Аппарат точечной сварки для ювелиров
Точечно-искровой сварочный аппарат для ювелирных работ своими руками
Недавно ремонтировал точечно-искровой сварочный аппарат Ding Xing Jewelry Machine и после того, как вернул его хозяину, решил собрать себе такой же. Естественно, с заменой части оригинальных комплектующих на то, что есть «в тумбочке».
Принцип работы аппарата достаточно простой – на конденсаторе C5 (рис.1) накапливается такое количество энергии, что при открывании транзистора Q9 её хватает, чтобы в месте сварки точечно расплавить металл.
С трансформатора питания Tr1 напряжение 15 В после выпрямления, фильтрации и стабилизации поступает на те части схемы, что отвечают за управление характеристиками сварочного импульса (длительность, ток) и создания высоковольтного «поджигающего» импульса. Напряжение 110 В после выпрямления заряжает конденсатор С5, который (при нажатии на педаль) разряжается в точку сварки через силовой транзистор Q8 и через вторичную обмотку трансформатора Tr2. Этот трансформатор совместно с узлом на транзисторах Q5 и Q8 создают на выводах вторичной обмотки высоковольтный импульс, пробивающий воздушный промежуток между сварочным электродом (вольфрамовой иглой, красный вывод) и свариваемыми деталями, подключенными к чёрному выводу. Это, скорее всего, необходимо для химически чистой сварки ювелирных изделий (вольфрам достаточно тугоплавкий металл).
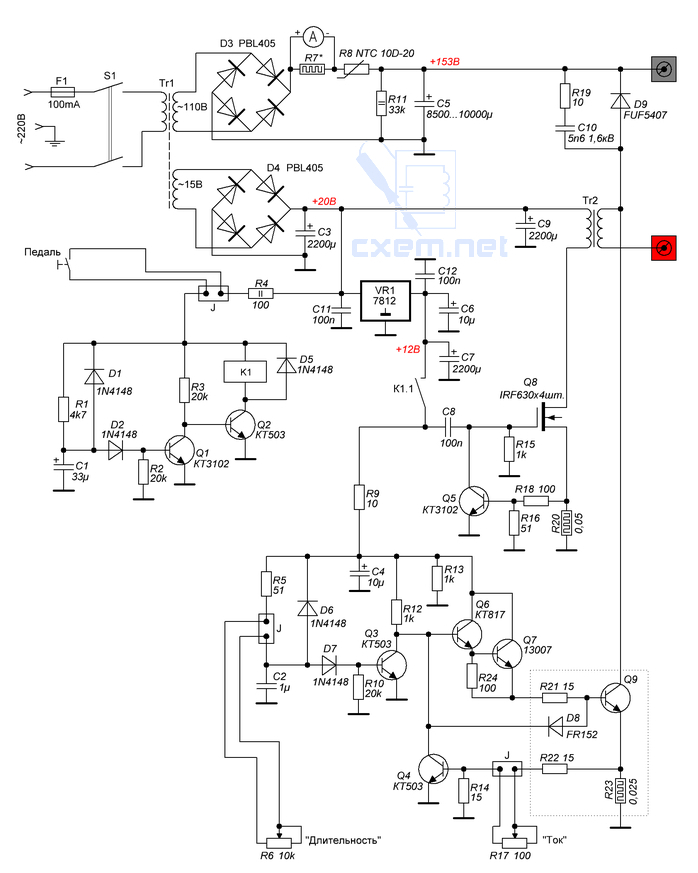
Рис.1
Часть схемы на элементах R1, C1, D1, D2, R2, Q1, R3, Q2, K1 и D5 обеспечивает кратковременное включение реле К1 на время около 10 мс, зависящее от скорости заряда конденсатора С1 через резистор R1. Реле через контакты К1.1 подаёт стабилизированное напряжение питания +12 В на два узла. Первый, на элементах C8, Q5, R15, R16, Q8, R18, R20 и Tr2 – это уже упомянутый генератор высоковольтного «поджигающего» импульса. Второй узел на R5, C2, R6, D6, D7, R9, C4, R10, Q3, R12, Q4, R13, R14, Q6, R24, Q7, R17, R21, D8, R22, Q9 и R23 – генератор одиночного сварочного импульса, регулируемого резисторами R6 по длительности (1…5 мс) и R17 по току. На транзисторе Q3 собран, собственно, сам генератор импульса (принцип работы как и на включение реле), а транзисторы Q6 и Q7 – это составной эмиттерный повторитель, нагрузкой которого является силовой ключ на транзисторе Q9. Низкоомный резистор R23 — датчик силы сварочного тока, напряжение с него проходит через регулируемый делитель R22, R17, R14 и открывает транзистор Q4, который уменьшает напряжение открывания выходного транзистора Q9 и этим ограничивает протекающий ток. Параметры регулировки тока точно определить не удалось, но расчётный верхний предел не более 150 А (определяется внутренним сопротивлением транзистора Q9, сопротивлениями вторичной обмотки Tr2, резистора R23, монтажных проводников и мест пайки).
Полевой транзистор Q8 собран из четырёх IRF630, включенных параллельно (в оригинальной схеме стоит один IRFP460). Силовой транзистор Q9 состоит из десяти FJP13009, также включенных «параллельно» (в оригинальной схеме стоят два IGBT транзистора). Схема «запараллеливания» показана на рис.2 и кроме транзисторов содержит в себе элементы R21, D8, R22 и R23 каждые для своего транзистора (рис.3).
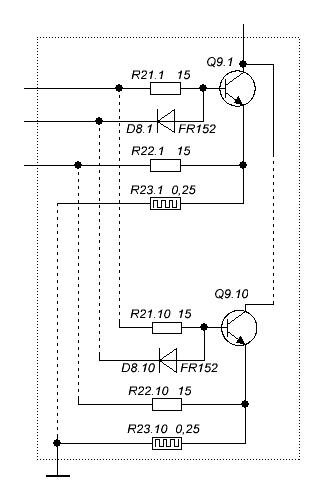
Рис.2

