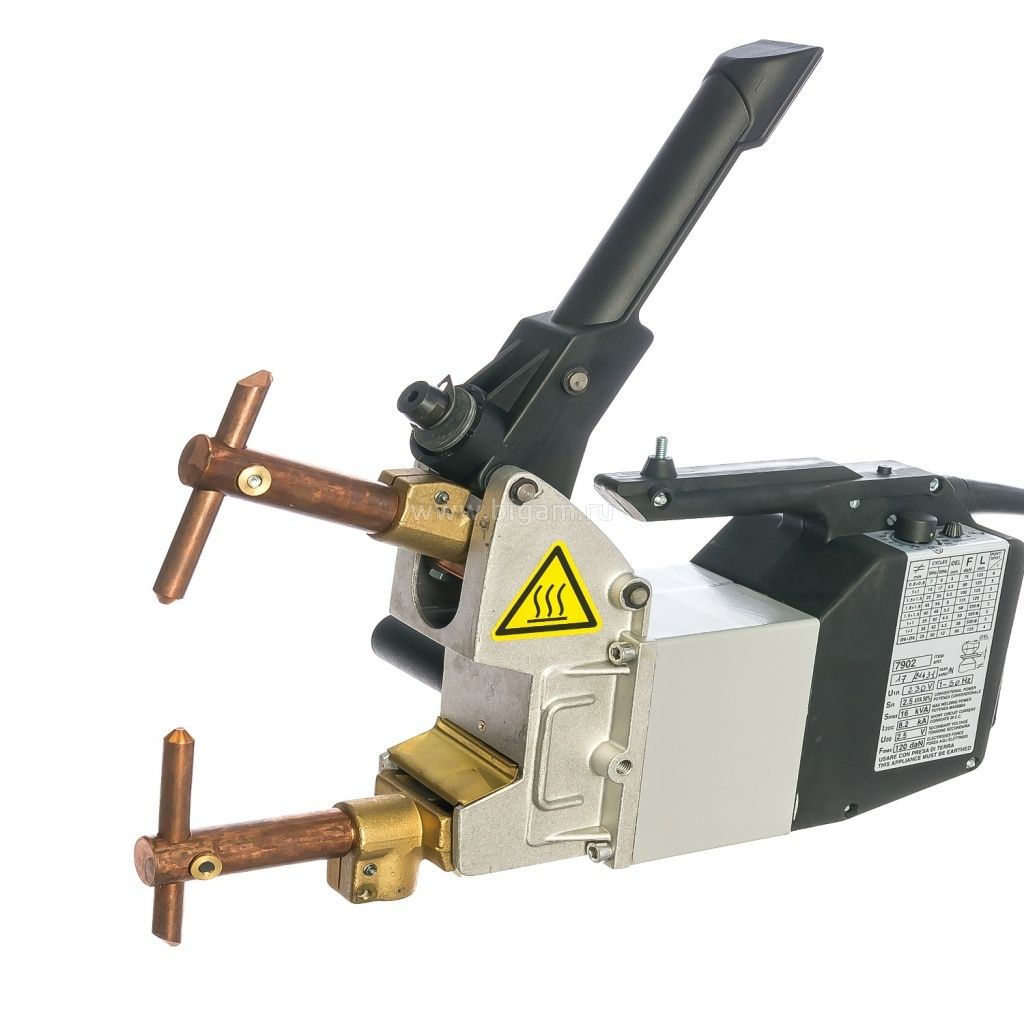
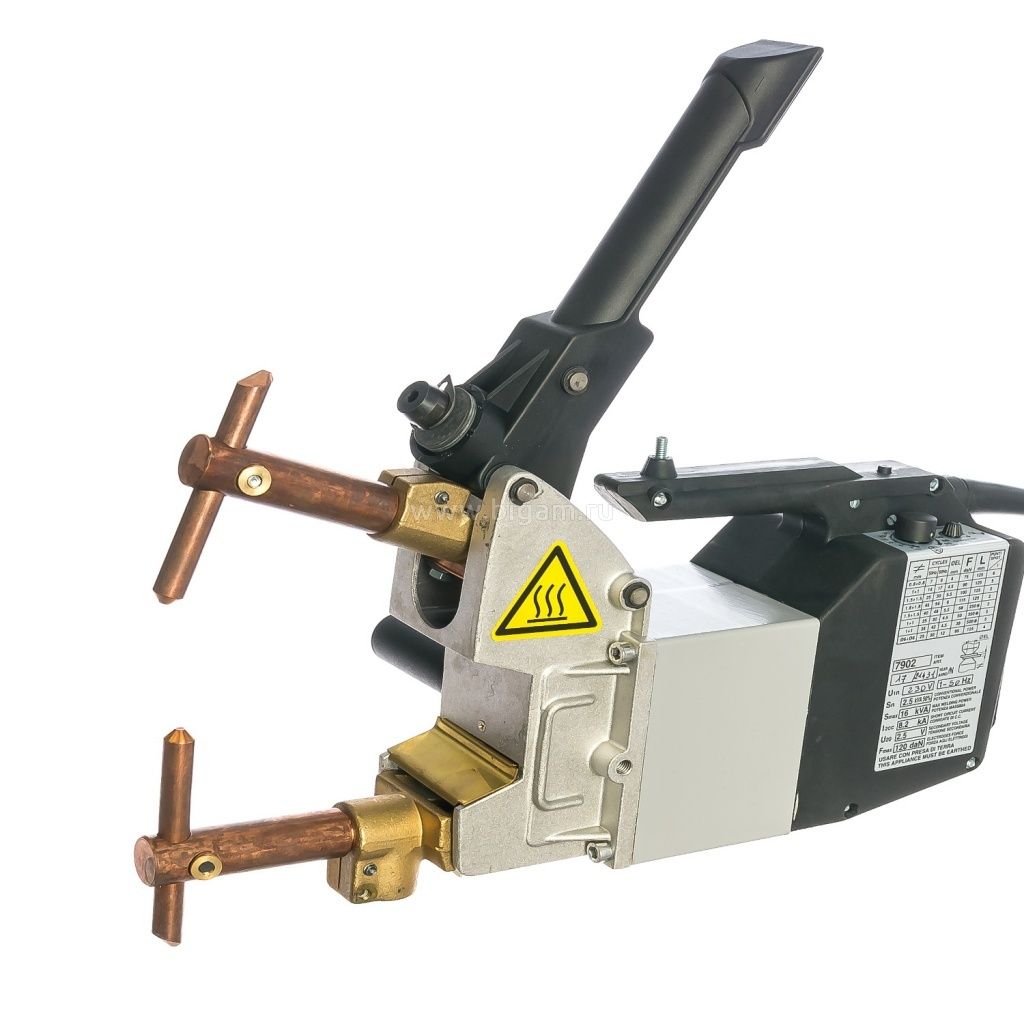
Основные составляющие оборудования данного типа – это механическая и электрическая части. Механическая составляющая содержит корпус, плечи, электродержатели, электроды и механизм сжатия электродов, который бывает двух типов — механический или пневматический. Функция данного механизма заключается в сжатии свариваемых деталей электродами с нужным усилием для получения прочного сварного соединения. Вследствие того, что оборудование контактной сварки функционирует в производственных условиях повышенной нагрузки, то для его надежной и долговременной работы применяют воздушное или водяное охлаждение основных частей — трансформатора, электродов, плеч и электродержателей. Электрическая часть оборудования содержит трансформатор и блок управления.
Агрегаты контактной сварки подразделяются на стационарные машины и сварочные клещи, подразделяющиеся в свою очередь на подвесные и ручные. Стационарные машины в основном применяют при небольших габаритах деталей, если форма деталей проста, и эти детали могут быть перенесены и установлены на стационарную сварочную машину оператором вручную. При сварке крупногабаритных деталей, если форма детали сложна, при этом необходимо сваривать детали в разных плоскостях, то выбор в этом случае нужно останавливать на сварочных клещах. При этом если количество сварочных точек невелико, технологично использовать ручные клещи, которые снабжены воздушным охлаждением, малы по размерам и массе, при этом имеют невысокую стоимость. При значительном количестве сварочных точек необходимо использовать большие подвесные клещи, снабженные водяным охлаждением.
Контактная шовная сварка
Что такое контактная шовная сварка.
Контактная сварка представляет собой вид точечной сварки. Принцип этого процесса в том, что две детали накладываются одна на другую с напуском и соединяются рядом сварочных точек. Соединительный шов может быть сплошным или прерывистым. Точки образуются в процессе передвижения материала через дисковые вращающиеся электроды. Их также называют роликами.
