Арматура катанка что это такое?
Катанка стальная

Общее описание катанки
Катанка представляет собой разновидность горячекатаной металлопродукции, которая предназначена, для дальнейшего получения проволоки. Благодаря невысокой стоимости, она, также широко используются для бытовых и строительных целей. Часто, стальной катанкой называют проволоку, полученную волочением, но это неверный подход, поскольку два указанных вида продукции отличаются не только по размерам, но и по химическим и механическим характеристикам.
Сортамент и технические требования

Хранение катанки в бухтах на открытой площадке
В конструктивном плане катанка представляет собой пруток круглого сечения с диаметром от 5 до 9 мм. В ГОСТ 30136 указаны 8 основных типоразмеров (Ø5 мм, Ø5,5 мм, Ø6 мм, Ø6,3 мм, Ø 6,5 мм, Ø7 мм, Ø8 мм, Ø9 мм), однако указано, что катанка может производиться и большего диаметра.
Этот вид продукции подразделяется по классу точности на катанку повышенной (Б) и обычной (В) точности. От этой классификации зависят допустимые отклонения по диаметру. Кроме того, к прокату предъявляются требования по овальности (50% от суммы предельных отклонений по диаметру) и испытанию на изгиб. В последнем случае катанку оборачивают на 180° вокруг оправки того же диаметра.
Это вид продукции поставляется в мотках массой от 0,16 до 5 т, скрученных из одного куска катанки, свернутого ровными витками, чтобы в процессе производства проволоки не было обрывов.
Марки стали
Основная доля катанки производится из кипящих, спокойных и полуспокойных сталей обыкновенного качества от Ст1 и до Ст3. Также для изготовления этого вида металлопроката стандарт допускает использовать марку Ст0 с низким содержанием углерода. По сути, эта марка считается браком, который можно применять для неответственных задач, поэтому катанка такого типа дополнительно маркируется литерой «М». Требования к химанализу этих марок указаны в ГОСТ 380.
Механические свойства катанки также зависят от типа охлаждения. Ее могут охлаждать водой в две (маркировка УО2) и в одну стадию (УО1), а также на воздухе (ВО). При этом для разных марок стали и способов охлаждения регламентируются показатели временного сопротивления и относительного сужения.
| Марка стали | Временное сопротивление | Относительное сужение поперечного сечения после разрыва | ||
| УО1, ВО | УО2 | УО1 | УО2 | |
| Ст0 с массовой долей углерода до 0,12% | 420 (43) | 470 (48) | 68 | 66 |
| Ст0 с массовой долей углерода свыше 0,12% | — | — | 60 | 58 |
| Ст1кп, Ст1пс, Ст1сп | 420 (43) | 470 (48) | 68 | 66 |
| Ст2кп, Ст2пс, Ст2сп | 420 (43) | 470 (48) | 60 | 60 |
| Ст3кп, Ст3пс, Ст3сп | 490 (50) | 540 (55) | 60 | 60 |
Технология производства
Катанка производится на мелкосортных станах из непрерывнолитой сортовой заготовки или катаной стали квадратного сечения. В ходе технологического процесса квадрат многократно деформируется в калибрах прокатных клетей, приобретая круглую форму и требуемый размер. Следует отметить, что основной технологической задачей прокатчиков считается получение катанки минимально возможного диаметра, поскольку от этого зависит экономическая выгода при производстве конечной продукции – проволоки. Также для стабильности процесса волочения (протягивание катанки через круглую форму меньшего диаметра) требуется соблюдать точность геометрии.
Процесс начинается с нагрева заготовки в методической печи до температур, при которых сталь приобретает повышенную пластичность (1150-1250°С в зависимости от марки). При этом металл нагревается до желто-белого цвета, поэтому прокатка называется «горячей».
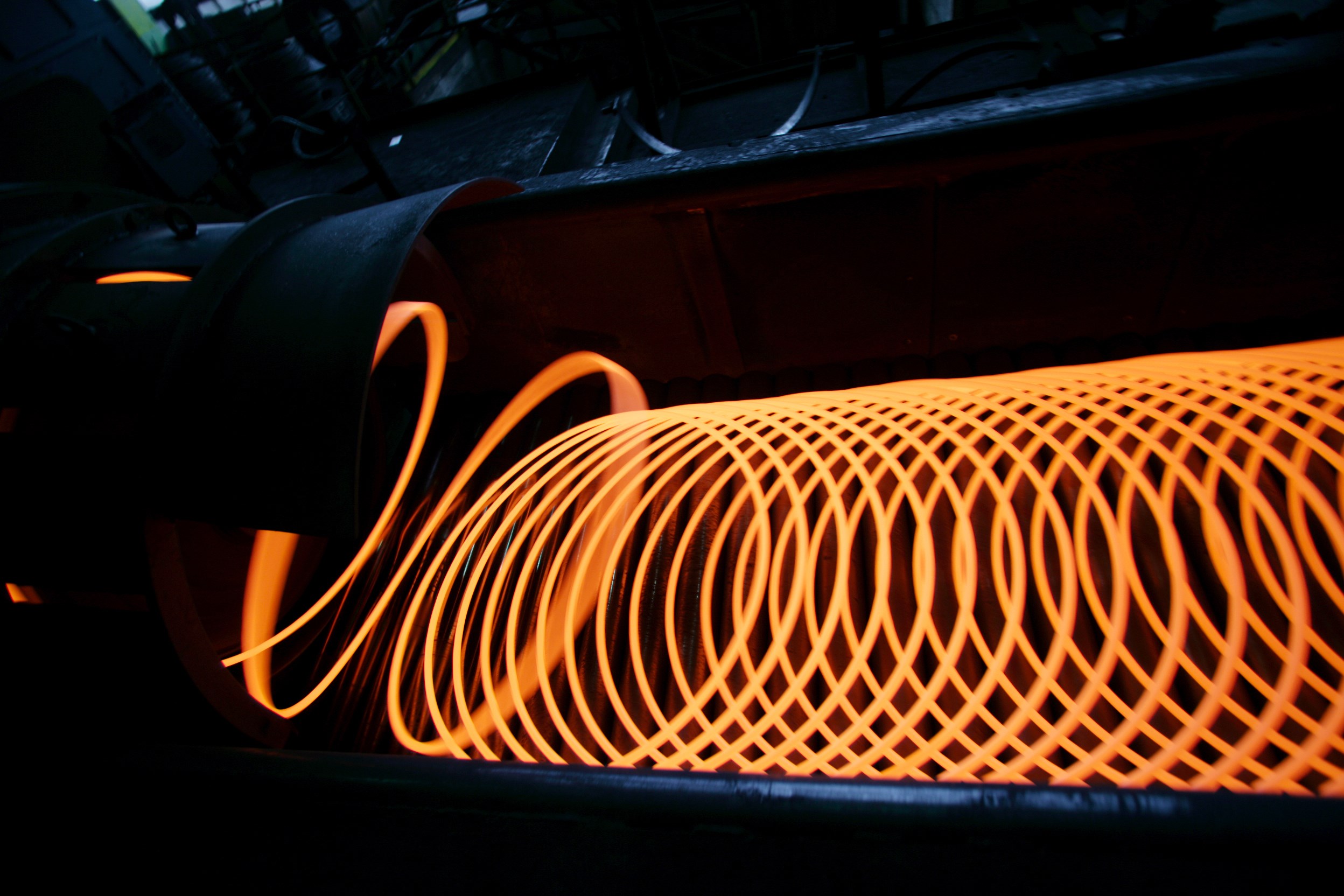
Нагретая заготовка подается в группу черновых клетей и промежуточных клетей, в которой из квадрата большого сечения получают круглую катанку. Это происходит благодаря сдавливанию и самопротягиванию заготовки через вращающиеся друг навстречу другу валки. В них выполнены кольцевые проточки, которые образуют полость (калибр), площадь которой меньше, чем упоперечного сечения исходного прутка. Таким образом металл сжимается, меняет форму и удлиняется. Окончательная доводка по размерам производится в группе чистовых клетей. На последнем этапе металл охлаждается.
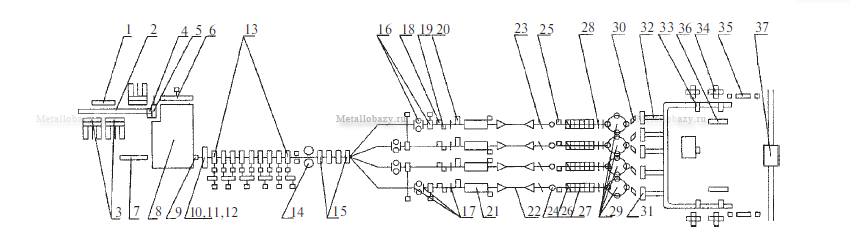
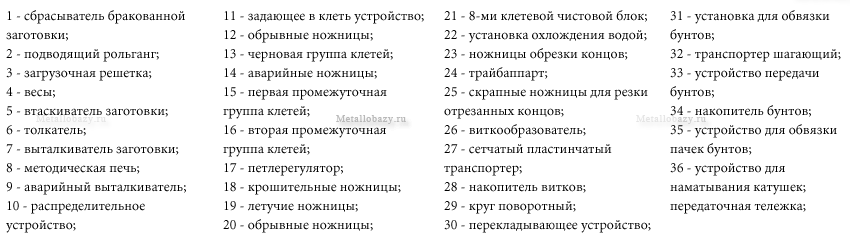
Схема производственной линии на заводе Северсталь
Наиболее прогрессивной считается двухступенчатая система охлаждения, при которой катанка проходит через трубы с водой, теряя сот ни градусов в секунду, а потом медленно движется через камеры воздушного охлаждения. При этом успешно решается задача получения требуемой микроструктуры металла. Охлажденная катанка сматывается в мотки, упаковывается и передается на склад.
В России выпускают катанку около десятка производителей. Вот некоторые из них:
Более подробный список производителей стальной катанки на данной странице.
Применение