Рис.3
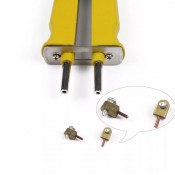
Низкоомные резисторы R20 и R23 выполнены их нихромовой проволоки диаметром 0,35 мм. На рис.4 и рис.5 показано изготовление и крепёж резисторов R23.
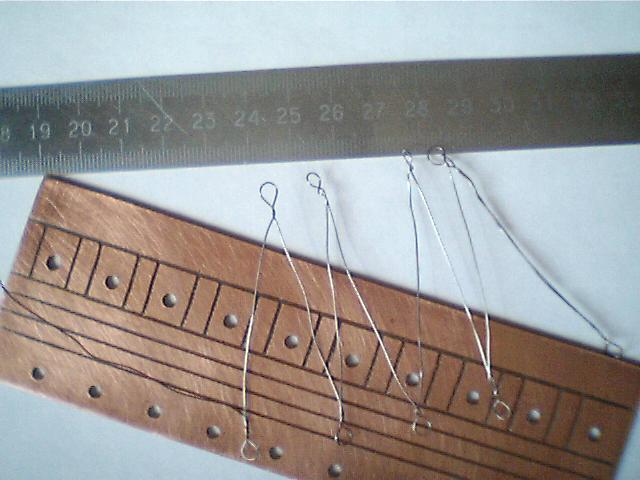
Рис.4
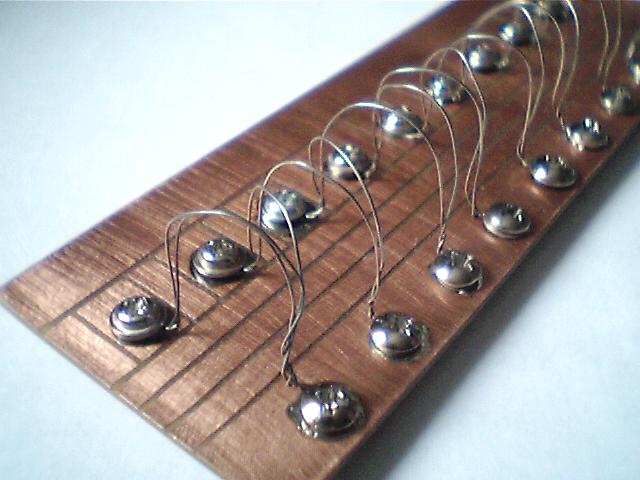
Рис.5
Печатные платы в формате программы Sprint-Layout развёл (рис.6 и рис.7), но заниматься их изготовлением по технологии ЛУТ не стал, а просто вырезал на фольгированном текстолите дорожки и «пятачки» (видно на рис.8). Размеры печатных плат 100х110 мм и 153х50 мм. Контактные соединения между ними выполнены короткими и толстыми проводниками.
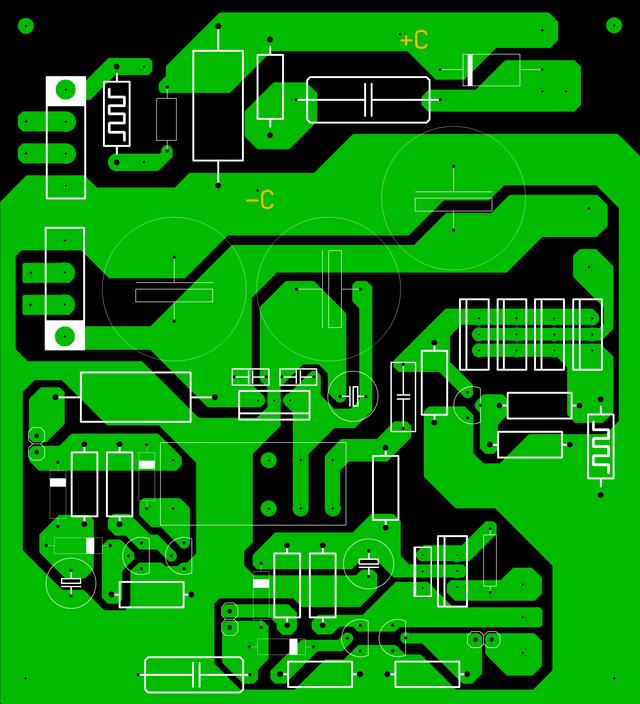
Рис.6
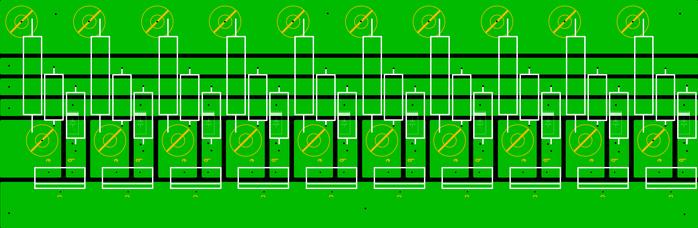
Рис.7
Трансформатор питания Tr1 «сделан» из трёх разных трансформаторов, первичные обмотки которых включены параллельно, а вторичные последовательно для получения нужного выходного напряжения.
Сердечник импульсного трансформатора Tr2 набран из четырёх ферритовых сердечников строчных трансформаторов от старых «кинескопных» мониторов. Первичная обмотка намотана проводом ПЭЛ (ПЭВ) диаметром 1 мм и имеет 4 витка. Вторичная обмотка намотана проводом в ПВХ изоляции с диаметром жилы 0,4 мм. Количество витков в последнем варианте намотки – 36, т.е. коэффициент трансформации равен 9 (в оригинальной схеме применялся трансформатор с Ктр.=11). «Начало-конец» одной из обмоток надо скоммутировать так, чтобы выходной отрицательный импульс на красном выводе аппарата возникал после закрытия полевого транзистора Q8. Это можно проверить опытным путём – при правильном подключении искра «мощней».
Элементы R19, C10 являются демпфирующей антирезонансной цепочкой (снаббер), а такое включение диода D9 обеспечивает на красном выводе сварочного аппарата отрицательную полуволну высоковольтного «поджигающего» импульса и защищает транзистор Q9 от пробоя высоким напряжением.
Накопительный конденсатор С5 составлен из 30 электролитических конденсаторов разной ёмкости (от 100 до 470 мкФ, 200 В), включенных параллельно. Их общая ёмкость – около 8700 мкФ (в оригинальной схеме применены 4 конденсатора по 2200 мкФ). Чтобы ограничить зарядный ток конденсаторов, в схеме стоит резистор R8 NTC 10D-20. Для контроля тока используется стрелочный индикатор, подключенный к шунту R7.
Аппарат был собран в компьютерном корпусе размерами 370х380х130 мм. Все платы и другие элементы закреплены на куске толстой фанеры подходящего размера. Фото расположения элементов во время настройки на рис.8. В окончательном варианте с передней панели был убран шунт R7 и стрелочный индикатор тока (рис.9). Если же индикатор нужно ставить в аппарат, то сопротивление резистора R7 придётся подбирать по рабочему току используемого индикатора.
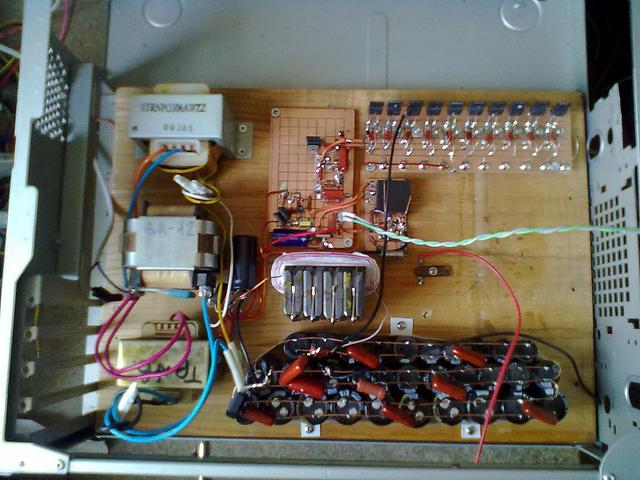
Рис.8