Область применения.
Благодаря тому, что сварочный роликовый шов обладает повышенной прочностью и герметичностью, область применения его довольно обширная. Основная сфера использования — ёмкости из листового материала, тонкостенные цельносварные трубы, герметичные отсеки и так далее.
Чаще всего подобный вид сварки используется для создания изделий из тонких листовых материалов. Толщина листов не должна превышать 3 мм. Широкое применение имеет контактная сварка в автомобильной промышленности. Так же часто производятся герметичные оболочки, обшивки и другие металлические изделия. Такой метод имеет высокую производительность. За один час можно сварить до тысячи метров материала.
Сварочное оборудование.
Агрегаты, производящие контактную сварку швов, полностью автоматизированы. Существует несколько видов сварочных аппаратов. Их различие в форме и расположении электродов. Две основных разновидности: односторонняя и двухсторонняя сварка.
Оба вида сварки могут производиться одно-роликовыми, двух-роликовыми и много-роликовыми машинами. В качестве противоположного электрода одно-роликовых конструкций используется оправа. Двух-роликовые аппараты производят швы по горизонтали и по вертикали.
Двусторонняя сварка производится с вращением в рукавах устройств. Это оборудование удобно для производства надёжного продольного соединения цилиндров разного размера и назначения. Какой длины шов можно сварить за 1 час работы, будет зависеть от величины вылета используемого агрегата. С помощью поперечного шва приваривают круговые детали к цилиндрам.
Разница между разновидностями шовной сварки в том, что в первом случае для соединения деталей используются конические электроды, а во втором — ролики. Поэтому контактную сварку часто называют роликовой. Роликовые устройства, которые катятся вдоль линии предполагаемого соединения, в результате воздействия электродов обеспечивают надёжный, прочный шов. Он полностью герметичен, не пропускает жидкость и газы. Этот тип сварки призван обеспечить прочное соединение деталей друг с другом.
Принцип действия сварочных устройств.
