Аппарат для сварки полипропиленовых листов
Сварка листового полипропилена — выбираем сварочный аппарат для сварки полимера
 Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Нередко полипропилен сравнивают с «королём» пластмасс. Он не является наиболее популярным и востребованным полимером в данное время, однако по темпам роста производства он является бесспорным лидером.
Основные технические показатели полипропилена
Полипропилен, как синтетически неполярный термопластичный материал, получают в промышленности из макромолекул изотактического строения. При комнатной температуре материал не растворяется в органических жидкостях, однако он может растворяться в некоторых видах растворителей при нагревании до высоких температур.
Полипропилен устойчив к щелочам, кислотам, растворам солей и иным неорганическим агрессивным средам, имеет низкий уровень влагопоглощения, высокие показатели электроизоляционных свойств, хорошие механический свойства, повышенную жёсткость и высокий уровень ударопрочности.

Технология и общие принципы сварки полипропилена
Сварка листового полипропилена заключается в соединении деталей посредством нагрева материала без изменения его химического состава. Полимер соединяется между собой при создании вязко-текучего состояния при нагревании.
Сварка полипропилена своими руками может осуществляться при помощи специального пистолета с подачей горячего воздуха (фена). В конструкции такого устройства воздух нагревается равномерно, что образует хорошую среду для сварки полимерных деталей.
ВАЖНО: при применении ручных аппаратов для сварки, необходимо учитывать тот факт, что при медленном сваривании элементов материал вокруг шва обычно подвергается наибольшему нагреванию, из-за чего снижаются его технические показатели, и вследствие чего – качество шва.
Экструдер, как аппарат для сварки полипропилена, также нередко используется в производстве. Данный процесс осуществляется в сухом тёплом помещении. Стыковые поверхности (края) свариваемых деталей обязательно должны быть зачищены мелкой шкуркой.

В экструдер поступает специальный присадочный пруток, который при разогревании сваривает нужные элементы. Время остывания такой сварки – ориентировочно 5-7 минут.
Механический сварочный аппарат для полипропилена применяется в основном в тех случаях, когда нужно приложить максимум усилий, чтобы края деталей соприкасались друг с другом. Не всегда с помощью подручных средств можно достичь этого.
Сварка полипропилена (видео находится на сайте) механическим путём подразумевает использование специальной опорной рамы с приборным блоком и гидроагрегатом. На данной раме с обеих сторон имеются специальные захваты, между которыми устанавливаются вкладыши для поддержания оптимального распределения давления на соединяемые элементы.

Сварочный аппарат для полипропилена имеет нагревательный элемент, который представляет собой диск со специальным покрытием. Внутри данного диска имеются нагревательные компоненты (ТЭНы), а снаружи – датчики контроля температуры и терморегуляторы.
Чем точнее показания термодатчика, который встроен в аппарат для сварки полипропилена, тем качественней сам аппарат. Наиболее качественными считаются агрегаты с электронными терморегуляторами (терморезисторами, которые способны измерять температуру близко около муфт и дорнов).
ВАЖНО: независимо от используемого терморегулятора, после нагревания сварочного аппарата нужно ещё подождать несколько минут, чтобы температура на насадках максимально приблизилась к той, которую показывают датчики.
Сварка листового полипропилена в некоторых случаях подразумевает также использование разных вспомогательных материалов (калиброватель, фаскосниматель, ножницы, торцеватель, очищающая жидкость и др.).

Требования по технике безопасности для сварки полипропилена
Во время процесса сварки полимерных изделий должно соблюдаться несколько правил:
- рабочая температура – не ниже 5 о С;
- сварка листового полипропилена может осуществлять не только в закрытом помещении, но и на открытом воздухе;
- при низких температурах (ниже 5 о С) технологическая пауза может быть слишком приближена к нулю;
- перед выполнением сварочных работ обязательным условием является очистка сварочных насадок во избежание возгорания остатков пластмассы и выделения углекислого газа;
- если помещение, где осуществляется сварка, плохо вентилируется, возможно выделение и скопление вредных газов;
- для проведения сварочных работ с полипропиленом рекомендуется иметь специальные защитные рукавицы и очки (защитную маску для лица).
