Агрегаты для сварки полиэтиленовых труб технические характеристики
Выбираем сварочный аппарат для полиэтиленовых труб
Время чтения 8 минут
Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.

Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
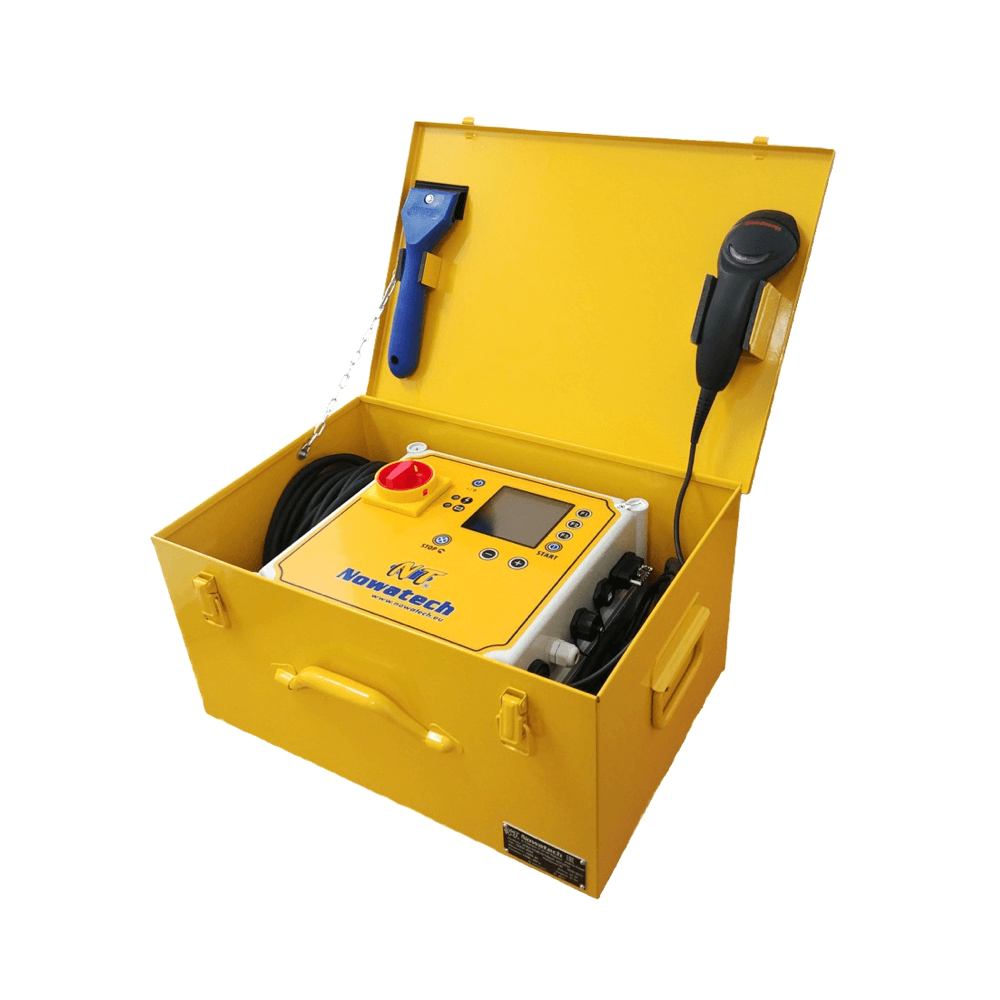
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | — |
| ZERN-800 Plus | 160 | 1,45 | — |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | — |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | — |
| ZEEN-4000 | 1200 | 4 | + |
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
- Цена выше средней.
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
1. Monster HL, EL и GL
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| 160 HL | Механический | 160 | 1,3 |
| 160 EL | Механический | 160 | 2,2 |
| 160 GL | Гидравлический | 160 | 2,8 |
| 225 HL | Механический | 225 | 1,9 |
| 225 EL | Механический | 225 | 3,2 |
| 225 GL | Гидравлический | 225 | 3,4 |
| 315 HL | Механический | 315 | 2,9 |
| 315 EL | Механический | 315 | 4,2 |
| 315 GL | Гидравлический | 315 | 4,8 |
- Низкая стоимость.
- Облегченная конструкция.
- Минимальное потребление электроэнергии.
- Максимальный диаметр трубы — 315 мм.
ТОП-11 лучших аппаратов для сварки полиэтиленовых труб (ПНД)
Здравствуй, дорогой гость! Сегодня я подкину тебе отличную идею простого заработка. Заработка сваркой, но не железа, а полиэтилена.
Коммуникации из пластика в наше время максимально популярны. Следовательно, кто то их устанавливает и чинит, зарабатывая на этом неплохие деньги. И помогает в этом — аппарат для сварки полиэтиленовых труб.
А что это такое и как купить правильный агрегат — расскажу в сегодняшней статье.
Как правильно выбрать аппарат
Аппараты для сварки пластика работают как паяльник и условно разделяются на 2 вида — ручные и механические.
Ручной аппарат
Представляет собой нагревательную плиту с наконечниками для концов труб и ручкой. По принципу работы схож с утюгом и электропаяльником.

