Аргонно дуговая сварка принцип работы
Аргонодуговая сварка: принцип, технология, применение и особенности

Впервые о ней услышали, как об аргонодуговой сварке в среде инертного газа. Потом стали применять различные газы и даже их смеси. С появлением инверторных источников сварочного тока в обиход прочно вошла английская аббревиатура TIG (тиг) сварка. Сейчас правильным названием считается следующее выражение: «сварка неплавящимся электродом в среде защитного газа».
Газ аргон дал путёвку в жизнь ещё одному очень перспективному виду соединения металлов: полуавтоматической сварке плавящимися электродами в среде защитного газа. В этом случае всё чаще используют другие газы, сварочную проволоку с обмазкой, сварку под флюсом, но фундаментом был аргон. Познакомимся с ним поближе в этой статье.
Газ аргон
Опыты по получению азота из воздуха давали разные результаты по плотности в зависимости от методики проведения. Это можно было объяснить только присутствием ещё одного газа в качестве примеси. Вскоре его удалось выделить. Это был неизвестный ранее газ, который назвали аргоном.
Его открыли, потом забыли, не знали, что с ним делать следующие 25 лет, пока не открыли гелий. Раньше только аргону не могли найти место в таблице Менделеева, теперь уже два газа не «вписывались» туда. Было принято решение выделить их в нулевую группу между галогенами и щелочными металлами.
Электронные оболочки аргона насыщены до предела, чем объясняют одноатомность его молекул и крайнюю химическую инертность. Инертные газы – тяжёлые газы. Аргон самый легкий из них, но он в 1,38 раза тяжелее воздуха. Из химических свойств, которые могут интересовать сварщиков, отметим, что он не растворяется в металлах, а значит, не будет влиять на химический состав шва.
Аргон и сварка
Будучи тяжелее воздуха, аргон надёжно покрывает зону сваривания, не давая активным газам влиять на химические свойства сварного шва. Это свойство делает его незаменимым при сваривании активных металлов, алюминия и меди. В качестве защитной среды он показывает отличные результаты при сваривании нержавейки и жаропрочных сплавов. Для сваривания чёрных металлов аргон применяют в смесях с гелием, кислородом или углекислым газом.
При использовании аргона можно поднять температуру сварочной дуги. Это увеличивает глубину проплавления сварочного шва и позволяет варить в один проход более толстые листы. При работе сварочными аппаратами для аргонодуговой сварки защитные свойства этого газа проявляются не только в защите шва, но и предохраняют от окисления материал неплавящегося электрода.
Аргон не вредит окружающей среде и не опасен для здоровья человека. Единственное, чего следует опасаться, так это его особенности накапливаться в больших количествах. Будучи тяжелее воздуха, аргон скапливается в нижней части помещения, замещает собой воздух и может вызвать удушье сварщика. Хорошая вентиляция служит залогом недопущения подобной ситуации.
Гост 10157 задает условия поставок газообразного и жидкого аргона. Транспортировка и хранение газообразного аргона осуществляется в баллонах под давлением 15 МПа в соответствии с ГОСТ 949.
Виды и особенности аргонодуговой сварки
Не так давно было известно три вида аргонодуговой сварки: ручная, механизированная и автоматическая, совсем недавно появилась роботизированная..
Ручная
Данный вид предполагает управление всем процессом вручную. Сварщик вручную перемещает горелку и вручную подаёт присадку в виде прутка или проволоки. Этот вид применим как для самых простых домашних работ, так и для изготовления сверхсложных конструкций. Существенный недостаток этого метода – низкая производительность труда и необходимость иметь достаточно опытного сварщика.
Механизированная
Такую сварку чаще всего называют полуавтоматической или сваркой полуавтоматом. Процесс управления горелкой осуществляется вручную, а подача проволоки автоматически. Такой вид в три раза производительнее ручной. Сварку полуавтоматом в среде углекислого газа массово используют в судостроении. Там много длинных прямых швов для соединения толстых листов чёрного металла. Работа на этих полуавтоматах по силам сварщикам с невысокой квалификацией.
Автоматическая
Автоматическая сварка проводится без участия сварщика. Её могут выполнять сварочные машины различной сложности. От того, насколько качественная эта машина, зависит сложность фигурации шва, который ей будет «по зубам». Самая простая конфигурация шва характерна для сваривания труб. Здесь в основном и «трудятся» сварочные автоматы. Самую высокую производительность труда они показывают на монтаже трубопроводов различных диаметров, вплоть до прокладки газопроводов по дну моря.
Этот вид сваривания вообще не требует сварщиков. Казалось бы, это замечательно. Но несмотря на то, что автоматы работают сами, подготавливают их к работе, настраивают и ремонтируют специалисты очень высокой квалификации. Ещё большего участия высококлассных специалистов требует следующий вид сварки.
Роботизированная
Этот вид сварки аргоном появился сравнительно недавно. Роботы-сварщики заменили собой множество сварщиков на конвейерах, повысив производительность работ и снизив себестоимость во много раз. Человеку никогда не угнаться за роботом, он не сможет сохранять максимальную концентрацию и работать без ошибок в таком темпе.