Процесс изготовления сварной сетки из катанки
Как уже было сказано, основной целью производства катанки является удешевление производства проволоки, которую из нее изготавливают. Но этот вид металлопродукции находит применение и для других целей. Катанку часто используют для армирования бетонных конструкций неответственного назначения, например, при заливке тонкой стяжки или ленты.
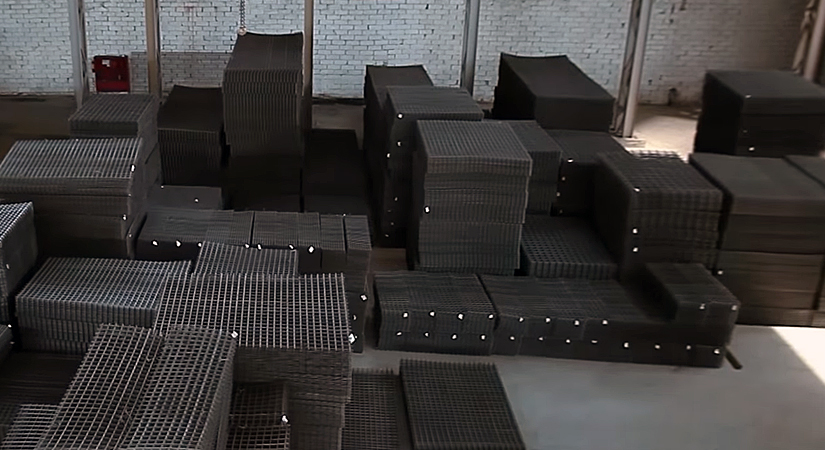
Сварная сетка изготовленная из катанки
Используют катанку и для работ общего назначения: при обустройстве ограждений, закрепления грузов, монтажа молниеотводов, под монтаж забора. Так же катанка находит свое применение и в виде заборов, изготовленные из сварных сеток, которые в свою очередь произведены из катанки.
Катанка и проволока — производство и использование