Стандартное сварочное роликовое оборудование оснащено электродами, имеющими форму роликов. Детали, которые подвергаются соединению, пропускают между ними. Электрический поток выпускается периодически. Повторы воздействия регулируются таймером. Электрические пучки соединяют две части материала в часто повторяющихся точках, образуя непрерывную линию шва. Исходя из характера выпускаемых аппаратом пучков электричества, различают три вида сварки: прерывистый, шаговый и непрерывный.
1. Непрерывная сварка.
Аппарат, производящий такого рода сварку, подаёт электрический ток на материал постоянно. Заготовки движутся в непрерывном режиме. Электрические диски оказывают на обрабатываемую поверхность постоянное давление. Отрицательные особенности работы агрегата в том, что ролики довольно быстро выходят из строя и требуют частой замены.
Поверхность свариваемых деталей сильно нагревается и создаёт определённые неудобства. Эти негативные стороны делают агрегат сплошной сварки не очень популярным. К тому же данное оборудование сваривает только материал, который имеет равномерный состав и толщину. Сварочные работы производятся только на зачищенной поверхности.
2. Прерывистая сварка.
Такой метод соединения более распространён. Аппарат, который сваривает детали прерывистым швом, имеет одинаковое давление роликов на поверхность деталей и равномерно, без рывков передвигает материал. При этом ток подаётся импульсно. Несмотря на то, что непосредственно на материал электрическое воздействие производится с промежутками, шов совершенно герметичен. В пропущенных местах наблюдается появление литой единичной зоны. Необходимо точно подобрать скорость электродных дисков и частоту импульсного воздействия.
3. Шаговая сварка.
Агрегаты, производящие сварку по шаговой технологии, останавливают ролики и в это время подают ток. Ролики давят на поверхность безостановочно. Материал передвигается с перерывами. Благодаря этому перегрев деталей незначительный. К отрицательным характеристикам данного оборудования можно отнести сложную конструкцию самого аппарата, высокую стоимость и небольшую производительность.
Контактная электрическая сварка: виды, характеристики и особенности
Контактная сварка представляет собой процесс получения прочного соединения металлических частей протекающим по ним электрическим током направленного действия. В результате детали нагреваются и плавятся, в процессе плавления происходит соединение. После чего идет охлаждение участка сварки. Работы проводятся в соответствии с ГОСТ 15878-79, который определяет размеры и конструкции соединений.
Точечная
Этот вид, в свою очередь, подразделяется на такие виды:
- одноточечную;
- двухточечную;
- многоточечную.
Процесс происходит между плотно зажатыми между электродами элементами, диаметр точки соединения равен диаметру электрода. Нагревание металла с последующим его плавлением происходит только в месте касания с электродом. После получения неразъемного стыка детали охлаждают.
Данный вид работ применяется во время обработки сеток, каркасов, арматур. Также возможно скрепление деталей электроники, которые размером не превышают 0.02 мм. Точечная сварка применяется в том числе и для сваривания изделий из листовой стали с толщиной листа не более 20 мм, а также на предприятиях, выпускающих технику для производства.
На качество выполнения влияют такие факторы, как:
- размер электрода;
- сила тока;
- форма электрода;
- сила, с которой происходит давление на свариваемые элементы;
- длительность процесса;
- насколько очищены свариваемые поверхности деталей.
Современные аппараты могут выполнять до 600 соединений в минуту, что позволяет быстро и качественно скреплять большое количество элементов, тем самым повышая объемы производства на предприятии.
 Примерная стоимость оборудования для точечной сварки на Яндекс.маркет
Примерная стоимость оборудования для точечной сварки на Яндекс.маркет
Рельефная
В отличие от предыдущего вида соединение между деталями фиксируется формой их поверхности, в то время как в точечной – формой рабочей части применяемых электродов.
Такой тип работ применяется при креплении опорных элементов к листовым деталям, для скрепляющих деталей. Также рельефную сварку можно встретить в радиотехнике.
Это оптимальный вид в случае, когда необходимо присоединить деталь неправильной формы к плоской поверхности или скрепить два рельефных элемента. Может применяться в сочетании с точечной и самостоятельно.
Стыковая
Во время данного вида работ в отличие от рельефной и точечной детали свариваются по всей поверхности их соприкосновения. Стыковая сварка имеет две разновидности:
- сопротивлением, при котором соединение нагретых практически до температуры плавления стыков деталей производится путем сильного сжатия деталей, в результате которого элементы соединяются в твердой фазе;
- оплавлением, которое, в свою очередь, имеет тоже два вида:
- непрерывное оплавление, при котором сближение деталей происходит во время работы сварочного трансформатора. При сжатии элементов возникает контакт, и происходит нагрев стыка протекающим электрическим током. При снижении силы сжатия контактное сопротивление увеличивается, и за счет этого происходит снижение сварочного тока. Сплошное касание деталей заменяет точечное соприкосновение. При этом участки соединения выступают и оплавляются за счет повышения эффективности нагрева в них. Процесс оплавления продолжается до появления прослойки из жидкого металла, который образует сплошное соединение, а его излишки выдавливаются из пространства между деталями;
- стыковая сварка оплавлением с подогревом представляет собой процесс, при котором нагрев соединяемых элементов происходит путем кратковременных замыканий торцов деталей, после чего они оплавляются. Преимущества данного вида заключаются в более прочном соединении элементов, экономии электроэнергии, в возможности сваривать различные по составу детали, её часто можно встретить в кораблестроении. не требует большой механической обработки.