Конечно, есть и обратная сторона медали. Роботы очень дорогие; кроме высококвалифицированных наладчиков для их обслуживания, они нуждаются в конструкторах для их создания и программистах для составления рабочих программ. В настоящее время роботы заняли места на конвейерах по сборке автомобилей. Чем более массовым является производство, тем выгоднее обходится роботизированная сварка.
Область применения
Возможности аргонодуговой сварки практически безграничны. На заре своего становления эта технология получила толчок в развитии ввиду острой необходимости найти способ соединения алюминиевых деталей. Растущие объёмы производства самолётов и других летательных аппаратов требовали создания нового оборудования для сваривания алюминия.
По мере наработки навыков при сваривании алюминия была замечена замечательная особенность аргонной сварки – высокое качество шва. Это качество пришлось кстати в ракетостроении, авиации, судостроении и автомобилестроении. Кроме высокого качества сварочных швов, этот вид сварки обеспечивает соединение многих трудносвариваемых материалов и тонколистовых материалов. Появившиеся в последнее время импульсные установки аргонодуговой сварки ещё более расширили функциональные возможности этого вида соединения металлов.
Особое место занимают сварочные аппараты TIG в ремонте автомобилей. Малогабаритные, недорогие, надёжные в работе, они стали главным инструментом ремонтников. Этими аппаратами варят:
алюминиевые колёсные диски;
алюминиевые и медные трубки радиаторов и кондиционеров;
чугунные корпуса двигателей.
В дорогих автомобилях широко применяются такие материалы, как нержавеющая сталь, латунь, титан. Со всеми этими материалами легко справляется TIG сварка.
Не обошли своим вниманием этот вид сваривания и специалисты художественных работ по металлу. Особенно выручает аргонодуговая сварка мастеров чугунного литья. Она не только прекрасно варит чугун, но и успешно устраняет трещины и каверны в готовых изделиях. Художественные изделия отличаются утончённостью форм, и в их производстве очень ценится тонкий и качественный шов, присущий аргоновой сварке.
Все вышеупомянутые сферы применения очень важны, но основная масса работ с использованием аргонно-дуговой сварки приходится на длинный перечень производств, в которых используется нержавеющая сталь. Устойчивость от коррозии этой стали придают присадки, которые выгорают при обычных способах сваривания. Защитный газ при сваривании TIG аппаратами защищает шов от окисления кислородом воздуха, что позволяет сваривать все виды высоколегированных сталей.
Технология и принцип работы
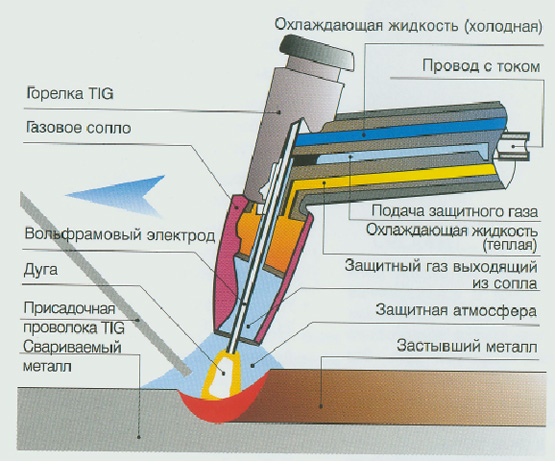
Аргонодуговая сварка работает на том же принципе, что и ручная дуговая сварка плавящимся электродом, но имеет ряд специфических особенностей. Дуга зажигается между неплавящимся вольфрамовым электродом и свариваемым металлом в среде защитного газа, который подаётся по корпусу горелки. При необходимости, в зону сваривания вручную подаётся присадочный материал.
При автоматическом режиме аргонодуговой сварки необходимо подключение дополнительного устройства – осциллятора. Такая необходимость возникает ввиду плохих условий зажигания дуги в среде аргона. В автоматическом режиме сложно обеспечить касание металла электродом, как при ручной сварке, и дугу приходится зажигать на некотором расстоянии электрода от металла.
Физическое свойство аргона (высокий потенциал ионизации) не позволяет зажечь дуговой промежуток низким напряжением. Осциллятор вырабатывает напряжение в несколько десятков тысяч вольт, что позволяет «пробить» промежуток между неплавящимся электродом и изделием и создать условия для загорания низковольтной дуги. Поджиг дуги без физического касания электродов металла исключает такое вредное явление, как оплавление и загрязнение вольфрамового электрода.
Технологические режимы для этого вида сваривания разнятся в зависимости от рода используемого сварочного тока: переменного или постоянного. Различия имеют и режимы для сваривания различных металлов. При сваривании на постоянном токе осциллятор отключается после зажигания дуги в начале процесса. Если сваривание ведётся на переменном токе, то осциллятор остаётся включённым и подаёт импульсы при каждой смене полярности, вновь и вновь ионизируя дуговой промежуток. В таком режиме варится алюминий. Изменение направления тока не позволяет образовываться оксидной плёнке на поверхности металла.
При сваривании на постоянном токе необходимо учитывать распределение тепла между электродом и изделием. Две трети на аноде и одна треть на катоде – такое распределения тепла при прямой полярности подключения. Именно такое подключение используют при сваривании изделий из всех видов стали и титана. В этом случае две трети тепла позволяют лучше прогреть свариваемый материал.
Из технологических особенностей ещё можно отметить условия, требующие добавления кислорода в защитный газ. Добавляют 3-5% кислорода, если необходимо избежать малейшей пористости в сварочном шве. Аргон в смеси с кислородом обеспечивает более надёжную защиту сварочного шва от влаги и вредных включений. Все случайные примеси и включения просто сгорают в кислородной среде.