![]()
![]()
![]()
![]()
![]()
Проволока — один из самых востребованных видов изделий из металла. Она может быть стальной, медной, титановой, из алюминия, цинка, никеля и их сплавов. Бывают и биметаллические и полиметаллические проволоки. Без проволоки невозможно представить себе электротехнику — но не только.
Стальная проволока нужна и при производстве пружин, гвоздей электродов, свёрл. Хотя для таких целей используется даже не сама проволока, а ее полуфабрикат — стальная катанка. Посмотрим, как ее, а потом и проволоку, производят из цельной стали.Собственно, изготавливают катанку так же, как и всякий иной прокат: заготовку в виде бруска (блюма) раскаляют до состояния «красной мягкости», а затем пропускают через вальцы, которые вытягивают горячий металл в катанку с сечением до 10 мм. — и далее поступает на мотальный станок, где и укладывается кольцами.
Ответственное охлаждение
 После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
Естественное охлаждение дает более мягкую и пластичную катанку (а затем и проволоку), а ускоренное — более жесткой и упругой. Ускорить охлаждение катанки могут промышленные установки-вентиляторы или потоки воды. При первом способе охлаждения в маркировке катанки будет указываться УО1, а при втором – УО2.
Ускоренно охлажденную катанку (предназначенную для производства проволоки в дальнейшем) зачищают от окалины, которой на катанке УО1 не должно быть более 18 килограмм на тонну, а для катанки УО2 – не более 10 кг/т. Окалина удаляется либо механическим путем (тогда катанка пропускается через специальный станок-окалиноломатель), либо химическим, когда поверхность катанки протравливают раствором серной кислоты с добавлением поваренной соли, тринатрийфосфата и др. добавок.
Химический способ дает более ровную поверхность, но он же чреват приобретением металлом т.н. «травильной хрупкости». Механический способ в этом отношении безопасен, поскольку — но он менее надежен и выдает шероховатую поверхность.
Гвозди, болты и ГОСТы
Какой же из способов очистки катанки лучше? Это зависит от того, что из нее собираются делать.
Для гвоздей требуется заготовка с гладкой поверхностью, а для изготовления арматуры, электродов или болтов подойдет и шероховатая.
Кроме того, на поверхности катанки, предназначенной для производства проволоки, могут образовываться специфические дефекты — заусенцы либо закаты. Заусенцы — это выпуклости, которые при дальнейших операциях будут сдираться и «закатываться» (отсюда и название другого дефекта — закаты).
Плохо влияют на свойства металла в катанке заварившиеся пузыри – волосовины — и «усадочные раковины», которые возникают, если перед прокаткой металл был нагрет слишком сильно и оттого утратил часть углерода, «выгоревшего» при прокаливании.
Для проверки качества катанку подвергают испытаниям, главным из которых является проверка эластичности. Качественная катанка может спокойно выдерживать изгиб на 180 градусов вокруг штырька, имеющего такой же диаметр, как и у подвергаемой испытанию катанки. Более подробно ознакомиться с требованиями, предъявляемыми к такому металлопрокату, можно в ГОСТе 30136–95.
В этом ГОСТе диаметры катанки в 5, 5,5, 6, 6,3, 6,5, 7, 8 и 9 мм определены как стандартные и обязательные к изготовлению для всех производителей. По желанию заказчика металлургические предприятия могут производить катанку с сечением и больше 9 мм, но такие заказы бывают довольно редко.
В силу технологических особенностей дешевле всего обходится производство катанки диаметром 8 мм – она и пользуется наибольшим спросом. Добавляет «калибру» 8 мм. и удобство расчетов:
-один метр катанки диаметром 8 мм. имеет массу около 400 г. (395 г., если быть точным),
—в тонне такой катанки будет 2531 метр (то есть 2,5 километра «с небольшим запасом»).
Это очень удобные цифры — их легко запомнить, не надо заглядывать в специальные таблицы.
Поставка и маркировка
 Готовая катанка сматывается в бухты весом не менее 160 кг. Обычно каждая бухта представляет собой сплошной отрезок, который маркируется по требованиям ГОСТ 7566. На каждый моток крепится маркировочная метка, в которой указывается завод-изготовитель, диаметр катанки, сорт и марка стали, номер плавки. Тем не менее, допускается сматывание в одну бухту и двух отрезков катанки – но если только один отрезок не будет больше 10% от массы мотка. При этом производитель должен гарантировать свариваемость изделий и поставить два маркировочных ярлыка – по одному на каждый отрезок.
Готовая катанка сматывается в бухты весом не менее 160 кг. Обычно каждая бухта представляет собой сплошной отрезок, который маркируется по требованиям ГОСТ 7566. На каждый моток крепится маркировочная метка, в которой указывается завод-изготовитель, диаметр катанки, сорт и марка стали, номер плавки. Тем не менее, допускается сматывание в одну бухту и двух отрезков катанки – но если только один отрезок не будет больше 10% от массы мотка. При этом производитель должен гарантировать свариваемость изделий и поставить два маркировочных ярлыка – по одному на каждый отрезок.
