Штамповочное оборудование для холодной штамповки
Холодная штамповка металла: технология, виды, оборудование
Холодная штамповка (ХШ) считается наиболее передовой методикой обработки металлов давлением. Ее квалифицированное применение позволяет получать изделия различных форм и размеров. Что важно, изделия, изготовленные по данной технологии, отличаются точностью своих геометрических параметров и высоким качеством сформированной поверхности, поэтому не нуждаются в дальнейшей доработке. Процесс выполнения холодной штамповки можно легко автоматизировать, что дает возможность изготавливать продукцию с его помощью с высокой производительностью.

Эти детали были изготовлены методом холодной штамповки
Тонкости технологии
Штамповка, или штампование, как часто называют такую технологическую операцию, – это процесс, при котором заготовка из металла под воздействием давления подвергается пластической деформации. В результате такого воздействия, для оказания которого используется специальное оборудование, из заготовки формируется готовое изделие требуемых размеров и формы. Деформирование металлической заготовки может выполняться с ее предварительным нагревом, тогда такой процесс называется горячей штамповкой. Если же никакого предварительного термического воздействия на заготовку не оказывается, тогда выполняется холодная штамповка металла.
Классификация основных операций штамповки
При выполнении холодной штамповки металла используется специальная технологическая оснастка. При этом металл, из которого сделана заготовка, подвергается дополнительному упрочнению. Между тем при выполнении холодной штамповки металла ухудшается его пластичность. Повышение прочности заготовки при выполнении холодной штамповки приводит к увеличению хрупкости металла, что является достаточно негативным фактором. Чтобы избежать этого, между технологическими операциями, из которых состоит штамповка деталей в холодном состоянии, выполняют термическую обработку заготовки – рекристаллизационный отжиг. В готовых изделиях, которые в процессе производства были подвергнуты такой термической обработке, оптимально сочетаются параметры прочности и пластичности.
Виды холодной штамповки
Для того чтобы изменить изначальные геометрические параметры металлического листа в нескольких направлениях, применяется холодная объемная штамповка. Чтобы не увеличить сопротивление металла и, соответственно, не снизить его текучесть, такую технологическую операцию выполняют при температуре, которая не превышает ковочную.

Вырубка шайб – простейший пример холодной штамповки
Используя данную технологию, которая требует применения специального оборудования, изготавливают изделия повышенной точности, без таких дефектов, как горячие трещины, царапины, заусенцы и риски, участки, подвергнутые усадке металла. Однако из-за того, что штамповочный пресс, используемый для выполнения объемной ХШ, вынужден преодолевать огромное сопротивление ненагретого металла, получить с его помощью детали сложной конфигурации проблематично. В таких случаях лучше использовать не холодную, а горячую штамповку.
Еще одним видом обработки металла давлением, при выполнении которой заготовки не подвергаются предварительному нагреву, является холодная листовая штамповка. При выполнении обработки по данному методу в качестве заготовок могут выступать лист, лента или полоса, изготовленные из металла. Толщина стенок обрабатываемой детали при использовании такой технологии практически не изменяется, а получить пространственные изделия можно только из пластичных металлов.
Этапы изготовления штампов
Большую роль в обеспечении требуемого качества готового изделия играет проектирование штампов для холодной штамповки, за счет которых и происходит формирование детали с требуемыми геометрическими параметрами. Выполняться рабочие чертежи таких рабочих инструментов, устанавливаемых на штамповочных прессах, могут как в двух-, так и в трехмерном формате. Для решения этой задачи требуются соответствующие знания и навыки.
Разработка чертежа и последующее изготовление штампа, используемого для холодной штамповки, выполняются в несколько этапов:
- составление эскиза будущего штампа;
- изучение схемы, по которой будет выполняться раскрой материала, проверка такой схемы посредством специальной компьютерной программы;
- редактирование эскиза, если в том есть необходимость;
- окончательная проверка размеров разработанного штампа;
- обозначение положения и точных размеров отверстий, которые будут выполнены на рабочей поверхности штампа.
При разработке штампов часто приходится выбирать между качеством будущей детали и экономичностью производства
Разрабатывая штампы для холодной штамповки, необходимо разбить чертеж готового изделия на отдельные части и внимательно изучить их. После того как такая процедура будет выполнена, осуществляют производство штампов. При этом необходимо уделить особое внимание требованиям, которые предъявляются к параметрам готового изделия. Для каждого этапа технологического процесса холодной штамповки разрабатывается маршрутная карта, в которой учитываются как время выполнения отдельных операций, так и характеристики поковок на отдельных этапах обработки.