Преимущества и недостатки аргонодуговой сварки
Главными достоинствами аргонодуговой сварки являются шов высокого качества и практически неограниченный перечень металлов, которые можно сваривать этим способом. Это преимущество приобретает особую ценность, когда необходимо сваривать материалы, которые иным способом сварить невозможно вообще. Второе, что выделяет этот вид сварки — малый нагрев свариваемых изделий. При незначительном нагреве изделия не подвержены деформациям, а это очень ценно при сваривании деталей сложной конфигурации.
К недостаткам обычно относят сравнительную дороговизну метода, сложность необходимого оборудования и необходимость высокой квалификации сварщиков при сварке аргоном.
Режимы аргонодуговой сварки
Режим сварки аргоном состоит из ряда параметров, которые необходимо правильно задать. Главными параметрами режима такой сварки являются следующие:
Технология аргонно-дуговой сварки
[Аргонно-дуговая сварка] является неким гибридом, который включает в себя электросварку (дуговую) и газовую сварку.
Электрическая дуга в данном случае играет роль источника нагрева, который расплавляет и сваривает металл.
Аргон тоже занимает не последнее место.
Принцип сварки в защитном газе показан на фото.
Дело в том, что во время сваривания цветных металлов и легированных сталей происходит их взаимодействие с воздухом и начинает идти реакция окисления, которая приводит к негативным последствиям.
В результате сваренные швы могут получиться непрочными или наполненными пустотами.
А при взаимодействии алюминия с кислородом во время сварочных работ, он вообще начинает гореть.
На видео вы можете видеть результат взаимодействия алюминия с кислородом.
Чтобы обойти такие неприятные моменты и сделать работу результативной, используют аргон.
Так как аргон более чем на 1/3 плотнее воздуха, он помогает убрать кислород из сварочной зоны (вытесняет его) и изолировать ее от попадания других воздушных смесей.
Подача газа должна осуществляться непосредственно перед зажиганием дуги (за 20-30 секунд) и прекращаться через 5-10 секунд после завершения сварочной работы.
Для работы с аргоном используют как плавящиеся электроды (проволока алюминия), так и неплавящиеся.
Во втором случае в оборудование используют вольфрамовые электроды, так как они достаточно тугоплавкие (TIG сварка). На видео ниже показан принцип работы с плавящимся либо неплавящимся электродом.
Сварка TIG
TIG расшифровывается как Tungstren Inert Gas. Что переводе означает ручную дуговую сварку с помощью неплавящихся электродов для использования в среде инертных защитных газов.
Наиболее часто в таком случае в качестве электрода используется вольфрам, а в качестве защитного газа – газ аргон.
Оборудование для сварки способом TIG может быть как с постоянным током (TIG DC), так и с переменным/постоянным (TIG AC/DC).
На видео представлены модели сварочных аппаратов TIG.
Как правило, TIG применяют для сварки сплавов алюминия и магния. Но помимо цветного металла можно проводить работы с нержавеющей, углеродистой и даже низколегированной сталью.
Основной областью применения являются тонкостенные изделия толщиной не более 6мм. Во время TIG сварки неплавящиеся электроды помогают сначала нагреть, а потом расплавить металл в конкретной зоне.
Электрод при этом не плавится. Единственным недостатком сварки методом TIG является ее медленная скорость работы.
TIG используют как при работе с электроникой, так и для сварки труб или сосудов. Сварка TIG с помощью неплавящегося электрода имеет много достоинств.
Во-первых, сварной шов получается ровным, рядом с ним не образуются брызги от материала и шлаки.
Во-вторых, можно осуществлять рабочий процесс в любом положении и на самых разных соединениях. На видео ниже показаны результаты работы, полученные с помощью сварки TIG.
Сварка алюминия
Какое бы не было хорошее сварочное оборудование, сварка алюминия по дуге с участием аргона всегда вызывает определенные сложности:
- Сплавы алюминия довольно текучи, и во время работы над ними их цвет совершенно не меняется, всегда оставаясь серебристо-белым. В связи с этим сложно понять, в какой момент можно завершить сварочные работы;
- У алюминия также наблюдается хорошая теплопроводность, из-за чего может возникнуть большое внутреннее напряжение и могут появиться трещины на детали;
- При сварке поверхность алюминия образует тугоплавкую смесь, которая имеет высокую температуру (более 2000 градусов), таким образом, мешает создать сварочную ванну и соединить кромки алюминия, который плавится при более низкой температуре (655-660 градусов).
На видео вы можете наглядно увидеть описанные выше реакции алюминия, которые возникают при работе с ним.
Ручная сварка алюминия с помощью аргона по дуге в основном используется новичками.
Профессионалы, как правило, используют автоматический или полуавтоматический сварочный аппарат в своей работе. Все оборудование также делится на определенные категории.
Одно сварочное оборудование может формировать дугу, когда электрод напрямую соприкасается с изделием.
Второй сварочный аппарат формирует дугу, используя специальный блок – осциллятор. Третье сварочное оборудование формировать дугу, применяя выводные планки.
Инвертор
Сварочный инвертор представляет собой сварочный аппарат, благодаря которому можно быстро и качественно сварить углеродистую или легированную сталь, цветные металлы и даже чугун.
Сварочный аппарат инвертор может осуществлять широкий спектр работы, конкретные возможности зависят от того, какой электрод в нем стоит.
Благодаря специальной защите, электрод во время работы не может прилипнуть на инвертор.
Само оборудование отличается небольшим весом и габаритными размерами, что крайне удобно при частой транспортировке сварочного оборудования.
Инвертор может работать, даже когда электросеть имеет значительные перебои и неполадки с напряжением, сваривая при этом сталь, металл или чугун на самом высоком уровне.
При этом инвертор потребляет электроэнергию в 2 раза меньше, чем стандартные трансформаторы (в аппарате для этого имеются специальные преобразователи).
Во время работы инвертор можно легко регулировать и выполнять разные виды сварки (варить тонкие листы, толстый металл, делать потолочный или вертикальный шов).
И процент КПД, который обеспечивает инвертор, также чрезвычайно высок — около 90%, что говорит об эффективности проделываемой с помощью него работы.
На данный момент на рынке существует несколько видов подобных аппаратов:
- классические сварочные инверторы для простой сварки, во время которой применяется плавка покрытого электрода;
- инверторный аппарат, на котором возможно выполнить полуавтоматическое спаивание металлических конструкций, используя при этом присадочную проволоку (подача проволоки осуществляется автоматическим способом);
- аппарат инвертор, осуществляющий аргонно-дуговую сварку при помощи неплавящихся электродов из вольфрама;
- специальный инверторный аппарат, режущий различные металлы и использующий воздушно-плазменную струю.
Разумеется, аппарат инвертор имеет и определенные недостатки. Такой аппарат плохо работает, если в помещении наблюдается высокая влажность или запыленность.
Инвертор требует крайне бережного отношения. Не рекомендуется бросать или ронять его, это может привести к сбоям системы во время работы.
Кроме всего прочего, аппарат отличается высокой ценой и имеет не самый легкий принцип работы, поэтому работают с ним в основном профессионалы.
Сварочный аппарат ГОСТ
Те, кто сталкивается со сваркой в первый раз, должны знать, что все сварочные электроды, которые используются во время работы, должны соответствовать определенному госстандарту.
Государственный стандарт, по-другому ГОСТ, представляет собой единую меру свойств, которой обязаны соответствовать все используемые для сварки электроды и оборудование.
Если говорить своими словами, то ГОСТ является своеобразной меркой качества сваривания шва.
Для того чтобы получить данное соответствие, материалы в обязательном порядке проходят специальные проверки, после чего получают ГОСТ-оформление на бумаге.
Если электроды не проходят тесты и не получают ГОСТ, их нельзя использовать для сварки металлических конструкций. ГОСТ включает в себя все данные об испытуемом электроде: химические составляющие материала, его устойчивость и взаимодействие с окружающей средой, минимальный и максимальный временной отрезок сопротивления взрыву, определенные пластические требования.
Благодаря ГОСТу вы можете быть уверены, что если правильно использовать оборудование и осуществить весь принцип работ с тем или иным электродом, то у вас получится качественный сварочный шов.
Для сварочных работ используют 3 типа государственного стандарта:
- ГОСТ электродов дуговой сварки, выполняемой вручную;
- ГОСТ электродов, осуществляющих контактную сварку;
- ГОСТ вольфрамовых электродов для работы с инертным газом.
Если электроды для сварки не имеют соответствующий ГОСТ, то они не должны допускаться к поступлению в магазины сварочной техники и не имеют права выставляться на продажу свое оборудование.
Бывают случаи, когда потребители покупают для работы электроды, имеющие ГОСТ, но те оказываются некачественными (подобные случаи бывают и при покупке в специализированных магазинах).
Данный момент может быть вызван неправильным хранением сварочных электродов или определенным браком (бывает, что брак имеют целые партии товара).
Чтобы избежать покупки некачественного товара, лучше брать оборудование проверенных фирм (они дают определенный срок гарантии).
При этом желательно осуществлять покупки в специализированных магазинах, а еще лучше обращаться напрямую на фирму изготовителя электродов и делать покупки там.
Таким образом, вы обезопасите себя от покупки некачественного товара и даже сэкономите определенную сумму денег, если обратитесь на завод напрямую и купите сварочный аппарат и оборудование для него там.
Toyota MR2 i-VTEC › Бортжурнал › TIG. Учимся варить аргоном.