По техническим условиям ТУ 14-15-254-91 катанка по ТУ изготавливается 4-х классов:
класс ВК — катанка канатная высококачественная;
класс ВД — катанка высокой деформированности;
класс КК-катанка канатная качественная;
класс ПД — катанка конструкционная.
Катанка в деле и производстве
 Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин — и, разумеется, производстве проволоки.
Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин — и, разумеется, производстве проволоки.
Производство проволоки
Технология превращения катанки в проволоку на первый взгляд особой хитрости не представляет: металл заготовки последовательно протаскивают (проволакивают) через все более узкие глазки (волоки) – до тех пор, пока не будет достигнут необходимый малый диаметр проволоки.
Однако на самом деле волочение требует нескольких этапов, а именно:
— травление полуфабриката (катанки) в 50% растворе серной кислоты при температуре около 50 градусов очистки от окалины;
— предварительный отжиг металла, который производится для придания металлу мелкозернистой структуры;
— нейтрализация сернокислого раствора и промывка заготовок;
— утончение концов катанки при помощи молота или специальных валков;
— производство самого волочения;
— выполнение финального отжига.
Само волочение может быть :
— однократным, если заготовка протягивается через одну волоку, после чего накручивается на барабан и снимается.
— многократным, когда проволока протягивается последовательно через несколько волок, которых может быть до 15 и более. Такая технология уменьшает время, которое затрачивается на производство проволоки, обеспечивает высокую производительность и постоянство условий обработки (которые могут сильно нарушаться при повторении однократных волочений).
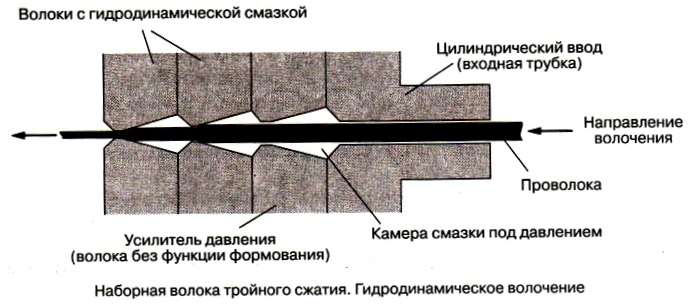
Но при всех достоинствах многократного волочения на заводах применяют сдвоенные волоки. При этом они при работе нагреваются от трения нагреваются до столь сильно, что нуждаются в системе охлаждения, для которой обычно используется водный раствор мыла, который одновременно является и смазкой.
Однако на самом деле волочение – это только половина дела. При этом процессе металл подвергается огромным нагрузкам на растяжение, в результате чего его кристаллическая решетка деформируется, а внутренние напряжения накапливаются. Полученная таким путем проволока получается малопластичной, приобретает хрупкость, плохо гнется и легко ломается.
И чем больше удлиняется катанка при волочении – тем сильнее проявляются эти неприятные эффекты.
Поэтому важным этапом в изготовлении проволоки является ее повторная термообработка – отжиг, который должен восстановить кристаллическую решетку и снять перенапряжения в металле. Для этого требуется уже протянутую проволоку нагреть и медленно охладить.
Существует два вида отжига, применяемых в производстве проволоки:
светлый – он производится в колпаковых печах в атмосфере из какого-то инертного газа. Поверхность полученной этим способом проволоки будет чистой, безо всякой окалины, но и цена продукции – более высокой. В маркировке этот вид термообработки будет обозначен литерой «С»;
темный – он происходит в присутствии кислорода, отчего проволока покрывается слоем окислов и окалиной. Наличие окалины плохо влияет на товарный вид, проволока пачкается, но на ее рабочие качества это не влияет никак – зато обходится «темный» вариант отжига гораздо дешевле. Проволока после такой обработки маркируется буквой «Ч».
Отожженные изделия приобретают пластичность и становятся удобны при плетении различных видов сеток.
Видео по теме:
Катанка . Справочная информация
Справочная информация о катанке
Катанка – это разновидность сортового металлопроката, имеющая вид металлического прутка круглого сечения, диаметр которого, как правило, составляет от 5 до 9 мм.
Поставка катанки осуществляется в бухтах единым непрерывным отрезком массой от 100-150 кг и до 1 тонны.
При производстве горячекатаной катанки используется углеродистая сталь марок 0, Ст0М, Ст1КП (ПС), Ст 3 КП(ПС), а также Са08(А), Св08Г2С, что придает ей прочность, гибкость и долговечность.
Производство катанки (технология)
Производство катанки, которую Вы можете купить у нас осуществляется на металлургических комбинатах Украины в Макеевке и Кривом Роге.
Катанку производят на комбинированных станах линейного, непрерывного и полунепрерывного типов. Заготовки прокатывают по длинному прокатному стану через валы методом горячего волочения. Металл (его называют «блюм») нагревается при прохождении через стан, а валы обжимают его с разных сторон, формируя круглое сечение катанки. В конце прокатного стана горячую катанку укладывают кольцами с помощью специального мотального станка.