Требует усилия человека для сжатия соединяемых изделий. Подойдет для пэ труб диаметром не более 12.5см. Соответственно для больших объемов работ он не годится, и выбирать его стоит для домашнего использования;
Механический
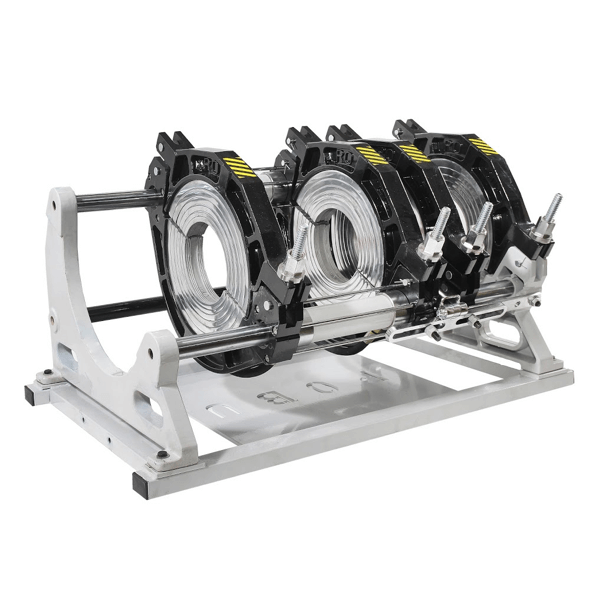
Механический аппарат для пайки представляет собой опорную раму с дисками для крепления труб и приборным блоком. Нагревательный элемент с ТЭНАми внутри раскаляет концы соединяемых труб, а механика обеспечивает сильное сжатие этих мест.
Применяется для сварки изделий, подвергающихся высокой эксплуатационной нагрузке. Диаметр изделий — неограничен.
Выбирать этот вариант следует профессионалам.
Если вы хотите зарабатывать деньги сваркой труб — необходимо приобрести оба агрегата.
Полезные советы для правильного выбора:
- Обращайте внимание на комплектацию
Аппарат с ключом для насадок — подойдет для работы с одним, максимум двумя диаметрами. Если фронт работ больше — выбирайте оборудование с насадками различных диаметров;
- Мощность агрегата
У профессионалов есть один секрет. Минимальная мощность оборудования рассчитывается по простой формуле — самый большой диаметр труб, с которым придется работать, умножается на 10.
Например, если вы в домашних условиях собираетесь варить трубы диаметром 50мм, то минимальная мощность агрегата = 50×10 =500Вт;
- Какого производителя выбрать?
Самый высокий рейтин г- у продукции чешских фирм ( например ТМ «Дайтрон»). Но и цена изделий — кусается. Поэтому — как альтернатива — турецкие производители. Встречаются неплохие модели отечественного производства.
По моему мнению — не стоит гнаться за дешевизной и покупать самые простейшие китайские аппараты — неизвестно, что получится в итоге.
Способы и технология сварки стыковых соединений
Сварка полиэтиленовых труб в стык проводится сварочным зеркалом — оборудованием, нагревающим концы соединяемых изделий до оплавления и совместной диффузии материалов.

С первого взгляда — метод простой и не требует дополнительных изделий и фитингов. Но есть ряд определенных нюансов. Например, сварка встык требует обязательной оцентровки, соосности и оценки эллипсоидальности труб. Поэтому без специального аппарата- центратора, детали больших диаметров сварить невозможно
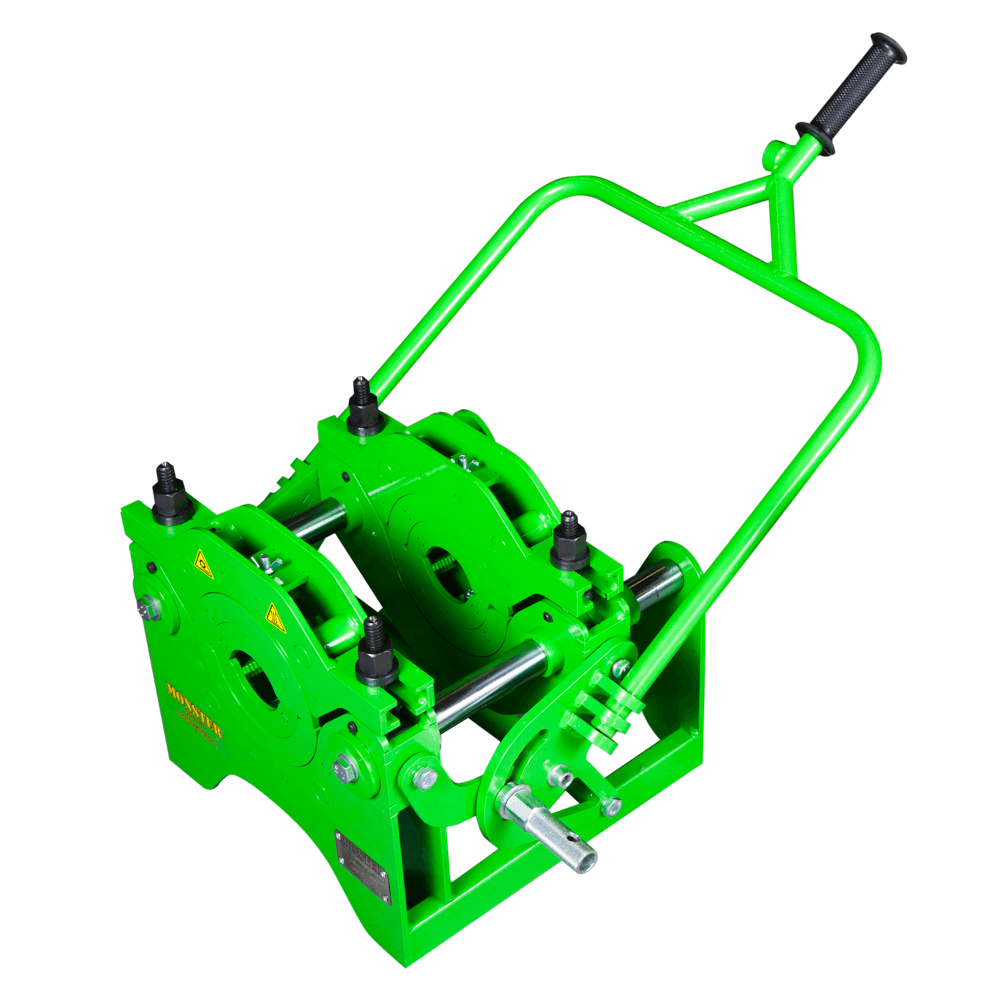
Ручные аппараты
Ручные аппараты для стыковой сварки используются при работе с небольшими диаметрами, но есть и отдельные модели со сварочным кольцом в 300мм. Состоит из центратора для выравнивания соединяемых заготовок, торцевателя и нагревательного элемента для торцов труб.
Механические аппараты
Состоят из нескольких основных частей:
- Центратор — элемент машины, выполненный в виде станины с четырьмя металлическими фиксаторами для зажима деталей;
- Торцеватель — агрегат для создания строго перпендикулярного оси сечения и его механической обработки. Представляет собой дисковое устройство с электродвигателем и ножами, заточенными с двух сторон.
- Сварочное зеркало — нагревательный элемент. Оплавляет концы свариваемых труб. Покрыт тефлоном для предотвращения налипания полиэтилена
- Механическое устройство для обеспечения сжатия.
Гидравлические
Состоят из такого же набора механизмов, что и механические, но в качестве сжимающего элемента— гидравлический привод. Он обеспечивает равномерное сжатие стыкуемых изделий. Давление у некоторых моделей-регулируемое.
Различают 3 вида гидравлических аппаратов:
- Ручные. Используются для прокладки трубопроводов низкого и среднего давления. Температура нагревательного элемента и управление гидравликой выбираются оператором в соответствии со специальными таблицами вручную;
- Полуавтоматические. Используются для труб среднего и большого диаметра. Снабжены электронным блоком. фиксирующим данные давления масла в приводе и температуры сварочной плиты, сверяет их с установленной программой и передают сигналы на специальный дисплей.
- Автоматические.
- Наиболее современная и высокотехнологичная система сварочного оборудования.
Процесс полностью автоматизирован, в хорде работы не требует вмешательства оператора и контролируется специальными электронными модулями. Аппаратчик только вводит данные изделий, а машина подбирает режим сварки самостоятельно. В конце работы аппарат выдает отчетный протокол сварки.
Какой из них лучше?
Выбирать тот или иной агрегат необходимо исходя из особенностей необходимого монтажа. Если нужно в домашних условиях сварить пару ровных участков — выбирайте дешевый, мобильный и удобный ручной механизм.