Для более подробного ознакомления с процессом соединения двух полимерных листовых изделий рекомендуется посмотреть сварка полипропилена видео.
Еще по этой теме на нашем сайте:
- Сварка полипропиленовых труб – инструкция по сварке паяльником
Соединение этого вида материалов имеет свои особенности. Для сварки полипропиленовых труб применяется специальное сварочное оборудование.
Сварка полипропиленовых труб – видео процесса
Благодаря своей невысокой стоимости и простоте соединения, пластиковые трубы занимают лидирующую позицию в монтаже тепловых и водопроводных систем. В сравнении с металлическими конструкциями, полипропиленовые трубы.
ПНД сварка пластиковых труб — видео, как делается правильная сварка полиэтилена
Полиэтиленовые трубы – популярный материал, который применяется в строительстве. Их применяют для напорных и безнапорных трубопроводов. Среди преимуществ таких труб следует выделить легкий вес, а.
Сварка по алюминию инверторная — азы для начинающих
Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха».
Сварочный экструдер для листов полипропилена
За последние десятилетия полипропилен занял значительную нишу в строительной сфере, вытеснив многие другие материалы. Данный материал имеет ряд весомых преимуществ, одно из которых заключается в довольно простом монтаже. Одним из способов создания полипропиленовых конструкций является сваривание, позволяющая получить аккуратные и полностью герметичные швы. Рассмотрим один из вариантов сварки полипропилена при помощи экструдера, который применяется при создании разного рода емкостей.
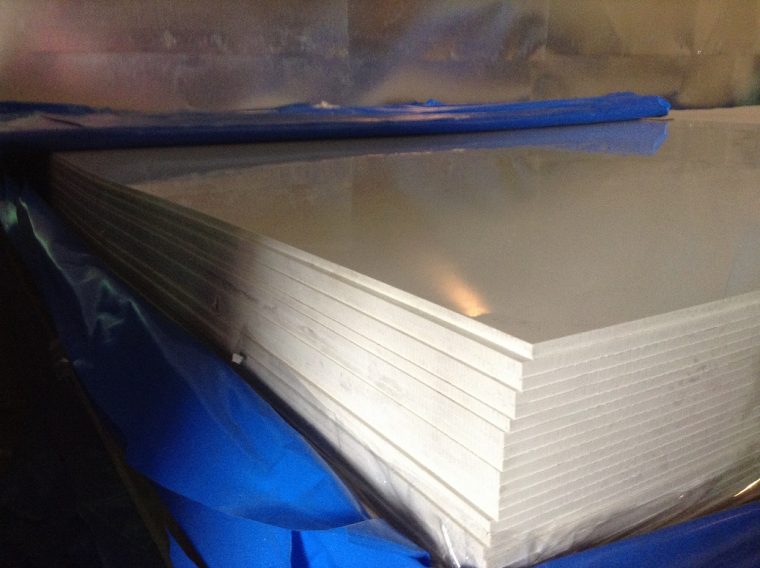
Листовой полипропилен
Полипропилен в виде листов получается путем пропускания расплавленного материала под специальными валиками. Он находит широкое применение при создании емкостей, изготовлении труб больших диаметров, в качестве изоляционного материала. Этому способствуют следующие характеристики:
- Устойчивость к влаге;
- Высокая механическая прочность;
- Устойчивость к химическим веществам;
- Инертность к ультрафиолетовым лучам.
Кроме того, материал универсален с точки зрения обработки и монтажа. Его можно фрезеровать, резать и соединять различными способами. На данный момент наибольшей популярностью пользуются 3 способа соединения:
- Механический. Требует использование крепежа и не дает высоких изоляционных характеристик конструкции;
- Склеивание. Устойчивость к химическим воздействиям позволяет склеивать материал без ущерба для него;
- Сварка листов полипропилена. Позволяет получить прочное и надежное соединение благодаря использованию специальных инструментов для сварки полипропилена.