После чего следует процесс ее охлаждения. Катанку охлаждают двумя способами: естественное воздушное охлаждение (более медленное – как результат, катанка более пластичная и мягкая); ускоренное охлаждение (с использованием воды или охлаждающих установок-вентиляторов – поверхность катанки более прочная и твердая). После охлаждения готовую катанку укладывают в бунты.
Катанку, предназначенную для производства проволоки также дополнительно очищают от окалины окалиноломателем (механическая очистка) или путем травления в кислоте (химический метод очистки).
К ее качеству предъявляются повышенные требования. Особое внимание уделяется тому, чтобы поверхность катанки была идеально ровной без заусениц, закатов и каких-либо других дефектов, поскольку их наличие значительно снижает прочность и потребительские свойства. В процессе производства катанка проходит постоянный контроль основных параметров в соответствии с ГОСТ 2590: предельных отклонений по диаметру (±0,5 мм), массы одного метра длины, площади поперечного сечения и других.
Виды катанки
В зависимости от способа охлаждения в ГОСТ 30136-95 выделяют такие виды катанки:
- охлажденная естественным путем на воздухе (обозначение ВО);
- подвергнутая одностадийному ускоренному охлаждению (обозначение УО1);
- подвергнутая двухстадийному ускоренному охлаждению (обозначение УО2).
Покупая катанку, обращайте внимание на то, что в документах о качестве должен быть указан так же и способ охлаждения.
В зависимости от точности прокатки в ГОСТ 2590 различают катанку обычной точности (обозначение В) и катанку повышенной точности (обозначение Б).
Катанку, как правило, производят с круглым сечением диаметром от 5,0 до 9,0 мм.