Шовная
В процессе элементы соединяются при помощи вращающихся роликов. При этом ток пропускается через место, где происходит сварка. Принцип действия аналогичен точечной. Этот вид соединения имеет следующие режимы:
- постоянное движение роликов с постоянной подачей тока;
- непрерывное кручение роликов с переменной подачей;
- периодические движение роликов с периодической подачей тока.
Режим непрерывного действия применяется при скреплении листов, суммарная толщина которых не превышает 1,5 мм. Выбор более толстых элементов может привести к их расслоению. Минус этого метода заключается в том, что в процессе листы могут покоробиться.
Из трех режимов наиболее популярный второй. При таком воздействии возникает меньше дефектов поверхности и экономится электроэнергия.
Шовную сварку можно встретить в производстве сосудов с тонкими стенками, сварных трубах и других похожих изделиях.
Электрооборудование для контактной сварки
Аппараты, используемые в сварочных работах, подразделяются на оборудование общего пользования и специализированное, выпускаемое под конкретный вид изделий.
Эти агрегаты, в свою очередь, по виду преобразования, накопления и роду электрического тока подразделяются:
- на машины однофазного тока;
- на аппараты постоянного тока;
- на низкочастотные машины трехфазного тока с тиристорным преобразователем;
- с возможностью накопления электрической энергии.
 Примерная стоимость оборудования для электрической сварки на Яндекс.маркет
Примерная стоимость оборудования для электрической сварки на Яндекс.маркет
Таким образом, контактная сварка обладает рядом преимуществ: при правильном выборе оборудования и типа соединения сварные работы не приведут к большому расходу электроэнергии и позволят при этом получать качественные изделия.
Аппараты контактной точечной сварки














- 1
- 2
- 3
- 4
- 5
- »
- »»
Контактная точечная сварка – востребованный способ соединения металлических заготовок. Две детали плотно соединяют в конкретной точке при помощи специальных электродов и воздействуют на место контакта электрическим током. Металл нагревается и плавится, а после прекращения подачи тока начинается кристаллизация расплава.
Результат точечной сварки – формирование сварной точки, по виду напоминающей заклепку. Ее размеры зависят от силы сварочного тока, усилия сжатия, типа электрода и других параметров. Для получения прочной и долговечной сварной точки металлические детали предварительно очищают от загрязнений.
Оборудование для контактной электросварки
Для проведения точечной сварки используются специализированные сварочные аппараты – споттеры. В зависимости от модели они могут вести SPOT-электросварку на переменном или постоянном электротоке. Для проведения работ применяются электроды специальной формы.
Машины для контактной сварки бывают трех типов:
- стационарные;
- передвижные;
- подвешенные.
Сварочный аппарат, работающий на переменном токе, представляет собой трансформатор с двумя медными электродами во вторичной обмотке. Свариваемые детали помещаются между токопроводниками и прижимают их друг к другу при помощи специального приспособления.
Точечная контактная сварка на постоянном токе состоит из блока конденсаторов и батареи емкостей. В конструкции также имеется механизм прижима заготовок.
Преимущества и сфера применения
Технология контактной электросварки обеспечивает высокую производительность выполнения работ. Аппараты точечной сварки могут производить сотни свариваний в минуту при относительно невысокой энергоемкости. Сварочный процесс легко поддается автоматизации, что позволяет применять этот метод в конвейерных производствах.
Агрегаты точечной электросварки высоко востребованы в автомобилестроении, с их помощью осуществляется сварка кабин коммерческого транспорта, кузовных узлов легковых автомобилей. Оборудование применяется в авиа- и судостроительной отраслях, в производстве вагонов, промышленного оборудования и установок.
Факторы выбора
Аппараты контактной электросварки различаются мощностью и допустимой толщиной свариваемого металла. Выбор зависит от материалов, с которыми будет вестись работа.
По режиму работы установки точечной электросварки делятся на жесткие и мягкие. Они отличаются плотностью тока и продолжительностью цикла сварки.
Жесткие агрегаты подают электрический ток большей плотности, а длительность цикла электросварки составляет 0,2-1,5 секунды. В них используются электроды, которые превосходят толщину металла на 4 мм.
Мягкие аппараты работают с током невысокой плотности, но сварочное воздействие длится до 2-3 секунд. Применяются электроды, толщина которых равна или меньше толщины соединяемых заготовок.
По способу воздействия агрегаты делятся на одно- и двухсторонние. Двухсторонние установки осуществляют сварку с двух сторон одновременно, что обеспечивает высокую прочность и надежность сварного шва. Они применяются для соединения открытых деталей и узлов. Односторонние агрегаты предназначены для точечной электросварки в закрытых узлах.
В интернет-магазине ЭКОТЕХ вы можете купить контактную сварку различного типа и мощности. Наши специалисты предоставят профессиональные консультации по всем вопросам и помогут сделать оптимальный выбор.