Большая часть штампов изготавливается из углеродистой или легированной стали, но иногда используются и сплавы алюминия и меди
В таком вопросе, как выполнение холодной штамповки металлической заготовки, значение имеют очень многие параметры, к которым, в частности, относятся последовательность выполнения технологических операций, распределение материала в полости рабочего инструмента, используемое оборудование и режимы обработки.
К процессу изготовления штампов для холодной штамповки также предъявляются серьезные требования, поскольку именно от точности данного инструмента зависит качество формируемого изделия.
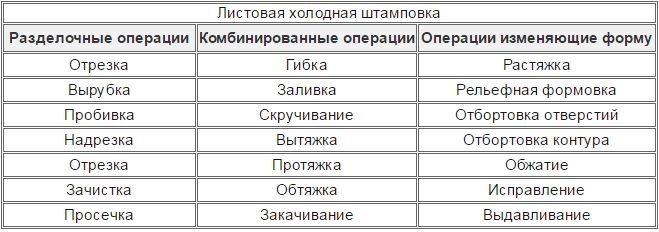
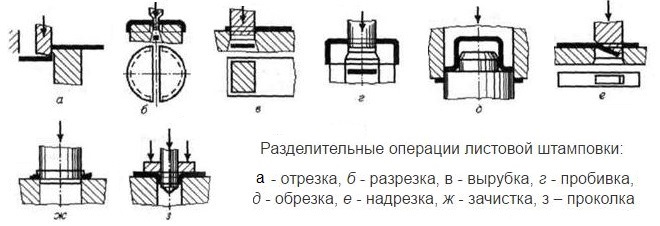
Штамповка деталей, при которой в качестве заготовки используется листовой металл, может включать в себя целый перечень механических операций. Такими операциями, в частности, являются резка, вырубка, выдавливание, гибка, холодная высадка, формовка, обжим и вытяжка. При этом резка, вырубка и ряд других технологических операций относятся к разделительным операциям, а холодная высадка, формовка, гибка и др. – к формоизменяющим.
Типы разделительных операций листовой штамповки

Типы формоизменяющих операций листовой штамповки
После штамповки изделие может быть подвергнуто и ряду вспомогательных операций, к которым относятся отжиг и травление. При помощи таких операций готовому изделию придаются требуемые механические характеристики. Чтобы повысить износостойкость изделий, полученных методом холодной штамповки, на их поверхность наносят различные защитные покрытия.
Если заготовку из листового металла необходимо подвергнуть объемной штамповке, то такая операция может выполняться по двум технологическим схемам.
Первая из них состоит из трех операций:
- предварительной термической обработки заготовки (это необходимо для того, чтобы снизить прочность металла);
- подготовки поверхности заготовки к выполнению штамповки;
- непосредственно самой штамповки.
При выполнении холодной штамповки по второй технологической схеме к трем вышеуказанным этапам добавляется еще один – предварительная подготовка мерных заготовок, из которых и будут формироваться готовые изделия.
Какое оборудование применяется для штамповки металлических листов
В производстве транспортных средств и другого оборудования широко используются тонкие корпуса из металлического листа. Для производства объемных деталей с допуском по размерам от 0,5 мм применяется штамповка, оборудование для которой выделено в отдельную группу и относится к кузнечно-прессовому. В основе технологии лежит пластическая деформация материала.
 Штамповочное оборудование
Штамповочное оборудование
Общие принципы штамповки
Штамповка является одним из видов обработки давлением. Посредством силового воздействия металл принимает форму инструмента — штампа. Оборудование и оснастка зависят от температурного режима работы. Штамповка классифицируется по термическим принципам:
- холодная;
- горячая.
Холодная штамповка предполагает обработку металла без нагрева. В качестве исходной заготовки используются, в основном, листы металла. В результате произведенных технологических операций заготовки меняют свою конфигурацию. Толщина листа остается неизменной или уменьшается незначительно.
Виды штамповочных технологических операций и оборудование
Холодная штамповка широко применяется для изготовления различных объемных корпусных и плоских, со сложной конфигурацией по периметру, деталей, отверстий. Технология штамповки включает операции:
- вырубка;
- прошивка;
- обрезка;
- гибка;
- вытяжка;
- отбортовка.
Для штамповки металла применяют инструмент и оснастку различного типа. В основном, это штампы, состоящие из двух частей:
- неподвижно закрепленная матрица;
- движущийся перпендикулярно плоскости разъема, пуансон.
Штамп для прошивки и вырубки может иметь прижимы, которые ползун опускает вместе с пуансоном. Они фиксируют заготовку, не давая ей сместиться.
Инструменты и приспособления для деформации деталей устанавливаются на специальное оборудование — прессы. Матрица с корпусом штампа закрепляется на столе неподвижно. Пуансон и другие элементы верней части инструмента двигаются вместе с ползуном станка. Зазор обеспечивают направляющие штампа. Они не дают смещаться деталям относительно друг друга, обеспечивают необходимый зазор.