Технология сварки
Главная особенность сводится к тому, что при сваривании не происходит изменений в химическом составе листов. Для этого применяется стыковочный материал, а также пруток для сварки, хотя процесс может обходиться и без него.
Основные процессы сводятся к трем пунктам:
- Нагрев соединяемых элементов до образования вязкой поверхности;
- Стыковка расплавленных частей механическим способом;
- Остывание деталей в фиксированном состоянии.
Для получения швов высокого качества необходимо соблюдение ряда условий:
- Температура внешней среды не менее 15°С;
- Соответствие присадок свариваемому полипропилену;
- Высокое качество свариваемых поверхностей;
- Правильный выбор инструмента и насадок для него.
Сварка полипропиленовых листов
Сварка для полипропилена выпускается в виде устройств ручного и автоматического использования в зависимости от применяемых инструментов для сварки. В рамках данной статьи рассмотрим ручные способы.
Методы ручной сварки
Различаются несколько способов:
- Экструзионный. Монтирование деталей производится экструдером для сварки. Это ручной аппарат достаточно небольших размеров, но при этом он позволяет создавать достаточно надежное соединение полипропиленовых листов. Показатели прочности сварных конструкций дают результат в 0,8 по сравнению с 1 исходного материала. Использование экструдера позволяет осуществлять сварку листового полипропилена толщиной от 16 мм. Принцип данного метода заключается в подаче горячего воздуха, который расплавляет материал в зоне проведения сварочных работ. Экструдер подает размягченный состав и перемешивает его до однородности, что позволяет получить шов высокой прочности.
- Строительный фен. Фен для сварки подает разогретый до 180° воздух на края поверхностей, которые оплавляются. Их соединяют и ждут остывания. Полученный результат не может похвастаться высокой прочностью, но такой способ имеет право на существование для соединения полипропилена своими руками. Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм.
- Полифазный способ. Данный метод применим для листов самой различной толщины. Его осуществление производится на специальных подвижных столах. Шов, полученный таким способом, имеет высокие показатели прочности и герметичности.
Ручные способы имеют важные преимущества благодаря своей мобильности, что позволяет создавать различные конструкции.
Подведем итоги
Сварка полипропиленовых листов в последнее время находит все больше сфер применения, так как позволяет получить изделия с высокими эксплуатационными характеристиками. Качество производимых работ в большой мере связаны с выбором инструмента и его правильного применения.
Большое распространение при сварочных работах с полипропиленом имеет ручной инструмент, применение которого возможно как в быту, так и в промышленности. Ручной инструмент типа экструдера позволяет получать надежные соединения без потери мобильности монтажа.
Сварочное оборудование Leister
Используется для получения прочных неразъемных соединений изделий из полиэтилена и полипропилена, отличается по принципу наложение шва, техническим параметрам и производительности. Прочность сварного шва не менее 90% прочности основного материала, в зависимости от конкретной марки комплектуется дополнительными насадками. Эксплуатационные характеристики полностью соответствуют современным требованиям.
Заказать насадки для сварочного оборудования, вы можете в нашей компании по телефону 8 800 555-17-56.Доставку насадок производим по России, странам СНГ — Азербайджан, Армения, Беларусь, Грузия, Казахстан, Киргизия, Молдавия, Таджикистан, Туркменистан, Узбекистан, Украина, а также по всем странам Азии, Африки, Ближнего Востока, Европы, Карибского бассейна, Океании, Северной, Центральной и Южной Америки. Узнать стоимость и срок доставки.