Всем привет и с наступившими!
Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DCAC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.

При подключении фитингов и редуктора к балону используйте фум ленту для 100% герметичности. Сам газ — аргон продается в балонах 40, 10, и 5 литров. Я по не знанке купил в интернет магазине новый балон на 10л, и думал что он уже заправлен =), а он был конечно же пустой. Найти контору куда можно просто приехать и заправить балон не удалось, аргон везде продают на обмен (привез пустой, забрал другой полный и заплатил только за газ). Обычно на обмен новые балоны редкость, я нашел чуть чуть БУ =).


Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил бу канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
10 фактов о TIG-сварке


Содержание
Содержание
Сварка аргоном, также именуемая, как TIG-сварка, является универсальной. С ее помощью можно сваривать любые виды металлов. От сварщика потребуются только мастерство, умение подбирать присадки и наличие баллона с инертным газом – аргоном. Основной принцип аргонодуговой сварки – сваривание металлов и их сплавов в среде инертного газа неплавящимся электродом.
Факты о названии сварки
1. Маркировка буквами латинского алфавита
Интересно, что название данного вида сварки несколько отличается в разных странах, и незнание маркировки может ввести в заблуждение разнообразием аббревиатур. Например, в англоязычных странах аббревиатура, которой маркируется аргонодуговые сварочные инверторы – это TIG. Расшифровывается как «Tungsten Inert Gas» – сварка вольфрамовым (на шведском вольфрам – «tungsten») электродом в среде инертного газа. Именно эта маркировка часто употребляется на территории Европы и Средней Азии.
В Германии, в связи с особенностями немецкого языка маркировка состоит из букв WIG, то есть Wolfram Inert Gas. В Соединенных Штатах Америки аббревиатура GTAW или же Gas Tungsten Arc Welding, то есть сварка вольфрамовым электродом в среде защитного газа.