Конструкция и принцип работы прессового оборудования
Штамповочные станки не делятся по технологическим операциям. Горячие и холодные виды деформации производятся на одном оборудовании. Прессы подбираются по таким параметрам:
- мощность;
- производительность;
- ход ползуна;
- наличие рядом дополнительного оборудования для нагрева и раскроя;
- размер стола.
Основной инструмент, участвующий в деформации — штамп. Его рабочие детали: матрица и пуансон, которые проектируются под конкретную деталь и операцию. Ползун и стол имеют стандартные пазы для крепления:
- Т-образные;
- ласточкин хвост.
 Металлообрабатывающий пресс
Металлообрабатывающий пресс
Прессы кривошипно-шатунного типа
В основе устройства оборудования лежит кривошипно-шатунный механизм. Он превращает вращательное движение привода в поступательное перемещение ползуна. Прессы классифицируются по количеству ползунов — 1, 2 и 4. На производстве, в основном, востребованы одностоечные станки с 1 и 2 кривошипами. Работающие синхронно от одного привода и распределительного редуктора 4 узла стоят на крупном оборудовании, предназначенном для изготовления габаритных деталей с большой степенью деформации, например, крылья, капоты и багажники автомобилей.
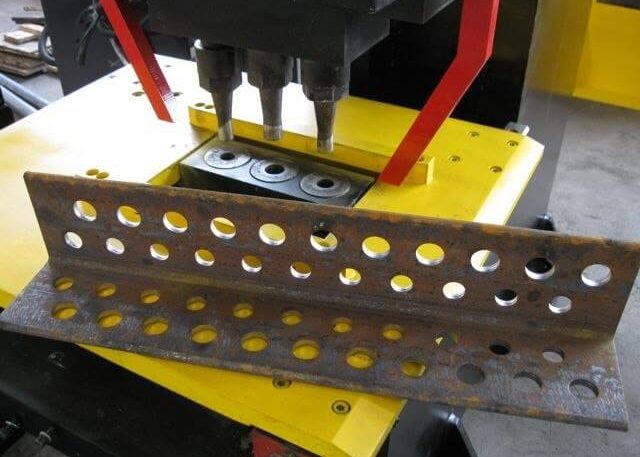
Для прошивки отверстий без деформации заготовки на конвейерах используют станки для штамповки листового металла. Они представляют собой простейшие прессы кривошипного типа.
Достоинства кривошипных прессов:
- простая регулировка;
- высокая производительность;
- малая погрешность.
Основной недостаток кривошипа заключается в его возможном заклинивании. Если мощности не хватает, ползун останавливается в крайней нижней точке. Чтобы его поднять, необходимо разобрать половину механизма.
Гидравлические прессы
Прессы гидравлического типа относятся к наиболее мощным штамповочным агрегатам. На самых крупных из них штампуют кузова автомобилей, крылья и фюзеляжи самолетов. В цилиндре, под давлением масла снизу и сверху, перемещается поршень, к которому прикреплен ползун и другие элементы рабочего механизма. Длина хода рабочего инструмента настраивается переключателями. Достигнув их, упор выключает подачу масла.
- сложная система гидравлики;
- низкая производительность.
Пуансон давит равномерно по всей длине рабочего хода с большим усилием, но движется медленно.
 Гидравлический пресс
Гидравлический пресс
Прессы радиально ковочного типа
Для создания из плоского листа цилиндров с продольным соединением торцов используют оборудование радиального типа. Деформация заготовки производится на валу, который вращаясь, прижимает лист к рабочему инструменту, производящему деформацию. В результате заготовка приобретает форму цилиндра. Диаметр определяется размером вала.
Для вальцовки толстых листов применяется индукционный нагрев.
Оборудование радиального типа непригодно для других видов технологических операций.
Прессы электромеханического типа
Работа электромагнитного пресса основана на усилии, которое создает электрическое магнитное поле. В механическом станке перемещение рабочего инструмента осуществляется за счет движения электрического сердечника. Он перемещает ползун.
Достоинство электромеханических станков — питание электроэнергией и высокая производительность. Нет необходимости в сложных механизмах и гидравлике.
К недостаткам относится малая мощность, низкий КПД и неравномерное усилие в разных точках рабочего хода.
Оборудование для холодной объемной штамповки
Холодную штамповку обычно проводят без предварительного нагрева заготовки. Различают холодную объемную и листовую штамповки. В первом случае заготовкой служит сортовой прокат, во втором — листовой.