Типы производимых насадок
Насадка V-5-6 (101-118.888)
Насадка V8-10 (101-118.889)
Насадка V-15 (101-119.203)
Насадка V-20 (101-119.204)
Насадка F-35 (101-119.185)
Насадка F-25 (101-118.890)
Насадка K5-6 (101-118.887)
Насадка K8-10 (101-119.885)
Насадка K-15 (101-119.139)
Насадка K-20 (101-118.140)
Насадка 0 14 (101-129.010)
Насадка 0 20 (101-129.008)
Насадка 0 14 (101-129.010)
Насадка 0 20 (101-129.008)
Насадки для сварки встык



| Название | Артикул |
| Насадка для сварки встык листов толщиной 5/6 мм V-швом или листов толщиной 10/12 мм X-швом | 145.912 |
| Насадка для сварки встык листов толщиной 8/10 мм V-швом или листов толщиной 15/20 мм X-швом | 145.915 |
| Насадка для сварки встык листов толщиной 12 мм V-швом или листов толщиной 25 мм X-швом | 145.907 |
| Насадка для сварки встык листов толщиной 15 мм V-швом или листов толщиной 30 мм X-швом | 145.903 |
| Насадка для сварки встык листов толщиной 20 мм V-швом или листов толщиной 35/40 мм X-швом | 145.909 |
| Насадка для сварки встык листов толщиной 25 мм V-швом или листов толщиной 50 мм X-швом | 145.916 |
| Насадка для сварки встык листов толщиной 30 мм V-швом или листов толщиной 60 мм X-швом | 145.905 |
Сварочное оборудование
Заказать оборудование для сварки листового полиэтилена и полипропилена, гидроизоляции, ППУ изоляции труб, безнапорных трубопроводов, вы можете в нашей компании по телефону 8 800 555-17-56 Доставка только по РФ
Сварочный аппарат Триак S, Триак С Ляйстер (Leister Triak S)

Триак S, Триак С Ляйстер (Leister Triak S)
| Название | Технические характеристики |
| Напряжение, В: | 230 |
| Мощность, Вт: | 1600 |
| Частота тока, Гц: | 50/60 |
| Температура воздуха, oС: | 20-700, плавная регулировка |
| Расход воздуха, л/мин: | макс. 230 |
| Давление воздуха стат., Па: | 3000 (0,03 атм), после 24 часов эксплуатации |
| Уровень шума, дБ: | 65 |
| Размеры, мм: | 340 х 90, диаметр рукоятки 56 |
| Вес, кг: | 1,4 с кабелем 3 м. |
| Цена: | 503 у.е |
Универсального использования, имеет плавную регулировку температуры подаваемого воздуха, применяется для сварки труб, пленок, листов, покрытий гидроизоляции и пр. материалов и изделий из полиэтилена. Имеет автоматическую электронную защиту нагревательного элемента, рассчитан на длительную эксплуатацию, оборудован дополнительными приспособлениями по безопасности оператора.
Шнековый экструдер Fusion 2

Шнековый экструдер Fusion 2
| Название | Технические характеристики |
| Напряжение, В: | 230 |
| Мощность, Вт: | 2800 |
| Частота тока, Гц: | 50/60 |
| Материал: | ПЭ / ПП |
| Пруток: | диаметр 4 мм |
| Выход, кг/час: | диаметр 4 ПЭ / ПП 1,3 — 1,8 |
| Температура воздуха, oС: | макс. 340 |
| Температура массы, oС: | макс. 280 |
| Размеры, мм: | 450 х 98 х 225 (без сварочной насадки) |
| Вес, кг: | 5,9 с кабелем 3 м. |
| Цена: | 3157 у.е |
Гарантирует высокое качество наложения шва при увеличенной производительности. Применяется во время выполнения работ по сварке изделий из толстых листов полиэтилена или полипропилена. Предусмотрена плавная регулировка всех рабочих параметров, отсутствует эффект скручивания сварочного прутка. Двигатель и нагревательный элемент имеют электронную защиту от работы при критических нагрузках.
Сварочный экструдер FUSION3

Сварочный экструдер FUSION3
| Название | Технические характеристики |
| Напряжение, В: | 230 |
| Мощность, Вт: | 3500 |
| Частота тока, Гц: | 50/60 |
| Материал: | ПЭ / ПП |
| Пруток: | диаметр 3 или 4 мм (согласно DVS) |
| Выход, кг/час: | диаметр 3 ПЭ 1,6 — 2,3 диаметр 3 ПП 1,3 — 2,0 диаметр 4 ПЭ 2,0 — 3,5 диаметр 4 ПП 1,5 — 2,7 |
| Температура воздуха, oС: | макс. 350 |
| Температура массы, oС: | макс. 280 |
| Размеры, мм: | 670 х 90 х 180 (без сварочной насадки) |
| Вес, кг: | 7,2 с кабелем 3 м. |
| Цена: | 3963 у.е |
Для сварки различных изделий и конструкций из толстолистового полиэтилена или полипропилена. Имеет электронную аналоговую регулировку подачи массы и нагретого воздуха, все функциональные системы оснащены автоматической защитой от преждевременного выхода из строя – повышается длительность пользования, качество сварного шва и безопасность эксплуатации. Насадки могут изменять положение с учетом особенностей накладываемого шва.