Рис.9
Сборку и настройку аппарата лучше производить последовательно и поэтапно. Сначала проверяется работа трансформатора питания Tr2 вместе с выпрямителями D3, D4, конденсаторами С3, С5, С9, стабилизатором VR1 и конденсаторами С6 и С7.
Затем собрать схему включения реле К1 и подбором ёмкости конденсатора С1 или сопротивления резистора R1 добиться устойчивого срабатывания реле на время около 10-15 мс при замыкании контактов на педали.
После этого можно собрать узел высоковольтного «поджигающего» импульса и, поднеся выводы вторичной обмотки друг к другу на расстояние долей миллиметра, проверит, проскакивает ли между ними искра во время срабатывания реле К1. Хорошо бы ещё убедиться, что её длительность лежит в пределах 0,3…0,5 мс.
Потом собрать остальную часть схемы управления (ту, что ниже R9 по рис.1), но к коллектору транзистора Q9 подключить не трансформатор Tr2, а резистор сопротивлением 5-10 Ом. Второй вывод резистора припаять к плюсовому выводу конденсатора С9. Включить схему и убедиться, что при нажатии педали на этом резисторе появляются импульсы длительностью от 1 до 5 мс. Чтобы проверить работу регулировки по току, нужно будет или собирать высоковольтную часть аппарата или, увеличив сопротивление R23 до нескольких Ом, посмотреть, меняется ли длительность и форма импульса тока, протекающего через Q9. Если меняется – это значит, что защита работает.
Возможно, что понадобится подбор номиналов резистора R9 и конденсатора C4. Дело в том, что для того, чтобы полностью «открыть» транзисторы Q9.1-Q9.10, нужен достаточно большой ток, который пропускает через себя Q7. Соответственно, уровень напряжения питания на конденсаторе С4 начинает «просаживаться», но этого времени должно хватать, чтобы провести сварку. Излишне большое увеличение ёмкости конденсатора C4 может привести к замедленному появлению питания в узле, а соответственно, к задержке по времени сварочного импульса относительно «поджигающего». Лучшим выходом из этой ситуации является уменьшение управляющего тока, т.е. замена десяти транзисторов 13007 на два-три мощных IGBT. Например, IRGPS60B120 (1200 В, 120 А) или IRG4PSC71 (600 В, 85 А). Ну, тогда есть смысл и в установке «родного» транзистора IRFP460 в узле, формирующем высоковольтный «поджигающий» импульс.
Не скажу, что аппарат оказался очень нужным в хозяйстве :-), но за прошедшие три недели было приварено всего несколько проводников и резисторов к лепесткам электролитических конденсаторов при изготовление блока питания и сделано несколько «показательных выступлений» для любознательных зрителей. Во всех случаях в качестве электрода использовалась медная оголённая миллиметровая проволока.
Недавно провёл «доработку» — вместо педали поставил кнопку на передней панели и добавил индикацию включения аппарата (обыкновенная лампочка накаливания, подключенная к обмотке с подходящим напряжением одного из трансформатора).
Андрей Гольцов, r9o-11, г. Искитим, февраль-март 2015
Особенности сварки ювелирных изделий
При изготовлении и ремонте ювелирных изделий возникает необходимость создания прочных неразъемных соединений очень мелких деталей. Специфика этого тонкого ремесла предъявляет высочайшие требования к технологии выполнения таких работ.
Помимо того, что при работе с изделиями, представляющими некоторую художественную ценность, эстетическая составляющая находится на первом месте, особую специфику создает то обстоятельство, что изготовлены они, как правило, из золота и других драгоценных металлов.
Традиционными способами создания соединения в ювелирном деле являются клепка и пайка, с успехом применяющиеся по сей день. Ранее сварка для ювелиров применялась редко. Но с развитием сварочных технологий, она все чаще используется для создания украшений и других ценных изделий.

Основные способы
Общее развитие сварочных и электронных технологий привело к появлению новых методов сварки ценных ювелирных изделий. Существующие в настоящее время сварочные аппараты для ювелирных работ по используемой технологии процесса можно разделить на три типа:
- точечная электродуговая сварка с применением неплавящегося электрода;
- электрическая контактная сварка;
- сварка с использованием лазера.
Кроме перечисленных технологий, существует также диффузионное соединение. Этот способ следует рассматривать отдельно от вышеперечисленных, так как, осуществляется он довольно примитивными средствами и не требует применения сложных технических устройств.
Дуговая точечная
Общий принцип данной технологии точечной ювелирной сварки такой же, как и у обычного электродугового процесса. Источником энергии для плавления свариваемого металла служит электрическая дуга, зажигаемая между тугоплавким электродом и изделием.
Тем не менее, имеются существенные отличия дуговых аппаратов для ювелирной сварки от их более мощных промышленных собратьев. Главное различие заключается в режиме сварочного процесса.
Работа большого промышленного сварочного аппарата характеризуется достаточно длительным режимом горения электрической дуги (это относится к работе как с плавящимся, так и с тугоплавким, вольфрамовым или угольным электродом).
Ювелирную точечную электрическую сварку отличает импульсный характер работы. Сварочная дуга в данном случае представляет собой короткий электрический разряд, который, не смотря на это, успевает расплавить металл в зоне сварки и образовать сварное соединение в небольшой области (точке). По этой причине данная разновидность сварки называется точечной.
Конструкция аппарата для ювелирной сварки имеет еще более существенные отличия. Источником напряжения для создания дуги в нем служит накопительный конденсатор, который разряжается во время сварочного импульса.
Образцы устройств
Примером аппаратов для ювелирной точечной сварки может служить агрегат фирмы «Lampert» (Германия) и Orion pulse150i (США).

Оба аппарата снабжены биноклями, в которые можно рассмотреть мельчайшие детали ювелирного изделия. Для защиты глаз окуляры снабжены шторкой, которая закрывается в момент дугового разряда.
Работа происходит следующим образом. Ювелирное изделие закрепляют в предназначенном для этого месте, при этом, специальный зажим обеспечивает надежный его контакт с одним полюсом аппарата.
Ювелир прикасается электродом к изделию в нужном месте. В этот момент происходит разряд накопительного конденсатора, а подвижная часть электрода автоматически втягивается, создавая искровой зазор, в котором горит электрическая дуга. В это же время осуществляется подача порции аргона через отверстие в центре электрода.
В процессе сварки при необходимости может использоваться присадочная проволока, сплавляющаяся с материалом изделия.
Контактная
Данный вид соединения деталей принципиально не отличается от широко распространенной в машиностроении контактной сварки. Соединяемые детали сжимают, и через их точечный контакт пропускают сварочный ток.
Неразъемное соединение образуется вследствие пластического деформирования деталей под воздействием внешнего давления и их сплавления в месте контакта.
Сварочный аппарат для ювелирных украшений, основанный на методе контактной сварки, работает следующим образом. Свариваемые детали закрепляются в специальном приспособлении, служащем пуансоном и обеспечивающем контакт с электрическими полюсами аппарата, после чего (чаще всего посредством нажатия на педаль) подается сварочный ток.
Данный способ соединения часто используется в качестве средства временной фиксации деталей для дальнейшей пайки соединения.
Лазерная
Принцип лазерной технологии заключается в расплавлении кромок соединяемых деталей не электрической дугой, а лазерным лучом, то есть, когерентным пучком света. Источником излучения является твердотельный лазер, использующий кристалл алюмоиттриевого граната.
 Этот выбор не случаен. Излучение, создаваемое именно этим минералом, наиболее полно поглощается драгоценными металлами, то есть, их разогрев этим лазером осуществляется наиболее эффективно.
Этот выбор не случаен. Излучение, создаваемое именно этим минералом, наиболее полно поглощается драгоценными металлами, то есть, их разогрев этим лазером осуществляется наиболее эффективно.
Лазерная сварка ювелирных изделий характеризуется уникальными свойствами:
- возможностью чрезвычайно точной фокусировки луча;
- возможностью локального разогрева очень малой зоны поверхности изделия;
- отсутствием необходимости защиты глаз затемненным стеклом, что позволяет в мельчайших деталях наблюдать сварочный процесс.
Аппараты лазерной сварки отличаются габаритами и ценой. Регулируя мощность, можно сваривать ювелирные изделия из различных сплавов.
Диффузионная сварка
Суть диффузионного процесса сводится к следующему. Поверхности контакта ювелирных изделий шлифуют и тщательно очищают, после чего с большим усилием зажимают между стальными пластинами и нагреваются «докрасна» (если быть точным, до 70 – 80% температуры плавления) в муфельной печи или кузнечном горне.
При выдержке заготовок в таком состоянии определенное время, в месте контакта деталей происходит взаимная диффузия их атомов, что приводит к созданию прочного неразъемного соединения.
Аппараты лазерной сварки для ювелиров в Москве
- Сварочные аппараты
- Аппараты для контактной сварки
- Аппараты для сварки пластиковых труб
- Аппараты для плазменной резки
Аппарат для раструбной сварки Bort BRS-1000
Аппарат для раструбной сварки Спец ПТП-1000

Omec WIZARD.60.00 — аппарат лазерной сварки с видеокамерой
Аппарат для раструбной сварки ЗУБР АСТ-2000
Аппарат лазерной сварки WIZARD.60.00 со стереомикроскопом
Аппарат лазерной сварки LaserStar T plus
OMEC Wizard 80.00 — аппарат лазерной сварки с видеокамерой
Аппарат для раструбной сварки REXANT RXT-700 в кейсе
Сварочный аппарат ELITECH АИС 160Д
Аппарат для раструбной сварки BRIMA TG-171
OMEC Wizard 120.00 — аппарат лазерной сварки с видеокамерой
OMEC Wizard 60.00 — аппарат лазерной сварки со стереомикроскопом
Omec WIZARD.80.00 — аппарат лазерной сварки со стереомикроскопом
Аппарат для раструбной сварки РЕСАНТА АСПТ-1000
Nd:YAG лазер MBT 800Pro
Автоматическая точечная пайка
Сварочные аппараты ILSINTECH KF2A
OMEC Wizard 60.00 — аппарат лазерной сварки с видеокамерой
Аппарат точечной сварки DIGITAL PULLER 5500 400V
Аппарат точечной пайки 80a
Аппарат односторонней точечной контактной сварки Eakins с выносными электродами
Аппарат для раструбной сварки RedVerg RD-PW1000D-63
Аппарат для раструбной сварки Rothenberger Roweld P110 E Set
Аппарат для раструбной сварки ДИОЛД АСПТ-4



Сварочный аппарат Сварог REAL SMART ARC 200 (Z28303) (TIG, MMA)
Аппарат для раструбной сварки FAVOURITE PC EVO-3108
Аппарат точечной сварки DIGITAL PULLER 5500 DUO
Аппарат для раструбной сварки ЗУБР АСТ-800
Сварочный аппарат Fubag IQ 160
Споттер для точечной сварки ТСС SW-1600
Аппарат для точечной сварки ELITECH АТС 5
Аппарат для раструбной сварки Voll V-Weld R063
Аппарат для раструбной сварки WELDER EVO-KC32
Сварочный аппарат ELITECH АИС 180Д
Сварочный аппарат ELITECH АИС 220Д
Сварочный аппарат Fubag IR 160
Аппарат контактной точечной сварки S50L 220/380
Аппарат сварки геомембран горячим клином MELTPLAST800 (0,4 -1,5 мм)
Сварочный аппарат инверторного типа Electrolite MMA-200 MMA
ATIS S40 Аппарат для контактной точечной сварки 220 В
Аппарат для раструбной сварки GM Cobra 0008 Ekonomik
Клещи для точечной сварки BLUEWELD Digital Plus 9000 R.A.
Инвертор для плазменной резки BRIMA CT-312
Аппарат для раструбной сварки RedVerg RD-PW800-63
Аппарат для сварки труб из полиэтилена KDC75-250-4
Сварочный аппарат ADA IronWeld 160
Сварочный аппарат Wert MIG 120
Сварочный аппарат РЕСАНТА САИПА-135
Клещи для точечной сварки ELITECH АТС 3
Аппарат для раструбной сварки КАЛИБР СВА- 900Т Промо
Аппарат односторонней точечной контактной сварки SUNKKO 787A+ с встроенным зарядным устройством
Точечная контактная сварка







Акция! Шлиф. машинка Sunkko S-31 в ПОДАРОК!Аппарат односторонней точечной сварки SUNKKO 709AD+ предн..








Акция! Шлиф. машинка Sunkko S-31 в ПОДАРОК!Акция! Многофункциональные провода для ЛБП в ПОДАРОК!Аппа..








Аппарат точечной сварки SUNKKO 709A предназначен для изготовления аккумуляторных сборок из элементов..




Выносная ручка для аппарата точечной контактной сварки Sunkko HB-70B предназначена для односторонней..






Выносная ручка для аппарата точечной контактной сварки Sunkko HB-71B предназначена для двухсторонней..

Изолятор для аккумуляторов типа 18650 / 18350 /18500 предназначен для изолирования краёв аккумулятор..








Пластиковые соты (держатель холдер) для сборки аккумуляторных батарей, из элементов 18650 (18350, 18..



Медные электроды для аппаратов точечной контактной сварки предназначены для замены подошедших к конц..
Аппараты точечной сварки
BLUEWELD DIGITAL PLUS 5500 – аппарат с микропроцессорным управлением, предназначенный для точечной профессиональной сварки металлов толщиной до 1.
Аппарат для точечной сварки, который работает от сети с напряжением 220 вольт. В комплектацию входит шпилечный пистолет для максимального удобства работы. Ведение сварки возможно на расстоянии 6 метров от точки подключения к сети, что обеспечивается длиной специального кабеля.
Компактный аппарат для точечной сварки с многофункциональной панелью управления. Все параметры автоматически регулируются микропроцессором. Существует возможность сохранения собственных программ сварки.
Трёхфазный сварочный аппарат точечной сварки колонного типа с подвижным рычагом и встроенными тиристорами синхронного управления.
Компактное переносное устройство, обеспечивающее качественную точечную сварку металлов без деформаций. Аппарат удобен в транспортировке, может использоваться в полевых условиях. Надежная защита от перегрева продлевает сроки эксплуатации оборудования.
HAMMER DDT — аппарат контактной сварки с автоматической / ручной настройкой. Идеально подходит для эксплуатации в небольших кузовных цехах, а также в производстве металлической мебели, коробов вентиляции и т. д.
Высокомощный стационарный аппарат BLUEWELD ВТЕ 28 LCD используется для производительной точечной сварки. Возможность криволинейного опускания электрода позволяет выполнять сварку сопротивлением одной точкой. Современный микроконтроллер, тиристорный источник питания обеспечивают высокие технические параметры и стабильность сварочного цикла.
Машина контактной сварки предназначена для соединения металлов путем плавления и сжимания их в одной или нескольких точках.
Сварочные установки с сопротивлением (сварочная установка точечной сварки), с электронным контролем времени точечной сварки.
Трансформаторы ТВК 75 применяются не только в сварочных установках, но и для плавки базальтового камня, а также стеклокомпозитных материалов.
Telwin DIGITAL CAR SPOTTER 5500 сварочный аппарат с микропроцессорным управлением, предназначенный для точечной сварки тонкостенного металла.
МТ-501 предназначена для контактной точечной сварки изделий из малоуглеродистых и низколегированных сталей на переменном токе. Машина состоит из вертикально расположенного корпуса, в котором установлен силовой блок, блок управления и система ножного педального привода сварочных электродов.
Легкие и надежные ручные клещи для точечной сварки при ремонте автомобильных кузовов Со встроенным электронным таймером (2-65 циклов) и полупроводниковым контактором
Машина контактной сварки МТ-1928 предназначена для электрической контактной сварки деталей из низкоуглеродистых сталей, легированной стали 12X18H9T, титановых сплавов ОТ4 и крестообразных соединений стержней арматуры классов АI, ВI, AII и AIII.
Машина контактной сварки МТР-1201 предназначены для контактной точечной сварки деталей из листовой низкоуглеродистой, нержавеющей стали, алюминиевых сплавов, и крестообразных соединений стержней арматуры при повторно-кратковременном режиме.
Машина МТ-2103 предназначена для точечной сварки переменным током деталей из легированных и нержавеющих сплавов, легированных сталей, титановых сплавов, алюминиевых сплавов и крестообразных соединений стержней арматуры.
DIGITAL CAR SPOTTER 5500 – это электронная сварочная установка с микропроцессорным управлением, которая будет наиболее полезна для выполнения сварочных работ в авторемонтных мастерских.
Ручные сварочные клещи АДаМ-1.1 предназначен для точечной контактной сварки изделий из низкоуглеродистой стали, а также для точечной сварки при выполнении кузовных работ в ремонтных мастерских.
Трансформаторы ТВК 75 применяются не только в сварочных установках, но и для плавки базальтового камня, а также стеклокомпозитных материалов.
HAMMER T-26 — аппарат для правки панелей из стали. Идеально подходит для кузовного ремонта любой сложности. Позволяет производить ремонт без разборки.
Аппарат контактной сварки Fubag TS 3800 прост в использовании за счет микропроцессорного управления и наличия пистолета с автоматическим разрядом и наглядной панели управления.
Модель имеет компактные габариты и небольшой вес, ее удобно применять для выполнения сварки в различных условиях, в том числе в труднодоступных местах.
Аппарат ТСС PRO SW-2500, предназначен для приварки шпилек методом конденсаторной сварки. Аппарат подходит для сварки стали, нержавеющей стали, алюминия, латуни. Применяется для пpивapки шпилeк нa тoнкocтeнныx тoнкoлиcтoвыx мeтaллax c минимaльнoй тoлщинoй 0,6 мм.
Ручные клещи TECNA 7913 предназначены для двухсторонней контактной точечной сварки и имеют: встроенный таймер; возможность плавной регулировки сварочного тока; систему компенсации сварочного тока; водяное охлаждение; пневматический привод сжатия; гироскопическое кольцо.
HAMMER T-34 — аппарат для правки панелей из стали. Идеально подходит для кузовного ремонта любой сложности. Позволяет производить ремонт без разборки.
Усилие сжатия регулируется от 40 до 120 кг. Рукоятка из термостойкого изолирующего материала. Электронный таймер синхронного типа с регулировкой продолжительности сварки от 0,1 до 1,2 сек.
Ручной зажим с кабелями
C-образные механические клещи с кабелем
Аппарат точечной сварки Telwin Modular 20/TI 230V — это портативный сварочный аппарат для точечной сварки.
Легкие и надежные ручные клещи для точечной сварки при ремонте автомобильных кузовов Со встроенным электронным таймером (2-65 циклов) и полупроводниковым контактором
Электронная сварочная установка с сопротивлением (сварочная установка точечной сварки), управляемая при помощи микропроцессора, подходит для применения в секторе авторемонта и в промышленной среде.
Сварочные установки с сопротивлением (сварочная установка точечной сварки), с электронным контролем времени точечной сварки.
Общие данные Регулируемый вылет плеч.
Машина контактной сварки МТР-2401 предназначена для контактной точечной сварки деталей из листовой низкоуглеродистой, нержавеющей стали, алюминиевых сплавов, и крестообразных соединений стержней арматуры при повторно-кратковременном режиме.
Общие характеристики сварочной машины Микропроцессорный блок управления с непосредственным выводом на дисплей сварочного тока (за искл.
Профессиональный аппарат для выполнения кузовных работ по выравниванию металлических поверхностей.
Аппарат для профессионального использования при выполнении кузовных работ по выравниванию металлических поверхностей и односторонней точечной сварки.
Подвесные клещи вращаются и фиксируются в различных положениях. Аналоговая панель управления с поворотными ручками для настройки сварочного тока и времени сварочного импульса.
Сварочные аппараты с сопротивлением (сварочные аппараты точечной сварки) на стойке, с раскачивающимся плечом, с встроенным синхронным управлением тиристорами.
Однофазный переносной разрядно-конденсаторный сварочный аппарат для точечной сварки болтов из металлов и сплавов на необработанных или неоксидированных поверхностях из стали, нержавеющей стали, оцинкованной стали, латуни, алюминия.
Аппарат контактной точечной сварки с цифровым управлением на основе микропроцессора.
Подвесная машина МТП-1110 предназначена для точечной контактной сварки в поточных линиях переменным током деталей из низкоуглеродистых и коррозионностойких сталей и крестообразных соединений стержней арматуры.
Машина контактной сварки МТР-1701 предназначена для контактной точечной сварки деталей из листовой низкоуглеродистой, нержавеющей стали, алюминиевых сплавов, и крестообразных соединений стержней арматуры при повторно-кратковременном режиме.
Легкие и надежные ручные клещи для точечной сварки при ремонте автомобильных кузовов Со встроенным электронным таймером (2-65 циклов) и полупроводниковым контактором
TS 7500 ALU разработан для ремонтных работ кузовных деталей из алюминия с небольшими повреждениями (вмятины, царапины и т.п.).
Сравнительно компактный и мощный аппарат, позволяющий осуществлять качественную точечную сварку. Оснащен реле времени, удобной ножной педалью для комфортной работы. Ступенчатый переключатель мощности позволяет настроить оборудование для сварки любых металлов, независимо от их толщины.
Электронный аппарат для сварки металлических листов, управляемый микропроцессором, подходит для применения в авторемонтных мастерских.
Долгое время работы и высокий коэффициент нагрузки за счет более толстого и длинного выпрямителя
Все о лазерных сварочных аппаратах
- Особенности
- Принцип работы
- Виды
- Лучшие модели
- Сфера применения
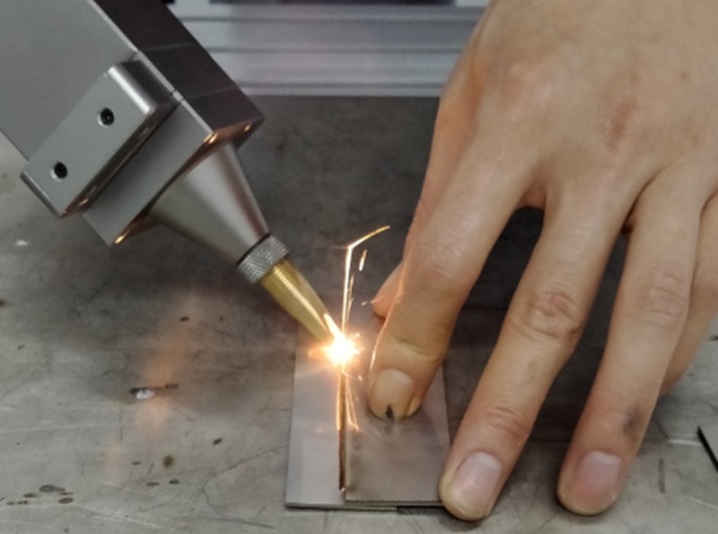
Лазерная сварка подразумевает применение лазера как энергетического источника. Такой вид приборов используют для работ с радиодеталями, металлами, для сварки электронного оборудования и в других сферах. Данная статья поможет разобраться в особенностях и принципах работы лазерных аппаратов, их видах, лучших моделях, а также сферах применения.



Особенности
С помощью сварки лазерным лучом можно неразъёмно соединить металлические и неметаллические элементы и поверхности. Лазерный сварочный аппарат для сварки использует излучение, которое отличается высокой степенью концентрации в отдельной зоне. Благодаря монохромности и когерентности лазер значительно превосходит по концентрации другие источники излучения.
Уникальные свойства лазерного луча способствуют быстрому нагреву и охлаждению во время работы над свариваемыми поверхностями или металлами.

Такой локальный нагрев считается главной особенностью лазерных сварочных аппаратов и станков.
Еще одним из преимуществ считается небольшой объем расплавленного материала. Расплавление происходит при высокой скорости (20-40 мм/с), что повышает производительность. Небольшие зоны термического влияния тоже являются преимуществом лазерного излучения перед другими видами энергии.
Дополнительные особенности лазерных сварочных приборов:
- работа с высокоточными конструкциями;
- работа без исправлений и доработки;
- высококачественные швы;
- высокая скорость и производительность;
- высокая степень безопасности в отличие от сварки традиционным методом.
Принцип работы
Работа лазерным сварочным устройством также имеет свои особенности. Принцип работы заключается в следующем.
- Лазер попадет в систему фокуса, где происходит превращение лазерного излучения в пучок с меньшим сечением.
- Далее излучение переходит на соединяемые сваркой детали и поверхности.
- Процесс заключается в частичном отражении и проникновении луча внутрь детали. Материал поглощает излучение. Таким образом, деталь нагревается и расплавляется. При этом формируется сварочный шов.
Работать лазерным аппаратом можно в любом положении. Сварочные работы происходят сквозным или частичным проплавом при помощи непрерывного или импульсного луча.

Лазерные приборы для сварки представлены в нескольких видах. Первый тип работает на твердотельном лазере. Устройство имеет рубиновый стержень, который выступает рабочим телом.
Стержень располагают в световой камере. Для старта сварочных работ используют импульсную лампу накачки. Аппарат с твердым стержнем создает мощность в 1-6 кВт. Этого импульса вполне достаточно для сваривания мелких частей, радиодеталей, сварки элементов ювелирных украшений.


Аппарат с твердотельным излучением дает качественный результат благодаря определенной дозировке энергии.
Второй вид лазерных устройств работает на углекислом газе, азоте и гелии. Прокачка смеси из газов внутри камеры происходит за счет возникновения электрического импульса. Возникает пробуждение атомов и создание источника энергии. Мощность газового лазерного излучения доходит до 20 кВт. Этого хватает для сваривания металлических деталей толщиной до 2 см.
Более мощными считаются газодинамические устройства для сварки. Максимальная температура нагрева газа внутри камеры — 3000°С. Нагретый газ перемещается в резонатор. Происходит охлаждение. Возникают световые энергетические кванты. Накачка осуществляется за счет работы маломощного излучения или другого вида энергии. Мощность излучения достигает 100 кВт. Газодинамическими приборами можно сваривать детали толщиной 3 см на большой скорости.


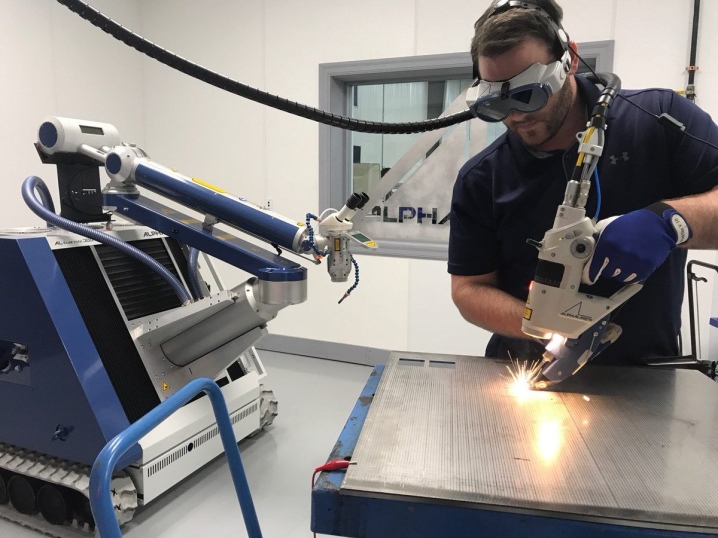
Существуют ручные лазерные приборы для сварочных работ. Это компактные станки с разными характеристиками и функционалом. Устройства предназначены для ремонта небольших конструкций, пайки электронных элементов. С помощью ручного аппарата также проводят точечную сварку и дезинфекцию медицинских деталей.
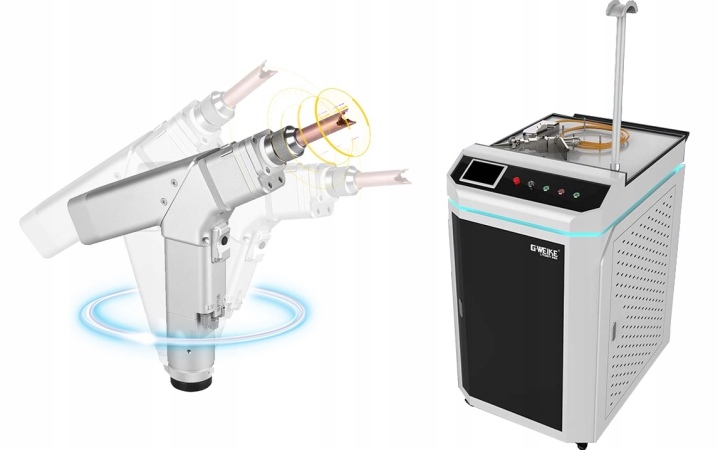
Еще одной разновидностью лазерных устройств являются оптоволоконные модели. Это новейшая технология позволяет использовать оптоволоконное лазерное излучение.
Работа таким аппаратом выполняется импульсно и непрерывно. Аппарат подходит для создания точечных и цельных швов.

Лучшие модели
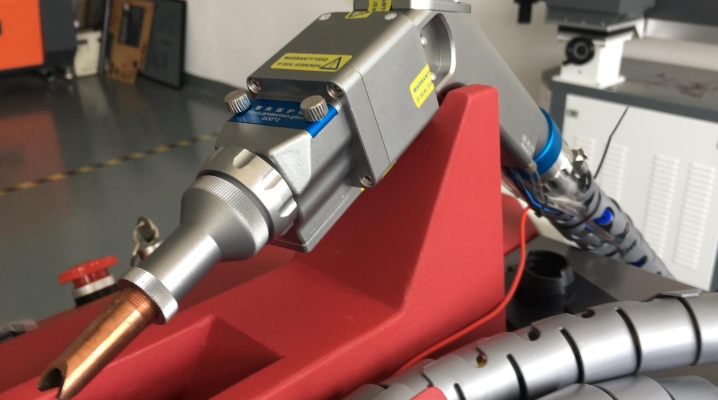
Обзор лучших лазерных приборов для сварки стоит начать с оптоволоконной модели XTW-750.
Основные характеристики:
- мощность — 750 Вт;
- вид лазерной энергии — Raycus;
- непрерывная работа на протяжении 24 часов;
- диаметр импульса — 0,1-20 мс;
- длина волн — 1064 Нм;
- частота — 1-50 Гц;
- скорость до 120 мм/с;
- мощность потребления — 7,5 кВт;
- система охлаждения;
Устройство выполняет работы любой сложности.
Луч высокой плотности разрушает оксидные образования на обрабатываемой поверхности.
Прибор используют для обработки сварочными швами стальных, титановых, алюминиевых и медных изделий.

Ручной прибор Sekirus P2613M/SVR/1000W. Устройство позволяет выполнять различные виды работ. Предусмотрена сварка под углом, внахлест и встык. Мощность лазерного излучения – 1000 Вт, максимальный показатель мощности достигает 1500 Вт. Главные особенности:
- высокая скорость;
- простая система управления;
- ручной и гибкий режим работы;
- выполнение качественных швов;
- возможность работы с металлами, нержавейкой, алюминием, углеродистой и оцинкованной сталью.
Прибор для лазерной сварки Mega Hit (140 Дж). Особенности и характеристики:
- наличие дисплея и камеры в 4 Мп;
- простая настройка параметров лазера;
- низкий уровень шума;
- возможность работы с любыми сплавами и металлами;
- двойной режим управления;
- мощная система охлаждения;
- съемное дно и широкие дверцы позволяют размещать в рабочей камере крупные детали;
- специальный автоматический затвор для защиты глаз;
- потребляемая мощность — 7 кВт;
- время импульса — 0,1-20 мс;
- частота — 0,5-30 Гц;
- диаметр лазера — 0,2-2 мм.
Устройство предназначено для сварки ювелирных изделий, соединения металлов и различных сплавов.

Еще одна модель – Omec Wizard 60.00. Итальянский прибор для лазерной сварки подойдет для ювелирных и медицинских работ, задач повышенной сложности. Основные характеристики:
- наличие экрана и микроскопа;
- встроенная камера;
- возможность подключения к компьютеру для создания архивов и внесения данных;
- около 100 программ управления;
- микроскоп имеет ультрафиолетовый фильтр и 10-кратное увеличение;
- присутствует система охлаждения;
- частота — 0,5-20 Гц;
- максимальная мощность луча — 60 Дж;
- длительность импульса – до 10 мс;
- диаметр луча — 0,2-2 мм.

Устройство Master 100/3D. Главные особенности:
- максимальная мощность — 100 Дж;
- средняя мощность — 100 Вт;
- частота — 0,5-40 Гц;
- длительность — 0,1-20 мс;
- диаметр пятна — 0,2-2 мм;
- наличие дисплея;
- 100 программ для сварки;
- мощная система охлаждения;
- микроскоп 3D с 10-кратным увеличением;
- прибор дает возможность обходиться без флюса и припоя;
- высокая производительность.
Аппарат применяется в ювелирной сфере, медицинских областях, в работе с микросхемами и мелкими деталями.

Сфера применения
Лазерные устройства для сварки имеют широкую сферу использования. Приборы применяют для сваривания деталей высокой точности. Лазером выполняют ремонт мелких радиоэлементов, схем, элементов кинескопов, электронный изделий.
Лазерные аппараты имеют узкую световую направленность луча, благодаря которой возможна работа в труднодоступных местах. Поэтому устройства особенно популярны в ювелирном деле.

Прибор используют для сваривания деталей из цветных металлов, пайки золотых колец и украшений. Аппараты для ювелиров отличаются своей компактностью и функционалом.
Некоторые модели нацелены на работу с чугунными и пластиковыми изделиями. Широкое распространение лазерные приборы имеют в оборонной промышленности и производстве. Сварочные станки применяют в работе с крупногабаритными деталями для соединения различных элементов и металлических поверхностей.
Современные технологии не стоят на месте, и сейчас лазерные аппараты для сварки широко распространены как на производстве, так и в быту. Лазерная сварка имеет свои определенные свойства, благодаря чему повышается скорость работы и производительность. Приведенная информация знакомит читателя с особенностями приборов, а обзор лучших моделей поможет выбрать устройство для той или иной сферы применения.

Обзор лазерного аппарата для сварки SEKIRUS SVR-500 MINI в видео ниже.