1. Холодновысадочные автоматы
Холодная высадка применяется для формования местных утолщений на заготовках. Автоматы холодновысадочные двухударные моделей АВ1012, АВ1016 (рис. 1, а), АБ1214-АБ1223 с цельной матрицей (последний производит изделия с наибольшим диаметром стержня 20 мм) применяются для холодной высадки из калиброванного материала заклепок и заготовок болтов и винтов. В первом переходе (рис. 1, б) ролики 3 подают пруток 2 до упора 5, после чего матрица 4 перемещается в поперечном направлении, отрезая от прутка мерную заготовку на позицию высадки, где ударом высадочного пуансона 6 производится высадка головки. После возвращения пуансона в исходное положение изделие выталкивается толкателем 1, который также возвращается в исходное положение, а матрица вновь уходит на позицию подачи заготовки.
Высадку осуществляют на одно-, двух- и трехударных автоматах Холодной высадкой на автоматах изготовляют детали длиной до 400 мм из заготовок диаметром до 52 мм. Наиболее часто изготовляют детали и полуфабрикаты диаметром 3 16 мм с высокой точностью (до 0,03. . .0,05 мм). Болты получают размером до М20, гайки размером до М27. Производительность штамповки на автоматах 35. . .900 ед./мин.
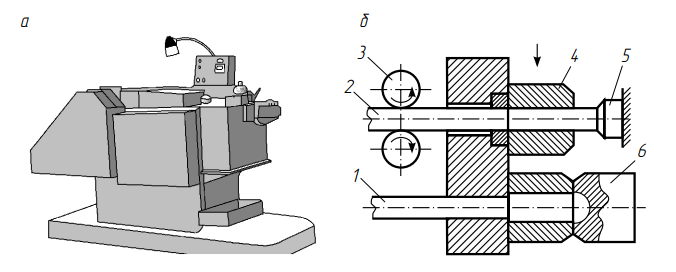
Рис. 1. Автомат холодновысадочный модели АВ1016 для изготовления заклепок: а — общий вид; б — схема штамповки на нем.
Выпускаются автоматы холодноштамповочные четырехпозиционные для крепежных изделий АВ1918Д-АБ1924 и др. (наибольший диаметр стержня 30 мм). Автоматы-комбайны для полного изготовления винтов и шурупов типа А1916А снабжаются резьбонакатными устройствами.
2. Гидравлические прессы
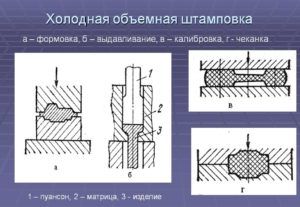
Выдавливание (рис. 2) осуществляют на гидравлических прессах При прямом выдавливании направление течения металла заготовки (показано на рисунке стрелками) совпадает с направлением действия усилия выдавливания Р пуансона, а при обратном — противоположно движению пуансона. При комбинированном способе часть металла заготовки течет по направлению движения пуансона, а другая часть — навстречу ему.
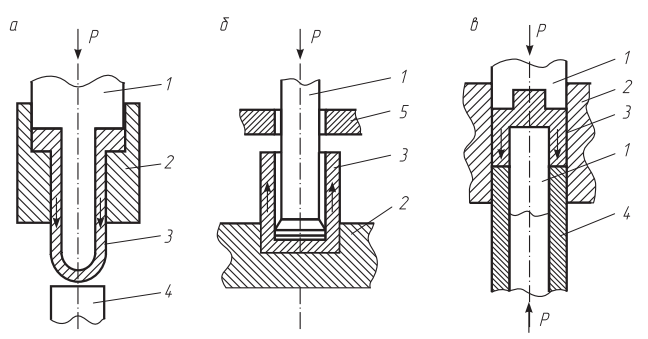
Рис. 2. Схемы способов холодного выдавливания: а — прямой; б— обратный; в — комбинированный; 1 — пуансон; 2 — матрица; 3 — заготовка; 4 — упор; 5 — съемник.
Преимуществом гидравлических прессов для холодного выдавливания (например, П2940А) является большая величина рабочего хода (400 мм) при большом усилии (10 МН) . Имеются также автоматы для холодного выдавливания, например модели К09.344. Выдавливание обеспечивает высокую производительность и точность изготовления деталей и применяется в крупносерийном и массовом производстве.