По просьбе заказчика при достаточном объеме заказа, мы можем организовать поставку катанки диаметром более 9,0 мм. Для заказа катанки обращайтесь к нашему опытному менеджеру.
В таблице ниже Вы можете ознакомиться с сортаментом катанки:
| Диаметр, мм | Масса 1 м профиля, кг | Количество метров в тонне |
|---|---|---|
| 5,0 | 0,1541 | 6488 |
| 5,5 | 0,1865 | 5362 |
| 6,0 | 0,2220 | 4505 |
| 6,3 | 0,2447 | 4087 |
| 6,5 | 0,2605 | 3839 |
| 7,0 | 0,3021 | 3310 |
| 8,0 | 0,3946 | 2534 |
| 9,0 | 0,4994 | 2002 |
Примечание: Масса 1 м катанки вычислена по номинальным размерам при плотности стали 7850 кг/м3 и является справочной величиной.
Применение катанки
Катанка имеет широкую сферу применения в строительстве и промышленности. В качестве готового изделия, она используется для упаковки, а также в качестве армирующей структуры для слабонагруженных железобетонных конструкций (катанка 6 мм). Кроме того, катанка является сырьем для последующей перетяжки в проволоку. Таким образом, катанка составляет основу производства телеграфной и сварочной проволоки, электродов, пружин, строительных канатов и тросов. Катанку активно используют при производстве проволочных заборов, сеток, егозы и других металлических изделий. Очень широкое применение получила катанка 6,5 мм и 5,5 мм типа В. Она используется для связки кирпичной кладки, фундамента, изготовления металлической сетки, решеток.
Для потребителя всегда имеет большое значение качество катанки и ее эксплуатационные характеристики. Мы можем гарантировать Вам соблюдение всех стандартов, надежность и удобство сотрудничества. Мы осуществляем доставку катанки и другого металлопроката со складов в Днепре, Кривом Роге или Запорожье непосредственно на склад покупателю. Продажа катанки осуществляется с доставкой в Киев, Одессу, Сумы, Полтаву, Чернигов, Харьков. Также сможете купить нашу катанку в Черкассах, Кропивницком и других городах Украины. Покупая катанку на ЧП Метизы-94, Вы можете быть уверены, что получите качественный товар вовремя в целости и сохранности. Вот в таких бухтах мы поставляем катанку диаметрами 5,5 мм, 6,5 мм, 8 мм, 10 мм.
Стальная катанка — сфера применения и существующая классификация
Один из видов сортового металлопроката, применяемый в качестве заготовки для производства различной продукции и при монтаже железобетонных конструкций, это катанка, стальная проволока с определенными техническими характеристиками.
Вы всегда можете ознакомиться на нашем сайте с актуальными ценами на катанку.
Производители предлагают значительный сортамент продукции данной категории, при этом существует возможность заказа катанки с отличающимися от стандартных показателей параметрами, что делает область ее применения практически неограниченной.
Назначение и сфера применения
В зависимости от свойств и особенностей применяемой при производстве катанки стали, определяют и основное назначение материала данного класса.
- Катанка для производства сварочных электродов и проволоки.
- Катанка для армирования железобетонных изделий.
- Продукция для упаковки и использования в других целях.
В соответствии с назначением и определяется основная область применения катанки, наиболее востребована она в следующих отраслях промышленности:
- Гражданское и промышленное строительство.
- Изготовление проволоки и канатной продукции. Отдельно стоит сказать о катанке из цветных металлов, применяемой при производстве кабельно-проводниковых изделий для электротехнических целей.

