Аппарат для сварки полипропилена листового
Сварка полипропиленовых листов
Листовой полипропилен – современный конструкционный материал с отличными характеристиками. Он используется в строительстве как изоляционный материал, кроме этого из него делают бассейны, различные емкости, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Сварка полипропилена надежней механического крепления листов и склейки. Разогрев до температуры плавления обеспечивает прочность соединений, швы герметичны, не пропускают воду, не деформируются в процессе эксплуатации. Существует несколько технологий температурного соединения листового полимера, все они будут описаны ниже. Для этого применяется специальное оборудование, для работы с ним требуются определённые знания.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см 3 ;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Имея необходимое оборудование, соединять листы можно своими руками.
Методы ручной сварки листового полипропилена

При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Для сварки полипропилена феном нужен инструмент большой мощности, разогрев проводится в течение 5–10 минут. До этого необходимо подготовить поверхности соединяемых частей: зачистить их мелкой шкуркой, чтобы образовались неровности. Затем под углом 45°срезается кромка. Для непрерывной укладки прутка используется насадка, фен для сварки обычно ими укомплектован. Их недолго сделать из жести самостоятельно. В процессе стык разогревается до 180°С, поэтому феном для сварки полипропилена монтируют листы толщиной до 20 мм. Для листов свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Инструмент разогревает лист до 270°С, он оснащен специальными насадками, которые применяются при монтаже сложных геометрических форм. Работать им необходимо быстро, чтобы лист не расправлялся. Если на агрегате две насадки, включать обе сразу не рекомендуется.

Принцип работы экструдера заключается в разогреве прутка до однородной консистенции, при этом одновременно разогревается стык и выдавливается экстрадированный полипропилен. Есть модели экструдеров, куда вместо прутка можно закладывать гранулы. Они размягчаются в пластификаторе и прессом подаются в рабочую зону. Получается очень качественный и прочный шов.
Автоматическая сварка
Для соединения листов созданы сварочные станки. Это оборудование для сварки создает ровный диффузный шов за счет касания стыка нагревательным элементом. Автоматический паяльник нужен при большом объеме работ. Температура регулируется в зависимости от структуры листа, на автомате можно производить сварку листов полипропилена толщиной от 16 мм.