3. Чеканочные прессы
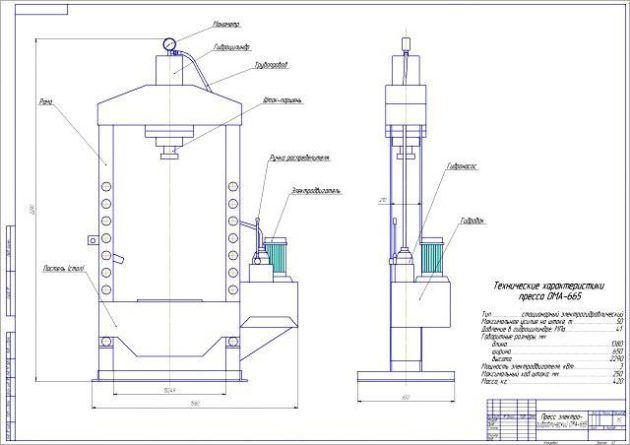
К холодной объемной штамповке относят плоскостную калибровку, объемную калибровку, объемную формовку и некоторые другие специфические операции кузнечно-прессового производства. Выполняются эти работы, как правило, на шарнирно-рычажных чеканочных прессах, аналогичных моделям КВ8332-КВ8344В и др. Общий вид такого пресса и его кинематическая схема показаны на рис. 3. Коленчатый вал 4, приводимый в движение от электромотора, при помощи шатуна 3 и рычагов 2 перемещает ползун 5, к которому крепится верхняя половина штампа 1. Благодаря такому устройству пресса создается возможность получать большое усилие в конце рабочего хода ползуна при небольшом крутящем моменте на валу привода.
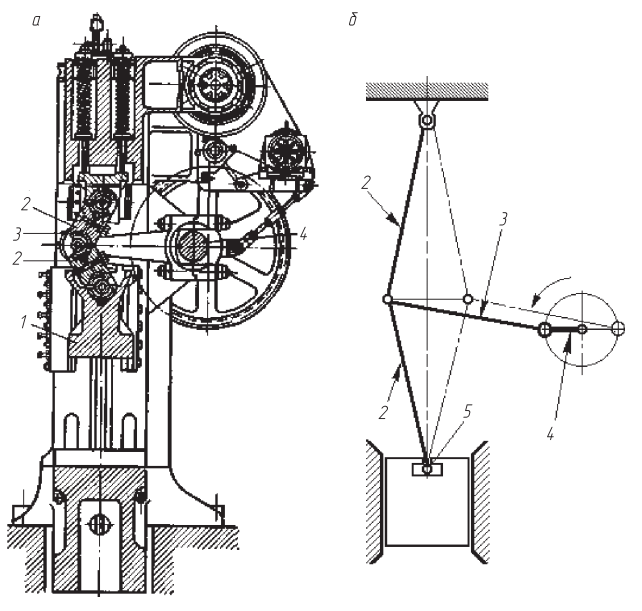
Рис. 3. Шарнирно-рычажный чеканочный пресс: а — общий вид; б — кинематическая схема.
Номинальные усилия чеканочных прессов чаще всего составляют 0,1. . . 80 МН, но существуют и более мощные. Прессы кривошипно-коленные для холодного выдавливания КБ0030В-КБ0044В имеют верхний и нижний выталкиватели и выдвижную подштамповую плиту, что облегчает смену штампов.
Штамповочные прессы как один из видов обработки листового металла
Для получения различных изделий из плоской металлической заготовки применяются прессы для штамповки листового металла. Оборудование оказывает механическое воздействие на лист, вызывая пластическую деформацию материала. В результате изменяются размеры и форма детали по заданным параметрам. Методом штамповки можно получить изделия любой геометрической формы, которые отличаются точностью размеров и высокими прочностными характеристиками.
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.
Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Разновидности технологических операций
Технологические операции с металлическим листом бывают разделительные и формоизменяющие.
Разделительные штамповочные операции выполняются на оборудовании, которое оснащено специальным инструментом. В результате от заготовки отделяется определённая часть по прямой линии или заданному контуру. Отделение части листа происходит в следующих процессах:
- Отрезка. Для выполнения этого действия оборудование оснащено дисковыми, вибрационными устройствами или гильотинными ножницами.
- Обрезка. Эта операция отделяет крайние части полученного изделия.
- Пробивка. В металлическом листе с помощью штампа создаются отверстия различной конфигурации.
- Вырубка. Из заготовки получают фигурную деталь с замкнутым контуром.



Формоизменяющие операции предназначены для создания изделия с иными параметрами и размерами без механического разрушения. Различают следующие виды этих операций:
- Отбортовка. Контур заготовки или внутренние отверстия подвергаются воздействию штампа для формирования бортов определённых размеров.
- Вытяжка. Эта операция является разновидностью объёмной штамповки, при которой из плоского материала получают пространственный элемент.
- Обжим. Для сужения торцов полой заготовки применяется штамп с матрицей конического типа, имеющей сужающую рабочую область.