Шнековый экструдер Fusion 3c

Шнековый экструдер Fusion 3c
| Название | Технические характеристики |
| Напряжение, В: | 230 |
| Мощность, Вт: | 2800 |
| Частота тока, Гц: | 50/60 |
| Материал: | ПЭ / ПП |
| Пруток: | диаметр 3 или 4 мм (согласно DVS) |
| Выход, кг/час: | диаметр 3 ПЭ 1,6 — 2,3 диаметр 3 ПП 1,3 — 2,0 диаметр 4 ПЭ 2,0 — 3,5 диаметр 4 ПП 1,5 — 2,7 |
| Температура воздуха, oС: | макс. 350 |
| Температура массы, oС: | макс. 280 |
| Размеры, мм: | 588 х 98 х 225 (без сварочной насадки) |
| Вес, кг: | 6,9 с кабелем 3 м. |
| Цена: | 3479 у.е |
Применяется во время монтажа безнапорных трубопроводов из пластиковых труб, для изготовления изделий из полиэтилена и полипропилена, имеет электронные блоки регулировки параметров сварки – значительно повышается качество шва и увеличивается производительность. Насадка и рукоятка могут изменять пространственное положение с учетом особенностей выполняемой работы, есть защита электрических элементов от перегрева
Технология сварки листового полипропилена
 Сегодня в строительной сфере широкое распространение получил такой материал как полипропилен. Для листового полипропилена характерны такие свойства: эффективность, приемлемая цена, простой монтаж. Сварка листового полипропилена считается одной из наиболее часто используемых технологий обработки этого материала. В статье мы подробно расскажем об этом процессе.
Сегодня в строительной сфере широкое распространение получил такой материал как полипропилен. Для листового полипропилена характерны такие свойства: эффективность, приемлемая цена, простой монтаж. Сварка листового полипропилена считается одной из наиболее часто используемых технологий обработки этого материала. В статье мы подробно расскажем об этом процессе.
Основные характеристики полипропилена
Данный материал получают в промышленности из макромолекул изотактического строения, а процесс образования полипропилена в виде листов заключается в следующем: расплавленный материал пропускают через валики. Для полипропилена характерно использование его при создании различных емкостей, труб большого диаметра, так же он обладает изоляционными свойствами и в этой области он также нашел активное применение.
Отметим основные характеристики, свойственные листовому полипропилену:
- Хорошо чувствует себя во влажной среде,
- Отличается механической прочностью,
- Материал устойчив к различным химическим веществам: щелочи, кислот, растворы солей.
- Не боится ультрафиолетовых лучей.

Еще одна важная особенность, характерная для полипропилена – это универсальность его монтажа. Этот материал можно разрезать и соединять разными способами. В настоящее время наиболее часто применяются следующие:
- Механический. Он предполагает применение крепежа. Стоит отметить, что конструкция, выполненная таким способом не будет отличаться высокими теплоизоляционными свойствами.
- Склеивание. Такой метод очень популярен, поскольку материал хорошо контактирует с механическими веществами, и клей никак не повредит его.
- Сварка листов полипропилена. Используя такой метод, вы получите качественное и прочное соединение, в этом поможет специальный инструмент для сварки полипропилена.
Технологии для сварки полипропилена
- сварка экструдером,
- сварка листового полипропилена феном,
- соединение полифузным методом (на подобие контактной сварки).
Рассмотрим подробно каждую из технологий.
Первый вид сварки основан на том, что используется специальный аппарат – ручной экструдер для соединения деталей. Прибор небольшой по размеру и в комплектацию его входят разноразмерные насадки.

Он хорошо подходит для соединения объемных деталей, которые имеют достаточно сложное строение. Например, сварка мембранной кровли очень часто осуществляется при помощи этого аппарата. Также он успешно применяется как аппарат для сварки пвх труб.
Чаще всего экструдер, использующийся для сварки полипропилена снабжен механизмом, отвечающим за подачу воздуха, посредством которого пластмасса в участке сварки нагревается и становится мягче.
Технология сварки полипропилена экструзионным способом должна производиться с обязательным условием: в зоне шва надо использовать добавочное вещество, в качестве которого обычно выступает полипропиленовая проволока. Горячий воздух нагревает поверхности деталей, подвергающихся сварке до вязкого состояния. Присадка, которая проходит через экструдер также становится горячей и перемешивается с основой до получения однородного вещества. Такой метод позволяет соединять очень толстые детали, например сварка мембранной кровли,а также материалы, толщина которых небольшая. Поэтому сварка листового полиэтилена также очень часто производятся по такой технологии.
 сварка кровли экструдером
сварка кровли экструдером
Следующий метод – сварка листового полипропилена феном. Важная и неотъемлемая составляющая выполнения этой технологии – поток нагретого воздуха (170°C-180°C).
 строительный фен
строительный фен
Этот способ нашел свое применении в скреплении деталей, толщина материала которых не превышает показатель в 20 мм. Такие показатели характерны для полиэтиленовых листов. В связи с этим, становится понятно, что шов, образующийся в конечном итоге, не будет очень прочным. Поэтому сварка полипропиленовых листов с помощью фена может применяться только в том случае, если соединяемые детали – небольшие по размеру и которые в последующем использовании не будут подвергаться сильным нагрузкам.
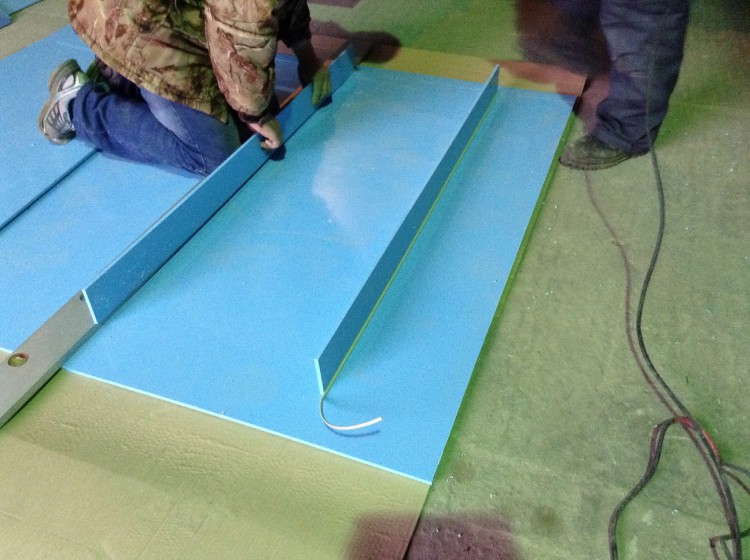
Основное оборудование для полифузной сварки полипропилена – это специальные сварочные подвижные столы. На станок кладутся два листа, затем специальным прижимным устройством они хорошо фиксируются. Человек, выполняющий работу должен задать показатели толщины и длины элементов, которые будут свариваться. Далее концы листов плотно прижимаются к нагревательному элементу, когда достигается нужный температурный режим, этот нагревательный элемент выходит из зоны сварки, а раздвижные столы прижимают детали. В итоге получается очень надежный и качественный шов, который по своим техническим и эксплуатационным характеристикам является лучшим из получаемых другими методами.
Выводы
Таким способом можно соединять не только полипропиленовые листы, но и пвх пленки, листы пнд, детали из листового пластика.
Выбирать сварочный аппарат стоит исходя из того, какой материал вы соединяете и для чего свариваемые элементы будут применяться. Вы можете выполнить сварку своими руками и выбрать: фен, экструдер, а также произвести сварку полифузионным методом.