Оборудование точечной роликовой и стыковой сварки
Машины для шовной сварки
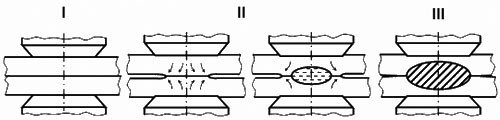
Шовная сварка — это вид контактной сварки. При этом заготовки свариваются внахлест непрерывным швом под давлением, передаваемым вращающимся роликом. В зависимости от частоты импульсов и скорости вращения электродов, получаются два типовых соединения.
Данное оборудование предназначено для контактной сварки роликовыми электродами из медных сплавов , которые формируют непрерывный шов. Машины данного типа обеспечивают высококачественное продольное и/или поперечное соединение изделий с требованиями к герметичности шва: цилиндрических контейнеров, огнетушителей, радиаторов, резервуаров, фильтров и т.п. Согласно требованиям и техническому заданию заказчика выпускаются специальные версии машин для сварки постоянным током с трехфазным трансформатором или среднечастотным инвертором (частота 1000 Гц). Среднечастотные машины обеспечивают высококачественные сварные соединения при большой скорости сварки и представляют собой идеальное решение для соединения тонких листов металла, а также сетчатых фильтров при минимальной деформации металла.
На Рис. A представлена схема при коротком времени сварки и длинной паузе между импульсами. Это не герметичная сварка (точечная).
Читать также: Однолинейная схема трехфазного щита
На Рис. B представлена схема , когда время и пауза установлены таким образом, что каждая последующая сварная точка накладывается на предыдущую. Это типичная герметичная сварка.
Установки шовной сварки
Для обеспечание надежного механического скрепления листового металла необходимо оборудование — станок шовной сварки.
Шовная сварка во многом схожа с точечной, отличается лишь тем, что вращающиеся ролики используются в качестве электрода, что обеспечивает возможность без снятия давления с электродов последовательной сварки точек. Принцип реализации данного метода соединения металлических изделий следующий: при вращении рабочих роликов и перемещении деталей между ними последовательно сваривается сплошной ряд точек, перекрывающих одна другую, тем самым, образуется сплошной шов. Наиболее часто им выполняют соединения внахлест.
Для шовной сварки применяют дисковые (или роликовые) электроды, диаметр которых 40-400 мм; при сварке сталей с рабочей поверхностью в виде плоского цилиндра и с поверхностью в виде сферы при сварке легких и цветных металлов, а также их сплавов.
Ей выполняют протяженные швы следующими способами:
- непрерывная сварка (когда процесс осуществляется при непрерывном действии сварочного тока и непрерывном вращении роликов (электродов));
- прерывистая сварка (когда процесс характеризуется прерывистым (импульсным) действием сварочного тока и непрерывным вращением роликов);
- шаговая сварка (когда процесс протекает после поворота роликов на заданный угол и подачей тока с периодической остановкой в моменты остановки).
Первые два рассмотренных способа обеспечивают возможность получить герметические швы. Процесс непрерывной шовной сварки неустойчив, поскольку происходит возрастающий разогрев металла по мере действия тока, который сопровождается глубоким внедрением роликов в него. Данный способ используется чаще всего для сварки металла толщиной не более 1 мм. Такую сварку редко применяют из-за того, что сильно перегреваются поверхности деталей, которые контактируют с роликами. Наибольшее применение на производстве имеет шовная прерывистая сварка, при которой получаются отдельные сварные точки (в моменты когда действует ток), которые, перекрывая одна другую, и образуют непрерывный шов. Таким образом, обеспечивается устойчивый процесс сварки, происходящий без перегрева металла. При шаговой сварке, сварочный ток включается во время остановки роликов, что улучшает охлаждение металла в их контактах, кроме того, производится наружно-водяное охлаждение, что уменьшает перегревание внешних слоев металла.
Шовную сварку наиболее часто применяют при изготовлении различных емкостей с толщиной стенки от 0,3 до 3 мм, где требуются особо герметичные швы — бензобаки, трубы, бочки и много другое.
Область применения.
Благодаря тому, что сварочный роликовый шов обладает повышенной прочностью и герметичностью, область применения его довольно обширная. Основная сфера использования – ёмкости из листового материала, тонкостенные цельносварные трубы, герметичные отсеки и так далее.
Чаще всего подобный вид сварки используется для создания изделий из тонких листовых материалов. Толщина листов не должна превышать 3 мм. Широкое применение имеет контактная сварка в автомобильной промышленности. Так же часто производятся герметичные оболочки, обшивки и другие металлические изделия. Такой метод имеет высокую производительность. За один час можно сварить до тысячи метров материала.
Что такое шовная сварка
Шовную контактную сварку применяют для соединения листовых заготовок. Металл укладывают внахлест, при прохождении тока листы свариваются, образуя диффузное пятно в виде точки. Принцип роликовой сварки такой же, как и у контактной. Только вместо конусных токопроводящих электродов устанавливают диски из бронзовых сплавов. Они прижимают листы другу к другу во время движения. Электрический ток подается на электроды с различной регулярностью: постоянно, прерывно или импульсно с определенной частотой. Сущность метода роликовой контактной сварки листового металла заключается в одновременном разогреве и сжимании деталей в области шва роликовыми электродами. Металл расплавляется под действием разряда, сжимается с таким усилием, что образуется однородный диффузный слой высокой прочности.
Шов по сути представляет собой плотный ряд точек.
Сварочное оборудование.
Агрегаты, производящие контактную сварку швов, полностью автоматизированы. Существует несколько видов сварочных аппаратов. Их различие в форме и расположении электродов. Две основных разновидности: односторонняя и двухсторонняя сварка.
Оба вида сварки могут производиться одно-роликовыми, двух-роликовыми и много-роликовыми машинами. В качестве противоположного электрода одно-роликовых конструкций используется оправа. Двух-роликовые аппараты производят швы по горизонтали и по вертикали.
Двусторонняя сварка производится с вращением в рукавах устройств. Это оборудование удобно для производства надёжного продольного соединения цилиндров разного размера и назначения. Какой длины шов можно сварить за 1 час работы, будет зависеть от величины вылета используемого агрегата. С помощью поперечного шва приваривают круговые детали к цилиндрам.
Разница между разновидностями шовной сварки в том, что в первом случае для соединения деталей используются конические электроды, а во втором – ролики. Поэтому контактную сварку часто называют роликовой. Роликовые устройства, которые катятся вдоль линии предполагаемого соединения, в результате воздействия электродов обеспечивают надёжный, прочный шов. Он полностью герметичен, не пропускает жидкость и газы. Этот тип сварки призван обеспечить прочное соединение деталей друг с другом.
Читать также: Самодельный станок для резки пенопласта
Виды, характеристика, принцип действия
В соответствии со способами передвижения деталей и подачи импульсов существует 3 вида (схем цикла) контактной шовной сварки:
- шаговая;
- непрерывная;
- прерывистая (импульсная).
Шаговая
Способ заключается в прерывистом включении сварочного тока и шагового (прерывистого) вращения роликов. Детали перемещаются на шаг. Включение питания происходит только при остановке роликов. Это способствует снижению температуры в месте контакта детали и ролика и повышению качества сварки.
Непрерывная
Суть метода состоит в непрерывном вращении роликов с постоянным импульсом электрической энергии. Сварочный ток включен непрерывно, без пауз. Ролики с деталями находятся в постоянном движении.
Положительное качество непрерывного цикла – увеличение скорости сварки. Негативные моменты – перегрев поверхностей деталей, необходимость точного подбора давления и тока.
Прерывистая (импульсная)
Наиболее распространенный вид, включающий:
- непрерывное вращение роликов;
- импульсное (прерывистое) включение тока.
Длительность импульсов чередуется с паузами. Во время каждой подачи энергии происходит формирование сварных точек, которые в совокупности образуют сварной сплошной шов. Перекрытие литых участков с целью получения герметичного шва происходит при соблюдении определенных соотношений частоты импульсов тока и скорости вращения роликов.
Принцип работы
Металлические заготовки накладывают одну на другую и с большим усилием сжимают роликовыми электродами. На ролики подается ток, он нагревает металл и доводит до состояния плавления. Расплавленный участок кристаллизуется, образуется сварной шов.
Ролики переходят на рядом расположенную зону заготовки, подается следующий импульс тока, рабочий цикл повторяется.

Схема шовной контактной сварки
Принцип действия сварочных устройств.
Стандартное сварочное роликовое оборудование оснащено электродами, имеющими форму роликов. Детали, которые подвергаются соединению, пропускают между ними. Электрический поток выпускается периодически. Повторы воздействия регулируются таймером. Электрические пучки соединяют две части материала в часто повторяющихся точках, образуя непрерывную линию шва. Исходя из характера выпускаемых аппаратом пучков электричества, различают три вида сварки: прерывистый, шаговый и непрерывный.
Непрерывная сварка.
Аппарат, производящий такого рода сварку, подаёт электрический ток на материал постоянно. Заготовки движутся в непрерывном режиме. Электрические диски оказывают на обрабатываемую поверхность постоянное давление. Отрицательные особенности работы агрегата в том, что ролики довольно быстро выходят из строя и требуют частой замены.
Поверхность свариваемых деталей сильно нагревается и создаёт определённые неудобства. Эти негативные стороны делают агрегат сплошной сварки не очень популярным. К тому же данное оборудование сваривает только материал, который имеет равномерный состав и толщину. Сварочные работы производятся только на зачищенной поверхности.
Прерывистая сварка.
Такой метод соединения более распространён. Аппарат, который сваривает детали прерывистым швом, имеет одинаковое давление роликов на поверхность деталей и равномерно, без рывков передвигает материал. При этом ток подаётся импульсно. Несмотря на то, что непосредственно на материал электрическое воздействие производится с промежутками, шов совершенно герметичен. В пропущенных местах наблюдается появление литой единичной зоны. Необходимо точно подобрать скорость электродных дисков и частоту импульсного воздействия.
Шаговая сварка.
Агрегаты, производящие сварку по шаговой технологии, останавливают ролики и в это время подают ток. Ролики давят на поверхность безостановочно. Материал передвигается с перерывами. Благодаря этому перегрев деталей незначительный. К отрицательным характеристикам данного оборудования можно отнести сложную конструкцию самого аппарата, высокую стоимость и небольшую производительность.
Особенности шовной контактной сварки
Особенность метода состоит в способе закрепления заготовок – между вращающимися роликами или оправкой и роликом. Элементы находятся под действием усилия прижима, к ним подведен электрический ток, который нагревает металл в месте соединения и расплавляет его. Если отсутствует возможность подведения роликов с обеих сторон к изделию, которое сваривается, используют односторонний способ шовной сварки.