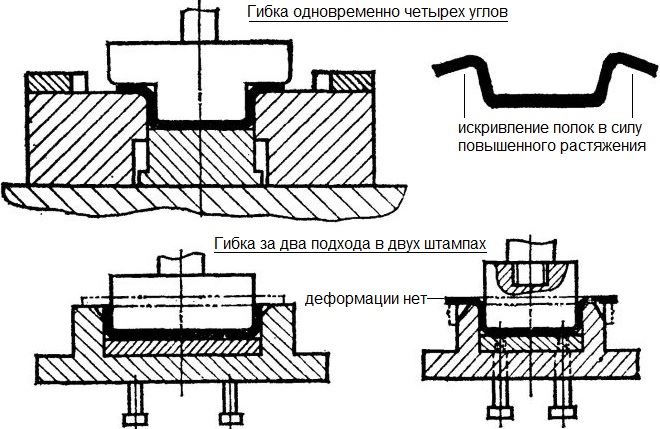
- Гибка. В результате операции изменяется кривизна поверхности путём гибки металла и деформирования заготовки.
- Формовка – это изменение формы отдельных участков за счёт уменьшения толщины детали без нарушения внешнего контура изделия.
- Пуклёвка. Соединение штампом двух пластинок без использования дополнительных элементов.





Типы штамповочного оборудования
Для получения изделий из металлического листа применяются прессы, оснащённые различными штампами. В процессе работы оборудования верхняя составляющая штампа двигается, нижняя часть остаётся неподвижной.
Деформирование заготовки происходит в момент соприкосновения частей оборудования. Существуют разнообразные модели штамповочных прессов, что позволяет выбрать подходящий станок для изготовления требуемых деталей.

Прессы для штамповки металла бывают:
- кривошипно-шатунного типа;
- гидравлические;
- радиально-ковочного типа;
- электромагнитного типа.
Кривошипные прессы являются оборудованием простого типа и могут быть двойного или тройного действия. Своё название прессы получили от кривошипно-шатунного механизма, который представляет собой основной конструктивный элемент станка. Принцип работы механизма основан на преобразовании вращательного движения от привода в возвратно-поступательное периодичное движение элемента пресса – ползуна.
Механизмы для обработки металла
Гидравлический пресс способен развивать значительное усилие до 2 тыс. тонн. Он применяется для операций гибки или объёмной штамповки толстостенных изделий. Действие механизма основано на перемещении поршней двух сообщающихся гидроцилиндров, которые имеют разный диаметр. Именно разница диаметров определяет величину усилия, которое может развивать пресс для штамповки металла.
Радиально-ковочный станок предназначен для выполнения формоизменяющих операций в целях получения цилиндрических изделий. В конструкцию механизма входит индукционная печь для предварительного нагрева детали. В процессе обработки обеспечивается вращение заготовки от электродвигателя при прохождении через зону ковки.
Электромагнитные прессы – новое высокопроизводительное экономичное оборудование для штамповки. Принцип действия основан на движении электромагнитного сердечника, который направляет исполнительный механизм станка к металлической детали.
Особенности открытых и закрытых штампов
Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.
Видео по теме: Листовая штамповка
Штамповочное оборудование для холодной штамповки
Штамповка – самая распространенная манипуляция, которая выполняется с металлом. Для проведения подобных операций используется штамповочный пресс. Особенности работы и конструкция станка зависит от того, какие задачи он должен решать.
Сферы применения штамповочных прессов
Сегодня купить штамповочный пресс необходимо разным видам производств, чтобы выполнять широкий спектр операций с металлом, в частности:
- пластически деформируя заготовку, придавать ей требуемую форму;
- формировать на заготовке нужный рельеф или рисунок;
- вырубать отдельные фрагменты заготовки.
Используется штамповочный пресс, чтобы придать нужные параметры литым металлическим заготовкам.
Штамповочный пресс и выполняемые операции
Станки отличаются простым алгоритмом работы. Его можно сравнить с принципом работы обычным молотком, где ударами по изделию деформируют его, чтобы получить требуемые параметры.
Горячий и холодный методы
Для придания заданных параметров заготовкам из металла может использоваться горячая или холодная штамповка. В первом случае заготовка будет сначала нагреваться до требуемой температуры, только потом поступит на обработку. Благодаря использованию такого метода структура металла становится более однородной и плотной. Штамповочный пресс с использованием горячего метода дает возможность заменить ковку, чтобы получить более точные размеры.
При применении холодного метода, преимущество купить штамповочный пресс заключается в том, что на металлической заготовке не будет оставаться окалина. Изделие, изготовленное таким способом, будет с заданными параметрами и гладкой поверхностью.
Листовой и объемный методы
Выбор обработки зависит от того, какой тип заготовки используется, и какое изделие нужно получить. Путем листовой обработки можно получить такие изделия: посуду, украшения, детали к технике разных видов (к бытовым приборам, машинам, станкам, часам и др.). Металлические изделия, которые прошли такую штамповку, полностью готовы, доработки не требуют. При объемной штамповке геометрия изделия задается в специально предусмотренных для этого формах. Металлическая заготовка (холодная или горячая) продавливается.