Как сваривают листы полипропилена и трубы из него
В последние годы металлические трубы всё чаще замещаются более удобными в эксплуатации пластиковыми (пропиленовыми) изделиями. Технология сварки полипропиленовых труб позволяет получить качественные соединения и продлить эксплуатационные сроки канализационных сетей до 50 лет.
При этом составляющие их трубы и соединительные элементы практически не разрушаются со временем, мало весят и позволяют собирать трубопроводы самостоятельно (без привлечения специалистов).
Какое оборудование применяют
 Для того чтобы сварить полипропиленовые трубы своими руками от исполнителя потребуется умение обращаться со специальным инструментом, а также наличие определённых навыков работы с пластиковыми материалами.
Для того чтобы сварить полипропиленовые трубы своими руками от исполнителя потребуется умение обращаться со специальным инструментом, а также наличие определённых навыков работы с пластиковыми материалами.
Для состыковки полипропиленовых труб разработан специальный метод, называемый полифузионным термическим свариванием. Суть этого способа сварки заключается в нагреве срезов полипропиленовых труб до фиксированной температуры и последующем быстром их соединении.
Для предварительного нагрева мест сочленения применяется специальное устройство, называемое в просторечье «паяльником». Аппарат для сварки полипропиленовых изделий (паяльник) нередко оснащается двумя нагревательными элементами, позволяющими обустраивать сразу пару стыков.
Для каждого из рабочих мест предусматривается отдельный узел управления с включателем, а их мощности достаточно для расплавления труб и фитингов заданного диаметра.
Не рекомендуется работать на двух нагревательных элементах сразу, поскольку можно перегреть пластик, а также сильно перегрузить сеть. Второй элемент обычно используется в качестве резервного, включаемого в случае неисправности первого.
В тех случаях, когда паяльник имеет два нагревательных контура – их одновременное включение допускается лишь непосредственно перед сваркой полипропиленовой трубы. Такой приём позволяет быстрее разогреть сварочный элемент до требуемой температуры, после чего один из двух контуров просто отключается.
Порядок работ
 Оборудование для сварки трубы из полипропилена не требует специальных навыков и позволяет быстро освоить основные приёмы сплавления.
Оборудование для сварки трубы из полипропилена не требует специальных навыков и позволяет быстро освоить основные приёмы сплавления.
Поскольку расплавленный полипропилен на какое-то время сохраняет свою пластичность – в течение этих секунд удаётся состыковать элементы и зафиксировать образовавшееся соединение посредством внешнего усилия.
Опытные мастера (специалисты по полифузионному свариванию) одновременно с этим успевают устранить едва наметившиеся перекосы.
По мере застывания материала он утрачивает свою пластичность, после чего с сочленяемых заготовок снимается фиксирующее их положение усилие.
Оптимальная температура сварки полипропиленовых труб – 260 градусов, превышение которой может привести к потере формы самих изделий. Помимо этого, излишний их нагрев нередко является причиной образования оплывов и сужений внутри трубы.
Для исключения этого нежелательного явления необходим постоянный контроль времени нагрева, которое регламентируется специальной инструкцией и выбирается согласно сводной таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Обратный эффект, связанный с недостаточным разогревом места сварки полипропиленовых труб, приводит к получению некачественного соединения, в зоне которого со временем может образоваться протечка.
Для большей уверенности в хорошем результате перед началом сварки полипропиленовых труб следует попрактиковаться, используя для этого обрезки и отработавшие свои сроки соединители (фитинги).
В инструкции и таблицах по сварке труб из полипропилена также указываются точные значения времени остывания их после стыковки. Согласно указанным документам на это должно отводиться столько же времени, сколько затрачивается на нагрев места соединения.
Начинающие пользователи обычно торопятся и снимают удерживающую нагрузку раньше положенного срока, в результате чего трубопроводы в месте соединения подвергаются нежелательной деформации.
Аппараты для листового полипропилена
Технология сварки листовых полипропиленовых заготовок заключается в сплавлении их по тщательно подготовленной линии среза. Для образования качественного соединения могут применяться следующие методы:
- автоматическая сварка;
- ручное сваривание с помощью паяльного приспособления;
- подобный же метод, но с применением специального технического фена.

Автоматическое соединение полипропиленовых листов относится к наиболее эффективным и качественным приёмам, при реализации которых применяется полифузионная сварка.
Для этого используется особый тип оборудования, в виде рабочих станков или раздвижных столов, на которые в процессе сварки укладываются заготовки и фиксируются посредством прижимного механизма.
Перед началом сварочных процедур оператор устанавливает параметры будущего шва (их толщину и длину), а затем нажимает кнопку «Пуск».
Тем же фиксирующим механизмом края полипропиленовых листов прижимают к нагревательному элементу и после этого прогревают в течение определённого промежутка времени.
При нагреве до заданной температуры нагревательный элемент отводится из рабочей зоны, а раздвижные элементы продолжают сжимать детали точно по линии среза. Длительность сжатия и развиваемое при этом усилие строго нормируются и задаются оператором перед началом процедуры сплавления.
Этим методом заготовки листового полипропилена могут соединяться независимо от их формы, длины и толщины. Ширина рабочей части раздвижного стола для некоторых моделей станков может достигать 3-4-х метров.
Приведённые выше параметры удовлетворяют показателям различных материалов из пропилена, что представляется очень выгодным для обработки больших партий этих изделий.
Ручные паяльники и фены
Ручная сварка полипропиленового листа, трубы или другой детали может быть реализована методом сплавления посредством паяльника, либо с помощью технического фена (экструдера).
Для облегчения процесса сплавления применяется специальный присадочный пруток, изготавливаемый из того же полипропилена.


Перед тем, как сваривать заготовки этим методом стыкуемые поверхности зачищаются мелкой шкуркой, устраняющей все имеющиеся неровности и обеспечивающей идеальное сопряжение.
Пруток для сварки полипропиленовых деталей сначала поступает в экструдер, где осуществляется его разогрев до требуемой температуры. И лишь после этого переходят непосредственно к сварке самих листовых заготовок методом их сжатия.
По завершении этой процедуры место соединения оставляют примерно на пять минут для того, чтобы оно смогло полностью остыть.
Поскольку работа с экструдером предполагает ручное управление – при его применении не всегда удаётся обеспечивать равномерность сжимающих усилий, что отражается на качестве шва.
Заметим, что получаемый при ручном сплавлении шов уступает по качеству соединению, образуемому при автоматической сварке. Его показатель прочности (в сравнении с монолитным полипропиленовым изделием) не превышает значения 0,8.
Холодное сваривание
Технология под названием «холодная сварка» предполагает использование специального пластичного состава, время готовности которого к применению (при комнатной температуре) не превышает пяти минут.
Этот состав обладает характеристиками, приближающимися к показателям металлических материалов, и предназначен для оперативного восстановления мест разгерметизации труб.
 Для полипропиленовых труб холодная сварка подходит как нельзя лучше, поскольку имеет хорошую адгезию даже к сильно загрязнённым пластиковым поверхностям.
Для полипропиленовых труб холодная сварка подходит как нельзя лучше, поскольку имеет хорошую адгезию даже к сильно загрязнённым пластиковым поверхностям.
По этой же причине она часто используется при ремонте радиаторных систем отопления с полиэтиленовыми подводящими каналами.
Порядок подготовки к холодной сварке полипропиленовых труб совсем не сложен. Он предполагает изготовление специального состава, который замешивают в заранее просчитанной пропорции и сразу же распределяют по стыку.
После нанесения ремонтный состав «застывает» в течение примерно 20-ти минут; при этом к эксплуатации восстанавливаемой трубы разрешается приступать не ранее чем через 2 часа.
Ни при каких условиях не допускается попадание этого химически активного состава на лицо и в глаза, а при работе с ним обязательно применение резиновых перчаток.
Для сваривания полипропиленовых листовых изделий допускается применять любой из описанных ранее методов. Их выбор определяется предпочтениями и возможностями исполнителя.