Режимы шовной (роликовой) сварки имеют параметры, аналогичные точечной. К дополнительным параметрам, касающимся только шовного метода, относятся:
- более тщательная подготовка поверхностей соединяемых элементов;
- скорость процесса;
- пауза между импульсами тока.
Этот вид сварки позволяет получать соединения не только нахлесточного типа, но и стыкового.
Описание технологии точечной сварки
Точечная сварка — это один из наиболее распространенных технологических процессов контактной сварки. От других разновидностей последней она отличается тем, что сварку деталей осуществляют только в нужных местах, используя для этого одну или несколько точек соединения.
Историческая справка
Возможность соединения металлических заготовок способом стыковой сварки первым продемонстрировал в 1856 году известный физик Уильям Томсон (Англия). Изучая его работы в этой области, российский инженер Николай Бенардос (1842-1905) разработал методику и изготовил аппарат, позволяющий соединять металлы как точечной, так и шовной сваркой. В современной России доля этих видов сварки в общем объеме всех сварных соединений в настоящее время составляет более 70%.
Принцип действия
В общем виде любая технология точечной сварки — это набор типовых операций, базирующихся на известном эффекте разогрева металла электрическим током (закон Джоуля-Ленца). Под действием мощного кратковременного электрического импульса в точке сварки происходит:
разогрев металла до жидкого состояния;
пластическая деформация металла в точке контакта под действием сжимающего усилия, создаваемого электродами;
формирование ядра из расплавленного металла;
создание уплотняющего пояска, который призван защитить ядро из жидкого металла от взаимодействия с воздухом.
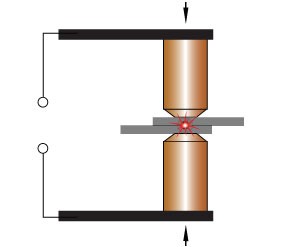
После выключения электрического тока расплавленный металл ядра кристаллизуется, связывая свариваемые участки деталей между собой. На этом процесс образования сварочной точки заканчивается, и новый цикл повторяется сначала.
Примечание: за единичный сварной цикл можно получить одну (одноточечный способ) или больше (многоточечный метод) точек соединения.
ВАЖНО! Для получения максимальной прочности соединения нужно, чтобы контактные поверхности электродов изготавливались из износоустойчивых материалов, обладающих высокой электропроводностью. Только тогда сопротивление в сварных точках будет минимальным, а плотность токового импульса максимальной.
Достоинства:
К положительным качествам любой модификации точечной сварки относят:
возможность соединения особо тонких деталей, изготовленных из разных групп металлов;
высокую прочность мест соединения;
аккуратный внешний вид соединительных точек;
возможности широкой автоматизации технологического процесса, что значительно сокращает количество обслуживающего персонала;
высокую производительность (до 800 соединительных точек в минуту);
снижение количества расходных материалов.
Кроме того сварочное оборудование отличается простотой управления и не требует для обслуживания привлечения персонала высокой квалификации.
Технология
Эффективность технологического процесса точечной сварки в каждом конкретном случае определяется:
выбором оптимального режима;
соблюдением параметров выбранного режима;
строгой последовательностью выполнения операций;
правильно подобранной конструкцией электродов.
Внимание! Надежного соединения деталей можно добиться только при строгом соблюдении всех технологических требований.
Виды и режимы
Нормативно-техническая документация рассматривает два режима соединения металлических деталей методом точечной сварки:
жесткий — характеризующийся мощным электрическим импульсом, подающимся на электроды (быстрый нагрев) и сильным механическим давлением в сварочной зоне;
мягкий — отличающийся от предыдущего более плавным разогревом.
Примечание: все технические параметры режимов определяются тепло-физическими свойствами металлов, из которого изготовлены соединяемые детали. Приведены они в соответствующих инструкциях и справочниках.
Точечную сварку делят также на одно- или двустороннюю. В первом случае электрод подводят к одной из деталей, а для увеличения плотности сварного тока под вторую деталь устанавливают дополнительную медную подкладку, которая одновременно служит опорой. При двусторонней сварке электроды подводят к каждой детали.
Встречаются и иные модификации точечной сварки, например:
рельефная, отличающаяся от стандартной наличием на одной из деталей предварительно сформированного выступа — так называемого рельефа;
шовная — позволяющая получить герметичное соединение при помощи ряда перекрывающих друг друга точек.
Иногда в сварную зону под нахлест соединяемых деталей вводят оловянно-свинцовый припой или клей. В определенных случаях это позволяет повысить коррозионную стойкость и прочность мест соединения деталей.
Основные параметры режимов точечной сварки
Технологический процесс соединения деталей методом точечной сварки невозможен без оптимального выбора режима его выполнения. Его параметры зависят от материалов свариваемых деталей и их толщины. Именно они определяют:
диаметр контактной площадки;
величину удельной плотности тока;
величину удельного давления электродов на контактную площадку;
продолжительность сварочного цикла.
Внимание! Точечная сварка — кратковременный процесс, из-за чего отклонение хотя бы одного из оптимальных параметров режима может существенно повлиять на качество соединения.
Этапы выполнения сварочных работ
В общем случае точечная сварка выполняется в три этапа:
Сжатие заготовок, которое должно вызвать пластическую деформацию микронеровностей.