Основные преимущества штамповочного пресса
- Затраты электроэнергии сравнительно небольшие.
- Когда поковки делаются путем прессования, экономиться сырье.
- Высокоточная работа, заготовка из металла не деформируется.
- Высокий уровень производительности.
- Обрабатывать можно металлы разных видов и их сплавы.
- Возможность модернизации оборудования, дополнения их рабочими элементами, что повышает эффективность работ.
Особенности конструкции штамповочного пресса
Особенности конструкции станков разных видов отличаются. Однако в каждом таком оборудовании есть обязательные элементы:
- приводной электродвигатель;
- механизм, передающий движение;
- исполнительный механизм.
Штамповочный станок может быть двух типов: механический и немеханический. Такое разделение зависит от того, как связаны между собой приводной двигатель и исполнительный механизм. В качестве последнего используются ползун, траверсы, валки, ролики, бабы.
Штамповочный пресс: основные виды
Оборудование для штамповки, которое сегодня используется в разных производствах, может быть таких видов:
- Кривошипные. Специальный механизм обеспечивает преобразование движения вращательного типа в возвратно-поступательное движение ползуна. В станках кривошипного типа исполнительный механизм сразу связан с ползуном. Сила сдавливания может достигать 100 т. Периодичность перемещения ползуна, одинаковая. Купить штамповочный пресс такого типа нужно для выполнения таких манипуляций: прошивка, нарезание листов металла, штамповка, выдавливания изделия. На станках можно выполнять и комплекс операций для обработки заготовки. Станки могут выполнять одно или несколько действий, поэтому они востребованы в производствах разных видов.
- Гидравлические. Отличается высокой мощностью. Каждый пресс оснащен двумя цилиндрами, которые отличаются по диаметру и совместимы друг с другом, в них находится специальная жидкость. Поршень стоит в каждом из этих емкостей. Именно он и обеспечивает требуемое давление жидкости, в результате чего начинает перемещаться, в результате этого начинает перемещаться и исполнительный механизм. Сила сдавливания может достигать 2 тыс. т, а минимальная сила составляет 150 т. Применяется станок такого действия, чтобы прессовать детали больших габаритов, а также такие, стенки которых толстые. Купить штамповочный пресс нужно для таких видов обработки: ковка, гибка, объемная штамповка и др.
- Радиально-ковочные. Станок, который дает возможность получить требуемое изделие из заранее металлических болванок, поддающихся нагреванию. Такое оборудование позволяет получить квадратные или круглые изделия. Составляющими элементами станка являются такие: индукционная печь, червячная передача, копирные барабаны, пружинная муфта, валы. Также пресс оснащен механизмами для захвата обрабатываемой заготовки, конвейером, по которому она будет поставляться для последующего придания нужных параметров
- Электромагнитные. Данный вид оборудования считается самым новым. Основой действия оборудования является сердечник, помешенный в специальную катушку проволочного типа. Проходя через нее, электрический ток обеспечивает движение сердечника. Он, в свою очередь, воздействует на исполнительный механизм станка. Так происходит воздействие на изделие, которое поддается обработке. Купить штамповочный пресс электромагнитного вида нужно потому, что он отличается высокой производительностью. Кроме этого, подобное оборудование отличается экономной работой.
В зависимости от того, какие функции присущи станкам для штамповки, они могут быть таких видов:
- Универсальный. Самый широкий функционал. Используется для любых операций по ковке.
- Специализированный. Станки этого типа способны выполнять только одну операцию.
- Специальный. Станки настроены на выполнение обработки изделий только одного вида.
Чтобы купить штамповочный пресс высокого качества, нужно обращаться в специализированные компании. К выбору нужно подходить очень ответственно, что обеспечит бесперебойную работу оборудования в течение многих лет.
Изготовление штампов для холодной штамповки металла
Наши контакты:
ОПИСАНИЕ
Холодная штамповка на сегодняшний день одна из самых передовых высокотехнологичных обработок металла. Применение такой технологии позволяет получать металлические изделия самых разнообразных форм и размеров. Вся продукция, изготовленная таким способом, имеет точные геометрические параметры, качественные поверхностные слои и не нуждается в дополнительной обработке. В штампованных изделиях отсутствуют дефекты в виде горячих трещин изделия, царапин на поверхности, заусенец, рисок, участков с усадкой металла и прочих повреждений. Огромную роль в производстве качественных изделий путем холодной штамповки играет современное оборудование и применение высокоточных форм и штампов. Заказывать разработку и изготовление штампов для холодной штамповки металла лучше у проверенного производителя, с большим опытом работы. Таким образом, Вы заплатите деньги за качественную продукцию, изготовленную по всем установленным правилам и требованиям качества. Компания Zubix предоставляет услугу холодного штампования, а также перечень других услуг, связанных с металлообработкой и не только. В галерее сайта Вы можете ознакомиться с готовыми работами фирмы. В разделе «Услуги» предлагаем уточнить более подробную информацию о деятельности компании. Вы можете узнать более подробно о всех существующих предложениях и условиях сотрудничества уже сейчас.

Отметим все тонкости представленной технологии. Штампование (или проще говоря штамповка) – это непростой процесс, из-за которого металлическая заготовка под влиянием давления переносит пластическую деформацию. Результатом процесса, которое требует полноценное вмешательство специализированных станков, из обычной заготовки получается запрашиваемое металлическое изделие заданными заказчиком формы и масштабов. Деформирование будущего элемента выполняется двумя способами:
- При помощи предварительного нагрева.
- Без термического вмешательства.
При выполнении холодного штампования применяется особая технологическая оснастка. В то же время металл для заготовки подвергается дополнительному упрочнению. Из-за упрочнения холодная штамповка делает изделие не совсем пластичным. Чтобы готовое изделие обладало всеми положительными качествами, используют такую обработку как рекристаллизационный отжиг. Благодаря всем перечисленным операциям получаются не только пластичные, но и довольно прочные изделия.

Изготовление штампов и операции с ними
Рабочие инструменты на штамповочных прессах – штампы для холодной штамповки металла, изготавливаются в основном по индивидуальным эскизам в следующем порядке:
- Составляется предварительный эскиз изделия, которое нужно получить на выходе;
- Подбирается оптимальная схема раскройки металла;
- В эскиз вносятся необходимые коррективы;
- Обозначаются места и размеры отверстий для штампов;
- Подбираются необходимые для изготовления прессы;
- Производится пробный выпуск продукции.
В основном изготовление штампов для холодной штамповки металла производится из легированной или высокоуглеродистой стали. Так же возможно использование сплавов алюминия и меди. С помощью изготовленных штампов можно выполнять следующие виды операций:
- Разделительные операции по штамповке металла:
- Разрезка.
- Проколка.
- Пробивка.
- Отрезка.
- Обрезка.
- Нарезка.
- Зачистка.
- Вырубка.
- Формоизменяющие операции по штамповке металла:
- Скручивание.
- Рельефная чеканка.
- Рельефная формовка.
- Раздача.
- Правка.
- Отбортовка.
- Обжим.
- Керновка.
- Закатка.
- Гибка.
- Вытяжка.
- Вытяжка с утончением.
Для изготовления изделий может применяться как один вид штамповки, так и комплекс из нескольких дополняющих друг друга обработок. После процесса холодной штамповки готовые изделия могут подвергаться дополнительной обработке для улучшения качеств готового изделия. Например, для улучшения механических характеристик применяются отжиг и травление. Для повышения износостойкости готовой продукции, на поверхность изделий наносятся разного вида износостойкие покрытия. Теперь, когда Вы знаете основы, этапы и тонкости данного вида работ, предлагаем Вам оформить заказ на требуемую услугу в надежной компании Zubix.
Механическая обработка металлов необходима, если у Вас есть задача изменить конфигурацию будущих деталей, а также увеличить или уменьшить их размеры. Для того чтобы осуществитесь одну из этих задач необходимо высококлассное, новое оборудование, квалифицированная команда специалистов и т.д. В компании Zubix имеется все необходимое для грамотного выполнения работ! Именно здесь Вы можете оформить заказ на штампы для холодной штамповки металла очень быстро. Специалисты фирмы оперативно обрабатывают все заказы, поступающие от новых и постоянных клиентов. Рекомендуем присмотреться к предложениям более подробно. Если Вас интересуют точные расценки на спектр предоставляемых услуг, то предлагаем обратиться к специалисту фирмы. На основе Ваших эскизов и чертежей менеджер даст Вам точную информацию об условиях дальнейшего сотрудничества.

Заказывайте изготовление штампов для холодной штамповки металла в ZUBIX
Компания Zubix предлагает огромный комплекс услуг по механической обработке, среди которых изготовление штампов для холодной штамповки металла и другие операции. Здесь Вы можете заказать изготовление штампов для холодной штамповки металла, как для унифицированных форм, так и по индивидуальным, специфическим изделиям. Для получения необходимых металлических изделий отличного качества, присылайте свои чертежи, наработки и фотографии. Специалисты компании Zubix подготовят эскизы и схемы изготовления штампов. В итоге Вы получите качественный продукт по очень привлекательной цене. Помимо изготовления самих штампов компания Zubix предлагает производство металлических изделий с использованием разного рода остнасток на самом высокотехнологичном оборудовании. Обращайтесь в компанию Zubix, и мы воплотим в металле все Ваши мечты.