Если диаметр труб от 250мм — нужна механика. Опят таки, нет смысла тратиться на дорогие полнокомплектные изделия, если нет необходимости работать со сваркой постоянно.
В случае специализации на сварке пнд — необходимо выбирать агрегаты с гидравлическим приводом. Полностью автоматизированный прибор — самый дорогой, но и самый удобный. Здесь все зависит от ваших финансовых возможностей.
Способы и технология сварки враструб
Сварка пластиковых труб враструб — более надежный способ соединения конструкций. Именно сварка враструб используется при монтаже разводок коммуникаций и ремонте в квартирах и жилых домах. Этот способ подойдет для соединения деталей любого диаметра, но с небольшими работать проще.
Сварка враструб представляет собой соединение трубы с фитингом (отводом, тройником, переходом). С помощью специального инструмента с нагревательной панелью концы соединяемых изделий оплавляются и вставляются друг в друга.
Аппарат для этого способа представляет собой устройство с ручкой и нагревательной панелью клинообразной формы, по обеим сторонам которой расположены насадки в виде валиков для концов трубы и фитинга.
Труба вставляется в муфту, которая нагревает ее наружную часть и немного уменьшает толщину стенок, а фитинг надевается на дорн, оплавляющий его внутренний слой. После достижения нужной температуры (260С) части соединяются.
Существует вариант аппарата с нагревательным элементом, выполненным в виде стрежня.

Кроме самого инструмента, муфт и дорнов, в комплект могут входить торцеватель, калиброватель, фаскосниматель, ножницы для резки и другое дополнительное оборудование.
Важно! Внешний диаметр полиэтиленовых труб всегда чуть больше заявленного диаметра, а внутренний диаметр соединительного фитинга — чуть меньше. Размеры же муфтов и дорнов соответствуют номинальному, поэтому без нагрева соединить их с трубами и фитингами невозможно.
В процессе сварки внешний слой трубы при надевании муфты нагревается и выдавливается в виде грата. После труба совмещается с нагретым фитингом и их соединяемые слои «намертво» сплавляются.
Электромуфтовая сварка
Если приходится работать в условиях ограниченного пространства, либо сваривать уже проложенные участки коммуникаций, применяется сварка аппаратом со специальными электромуфтами.
Перед началом работы детали обезжириваются и зачищаются
Важно! Нельзя применять для зачистки наждачную бумагу или другие подобные абразвивные материалы, это повредит поверхность полиэтилена и приведет к нарушениям целостности шва.
Заготовки помещаются в центратор для идеального выравнивания, затем их концы соединяются при помощи специальной муфты. Внутри этого фитинга располагаются токопроводящие элементы, которые после совмещения с деталями нагреваются и происходит сплавление муфты с концами труб.
Ручной аппарат для сварки
- Блока питания;
- Трансформатора;
- Блока управления.
- Фитингов для электросварных муфт.
Все настройки в этом варианте оборудования вводятся оператором вручную, в соответствии со специальными таблицами.
Автомат
Те же составные части, но выбор параметров сварки происходит автоматически. Оператору нужно только ввести данные соединяемых изделий, все остальное сделает машина.
Какой аппарат лучше?
Автоматический аппарат проще и удобнее, но в разы дороже ручного. При этом последний компактнее и в случае поломки, починить его гораздо проще автоматического.

И все же профессиональному сварщику для муфтовой сварки лучше приобрести автоматический терморезистроный агрегат.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Топ 11 аппаратов на рынке
Что бы упростить ваш выбор при покупке аппарата, ознакомимся с топ 11 оборудования для сварки пнд (электропаяльников, станков для сварки, сварных машин).
- «Дайтрон», Чехия.
- «Candan», Турция;
- «REMS»,Германия;
- «Valtek«,Россия-Италия;
- Протва, Россия;
- «Вosch», Германия;
- «Gerat Weld», Германия;
- «Sturm», Россия;
- «Rotorica», Россия.
- «Аква Пром», Россия.
- «ССПТ», Россия.
Топ 11 приведен исходя из сравнения усредненных характеристик приборов . У каждого мастера -свой любимый инструмент и производитель.
Заключение
Пластиковые изделия получили широкое распространение, поэтому профессия матера сварки пнд будет востребована долгие годы, да и дома пригодится. Оборудования на рынке много, можно выбрать вариант, подходящий именно вам.
Присоединяйтесь к нашим сообществам и следите за новостями — обещаю, ввсе самое интересное-впереди!
Сварочный аппарат для полиэтиленовых труб: какой лучше купить и как правильно пользоваться
Полиэтиленовые трубы – легкие, удобные в монтаже и относительно недорогие. Чтобы проложить коммуникации этого типа, необходим сварочный аппарат для полиэтиленовых труб. Правильное применение оборудования и соблюдение технологии работ позволяет получить надежное, почти монолитное соединение, которое прослужит долгие годы.
Мы расскажем о том, как грамотно подобрать прибор для формирования прочных и герметичных соединений. В представленной нами статье детально описаны особенности сваривания участков полиэтиленового трубопровода. Желающие самостоятельно провести работы у нас найдут полезные рекомендации.
Чем варить полиэтилен?
Исходя из информации об особенностях сварки конструкций из полиэтилена, можно определить основные моменты, которые следует учесть при выборе подходящего оборудования:
- характеристики трубы: марка полиэтилена, диаметр, толщина стенки и т.п.;
- особенности конфигурации трубопровода;
- место прокладки труб (внутри помещения или снаружи);
- приемлемая степень автоматизации процесса;
- подходящая технология сварки и т.п.
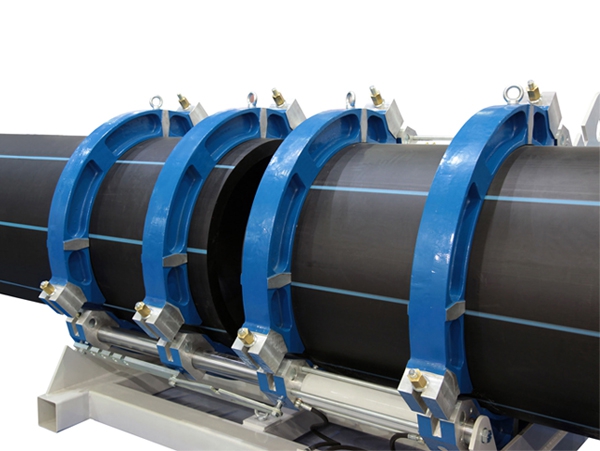
Для сварки полиэтиленовых труб встык используют специальное оборудование.
В распоряжении мастеров имеются устройства, с помощью которых можно выполнять сварку в ручном, автоматическом и полуавтоматическом режиме. Проще всего освоить работу ручного прибора, но он предназначен только для труб малого диаметра.