Подача импульса сварочного тока, гарантированно обеспечивающего нагревание рабочей зоны, расплавление металла в ней и формирование жидкого сварного ядра в центре сварной точки.
Отключение сварочного тока и кристаллизация жидкого сварного ядра.
ВАЖНО! После прекращения подачи электрического тока электроды выводят из зоны сварки с небольшой задержкой. Сохраняющееся при этом усилие сжатия в месте сварки создает благоприятные условия для кристаллизации расплавленного металла. Иногда по окончании рабочего цикла величину этого прижима даже усиливают, что гарантирует проковку металла, которая должна устранить неоднородности шва.
Условия, обеспечивающие качество сварных соединений
На качество соединения деталей существенное влияние оказывает порядок выполнения работ, при определении которого должны быть выполнены следующие условия:
изначально сваривают участки, расположенные в непосредственной близости от ребер жесткости, углов и труднодеформируемых мест;
участки большой длины должны свариваться от середины к торцам детали;
точки свариваются последовательно, что исключает возможность образования «гофр».
Качественная сварка получается в тех случаях, когда заготовки имеют одинаковую толщину. Кроме того рекомендуется сваривать не больше трех, а в ответственных случаях не больше двух заготовок. Это условие необходимо выполнять, так как в пакете из большего количества деталей нагрев и деформация каждой из них будут существенно отличаться. Кроме того, при этом усиливается и эффект шунтирования сварочного тока.
Примечание: шунтирующий эффект — часть вторичного тока протекает минуя места сварки, то есть параллельно сварному току по уже имеющимся точкам.
Некоторые приемы точечной сварки показаны на рисунке, где:
соединение заготовок, отличающихся по толщине;
одновременное соединение трех деталей, две из которых одинаковой толщины;
последовательное соединение тонкого листа с двумя другими, имеющими большую толщину;
вариант получение ровной лицевой поверхности.
Если необходимо соединить между собой заготовки разной толщины, то необходимая прочность достигается при условии, что их толщина разнится не более, чем втрое. При большем расхождении рекомендуется использовать рельефную сварку или применять электроды с различной площадью контактной поверхности.
Конструкция электродов
Конфигурацию и размеры электродов проектируют, исходя из формы свариваемых деталей. В общем случае они должны обеспечивать не только надежность соединения, но удобство работы оператора.
Здесь показана конфигурация электродов, применяемых для сварки:
в тяжелодоступных местах;
стенок цилиндров малого диаметра, изготовленных из листового материала.
В целом конструкция электродов может быть произвольной и определяется только видом свариваемых конструкций. В общем случае они призваны обеспечивать необходимую точность соединения и высокую производительность выполнения работ и могут быть такими, что используются при разделении операций сборки или при их совмещении.
Важно! Смятие электродных наконечников во время сварки вызывает изменение удельных величин плотности электрического тока и механического давления на контактную площадку в рабочей зоне. Именно поэтому нужно внимательно следить за целостностью электродных наконечников, регулярно зачищать их, а при невозможности зачистки, менять поврежденные электроды на исправные.
Виды дефектов
Технологически верно выполненная точечная сварка гарантирует высокую надежность соединения при продолжительной эксплуатации в сложных климатических условиях. При возникающих повреждениях, как правило, разрушаются основные материалы, а не место их соединения.
Все дефекты, возникающие при точечной сварке, делят на четыре типа:
размеры литого ядра не соответствуют расчетным;
смещение литого ядра относительно центра сварной точки;
изменение свойств металла в точке сварки;
нарушение сплошности металла в рабочей зоне.

Качество сварки проверяют визуально или используя методы более точного рентгеноскопического и ультразвукового контроля.
Самым опасным дефектом в точке сварки считается так называемый непровар — отсутствие литой зоны. Именно он чаще всего является причиной разрушения сварного соединения. Кроме того, в случае выхода литого ядра на поверхность существенно снижаются прочность и антикоррозионная стойкость сварной точки.
Примечание: непровар легко обнаружить, приподнимая кромки соединяемых деталей, например, пробойником.
Визуально можно легко обнаружить:
разрывы кромок в местах нахлеста;
вмятины от электродов;
Устраняются такие дефекты повторной сваркой или установкой заклепок, естественно высверливая при этом забракованные сварные точки. Существуют и более сложные способы — термическая обработка для снятия напряжений, проковка или правка всего изделия, зачистка наружных выплесков металла и пр.
Классификация технологического оборудования для точечной сварки
Организация технологических процессов точечной сварки в производстве требует наличия соответствующего оборудования, которое делят на агрегаты:
работающие на переменном токе;
работающие на постоянном токе;
для низкочастотной сварки.
Подбирается необходимый вид оборудования путем сравнения расчетных параметров сварочного режима с техническими характеристиками встроенных внутрь агрегатов силовых электрических контуров.
Несмотря на то, что каждый аппарат имеет свойственные только ему достоинства и недостатки, наибольшее распространение получили агрегаты, работающие на переменном токе и машины конденсаторного типа.
Вывод
Точечная сварка — это универсальный и надежный метод соединения металлических деталей между собой. Благодаря высокой технологичности и возможностям практически полностью автоматизировать процесс, он широко применяется не только в строительстве, тяжелом и среднем машиностроении, но и в приборостроении.