2. На территории Российской Федерации дуговая сварка в среде защитного газа имеет собственные обозначения
Согласно ГОСТ 14776-79, технология аргонодуговой сварки неплавящимся электродом обозначается ИН и ИНп. Маркировка ИН говорит о том, что сварочный процесс производится в среде инертного газа, при помощи неплавящегося электрода. Если же используются присадочные металлы, добавляется маленькая буква «п».
3. Как правильно говорить: «аргонно-дуговая» или «аргонодуговая» сварка?
Согласно ГОСТ 2601-84, существует единственно верное понятие аргонодуговой сварки.
Мифы о TIG-сварке
Существует ряд заблуждений и мифов, которые связаны со сварочным процессом в аргоновой среде. Важно знать, что сварочный процесс сам является опасным и вредным видом деятельности, а работа в среде защитных газов усугубляет ситуацию. В связи с этими факторами разработан комплекс обязательных мер и условий по обеспечению безопасности сварщика. Но при их несоблюдении может возникнуть целый ряд опасных ситуаций для жизни и здоровья рабочего, которые со временем превращаются в мифические утверждения о вреде и сложности сварочного процесса.
1. При сварке в аргоновой среде, аргон губительно воздействует на сварщика
Обратимся к химии. Данный газ является химически инертным и занимает третье место по объему в атмосфере планеты Земля после азота и кислорода. Аргон не обладает каким-либо характерным запахом, вкусом и цветом. Он не токсичен и не взрывоопасен.
Он весит практически в 1,4 раза тяжелее чем воздух и способен вытеснять кислород. И при работе с данным газом если не соблюдать меры безопасности он может привести к потере сознания и головокружению, если попадет в дыхательные пути человека.
Правила, которые обеспечат полную безопасность сварного при работе с аргоном:
- Работать нужно в помещениях, где установлены вытяжки в полу, или же на расстоянии 20-30 см от уровня пола. В таком случае аргон, который спускается вниз будет выводиться из помещения и будет поддерживаться оптимальный уровень кислорода в помещении.
- При осуществлении потолочных и вертикальных швов в аргоновой среде необходимо использовать средства индивидуальной защиты, например, шланговый противогаз.
- Контролировать уровень кислорода в рабочем помещении во время работы с аргоном. Ручные и автоматические измерительные приборы должны показывать, как минимум, 20% наличия O2 в помещении.

2. Аргонодуговая сварка влияет на мужское здоровье
Данный миф распространен среди учеников сварщиков и любителей. Возникновение убеждения связано с низкой осведомленностью о технологии сварки и сварочном процессе в среде инертного газа. По мнению распространителей мифа, все дело в использовании слабого радиоактивного металла – оксида тория. Он нужен для заточк вольфрамовых электродов, однако его содержание не превышает допустимого количества, поэтому мнение считается ошбочным.
Если соблюдать меры безопасности при заточке электрода – надевать респиратор, включать вытяжку и хранить не более трех килограммов ториево-вольфрамовых электродов в одном месте – все будет в порядке.

Вольфрамовая пыль, как и прочие мелкие частицы иных металлов, раздражает дыхательные пути, но радикально повлиять на здоровье человека не может. Важно учитывать, что современные технологии производства вольфрамовых электродов создают безопасные и эффективные соединения, которые не были доступны в начале и середине XX века – во время возникновения мифа.
3. TIG-сварка «капризна» в работе
В подавляющем большинстве аргоновые TIG-аппараты оснащены большим количеством надстроек и регуляторов, нежели MMA-инверторы для ручной дуговой сварки и MAG-инверторы для полуавтоматической сварки.
Поэтому сварщик, работающий с TIG, должен иметь либо специализацию на данном виде сварки, либо высший разряд. Тогда весь спектр возможностей используется, а сварное соединение будет оптимальным.

Для осуществления сварочного процесса каждый работник должен:
- настроить сварочный TIG-инвертор и выбрать оптимальный сварочный ток;
- в зависимости от тока, а также изделия подобрать диаметр вольфрамового неплавящегося электрода;
- определить вид металла и сплава изделия и выбрать присадочные прутки;
- по возможности выбрать оптимальный вариант инертного газа, точнее его состава (может использоваться как чистый аргон и его смеси, а также гелий).
При соблюдении всех этапов, сварщик осуществляет сварочный шов на любом металлическом изделии. Причем данный вид сварки является универсальным, но используется не часто из-за большей материалоемкости. А во время сварочного процесса отсутствуют искры и шлак.
Факты о сварочных инверторах
1. TIG-инвертор имеет большее число надстроек и регуляторов нежели инверторы, работающие в среде активных газов – углекислого газа и кислорода
Данная особенность TIG-сварки обусловлена большой разновидностью углеродистых, а также высоко-, средне- и низколегированных сталей. Каждая имеет свои особенности и характеристики, на основе которых к стали должен подбираться оптимальный уровень напряжения тока. Толщина металла и наличие примесей в конструкции и изделии также требуют дополнительных настроек аппарата.
2. При аргонодуговой сварке важно контролировать целостность шлангов, которые соединяют баллон и TIG-инвертор
Наличие необходимого давления газа при работе позволит создать равномерный и хорошо проваренный шов. Также целостность шлангов подачи газа предотвратит нецелевой расход инертного газа и наступление опасной для здоровья ситуации.
3. Прототипом вольфрамового электрода для TIG-инвертора была вольфрамовая нить
В 1916 году американский ученый Ирвинг Ленгмюр опытным путем определил, что вольфрамовая нить, используемая в обыкновенной лампочке накаливания, станет лучше передавать заряд если покрыть её оксидом тория. Данное открытие стало предпосылкой для создания вольфрамовых электродов, которые используются в аргонодуговой сварке.

4. TIG-инвертор требует ухода
Как и любой сварочный инвертор, TIG-аппарат имеет множество мельчайших деталей, элементов и плат. Во время работы с металлическими конструкциями и изделиями в воздухе появляются частицы сталей и пыли, которые оседают как на внешнем корпусе сварки, так и внутри нее, попадая через вентиляционные отверстия.
Поэтому после работы с аппаратом важно очистить его от пыли и загрязнений, например, слабым потоком сжатого воздуха. Также нужно обязательно проверять исправность TIG-инвертора, рукава, горелки и массы до и после эксплуатации.
Все особенности аргоновой сварки: принцип и техника работы
Принцип работы аргоновой сварки сочетает особенности соединения металлов при помощи электро- и газосварочного оборудования. В процессе задействован инертный газ, представленный аргоном. Технология позволяет работать с алюминием, медью, чугуном, другими металлами, а также с нержавейкой.

Принцип работы
Метод подразумевает создание высокой температуры с помощью электрической дуги. Одновременно, сварочная область принудительно заполняется аргоном, который вытесняет кислород, изолирует ее от внешней среды, служит защитой от коррозии.
При использовании неплавящегося электрода поджиг дуги производится без его контакта с изделием. Высокий потенциал ионизации инертного газа препятствует ионизации дугового промежутка за счет искры в промежутке электрод – изделие. В случае с плавящимся электродом, дуга зажигается искрой благодаря низкому, по сравнению с инертным газом, ионному потенциалу, паров железа.
Прикасаясь к свариваемому металлу, вольфрамовый электрод загрязняется и оплавляется. Проблема поджига решается введением в схему питания осциллятора. Возбуждение дугового промежутка обеспечивается импульсами с большим напряжением. При работе с переменным током, ионизировав дугу, осциллятор преобразуется в стабилизатор. Его кратковременные импульсы препятствуют деионизации дугового промежутка, когда меняется полярность.
При аргонодуговой сварке объектов толщиной свыше 3 мм, а также для усиления шва используются присадочные прутки (проволока), которые по материалу соответствую изделию.
Преимущества и недостатки