Полиэтиленовые трубы малого диаметра можно успешно паять с помощью ручного сварочного аппарата, но для манипуляций с крупными конструкциями придется взять прибор с гидравлическим усилителем и центратором
Параметры придется определять по таблицам. Точность сварки на ручном оборудовании не всегда бывает достаточно высокой, чтобы успешно работать с такого рода агрегатами, необходим определенный опыт. Полуавтоматические аппараты значительно удобнее, они снабжены гидравликой: станцией и центратором, что значительно упрощает манипуляции.

С помощью такой таблицы профессиональные сварщики определяют параметры воздействия на соединяемые конструкции, изготовленные из полиэтилена различных марок
Эти приспособления используют для соединения труб большего диаметра, чем при работе ручной аппаратурой. Хотя движение элементов прибора автоматизировано с помощью гидравлических устройств, параметры сварки придется все же выставлять по таблицам.

Аппараты для автоматической сварки полиэтиленовых труб, так называемые CNC-машины или SUVI, работают со значительно более высокой точностью
Здесь процессом полностью управляет процессор компьютера. Мастеру нужно только ввести необходимые параметры, например, материал, из которого изготовлена труба, диаметр конструкции, SDR и т.п.
При использовании таблиц сварщики оперируют такими понятиями, как:
- толщина стенки трубы;
- рабочая температура нагревателя;
- диаметр конструкции;
- время нагрева торцов;
- размеры грата;
- давление сварки и донагрева;
- время нагрева и переналадки;
- время создания давления на этапе осадки конструкции;
- время остывания.
Температура нагревателя зависит, главным образом, от особенностей материала, из которого изготовлены трубы. Для определения этого параметра используют не только таблицы, но и графики.
Высоким качеством отличается стыковое сварочное оборудование швейцарского производителя “Georg Fischer”. Ассортимент очень разнообразен, отличается европейским качеством и оправданно высокой ценой. Относительно недороги модели линеек KL Line и Weld Line.
Они позволяют варить конструкции диаметром 630 мм или меньше, отличаются упрощенной конструкцией, обеспечивающей повышенную надежность агрегата. Подходят для монтажа труб водопровода и канализации, в т.ч. и напорной.
Сварочные аппараты линейки GF Line этого же производителя имеют более сложное устройство и стоят дороже. Это автоматические устройства, работающие по технологии SUVI. Такие агрегаты часто применяют при прокладке газопроводов, они подходят для работы с трубами диаметром 160-1200 мм.
Для электромуфтовой сварки также могут применяться аппараты, которые в различной степени автоматизируют процесс. Качество сварки зависит не только от типа аппарата, но и от качества его исполнения, а также от условий эксплуатации.
Профессиональные трубоукладчики предпочитают использовать для работы агрегаты. Они снабжены сканером, который сканирует штрих-код, предоставленный производителем трубы.

Профессиональные сварщики предпочитают аппараты, снабженные специальным сканером. После сканирования маркировки полиэтиленовых труб такие приборы автоматически настраиваются на правильный режим сварки
В нем зашифрован полный блок информации об особенностях этого материала. После сканирования все необходимые настройки будут установлены. Если трубы очищены и подготовлены, можно сразу же приступать к пайке. Хорошие аппараты для электромуфтовой сварки не только контролируют каждый этап сварочных работ, но и выдают предупреждение в случае ошибки.
Выбирая тип аппарата, следует учитывать следующую особенность сварочного оборудования. Терморезисторные аппараты подходят для работы с трубами практически любого диаметра, поскольку нагрев осуществляется через муфту соответствующих размеров. А вот приборы для стыковой сварки нужно брать под конкретный диаметр конструкции.

Технология электромуфтовой сварки позволяет выполнять работы даже в очень стесненных условиях, например, прямо в траншеях. Она также незаменима в районах с повышенной сейсмоопасностью
Терморезисторные приборы для сварки, кроме того, отличаются очень умеренной ценой по сравнению с аналогами для стыковой сварки. Но следует помнить, что при их применении за электромуфты придется платить отдельно. Для труб малых диаметров муфты не так уж и дороги, но при работе с большими конструкциями разница в цене может стать ощутимой.
Дело в том, что полиэтиленовые трубы малых диаметров (110 мм и менее) поставляются в бухтах. Таким образом, можно получить цельную и гибкую коммуникацию длиной до 200 метров.
Для монтажа такой конструкции понадобится минимальное количество соединителей. Но когда речь идет о трубах диаметром более 110 мм, в распоряжение покупателя предоставляются не бухты, а отрезки длиной всего 12 мм или менее.

Если выбран терморезисторный способ сварки полиэтиленовых конструкций, следует помнить о необходимости приобретения соединительных муфт и других сопутствующих материалов
Очевидно, что для монтажа такого трубопровода понадобится значительное количество электромуфт, чтобы соединить множество 12-метровых отрезков. Оборудование для электромуфтовой сварки отличается компактными размерами.
Если работы необходимо проводить в стесненных условиях, этот вариант может стать единственно возможным. Минимальный диаметр конструкций при использовании электромуфтовой сварки также может быть практически любым, начиная с 20 мм.
Обратить внимание следует также на возможность ремонта трубопровода, если возникнет такая необходимость. Имеют значение даже геологические особенности участка, на котором выполняется закладка канализационного трубопровода или линии водоснабжения. Например, в сейсмоопасных районах стыковая сварка неприемлема, обязателен для использования терморезисторный метод.
Выбирая сварочное оборудование, следует уделить пристальное внимание и таким вопросам, как наличие гарантийных обязательств, доступ к сервисному обслуживанию, возможности проведения регулярной аттестации прибора и т.п. Надежный продавец должен иметь разрешительную документацию на технику, которая обычно произведена за рубежом.




Профессионалы выбирают качество и надежность
Аппараты для сварки пластиковых труб ROBU имеют различия в параметрах эксплуатации, размерах и характеристиках. Компактные станки подходят для работ в ограниченном пространстве, на готовом трубопроводе и на внутренних пластиковых системах.
Высокое качество установок гарантирует долгий срок службы, удобство оператора и отличное соединение полимерных частей коммуникаций. Благодаря обширному каталогу устройств, каждый заказчик сможет выбрать наиболее подходящий для объемов работ инструмент для сварки полипропиленовых труб.
Для проведения других электросварочных работ, особенно в условиях отсутствия стационарных источников питания, рекомендуем гидравлические сварочные аппараты серии АСГ.
Сварка труб
Стыковую сварку можно применять к полиэтиленовым трубам, состоящими из идентичного материала и обладающими одинаковыми поперечными сечениями. Аппарат стыковой сварки ПНД труб применяется для изделий, толщина стенок которых не менее 0,5 сантиметра. Температура при сварке находится в диапазоне — от минус 15 до 45 градусов.

Перед началом процесса следует проверить овальность соединяемых труб. Она должна находиться в пределах нормы. Одинаковым должен быть диаметр и толщина стенок. Чтобы трубы были установлены в необходимом положении, требуется механическая обработка их торцов. Это можно сделать с помощью торцевателя, который в своем составе содержит аппарат для стыковой сварки ПНД труб. Обрезка осуществляется таким образом, чтобы была возможность плотного соприкосновения торцов деталей.
Рекомендации по сварке
При соединении пластмассовых и полиэтиленовых деталей с помощью стыкового аппарата следует придерживаться проверенных временем рекомендаций. Не следует отклоняться от существующей технологии и грамотно осуществлять выставление режимов.
Так, например, перегрев свариваемых изделий может привести к образованию внутренних наплывов. Это приведет к нарушению передвижения жидкостей внутри трубы. Во время стыковки допускается отклонение от центрирования не более, чем на десять процентов от толщины труб. Детали не следует освобождать от зажимов, пока не произошло полное их остывание. Перед началом сварочного процесса необходимо еще раз ознакомиться с инструкцией по эксплуатации выбранного оборудования.
Особенности продукции HÜRNER:
- оборудование адаптировано к суровым условиям эксплуатации в России;
- возможность выбора из линейки оборудования модели под конкретную задачу;
- широкий выбор моделей с возможностью протоколирования сварочных параметров (особенно необходимо для ответственных трубопроводов);
- точный и удобный контроль температурного режима и давления сварки;
- надежные электронные компоненты, рассчитанные на работу при нестабильном напряжении (особенно актуально при работе от генераторов);
- 100% производство оборудования в Германии в соответствии с высочайшими немецкими стандартами качества к сварочному оборудованию;
- Оборудование сертифицировано по стандартам ISO и DVS, на все модели сварочного оборудования HÜRNER, при необходимости, возможно получение аттестации в НАКС (выдается индивидуально на конкретную модель оборудования с определенным заводским номером).
Наряду со сварочными аппаратами, в продаже имеется вспомогательное оборудование для сварки: скребки, позиционеры, фаскосниматели, труборезы, опорные ролики для труб, передавливатели. Специалисты ООО «ЦСП» помогут подобрать технику с нужными характеристиками и организуют доставку.
Сварочные аппараты для ПЭ труб
Полиэтиленовые трубы – высокотехнологичный, комфортный и надежный материал для монтажа различных коммуникаций. Системы из пластика отличаются долгим сроком эксплуатации, малым весом и легкой установкой. Важным преимуществом является экологическая безопасность, стойкость к воздействию химикатов и коррозии, позволяющая использовать их для монтажа питьевых трубопроводов.
Для соединения конструкций между собой применяются разные технологии: сварка, обжим муфтами и склеивание. Первая методика считается самой надежной и долговечной. Для ее выполнения используется специальное оборудование, а именно – сварочные агрегаты. В продаже представлены сотни приборов для монтажа полиэтиленовых труб. Чтобы правильно выбрать аппарат, необходимо учитывать следующие параметры:
- сфера применения;
- условия эксплуатации;
- требуемое качество пайки труб;
- мощность устройства;
- габаритные размеры;
- время разогрева;
- комплект сменных насадок.
Один из приоритетных критериев выбора – способ пайки. Существует несколько технологий, различных по особенностям процесса соединения. Самые популярные из них: стыковая, электромуфтовая и раструбная. Для применения любой методики требуется профильное оборудование для сварки полиэтиленовых труб, от которого зависит качество и долговечность швов. Далее подробно рассмотрена специфика каждого способа пайки и вида устройств.
Аппараты для стыковой сварки ПЭ труб

Стыковочная технология соединения считается экономичной и передовой, поскольку позволяет быстро конструировать трубопроводы любой конфигурации и сложности. Применяется для пайки коммуникаций одинаковой толщины с диаметром выше 50 мм. Для ее выполнения требуется агрегат стыковой сварки и два специалиста. Оборудование необходимо для того, чтобы расплавить концы труб и обеспечить их взаимопроникновение.
Схематично процесс выглядит следующим образом:
- трубы нарезаются на заготовки необходимого размера, их концы выравниваются, зачищаются от грязи и обезжириваются;
- прибор для стыковой сварки прогревается до требуемой температуры;
- торцы труб размещаются на зажимах и нагреваются до расплавленного состояния;
- инструмент убирается, срезы коммуникаций соединяются между собой под давлением, формируя прочный финишный шов;
- после остывания материалов обрезки торцов удаляются при помощи электрического торцевателя.
Агрегаты для стыковой сварки пластиковых труб классифицируются на ручные, полуавтоматические и автоматические. Ручной инструментарий используется для работы с конструкциями небольшого диаметра. Все процессы осуществляются посредством нагревания оборудования и прилагаемых усилий специалиста. Инструментальный контроль операций не выполняется. Для определения параметров сварки используются таблицы.
Техника полуавтоматического типа востребована для установки трубопроводов большого и среднего диаметров. Для нее характерна усовершенствованная конструкция и расширенный функционал, существенно облегчающий человеческий труд и обеспечивающий более высокое качество шва, чем у ручных аналогов. Для фиксации торцов применяется гидравлический центратор, выставление параметров осуществляется вручную.
Автоматизированный аппарат для сварки полиэтиленовых труб представляет собой передовой инструмент, управляемый компьютером. Специалист только осуществляет ввод параметров – материала, диаметра и других критериев конструкций, после чего установка самостоятельно выбирает технологию. Работы выполняются без участия человека, что служит гарантией исключительного качества и полной безопасности.
Главные преимущества аппаратов для стыковой сварки полиэтиленовых труб
- Универсальность. Достаточно купить один прибор для работы с коммуникациями разного диаметра;
- Высокая прочность швов. Место соединения становится таким же твердым, как и сами исходные заготовки;
- Несложный монтаж с минимальными временными тратами. Не требует специфических знаний и выполняется оперативно;
- Низкое энергопотребление. Всем видам такой техники присуща высокая производительность и экономичный расход энергии.
Аппараты для электромуфтовой сварки ПЭ труб

Данный метод востребован для спаивания полимерных коммуникаций диаметром от 20 и до 800 мм. Его главная особенность – в возможности соединять трубопроводы разного размера и толщины, а также осуществлять сложную трассировку конструкций в соответствии с проектом. Сама технология никак не влияет на прочность и гибкость материалов, поэтому созданные системы соответствуют всем нормативам и способны полноценно работать в любых условиях.
Стоимость электромуфтовых аппаратов для сварки полиэтиленовых труб намного выше, чем стыковых. Это обусловлено особенностью конструкции, предусматривающей применение дорогих фитингов с элементами для нагрева. Однако и у них есть свои преимущества, среди которых:
- качественное соединение тонкостенных трубопроводов (толщина меньше 4 мм);
- комфортная работа в ограниченных или экстремальных условиях, где нельзя использовать стыковую пайку;
- простая эксплуатация, не требующая высокой квалификации;
- применение в диапазоне температур от -20ºС до +50ºС;
- широкая вариативность в создании узловых развязок, врезок и угловых соединений.
Сварочные аппараты электромуфтового типа комплектуются металлическими спиральными нагревателями, расплавляющими полиэтилен под воздействием напряжения. Перед выполнением пайки торцы коммуникаций обязательно зачищают, удаляют с них всю оксидную накипь и обезжиривают. Далее монтируют фитинг на рабочие основания, центрируют конструкцию, осуществляют ее нагревание и фиксацию соединения.
После расплавления материал муфты и полимер взаимно проникают друг в друга, формируя прочное герметичное соединение. Муфтовые агрегаты чаще всего используют для сборки длинных трубопроводов, в местах сейсмической активности и ограниченных пространствах, где невозможно выполнить стыковую пайку. Вся электротехника данного типа различается между собой по двум основным показателям:
- категория и диаметр фитингов
Разновидность муфты определяется расположением спирального нагревателя. Спирали могут быть открытого, частично утопленного или закрытого типа. Большие фитинги используются вместе с прижимными элементами, предназначенными для коррекции торцов, поврежденных при нарезании; - пакет опций для контроля за процедурой
Зависит от типа управления сварочного аппарата – ручное или автоматизированное. В первом случае специалист заносит нужные параметры вручную. Автоматизированная техника комплектуется сканером, распознающим штриховой код муфты и передающим информацию на микропроцессор. После этого устройство определяет режим работы и отображает ключевые показатели на мониторе (силу тока, температуру, размер напряжения и время операции).
Аппараты для раструбной сварки ПЭ труб

Пайка полиэтиленовых коммуникаций в раструб – надежная и простая, но наименее популярная технология. Такая востребованность объяснима тем, что ее используют только для установки внутренних трубопроводов. Она рекомендована для пространств, где используются сложные схемы прокладки систем со множественными поворотами, ответвлениями и уклонами.
Пайка в раструб предполагает, что полимерные конструкции стыкуются не напрямую друг с другом, а через пластиковые гладкостенные муфты – элементы, укрепляющие участки соединений и облегчающие сборку конструкции. Данная методика финансово более дорогая, чем стыковая. Ведь в этом случае увеличивается количество сварочных швов и затрачиваются деньги на приобретение муфты.
Схема работ по установке ПЭ коммуникаций в раструб выглядит так:
- края стыкуемых полимерных конструкций обрезаются под прямым углом. Далее им придается нужная форма, для чего используется фаскосниматель и калибровщик;
- заготовки очищаются от пыли, загрязнений и обезжириваются. С армированных поверхностей удаляется армированный слой;
- сварочный аппарат комплектуется насадками, крепится в станине и разогревается до требуемой температуры;
- фитинг устанавливается на основание первого калибра, а труба надевается в тело другого калибра;
- прибор прогревает и размягчает полиэтилен снаружи коммуникации, а также внутри муфты. Время нагрева полимеров разных марок указывается в специальных таблицах;
- заготовки удаляются с оснований, полиэтиленовое изделие прочно фиксируется в фитинге в течение 5-10 секунд;
- после спайки и корректировки деталей выполняется охлаждение до полного затвердения. Как правило, данный этап занимает 2-3 минуты;
- все последующие швы создаются по аналогичному принципу.
Комплектация раструбных агрегатов для сварки полиэтиленовых труб бывает разной. Сегодня можно купить прибор с двумя нагревательными блоками, которые включаются одновременно или второй используется как дублирующий. Нагревательные элементы имеют разную конфигурацию и внешний вид, но в основном выпускаются в форме треугольника.
Некоторые бренды предлагают приборы, в комплектацию которых входят ножницы для нарезки полимерных изделий, фаскосниматель, калиброватель, торцеватель и очищающая жидкость. Такие наборы очень удобны тем, что включают в себя идеально подобранное оборудование одного производителя и избавляют от утомительного поиска необходимых дополнительных устройств.
Осуществляем бесплатную доставку до транспортной компании с дальнейшей отгрузкой в города: Воронеж, Пенза, Волгоград, Астрахань, Краснодар, Сочи, Петрозаводск, Мурманск, Архангельск, Вологда, Ижевск, Уфа, Пермь, Сыктывкар, Ухта, Тюмень, Нижневартовск, Сургут, Челябинск, Омск, Барнаул, Кемерово, Новокузнецк, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Благовещенск, Владивосток и другие города России.
Данный сайт носит исключительно информационный характер и не является публичной офертой, определяемой Статьёй 437 (2) ГК РФ. Актуальную информацию о внешнем виде, технических характеристиках, наличии на складе и стоимости товаров запрашивайте в отделе продаж. Каждый раз, оставляя свои данные в любой форме обратной связи на нашем сайте, Вы даёте своё согласие на обработку персональных данных.
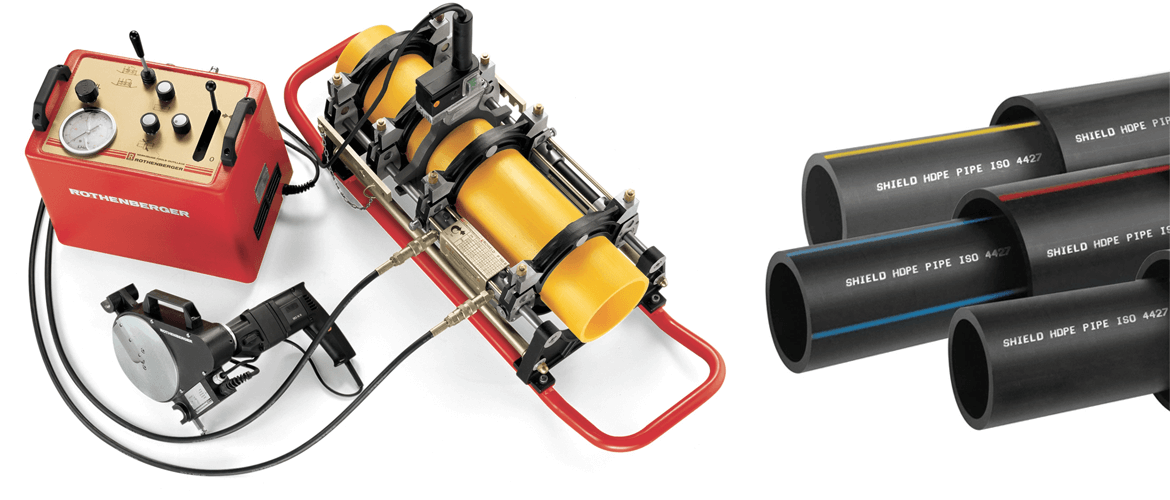
Аппарат для сварки полиэтиленовых труб
При строительстве трубопровода из полимерных материалов его элементы соединяются стыковой сваркой, при этом используется аппарат для сварки полиэтиленовых труб. Принцип работы оборудования заключается в предварительном нагреве торцов свариваемых труб и дальнейшем совмещении их под давлением. Наша статья расскажет о видах сварочных аппаратов, а также о том, как подобрать необходимые для процесса пайки параметры.
Если диаметр труб достигает 160 мм, специалисты советуют применять стыковой метод сварки, если же диаметр более 315 мм, то сварка встык является единственным подходящим вариантом.

Стыковой метод сварки подход для любого диаметра труб .
Сварочное оборудование для полиэтиленовых труб
Современный ассортимент оборудования для сваривания полимерных труб разнообразен и богат. Он классифицируется следующим образом:
- в зависимости от условий эксплуатации и области применения;
- по качеству сварного соединения;
- по мощности;
- по назначению;
- по габаритным размерам и т. д.
При сваривании полиэтиленовых труб встык требуется стыковое сварочное оборудование. Инструмент для стыковой сварки бывает:
- ручным;
- полуавтоматическим;
- автоматическим.
Рассмотрим особенности каждого вида более подробно:
- Ручное оборудование для сварки полиэтиленовых труб подходит для стыкового сваривания труб небольшого диаметра. Параметры сварки выставляются сварщиками согласно таблицам сварки, а сам процесс сваривания труб происходит вручную.

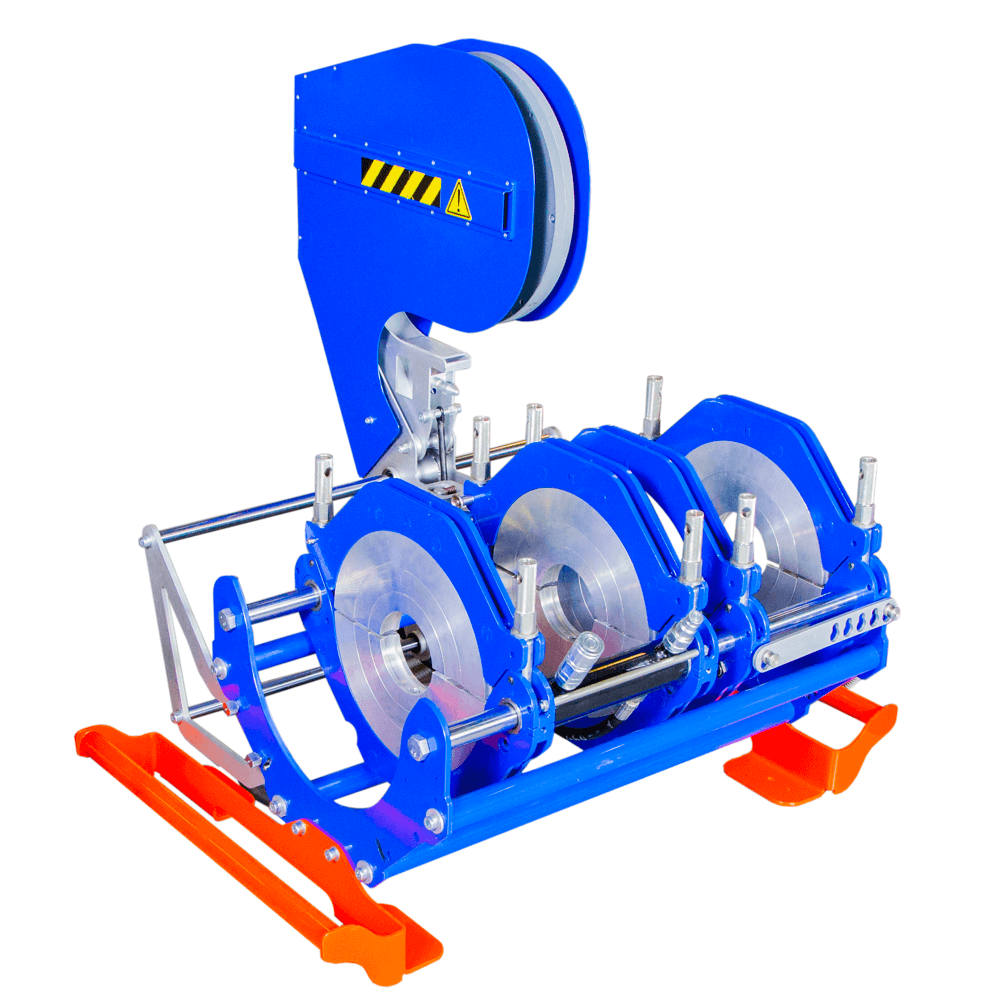
Ручной сварочный аппарат
- Конструкция полуавтоматических агрегатов включает в себя гидравлическую систему. Параметры сварки при работе с таким оборудованием задаются сварщиками вручную, но соединение труб осуществляется посредством гидравлического центратора: это ведет к упрощению и облегчению человеческого труда. Полуавтоматическое оборудование позволяет сваривать полиэтиленовые трубы большего диаметра.

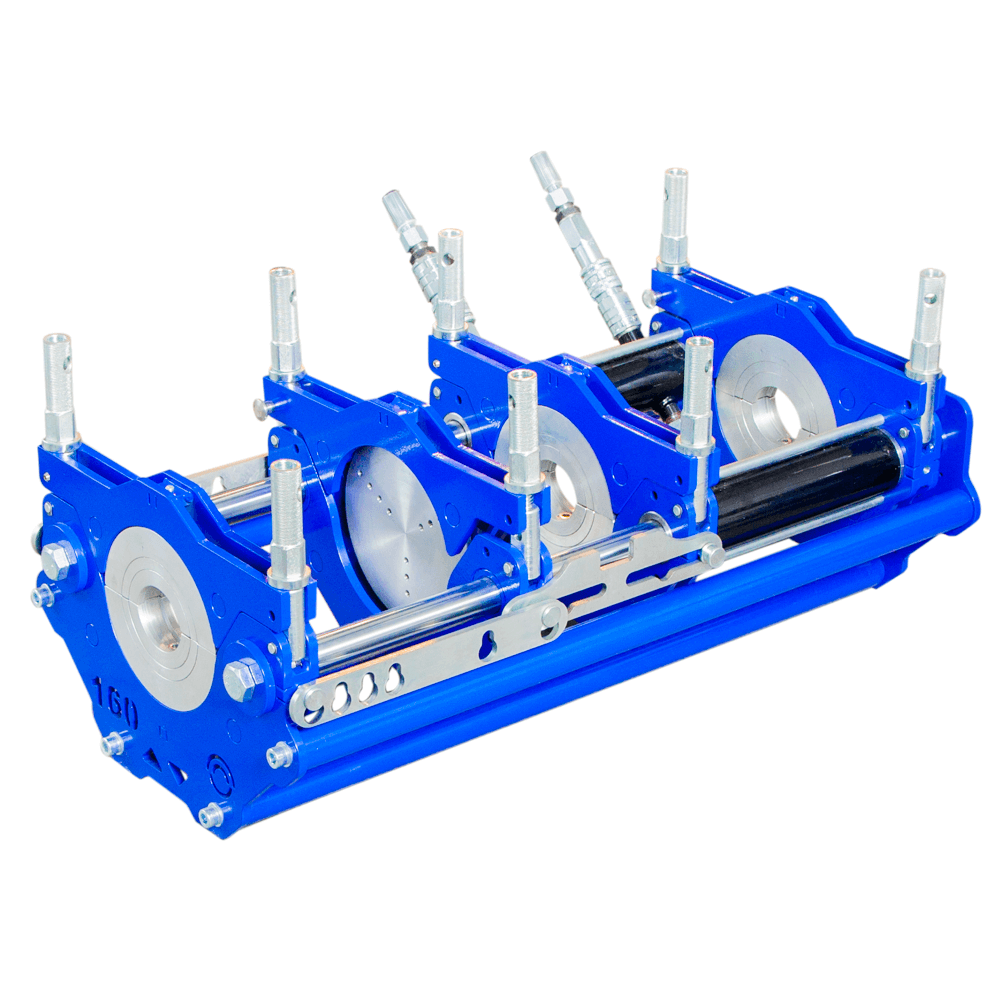
Полуавтоматический аппарат для сварки
- Самым передовым сварочным оборудованием считается автоматическое сварочное оборудование для полиэтиленовых труб, например, SUVI или CNC-машины. Процесс сварки в данном случае полностью автоматизирован и происходит благодаря компьютерному управлению: после введения сварщиком характеристик труб (диаметр, материал изготовления, SDR) режим сварки устанавливается автоматически. Процесс сваривания протекает также самостоятельно, без человеческого вмешательства.
Работы на автоматическом оборудовании позволяют исключить ошибки, которые возможны при ручном выставлении параметров сварки, что ведет к улучшению качества свариваемости шва и выгодно отличает такой агрегат от других видов сварочных стыковых аппаратов.

Аппарат с нагревательным элементом автоматического типа
Параметры сварки
Необходимые для сварки параметры
Качественное сварное соединение стыковым методом получается только при соблюдении параметров сварки. Выставление верных режимов должно происходить с учетом таблиц сварки, в которых, как правило, содержатся следующие характеристики:
- толщина стенки свариваемых труб;
- давление сварки, которое будет добавляться к нулевому давлению;
- давление в стадии донагрева трубы;
- ширина первоначального грата;
- время сварки полиэтиленовых труб:
- время, необходимое для нагревания торцов;
- время, когда следует изъять нагревательный элемент (время переналадки);
- время создания давления;
- время остывания стыка.
Определение времени сварки труб

Временное распределение этапов сварки
Время каждого этапа отличается в зависимости от конкретного сварочного аппарата. Примерные значения приведены в таблице ниже.

Продолжительность этапов сварки и значения необходимого давления
Существует еще один важный для стыкового сваривания труб параметр, который не входит в таблицу сварки – температура нагревательного элемента, которым оснащен сварочный аппарат для полиэтиленовых труб. Температурный режим выставляется в зависимости от того, из какого материала изготовлены полиэтиленовые трубы:
- если они выпущены из ПЭ-100, то температура нагревательного элемента постоянна и равна 220 0 С;
- для труб ПЭ-80 определяющим фактором является толщина стенки, исходя из этого температура нагревательного элемента будет меняться в пределах значений 200 ÷ 220 0 С.
Сводная таблица сварки представлена на рисунке ниже.

Сводный вид таблицы сварки
Соединение труб из полиэтилена низкого давления (ПНД) может производиться несколькими способами. Но наиболее популярна технология сварки полиэтиленовых труб стыковым методом и электромуфтовая сварка.