Упаковка продукции различного назначения для транспортировки или хранения в складских условиях.

Преимущества изделия
Среди преимуществ, свойственных катанке, стоит отметить ее следующие технические особенности:
- Значительная прочность на разрыв, позволяющая применять катанку в качестве расходного материала для армирования железобетонных изделий.
- Пластичность и гибкость материала. Качественная катанка должна без нарушения целостности выдерживать изгиб вокруг направляющей (соизмеримой по сечению с ее диаметром) на 180 градусов.
- Достаточно простая технология производства, обеспечивающая низкую себестоимость продукции.
- Значительный сортамент, позволяющий использовать материал для решения широкого спектра технических задач.
Особенности производства
Основная технология производства катанки основана на применении горячего проката или волочения. При прохождении через вальцы прокатного стана происходит формирование проволоки требуемого сечения. Особое значение имеет способ охлаждения катанки, который во многом определяет ее физические характеристики.
- Охлаждение под воздействием окружающего воздуха, более дешевый по стоимости вариант, позволяющий снизить себестоимость продукции (маркировка ВО).
- Ускоренное одно- и двухстадийное охлаждение, позволяющее предотвратить появление окалины и образования других дефектов, снижающих качество продукции и ограничивающих сферу дальнейшего применения катанки (соответствующая маркировка УО 1 и УО 2, которая должна в обязательном порядке указываться в сопроводительных документах к каждой отдельной партии).
Действующий ГОСТ 30136-95 предполагает изготовление катанки диаметром до 9 мм, при этом, при согласовании сторон допускается производство материала данного класса с диаметром до 20 мм при соблюдении соответствующих технических условий производителя.
Технология изготовления катанки предполагает использование углеродистой стали обычного качества, что и определяет основные технические характеристики продукции.

Классификация
Существующая классификация различает катанку по точности изготовления, применяется маркировка следующих типов продукции — обычная (Б) и повышенная (В) точность, определяющая предельные отклонения от заданного сечения. Допустимое несоответствие по размеру сечения (диаметру) не должно превышать +/- 0,5 мм.
На практике используется и классификация по техническим особенностям катанки, наиболее востребованы в промышленности легированные, оцинкованные, пружинные, сварочные и колючие разновидности материала.