По отношению к другим методам сварки, аргонная выделяется рядом преимуществ. Благодаря ей можно:
- получить качественные соединения, швы которых лишены пор и примесей;
- уменьшить нагрев свариваемых деталей, свести к минимуму их деформацию;
- обеспечить высокую скорость за счет высокой температуры дуги;
- сваривать металлы, неподдающиеся другим методам;
- работать с тонкостенными металлическими деталями.
В результате использования принципа работы аргонно дуговой сварки получается аккуратный, равномерно проплавленный шов.
Но метод не лишен некоторых недостатков, выраженных в:
- наличие сложного оборудования, которое нуждается в точных настройках;
- необходимости специальных знаний.
Автоматический режим не всегда применим для работы с короткими швами.
Классификация видов
Технологически аргонодуговая сварка разнится типами электродов, по питанию – постоянным или переменным напряжением. По уровню механизации она подразделяется на:
- ручную. Сварщик направляет горелку и подает проволоку вручную;
- механизированную. Горелка перемещается сварщиком, а сварочная проволока подается специальным механизмом;
- автоматизированную. За перемещение горелки и подачу проволоки отвечает механическое устройство, контролируемое оператором;
- роботизированную. Оборудование, работающее согласно заложенной программе, не нуждается в присутствии человека.
Первые два вида, помимо промышленности, применяются в быту. Автоматизированные системы используются на крупных предприятиях.
Что можно варить
Аргоновая сварка применяется при работах с цветными металлами, сплавами, легированной сталью. Контроль глубины плавления делает ее эффективной для тонкостенных изделий, когда к поверхности объекта возможен только односторонний доступ. Метод широко распространим в автомобильной, авиационной отраслях. Он востребован областями, где необходимы качественные сварочные швы.
Оборудование и оснащение

Сварочные работы с использованием аргона производится с помощью универсального, специального оборудования. Промышленностью налажен серийный выпуск универсальных аппаратов различной мощности и назначения. Производственный вариант аргонно-дуговой сварки подразумевает организацию «сварочного поста», в комплектацию которого входят:
- источник постоянного/переменного тока;
- горелки для работы с разными электродами;
- устройство запуска, которое поджигает дугу при постоянном токе или стабилизирует при переменном (осциллятор);
- аппаратура контроля сварочного цикла;
- устройство, позволяющее компенсировать и регулировать постоянную токовую составляющую;
- газовая станция (баллон с аргоном, оснащенный датчиком давления);
- вентиляция.
В современном варианте большинство из этих устройств (кроме горелок) объединены в одном аппарате, называемом инвертором. Благодаря доступности, приспособление популярно в быту.
Техника сварки

Перед тем, как варить аргоновой сваркой, необходимо обзавестись инвертором или специальным сварочным трансформатором, баллоном с аргоном, горелкой, присадочными материалами. Процесс подчиняется следующим правилам:
- Область тщательно очищается от загрязнений и обезжиривается.
- Газ подается за 20 секунд до начала сварочных работ, а перекрывается спустя 10 секунд после завершения процесса.
- Минимальная дуга – залог качественной сварки и аккуратного шва. Чем дальше горелка находится от свариваемой поверхности, тем шире область нагрева и глубже проплав поверхности свариваемого изделия.
- Для получения эстетичности шва, движения производятся вдоль его оси без отступлений.
- Присадочный пруток (проволока) подается перед горелкой с исключением поперечных движений. Благодаря этому достигается узкость шва.
- Электрод и присадка не должны покидать защитную газовую зону.
- Плавные движения исключают искры и разбрызгивание металла.
- Процесс завершается заливкой кратера, что производится при пониженном токе. Резкий отвод горелки и обрыв дуги отрицательно влияют на защиту шва.
Научиться пользоваться аргоновой сваркой несложно. Однако, чтобы получить идеальные соединения и швы нужно запастись терпением.
Режимы
Для выбора оптимального режима аргонно-дуговой сварки аргонщику приходится оперировать множеством параметров. При настройке сварочного оборудования учитываются:
- Род тока – постоянный (переменный используется при сварочных работах с алюминием, бериллием, магнием, их сплавами).
- Полярность тока – прямая.
- Сила тока – выбирается с учетом свариваемого материала и диаметра электрода.
- Напряжение дуги – влияет на длину дуги, ширину шва, глубину проплавления.
- Скорость процесса – подбирается индивидуально.
- Расход аргона – зависит от объема и длительности работ.
- Расстояние между кончиком электрода и присадкой – сварка встык: 3–5 мм, угловые, тавровые соединения: 5–8 мм.
При сварочных работах аргонно-дуговым методам не стоит забывать о средствах защиты, представленных маской и перчатками. Хотя метод не сопровождается чрезмерным выделением дыма, его лучше проводить в хорошо проветриваемом помещении.