Склеивание листового полипропилена
Изделия с неровными поверхностями скрепляют химическим способом. Этот метод применяется редко из-за того, что полипропилен – трудносклеиваемый материал, для него нужен специальный состав, традиционные смеси для пластика не годятся, необходимо обращать на это внимание. Клей бывает нескольких видов:
- термоактивный на основе полифенольных смол или двухкомпонентный, с отвердителем или твердеет при нагреве;
- термопластичный однокомпонентный, на упаковке обязательно указывается температура отвердевания.
Вторая проблема склейки – предварительная разметка всех деталей перед сборкой, любая ошибка приведет к большой потере материала, работу придется начинать заново. Метки делают на соединяемых частях с торцов, чтобы поверхность оставалась чистой.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
- Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
- Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
- Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать. Если присадка холоднее листа, образуются морщины в месте шва.
- Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
- Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.
Стыковые станки для сварки пластиковых листов
ССПЛ – российская компания, производящая качественное оборудование для сварки пластиковых листов, а также их подготовки и обработки при изготовлении изделий из полимерных материалов. В настоящий момент ассортимент выпускаемой нами продукции состоит из аппаратов для стыковой сварки пластиковых листов применяемых при изготовлении конструкций из полипропилена, ПВХ, полиэтилена, ПВДФ и др. В ближайшей перспективе начнется разработка гибочных станков для листов и полимерных термопластичных материалов, а также увеличение ассортимента аппаратов стыковой сварки за счет введения новой линейки столов с пневматическими прижимами. Применение пневматических прижимов позволит увеличить диапазон свариваемых листов по толщине материала. Все выпускаемые столы осуществляет как стыковую сварку полипропиленовых и полиэтиленовых листов, так и сварку полипропиленовых или листов из других полимерных материалов под углом 90°, а также сварку «вкруг» или «круговую» сварку для изготовления цилиндров из пластиковых заготовок
Продукция, выпускаемая нашим предприятием:
Станки для стыковой сварки листов из полимерных материалов:
- ССПЛ 1.0 — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 12 мм
- ССПЛ 1.5 — сварочный станок для сварки листов шириной 1 500 мм и толщиной до 12 мм
- ССПЛ 2.0 — сварочный станок для сварки листов шириной 2 000 мм и толщиной до 12 мм
Станки для стыковой сварки с пневматическим прижимами (перспективная разработка)
- ССПЛ 1.0-П — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 20 мм
- ССПЛ 1.5-П — сварочный станок для сварки листов шириной 1 500 мм и толщиной до 20 мм
- ССПЛ 2.0-П — сварочный станок для сварки листов шириной 2 000 мм и толщиной до 20 мм
Дополнительное оборудование:
- Станок для загиба полипропиленовых и полиэтиленовых листов при «круговой сварке»
Гибочные станки для пластиковых листов (перспективная разработка):
- станок для гибки листов до 1 000 мм
- станок для гибки листов до 1 500 мм
- станок для гибки листов до 2 000 мм
В конструкции наших сварочных столов применены лучшие принципы работы западных производителей и учтен опыт крупнейших предприятий по выпуску пластиковых изделий.
Наша команда – квалифицированные специалисты, имеющие многолетний опыт в эксплуатации, ремонте и обслуживании сварочного оборудования для полиэтиленовых и полипропиленовых конструкций, а также опытные инженеры в области машиностроения. Многолетний опыт и высокая квалификация служат гарантией высокого качества выпускаемой продукции.
Наше оборудование произведено в России с использованием преимущественно отечественных комплектующих, что помимо конкурентоспособной цены обеспечивает вам внимательное отношению к сервису и отсутствие временных задержек при поставке запасных частей при гарантийном и послегарантийном ремонте.
Гарантийный срок на продукцию составляет 1 год. Если в течение данного срока у вас возникнут какие-либо проблемы в эксплуатации — мы безвозмездно и в кратчайшие сроки устраним недочеты с обеспечением разумных сроков поставки запасных частей.
При покупке оборудования мы обеспечим обучение персонала работе на станках, ведь в конечном счете именно квалификация персонала определяет качество выпускаемой продукции. В ходе обучения наши специалисты ответят на все интересующие вас вопросы и дадут ценные указания как по работе оборудования, так и дадут практические рекомендации по производству изделий из полипропилена и полиэтилена.
Производство изделий из полипропилена
Также у нас вы можете заказать изготовление конструкций любой сложности из полимерных материалов.
Высокая квалификация и многолетний опыт работы наших специалистов в области эксплуатации оборудования и производства изделий из полимерных материалов обеспечат высокое качество и долгосрочную эксплуатацию конструкции.
Если у вас не хватает производственных мощностей или нужна помощь в освоении новых технологий — обращайтесь к надежному партнеру — компании ССПЛ. Мы окажем всестороннюю поддержку как начинающим производителям, так и подскажем ноу-хау опытным мастерам.
Сварка листового полипропилена — выбираем сварочный аппарат для сварки полимера
 Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Нередко полипропилен сравнивают с «королём» пластмасс. Он не является наиболее популярным и востребованным полимером в данное время, однако по темпам роста производства он является бесспорным лидером.
Основные технические показатели полипропилена
Полипропилен, как синтетически неполярный термопластичный материал, получают в промышленности из макромолекул изотактического строения. При комнатной температуре материал не растворяется в органических жидкостях, однако он может растворяться в некоторых видах растворителей при нагревании до высоких температур.
Полипропилен устойчив к щелочам, кислотам, растворам солей и иным неорганическим агрессивным средам, имеет низкий уровень влагопоглощения, высокие показатели электроизоляционных свойств, хорошие механический свойства, повышенную жёсткость и высокий уровень ударопрочности.

Технология и общие принципы сварки полипропилена
Сварка листового полипропилена заключается в соединении деталей посредством нагрева материала без изменения его химического состава. Полимер соединяется между собой при создании вязко-текучего состояния при нагревании.
Сварка полипропилена своими руками может осуществляться при помощи специального пистолета с подачей горячего воздуха (фена). В конструкции такого устройства воздух нагревается равномерно, что образует хорошую среду для сварки полимерных деталей.
ВАЖНО: при применении ручных аппаратов для сварки, необходимо учитывать тот факт, что при медленном сваривании элементов материал вокруг шва обычно подвергается наибольшему нагреванию, из-за чего снижаются его технические показатели, и вследствие чего – качество шва.
Экструдер, как аппарат для сварки полипропилена, также нередко используется в производстве. Данный процесс осуществляется в сухом тёплом помещении. Стыковые поверхности (края) свариваемых деталей обязательно должны быть зачищены мелкой шкуркой.

В экструдер поступает специальный присадочный пруток, который при разогревании сваривает нужные элементы. Время остывания такой сварки – ориентировочно 5-7 минут.
Механический сварочный аппарат для полипропилена применяется в основном в тех случаях, когда нужно приложить максимум усилий, чтобы края деталей соприкасались друг с другом. Не всегда с помощью подручных средств можно достичь этого.
Сварка полипропилена (видео находится на сайте) механическим путём подразумевает использование специальной опорной рамы с приборным блоком и гидроагрегатом. На данной раме с обеих сторон имеются специальные захваты, между которыми устанавливаются вкладыши для поддержания оптимального распределения давления на соединяемые элементы.

Сварочный аппарат для полипропилена имеет нагревательный элемент, который представляет собой диск со специальным покрытием. Внутри данного диска имеются нагревательные компоненты (ТЭНы), а снаружи – датчики контроля температуры и терморегуляторы.
Чем точнее показания термодатчика, который встроен в аппарат для сварки полипропилена, тем качественней сам аппарат. Наиболее качественными считаются агрегаты с электронными терморегуляторами (терморезисторами, которые способны измерять температуру близко около муфт и дорнов).
ВАЖНО: независимо от используемого терморегулятора, после нагревания сварочного аппарата нужно ещё подождать несколько минут, чтобы температура на насадках максимально приблизилась к той, которую показывают датчики.
Сварка листового полипропилена в некоторых случаях подразумевает также использование разных вспомогательных материалов (калиброватель, фаскосниматель, ножницы, торцеватель, очищающая жидкость и др.).

Требования по технике безопасности для сварки полипропилена
Во время процесса сварки полимерных изделий должно соблюдаться несколько правил:
- рабочая температура – не ниже 5 о С;
- сварка листового полипропилена может осуществлять не только в закрытом помещении, но и на открытом воздухе;
- при низких температурах (ниже 5 о С) технологическая пауза может быть слишком приближена к нулю;
- перед выполнением сварочных работ обязательным условием является очистка сварочных насадок во избежание возгорания остатков пластмассы и выделения углекислого газа;
- если помещение, где осуществляется сварка, плохо вентилируется, возможно выделение и скопление вредных газов;
- для проведения сварочных работ с полипропиленом рекомендуется иметь специальные защитные рукавицы и очки (защитную маску для лица).
Для более подробного ознакомления с процессом соединения двух полимерных листовых изделий рекомендуется посмотреть сварка полипропилена видео.
Еще по этой теме на нашем сайте:
- Сварка полипропиленовых труб – инструкция по сварке паяльником
Соединение этого вида материалов имеет свои особенности. Для сварки полипропиленовых труб применяется специальное сварочное оборудование.
Сварка полипропиленовых труб – видео процесса
Благодаря своей невысокой стоимости и простоте соединения, пластиковые трубы занимают лидирующую позицию в монтаже тепловых и водопроводных систем. В сравнении с металлическими конструкциями, полипропиленовые трубы.
ПНД сварка пластиковых труб — видео, как делается правильная сварка полиэтилена
Полиэтиленовые трубы – популярный материал, который применяется в строительстве. Их применяют для напорных и безнапорных трубопроводов. Среди преимуществ таких труб следует выделить легкий вес, а.
Сварка по алюминию инверторная — азы для начинающих
Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха».
Сварочное оборудование Leister
Используется для получения прочных неразъемных соединений изделий из полиэтилена и полипропилена, отличается по принципу наложение шва, техническим параметрам и производительности. Прочность сварного шва не менее 90% прочности основного материала, в зависимости от конкретной марки комплектуется дополнительными насадками. Эксплуатационные характеристики полностью соответствуют современным требованиям.
Заказать насадки для сварочного оборудования, вы можете в нашей компании по телефону 8 800 555-17-56.Доставку насадок производим по России, странам СНГ — Азербайджан, Армения, Беларусь, Грузия, Казахстан, Киргизия, Молдавия, Таджикистан, Туркменистан, Узбекистан, Украина, а также по всем странам Азии, Африки, Ближнего Востока, Европы, Карибского бассейна, Океании, Северной, Центральной и Южной Америки. Узнать стоимость и срок доставки.
Типы производимых насадок
Насадка V-5-6 (101-118.888)
Насадка V8-10 (101-118.889)
Насадка V-15 (101-119.203)
Насадка V-20 (101-119.204)
Насадка F-35 (101-119.185)
Насадка F-25 (101-118.890)
Насадка K5-6 (101-118.887)
Насадка K8-10 (101-119.885)
Насадка K-15 (101-119.139)
Насадка K-20 (101-118.140)
Насадка 0 14 (101-129.010)
Насадка 0 20 (101-129.008)
Насадка 0 14 (101-129.010)
Насадка 0 20 (101-129.008)
Насадки для сварки встык



| Название | Артикул |
| Насадка для сварки встык листов толщиной 5/6 мм V-швом или листов толщиной 10/12 мм X-швом | 145.912 |
| Насадка для сварки встык листов толщиной 8/10 мм V-швом или листов толщиной 15/20 мм X-швом | 145.915 |
| Насадка для сварки встык листов толщиной 12 мм V-швом или листов толщиной 25 мм X-швом | 145.907 |
| Насадка для сварки встык листов толщиной 15 мм V-швом или листов толщиной 30 мм X-швом | 145.903 |
| Насадка для сварки встык листов толщиной 20 мм V-швом или листов толщиной 35/40 мм X-швом | 145.909 |
| Насадка для сварки встык листов толщиной 25 мм V-швом или листов толщиной 50 мм X-швом | 145.916 |
| Насадка для сварки встык листов толщиной 30 мм V-швом или листов толщиной 60 мм X-швом | 145.905 |
Сварочное оборудование
Заказать оборудование для сварки листового полиэтилена и полипропилена, гидроизоляции, ППУ изоляции труб, безнапорных трубопроводов, вы можете в нашей компании по телефону 8 800 555-17-56 Доставка только по РФ
Сварочный аппарат Триак S, Триак С Ляйстер (Leister Triak S)

Триак S, Триак С Ляйстер (Leister Triak S)
| Название | Технические характеристики |
| Напряжение, В: | 230 |
| Мощность, Вт: | 1600 |
| Частота тока, Гц: | 50/60 |
| Температура воздуха, oС: | 20-700, плавная регулировка |
| Расход воздуха, л/мин: | макс. 230 |
| Давление воздуха стат., Па: | 3000 (0,03 атм), после 24 часов эксплуатации |
| Уровень шума, дБ: | 65 |
| Размеры, мм: | 340 х 90, диаметр рукоятки 56 |
| Вес, кг: | 1,4 с кабелем 3 м. |
| Цена: | 503 у.е |
Универсального использования, имеет плавную регулировку температуры подаваемого воздуха, применяется для сварки труб, пленок, листов, покрытий гидроизоляции и пр. материалов и изделий из полиэтилена. Имеет автоматическую электронную защиту нагревательного элемента, рассчитан на длительную эксплуатацию, оборудован дополнительными приспособлениями по безопасности оператора.
Шнековый экструдер Fusion 2

Шнековый экструдер Fusion 2
| Название | Технические характеристики |
| Напряжение, В: | 230 |
| Мощность, Вт: | 2800 |
| Частота тока, Гц: | 50/60 |
| Материал: | ПЭ / ПП |
| Пруток: | диаметр 4 мм |
| Выход, кг/час: | диаметр 4 ПЭ / ПП 1,3 — 1,8 |
| Температура воздуха, oС: | макс. 340 |
| Температура массы, oС: | макс. 280 |
| Размеры, мм: | 450 х 98 х 225 (без сварочной насадки) |
| Вес, кг: | 5,9 с кабелем 3 м. |
| Цена: | 3157 у.е |
Гарантирует высокое качество наложения шва при увеличенной производительности. Применяется во время выполнения работ по сварке изделий из толстых листов полиэтилена или полипропилена. Предусмотрена плавная регулировка всех рабочих параметров, отсутствует эффект скручивания сварочного прутка. Двигатель и нагревательный элемент имеют электронную защиту от работы при критических нагрузках.
Сварочный экструдер FUSION3

Сварочный экструдер FUSION3
| Название | Технические характеристики |
| Напряжение, В: | 230 |
| Мощность, Вт: | 3500 |
| Частота тока, Гц: | 50/60 |
| Материал: | ПЭ / ПП |
| Пруток: | диаметр 3 или 4 мм (согласно DVS) |
| Выход, кг/час: | диаметр 3 ПЭ 1,6 — 2,3 диаметр 3 ПП 1,3 — 2,0 диаметр 4 ПЭ 2,0 — 3,5 диаметр 4 ПП 1,5 — 2,7 |
| Температура воздуха, oС: | макс. 350 |
| Температура массы, oС: | макс. 280 |
| Размеры, мм: | 670 х 90 х 180 (без сварочной насадки) |
| Вес, кг: | 7,2 с кабелем 3 м. |
| Цена: | 3963 у.е |
Для сварки различных изделий и конструкций из толстолистового полиэтилена или полипропилена. Имеет электронную аналоговую регулировку подачи массы и нагретого воздуха, все функциональные системы оснащены автоматической защитой от преждевременного выхода из строя – повышается длительность пользования, качество сварного шва и безопасность эксплуатации. Насадки могут изменять положение с учетом особенностей накладываемого шва.
Шнековый экструдер Fusion 3c

Шнековый экструдер Fusion 3c
| Название | Технические характеристики |
| Напряжение, В: | 230 |
| Мощность, Вт: | 2800 |
| Частота тока, Гц: | 50/60 |
| Материал: | ПЭ / ПП |
| Пруток: | диаметр 3 или 4 мм (согласно DVS) |
| Выход, кг/час: | диаметр 3 ПЭ 1,6 — 2,3 диаметр 3 ПП 1,3 — 2,0 диаметр 4 ПЭ 2,0 — 3,5 диаметр 4 ПП 1,5 — 2,7 |
| Температура воздуха, oС: | макс. 350 |
| Температура массы, oС: | макс. 280 |
| Размеры, мм: | 588 х 98 х 225 (без сварочной насадки) |
| Вес, кг: | 6,9 с кабелем 3 м. |
| Цена: | 3479 у.е |
Применяется во время монтажа безнапорных трубопроводов из пластиковых труб, для изготовления изделий из полиэтилена и полипропилена, имеет электронные блоки регулировки параметров сварки – значительно повышается качество шва и увеличивается производительность. Насадка и рукоятка могут изменять пространственное положение с учетом особенностей выполняемой работы, есть защита электрических элементов от перегрева
Сварочный экструдер для листов полипропилена
За последние десятилетия полипропилен занял значительную нишу в строительной сфере, вытеснив многие другие материалы. Данный материал имеет ряд весомых преимуществ, одно из которых заключается в довольно простом монтаже. Одним из способов создания полипропиленовых конструкций является сваривание, позволяющая получить аккуратные и полностью герметичные швы. Рассмотрим один из вариантов сварки полипропилена при помощи экструдера, который применяется при создании разного рода емкостей.
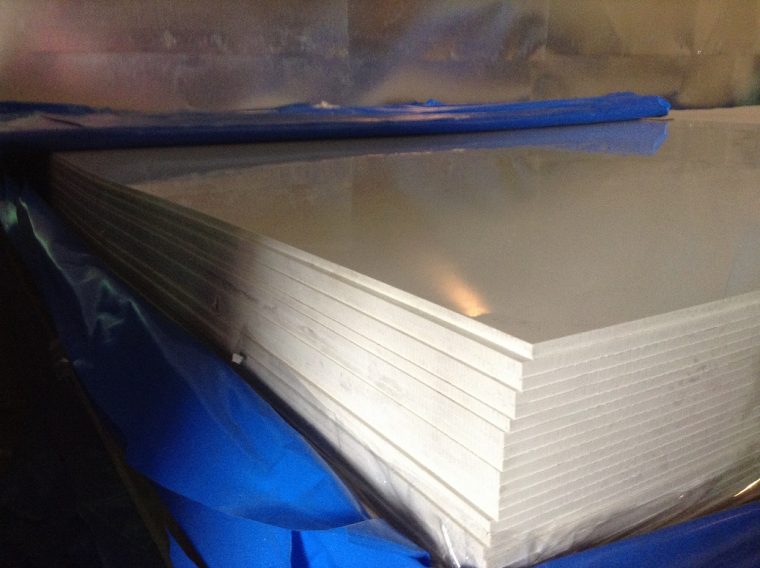
Листовой полипропилен
Полипропилен в виде листов получается путем пропускания расплавленного материала под специальными валиками. Он находит широкое применение при создании емкостей, изготовлении труб больших диаметров, в качестве изоляционного материала. Этому способствуют следующие характеристики:
- Устойчивость к влаге;
- Высокая механическая прочность;
- Устойчивость к химическим веществам;
- Инертность к ультрафиолетовым лучам.
Кроме того, материал универсален с точки зрения обработки и монтажа. Его можно фрезеровать, резать и соединять различными способами. На данный момент наибольшей популярностью пользуются 3 способа соединения:
- Механический. Требует использование крепежа и не дает высоких изоляционных характеристик конструкции;
- Склеивание. Устойчивость к химическим воздействиям позволяет склеивать материал без ущерба для него;
- Сварка листов полипропилена. Позволяет получить прочное и надежное соединение благодаря использованию специальных инструментов для сварки полипропилена.
Технология сварки
Главная особенность сводится к тому, что при сваривании не происходит изменений в химическом составе листов. Для этого применяется стыковочный материал, а также пруток для сварки, хотя процесс может обходиться и без него.
Основные процессы сводятся к трем пунктам:
- Нагрев соединяемых элементов до образования вязкой поверхности;
- Стыковка расплавленных частей механическим способом;
- Остывание деталей в фиксированном состоянии.
Для получения швов высокого качества необходимо соблюдение ряда условий:
- Температура внешней среды не менее 15°С;
- Соответствие присадок свариваемому полипропилену;
- Высокое качество свариваемых поверхностей;
- Правильный выбор инструмента и насадок для него.
Сварка полипропиленовых листов
Сварка для полипропилена выпускается в виде устройств ручного и автоматического использования в зависимости от применяемых инструментов для сварки. В рамках данной статьи рассмотрим ручные способы.
Методы ручной сварки
Различаются несколько способов:
- Экструзионный. Монтирование деталей производится экструдером для сварки. Это ручной аппарат достаточно небольших размеров, но при этом он позволяет создавать достаточно надежное соединение полипропиленовых листов. Показатели прочности сварных конструкций дают результат в 0,8 по сравнению с 1 исходного материала. Использование экструдера позволяет осуществлять сварку листового полипропилена толщиной от 16 мм. Принцип данного метода заключается в подаче горячего воздуха, который расплавляет материал в зоне проведения сварочных работ. Экструдер подает размягченный состав и перемешивает его до однородности, что позволяет получить шов высокой прочности.
- Строительный фен. Фен для сварки подает разогретый до 180° воздух на края поверхностей, которые оплавляются. Их соединяют и ждут остывания. Полученный результат не может похвастаться высокой прочностью, но такой способ имеет право на существование для соединения полипропилена своими руками. Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм.
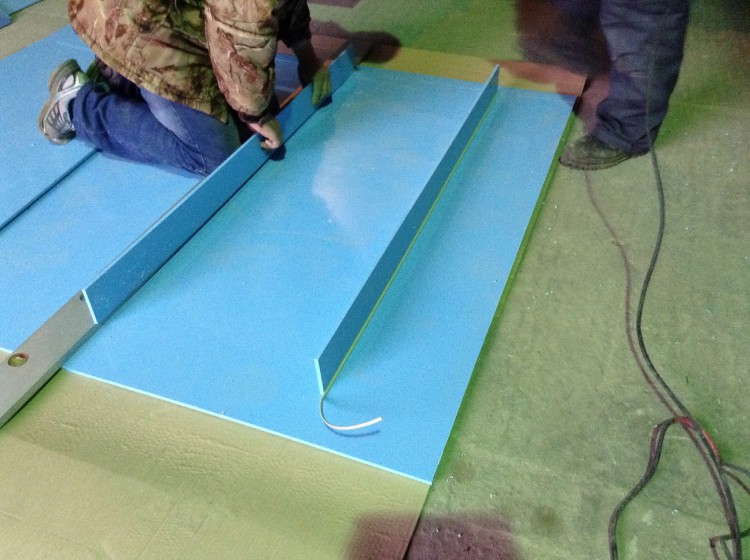
- Полифазный способ. Данный метод применим для листов самой различной толщины. Его осуществление производится на специальных подвижных столах. Шов, полученный таким способом, имеет высокие показатели прочности и герметичности.
Ручные способы имеют важные преимущества благодаря своей мобильности, что позволяет создавать различные конструкции.
Подведем итоги
Сварка полипропиленовых листов в последнее время находит все больше сфер применения, так как позволяет получить изделия с высокими эксплуатационными характеристиками. Качество производимых работ в большой мере связаны с выбором инструмента и его правильного применения.
Большое распространение при сварочных работах с полипропиленом имеет ручной инструмент, применение которого возможно как в быту, так и в промышленности. Ручной инструмент типа экструдера позволяет получать надежные соединения без потери мобильности монтажа.