Особенности поставок
Катанка любой марки отпускается потребителю в бухтах (мотках), которые состоят из одного нераздельного отрезка. Стандартная масса мотка обычно составляет не менее 160кг, но в пределах партии возможен отпуск отдельных бухт (до 10%) весом от 100 до 160 кг. Для продукции, выпускаемой на линейных станах допускается поставка мотков массой не менее 50 кг. При формировании мотков следует предусмотреть мероприятия по предотвращению перехлеста отдельных витков катанки.
Для определения веса катанки в зависимости от сечения стоит воспользоваться таблицами следующего типа, существенно упрощающими расчет необходимого для решения разных задач количества и планирование доставки с привлечением различных транспортных средств.
Арматура, катанка
Строительная арматура представляет собой рифленые или гладкие стержни, которые используются в строительстве для создания специальной арматурной сетки, каркаса и т. д. Именно от качества арматурной сетки во многом зависят прочность железобетонного изделия, долговечность и надежность жилого или производственного здания. В связи с этим к качеству арматурной стали сегодня предъявляются весьма серьезные требования со стороны действующих стандартов.Применение арматуры не ограничивается исключительно строительством. Она достаточно широко используется для производства различных изделий в машиностроении и может являться неплохой заменой стальному кругу.
Компания ВВМ на протяжении многих лет занимается реализацией различного вида металлопроката, среди которого важное место занимает арматура
Выдающиеся физические свойства арматурной стали позволили ей найти широкое применение в современной промышленности. В частности, она используется в строительстве для армирования железобетонных конструкций:
1. Железобетонных изделий:
- Плит перекрытия;
- Плит перекрытия преднапряженных;
- Блоков фундаментных;
- Фундаментов ленточных;
- Панелей стеновых;
- Опор линий электропередач и так далее.
2. Монолитных зданий.
3. Мостов и других сооружений.

Строительная арматура на складе ВВМ

Арматура на складе в Москве
Всю арматуру можно разделить на гладкую и рифленую (изделия периодического профиля). Отличаются они внешним видом. У второй имеется два продольных ребра, соединенных между собой периодическими поперечными выступами, которые позволяют увеличить площадь контакта между армирующими стержнями и бетонным раствором, повышая общую прочность железобетонного изделия. Такая арматурная сталь для фундамента и стен обычно используется в том случае, если сооружается очень массивная конструкция со значительной толщиной бетонного слоя.
В зависимости от прочностных характеристик строительная арматура делится на горячекатаную, термомеханически упрочненную и термически упрочненную. Чем выше прочность арматуры, тем более надежным будет получаемое железобетонное изделие.

Строительная арматура на складе ВВМ

Строительная арматура в Москве
Кроме значения прочности и вида поверхности весьма важным параметром арматурных изделий является диаметр, который определяет их прочность. В соответствии со стандартами, он может находиться в пределах от 6 до 40 миллиметров. При этом тонкая арматура обычно поставляется в мотках, а толстая в прутках.
Арматурная сталь подразделяется на гладкую класса А-I и профильную классов А-II, А-III, А-IV, А-V и А-VI. Диаметры от 8 мм и выше используются в зависимости от требований ГОСТов. Цена, по которой можно купить арматуру, зависит от диаметра, класса, длины изделий, а также объемов закупки. Заказывать арматуру оптом дешевле, чем приобретать ее в розницу.
Катанка
Катанка – это сертифицированный продукт, который применяется в строительстве для изготовления сварных сеток, арматуры, заземления, а также используется, как крепёжный материал. Её цена зависит от диаметра, марки стали, объема бухты и так далее. Купить катанку и строительную арматуру можно, обратившись к нашим опытным менеджерам посредством телефона или нашего сайта. Услуги по реализации, доступные цены и деловые качества наших сотрудников станут крепким фундаментом в нашем сотрудничестве.

Катанка в мотках

Катанка в бухтах на складе ВВМ
Мы гарантируем низкие цены на весь сортамент арматурной стали, так как за время работы нашей компании удалось завязать весьма тесные отношения с большим количеством строительных и производственных предприятий в столичном регионе. Это позволило нам сформировать большую складскую программу из наиболее ходовых размеров и марок арматурных изделий.
Широкий сортамент арматуры и постоянное наличие гладких и рифленых изделий диаметром от 6 до 40 миллиметров позволят вам в любой момент приобрести необходимое количество металлопроката. Обращаясь к нам, вы всегда можете рассчитывать на своевременность и оперативность поставок, доступные цены продукции. Благодаря этому вы сможете сэкономить на строительстве и увеличить рентабельность производства.
Наша металлобаза имеет удобное расположение, что позволит водителям очень легко ее найти и добраться максимально быстро, учитывая плотный столичный автомобильный трафик. Всем нашим клиентам мы гарантируем индивидуальный подход, включающий в себя не только дополнительные скидки на металлопрокат но и на его доставку.
















Позвоните по телефону:
Отправьте Техническое задание нам на почту:
