Автоматическая сварка под флюсом это
Что такое сварка под флюсом, как происходит процесс и какой вид флюса и режим выбрать для сварки разных металлов?
Сварка под флюсом – это способ сварки деталей из высоколегированной марганцевой, никелевой или фторидной стали, при котором сварочная ванна и шов защищены от окисления слоем флюса в виде порошка или гранул.
Процесс формирования шва протекает в газовой полости под слоем непрерывно подаваемого флюса. Кроме функции защиты от окисления, флюс также легирует формируемый шов марганцем и кремнием, повышая его прочность и формируя соединение с высокой степенью однородности.
ГОСТ на сварку флюсом 8713-79 устанавливает размеры и типы сварных соединений, а также способы наложения шва под флюсом.
Виды флюсов и их особенности
По способу изготовления флюсы бывают:
- плавленые;
- керамические.
Плавленые флюсы изготавливают из шлакообразующих марганцевых руд и кварцевого песка путем размалывания, смешивания и расплавления с последующим гранулированием. Такие флюсы экономичны и хорошо подходят для сварки деталей из низколегированной стали.
Керамические (неплавленные) флюсы изготавливают из окислителей и солей амфотерных металлов, которые измельчают, смешивают с жидким стеклом до однородного состояния, после чего гранулируют и прокаливают.
 Примерная стоимость керамических флюсов на Яндекс.маркет
Примерная стоимость керамических флюсов на Яндекс.маркет
Керамические флюсы имеют мелкодисперсную порошкообразную структуру, они применяются для сваривания сложных высоколегированных стальных сплавов, при этом состав флюса подбирается под конкретную марку свариваемой стали.
По химическому составу флюсы бывают:
- солевые;
- оксидные;
- смешанные.
Солевые флюсы содержат соли фторидов и хлоридов, применяются для электросварки титана и стали, легированной никелем и хромом. Оксидные флюсы содержат оксиды активных металлов и кремния, применяются для сварки низкоуглеродистой стали. Смешанные флюсы содержат оксиды и соли металлов в различных пропорциях, применяются для сваривания многокомпонентных сплавов или деталей из разных металлов.
Описание технологии процесса
Существует три основных способа сварки под флюсом:
- автоматический;
- полуавтоматический;
- ручной.
При автоматической сварке траектория и скорость движения электрода, а также скорость подачи проволоки регулируется управляющим процессором, рабочие участвуют только в качестве контролеров процесса для экстренного отключения сварочного агрегата.
Полуавтоматическая сварка под флюсом предполагает, что скорость подачи проволоки, сила тока сварки и угол наклона электрода к линии сварки регулируются автоматически, а ведение дуги осуществляется сварщиком вручную – через рукоятку или дистанционное управление. Полуавтоматический сварочный агрегат позволяет вручную изменять отдельные параметры тока непосредственно во время процесса сварки.
Сварка под флюсом вручную применяется в небольших агрегатах, где система подачи флюса встроена в неплавящийся электрод, при этом сварщик регулирует направление движения, угол наклона и скорость хода электрода в ручном режиме, специальными кнопками управляя подачей флюса и силой тока сварки.
Общий порядок действий при сварке под флюсом:
- С поверхностей деталей снимается оксидная пленка.
- Детали закрепляются на сварочной плите.
- Выбираются настройки и режим сварочного аппарата.
- Заполняется резервуар для флюса.
- Устанавливается бухта наплавной проволоки, конец которой заправляется в электрод.
- Происходит процесс сваривания.
- После остывания деталей собирается неизрасходованный флюс, и шов очищается от шлака.
Важно следить за расходованием проволоки и флюса, чтобы не допустить работы электрода вхолостую и повреждения деталей.
Оборудование для сварки
Для сварки флюсом потребуются стационарные условия и оборудование:
- сварочная плита;
- наплавная проволока;
- неплавящийся электрод;
- система подачи флюса;
- система контроля.
Сварочные плиты выполняются на бетонном основании из жаростойких материалов с возможностью закрепления деталей. Проволока берется из материала свариваемых деталей, толщина от 0,3 до 12 мм. Электрод изготавливается из вольфрамового сплава с керамической оплеткой.
Система подачи флюса представляет собой резервуар и шланг, конец которого отстоит от электрода на 10-30 см. Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
Автоматическая и полуавтоматическая сварка под флюсом контролируется программным обеспечением, регулирующим направление и скорость движения электрода вдоль линии сваривания.
Выбор режима сварки
В зависимости от толщины и металла свариваемых деталей выбирается режим сварки под флюсом. Для каждого режима существует свой диапазон напряжения, силы тока сварки и диаметр проволоки. Скорость формирования шва колеблется в пределах от 6 до 100 метров в час.
Если толщина свариваемых деталей от 2 до 10 мм, то выбирается режим сварки на стальной подкладке под стыком деталей. Режим на флюсовой подушке подходит для сварки деталей толщиной 10-25 мм, а сварка деталей толщиной 16-70 мм выполняется в режиме предварительной ручной проварки нижней части шва.
С увеличением толщины свариваемых деталей растет диаметр проволочного электрода и сварочный ток, но уменьшается скорость формирования сварного шва.
Сила тока сварки (А) зависит от толщины проволоки (мм) следующим образом:
- 2 мм – 200-400 А;
- 3 мм – 300-600 А;
- 4 мм – 400-800 А;
- 5 мм – 700-1000 А;
- 6 мм – 700-1200 А.
Напряжение сварки существенно увеличивается только при толщине деталей свыше 25 мм.
Достоинства и недостатки
К преимуществам сварки под флюсом относятся:
- высокая степень автоматизации процесса;
- возможность проведения сварки под большой силой тока;
- высокая скорость сварки;
- качественный шов без окислов и раковин;
- возможность увеличения сварной ванны для более качественного провара.
Системы автоподачи флюса и сохранение постоянного расстояния от электрода до шва позволяет сваривать сложные детали с минимальным участием рабочих. Защитный слой флюса не дает расплавленному металлу разбрызгиваться, что позволяет производить сварку под высокими токами, многократно увеличивая скорость формирования и качество шва.
Однородность шва достигается за счет изоляции сварной ванны от кислорода воздуха, а также из-за легирования шва компонентами флюса, которые можно подобрать специально для материала свариваемых деталей. Также сварка под флюсом дает возможность использования одновременно двух электродов, расположенных на расстоянии 10-20 мм друг от друга и питаемых от одного источника тока – это позволяет сделать больше сварную ванну под флюсом, увеличив таким образом скорость сварки и степень однородности готового изделия.
К недостаткам сварки под флюсом относят трудности контроля процесса и технологическую сложность. Агрегаты для сварки под флюсом занимают большие площади и требуют обслуживания квалифицированными кадрами. Сварной шов формируется под слоем флюса и у сварщика нет возможности контролировать качество шва в режиме реального времени. Избежать брака можно путем дополнения агрегата ультразвуковыми или лазерными системами контроля наличия дефектов.
Технология автоматической сварки под флюсом
Любому практикующему сварщику известно, что кислород оказывает негативное влияние на качество и долговечность шва. Попадая в сварочную ванну кислород способствует повышенному окислению и становится причиной трещин. Чтобы избавиться от этой проблемы существует множество способов: начиная от специальной обработки металла, заканчивая применением особых комплектующих, например, флюсов.

Один из наиболее популярных методов качественного соединения металлов — автоматическая сварка под слоем флюса. С ее помощью можно сварить такие непростые металлы, как медь, алюминий и нержавеющую сталь. Автоматическая сварка ускоряет и упрощает работу, а флюс выполняет защитную функцию. В этой статье мы кратко расскажем, что такое автоматическая дуговая сварка под флюсом и какова техника автоматической сварки под флюсом.
Общая информация
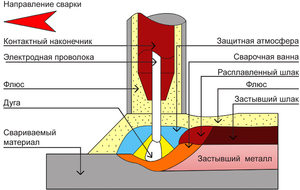
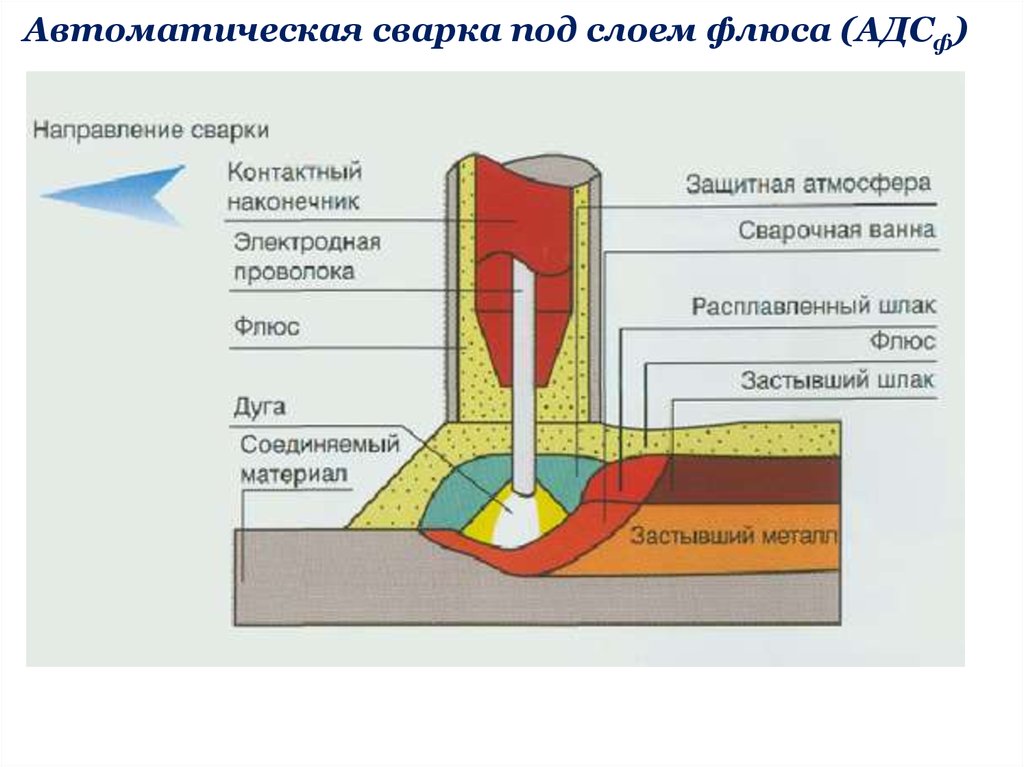
Автоматическая дуговая сварка под слоем флюса — это технология, суть которой ничем не отличается от классической дуговой сварки. Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.

Отличие автоматической сварки от любой другой заключается лишь в том, что большинство процессов выполняется не вручную, а с помощью специальных станков. Например, подача проволоки и движение дуги. Ну а в нашем конкретном случае все эти операции производятся под слоем флюса, нанесенного на поверхность металла.
Область применения
Автоматическая наплавка под флюсом применяется во многих сферах. С ее помощью можно организовать быстрое крупносерийное производство, в том числе конвейерное. По этой причине данная технология незаменима при сборке кораблей, производстве крупногабаритных труб и емкостей для нефтеперерабатывающей отрасли. Автоматическая сварка обеспечивает высокое качество швов, поэтому завоевала свое уважение в таких ответственных отраслях.
Роль флюса
С автоматической сваркой все ясно. А вот что насчет флюса? Что это такое?

Флюс — это специальное вещество (может выпускаться в виде порошка, гранул, паст и жидкостей), обладающее положительными свойствами. Флюсы толстым слоем подаются прямо в сварочную зону, защищая ее от негативного влияния кислорода. Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Виды применяемых флюсов
Перед тем, как провести сварку под флюсом, неплохо было бы узнать, какие вообще бывать разновидности. Прежде всего, всю флюсы делятся по назначению. Они могут быть для сварки углеродистых и легированных сталей, для высоколегированных сталей и для цветных металлов. Это первое, на что стоит обратить внимание перед покупкой флюса.

Также флюсы могут быть плавлеными или керамическими. Их отличие в составе. В большинстве случаев используется именно плавленый флюс, поскольку он относительно универсальный и стоит недорого. С его помощью можно эффективно защитить сварочную ванну от кислорода. Но не ждите от плавленого флюса каких-то особых качеств. Если вам необходимы действительно отличные свойства шва, то выберите керамический флюс. Он обеспечивает отличное качество.
Также флюсы могут быть химически активными и химически пассивными. Активный флюс содержит в составе кислоты, способные не только защитить металл при сварке, но и привести к коррозии. Так что тщательно удаляйте флюс после работы. Пассивные флюсы в автоматической сварке не применяются, поскольку не обладают достаточными для этого свойствами. Зачастую вы встретите пассивный вещества при пайке в виде воска или канифоли.
Кстати, о производителях. Это давний спор всех начинающих и опытных сварщиков. Кто-то считает, что отечественные компании производят недорогой и эффективный флюс, а кто-то всеми руками за импортные комплектующие. Мы не будем однозначно говорить, что лучше, скажем лишь то, что на практике и отечественные, и импортные флюсы показывают себя хорошо, если соблюдена технология сварки.
Достоинства и недостатки
У автоматической сварки с применением флюса есть много плюсов. Ее главное достоинство — возможность полной автоматизации процесса сварки. От сварщика не нужно даже уметь варить, достаточно знать, как настроить оборудование. Также такой метод сварки гарантирует отличное качество сварочных соединений, поскольку отсутствует человеческий фактор.

У технологии сварки деталей автоматической наплавкой под слоем флюса есть и недостатки. Во-первых, вы сможете варить только нижний швы. Также детали должны быть очень точно подогнаны, ведь машина формирует шов в четко заданном месте, и любая ошибка при стыковке приведет к браку. Кроме того, нужна очень тщательная подготовка металла перед сваркой.
Учтите, что у вас не получится сварить металл на весу. Деталь нужно будет зафиксировать на горизонтальной поверхности и предварительно проварить корень сварного соединения. Еще один существенный недостаток — большая стоимость как оборудования для автоматической сварки, так и комплектующих.
Теперь, когда вам все известно, пора узнать, какова технология автоматической сварки под флюсом.
Технология сварки
Прежде всего, перед сваркой необходимо подготовить металл. Для каждого металла подготовка своя, но мы дадим общие рекомендации. Нужно очистить деталь от грязи, краски и коррозии. Затем нужна тщательная зачистка поверхности с помощью металлической щетки или шлифовального круга. Только после подготовительных операций можно приступать к сварке.
Технология сварки под флюсом проста за счет того, что многие процессы выполняет не человек, а машина. Мастеру не нужна зажигать дугу, следить за ее стабильностью, выбирать скорость подачи проволоки и так далее. Все, что от вас требуется — правильно настроить режимы сварки под флюсом. По сути, задать машине программу действий. Ниже таблица с перечислением режимов автоматической сварки под флюсом.

Это режимы автоматической сварки под флюсом для стыковых соединений. Естественно, существуют и другие типы соединений, поэтому для них нужно произвести расчет режимов сварки. Здесь мы не будем касаться этой темы, поскольку она очень обширна (сколько типов соединений, столько и формул), поэтому изучите эту информацию самостоятельно. В интернете много способов расчета.
При работе также используется специальная присадочная проволока для сварки под флюсом. Ее подача тоже автоматизирована, нужно лишь загрузить бобину в подающий механизм. Рекомендуем приобретать проволоку, изготовленную из того же металла, что и деталь.
Теперь немного о флюсе. Он тоже подается автоматически, только предварительно его нужно насыпать в специальный резервуар. Толщина слоя флюса зависит от толщины свариваемого металла. Чем металл толще, тем больше нужно флюса.
У вас может возникнуть закономерный вопрос: а плавится ли флюс? И влияет ли он на структуру шва? Да, конечно флюс плавится под действием температуры. Но при этом он никак не нарушает структура шва, а лишь улучшает ее. Но при этом застывший флюс превращается в шлак, который после сварки нужно удалить. Остатки неиспользованного флюса можно использовать повторно.
Подобная технология применения флюса при автоматической сварке позволяет существенно увеличить скорость работ, при этом не потеряв в качестве.
Вместо заключения
Теперь вам известна автоматическая сварка с флюсом и что это такое. Конечно, помимо автоматической сварки есть еще ручная сварка под флюсом, полуавтоматическая сварка под флюсом и механизированная сварка под флюсом. Но в рамках одной статьи не раскроешь всех нюансов этих видов сварки, поэтому мы рассказываем вам о них постепенно. Статьи на эти, и многие другие темы вы сможете найти на нашем сайте. Делитесь в комментариях своим мнением и опытом. Мастера могут рассказать свои секреты применения флюса при автоматической сварке и поделиться знаниями. Желаем удачи!
Автоматическая сварка под флюсом это
Сварка вертикальных швов автоматическим способом производится под флюсом с принудительным формированием.
Для сварки вертикальные стыковые соединения (без скоса кромок) собирают с зазором 8—12 мм.
Технология автоматической сварки под флюсом
С одной стороны стыка закрепляется медная полая накладка (рис. 1), охлаждаемая проточной водой
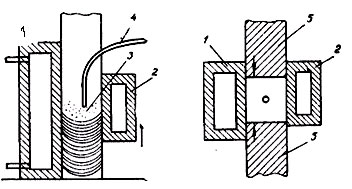 Изогнутая электродная проволока 4 занимает положение между кромками 5. Автоматическая головка имеет медный полый ползун 2, также охлаждаемый водой.
Изогнутая электродная проволока 4 занимает положение между кромками 5. Автоматическая головка имеет медный полый ползун 2, также охлаждаемый водой.
Наплавка происходит снизу вверх в «форму», образованную свариваемыми кромками и медными планками, в которой удерживается жидкая ванна металла 3.
Вследствие соприкосновения ее с неподвижной медной планкой и подвижным медным ползуном происходит охлаждение и застывание металла шва.
Сварка стыковых соединений в вертикальном положении с принудительным формированием может производиться как дуговым, так и бездуговым— электрошлаковым процессом.
Бездуговой процесс с принудительным формированием применяется при сварке металла больших толщин (более 30 мм).
Полуавтоматическая шланговая сварка осуществляется при механической подаче сварочной проволоки диаметром 1,2—2 мм из катушки через гибкий шланг в трубчатый мундштук, закрепленный в держателе.
К мундштуку подводятся также сварочный ток и флюс. Держатель перемещается вдоль свариваемого шва вручную.
С 1940 г. началось повсеместное применение автоматической сварки закрытой дугой под слоем порошкообразных флюсов.
Схема установки для автоматической дуговой сварки под флюсом
Голая электродная проволока 1, помещенная в кассете 2, с помощью подающего механизма сварочной головки перемещается к изделию.
Дуга горит в толстом слое (50—70 мм) стекловидного гранулированного флюса 3, поступающего в зону сварки из специального бункера 4.
При поступательном перемещении автомата или изделия образуется сварной шов 5, покрытый шлаковой коркой 6.
Большая часть флюса, оставшаяся нерасплавленной, инжекторным флюсоотсасывающим устройством 7 собирается с поверхности изделия и вновь поступает в бункер.
Основная особенность описанного процесса сварки заключается в повышении качества металла шва благодаря тому, что флюс обеспечивает устойчивое горние дуги и защиту сварочной зоны от влияния воздуха.
Так же флюс способствует замедлению скорости охлаждения шва.
Подбором состава флюса можно осуществить легирование металла шва.
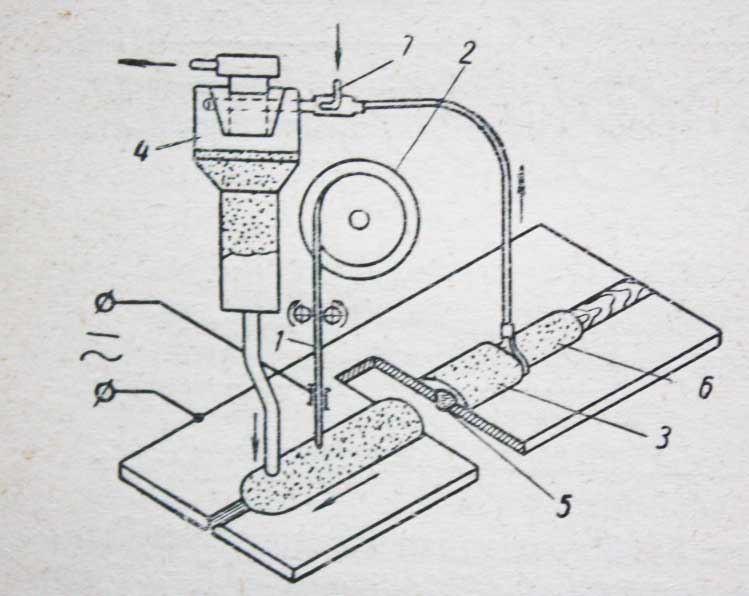
Рис.2 Схема установки для автоматической сварки под флюсом
При автоматической сварке наиболее широко применяются флюсы, представляющие собой шлаковые системы, построенные на базе силикатов и окислов марганца, кальция или магния.
Составы флюсов-силикатов
Таблица. Плавленные флюсы, применяемые при сварке малоуглеродистых сталей
Химическая активность этих шлаков относительно невелика, но при высоких содержаниях окислов марганца и кремния наблюдается восстановление их железом. Происходящее при этом дополнительное легирование металла шва марганцем и кремнием обеспечивает возможность получения швов, не склонных к образованию пор и трещин.
Высокая степень легирования различными элементами легко достигается при сварке под керамическими флюсами, которые состоят из шлакообразующих компонентов и ферросплавов, сцементированных жидким стеклом.
В последнее время начинают находить применение бескислородные флюсы, изготавливаемые из различных фтористых соединений.
При автосварке под флюсом производительность повышается в 10—40 раз в сравнении с ручной сваркой. Это обусловлено применением больших сил токов (1000-3000 а), а также лучшим использованием тепла дуги.
Благодаря лучшему использованию тепла и отсутствию потерь электродного металла при автосварке под флюсом уменьшается расход электроэнергии и проволоки.
Весьма существенны и эксплуатационные достоинства сварки под флюсом.
Они выражаются в улучшении условий труда в сварочных цехах, что обусловлено уменьшением выделения пыли и газов и отсутствием светового излучения дуги.
Для выполнения автоматической дуговой сварки под флюсом широко применяют самоходные сварочные головки и тракторы.
Оборудование для автоматической сварки под флюсом
Универсальная самоходная головка АБС
Этот аппарат состоит из трех отдельных узлов.
- Узел А представляет собой подвесную сварочную головку с пультом управления, которая предназначена для правки и подачи проволоки с постоянной скоростью к изделию.
- Узел Б состоит из бункера для флюса, устройств для подачи и отсоса флюса, кассеты со сварочной проволокой и механизма вертикального перемещения.
- Узел С — это самоходная тележка для перемещения всего аппарата вдоль свариваемого изделия.
Технические данные аппарата АБС приведены в табл. 2.
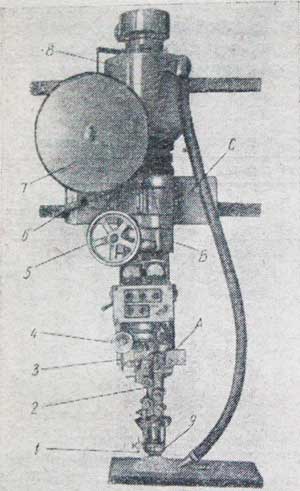
Рис.3 Универсальный сварочный аппарат АБС
1 — указатель; 2 — мундштук; 5 —механизм подачи; 4 -корректор; 5 — маховичок вертикального подъема; 6 — рукоятка фрикциона; 7 — кассета со сварочной проволокой; 8 — флюсоаппарат; 9 — направляющая воронка
Особенно широко распространены одноэлектродные сварочные тракторы — легкие самоходные тележки, перемещающиеся непосредственно по свариваемому изделию.
Универсальный сварочный трактор ТС-17-Р
Этот аппарат предназначен для сварки под флюсом прямолинейных и круговых швов стыковых, угловых и нахлесточных соединений.
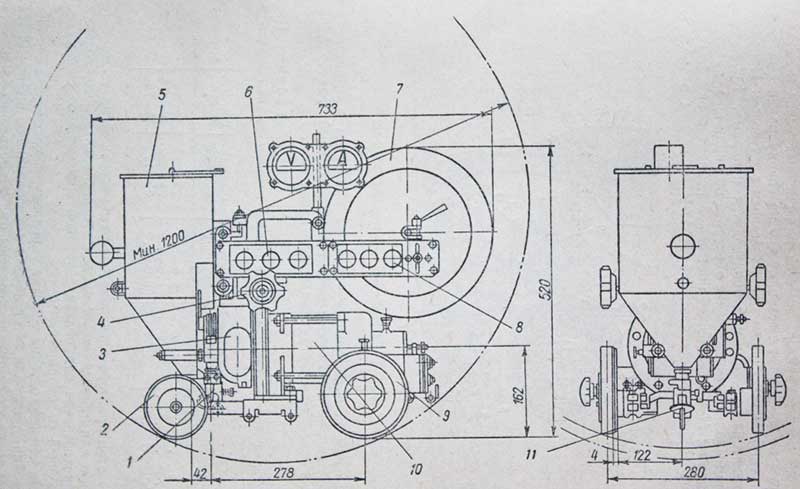
Рис.4 Сварочный трактор ТС-17-Р
Трактор опирается на изделие обрезиненными ведущими бегунками 9 и передними съемными бегунками 2.
Электродвигатель 10 с постоянным числом оборотов приводит в движение механизм вращения бегунков 9 и механизм подачи сварочной проволоки 3.
Оба Механизма с коробками сменных шестерен смонтированы вместе с электромотором в одном общем корпусе, имеющем, мундштук 1 для подвода тока к электродной проволоке, бункер 5 для флюса, пульты управления 5 и 8 и кассету 7 со сварочной проволокой.
В комплекте трактора имеется ряд сменных узлов и деталей, которые осуществляют настройку его на сварку различных типов соединений вертикальным или наклонным электродом. Направление трактора по линии шва производится копирами. Кроме того, можно выполнить направление электрода по линии шва, пользуясь указателем 11 и механизмом поперечной корректировки 4.
Технические характеристики трактора ТС-17-Р приведены, в таблице.
Технические данные самоходных головок и тракторов для сварки под флюсом.
Двухмоторный трактор АДС-1000-2
Другим широко распространенным аппаратом для автоматической сварки под флюсом является двухмоторный трактор АДС-1000-2 (рис. 5) .
В этом тракторе электромотор, расположенный на тележке 1, служит для привода механизма двигателя, а электромотор головки 13 — предназначен для подачи сварочной проёолоки со скоростью, зависящей от напряжения дуги.
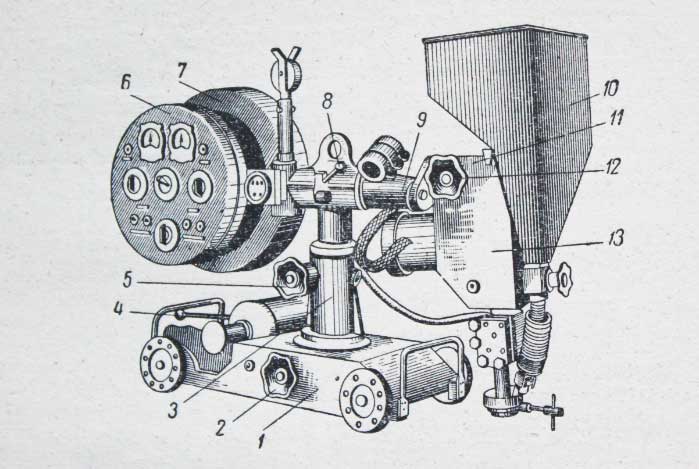
Рис. 5 Сварочный трактор АДС-1000-2
На четырехколесной тележке укреплена на поперечном суппорте стойка 3, которая несет на себе горизонтальную штангу 9. На левом конце этой штанги укреплены пульт управления 6 и кассета с проволокой 7, а на правом— сварочная головка 13 и бункер с флюсом 10.
Штанга может поворачиваться как около своей оси, так и относительно оси стойки. Сварочная головка может также изменять свое положение, так как она укреплена на штанге при помощи шарнира, фиксируемого зубчатыми полумуфтами.
Таким образом, можно придавать электроду при сварке различные положения в пространстве, фиксируй головку рукоятками 8, II и маховичком 5.
Для вертикального перемещения головки служит рукоятка 12.
Перемещение стойки по направлению, перпендикулярному к линии движения трактора, осуществляется маховичком 2.
Рукоятка 4 служит для выключения фрикционного сцепления передачи от мотора к ведущим бегункам трактора.
Достоинства автоматической сварки под флюсом
- широкий спектр возможного применения: сварка тонких и толстых пластин, сварка слаболегированных, легированных и нержавеющих сталей, наплавка и ремонтные работы;
- высокая скорость сварки достигается благодаря использованию высоких сварочных токов;
- высокоэффективное сплавление существенно снижает или исключает необходимость в дополнительной обработке;
- меньшая стоимость работ, так как расход сварочных материалов ниже, чем при использовании других методов сварки;
- низкий уровень сварочных деформаций;
- качественное формирование и отличный внешний вид сварного шва; превосходная компактность сварных швов;
- высокие механические свойства металла сварного шва;
- горение дуги во время сварки происходит под слоем флюса, что позволяет не применять индивидуальные средства защиты и снизить затраты на вентиляцию;
- отсутствие дымовыделения обеспечивает оператору большой комфорт и позволяет сэкономить на оборудовании для отвода и утилизации выделяющегося при сварке дыма.
Недостатки автоматической сварки под флюсом
- Определенные затраты связанные с производством, подготовкой, хранением вспомогательных материалов, в данном случае флюсов.
- Достаточно сложно установить дугу в правильном положении относительно краев соединяемых изделий.
- Оператор при сварочном процессе подвергается неблагоприятному воздействию.
- Ограничение пространства во время выполнения работ. Но эта проблема решается при помощи специального оборудования.
Автоматическая сварка под флюсом — один из основных способов выполнения сварочных работ в промышленности и строительстве. Обладая рядом важных преимуществ, она существенно изменила технологию изготовления сварных конструкций, таких как металлоконструкции, трубы большого диаметра, котлы, корпуса судов.
Автоматическая сварка под слоем флюса: плюсы и минусы
 Российский инженер Николай Гаврилович Славянов в 1888 году впервые в мире применил метод дуговой сварки с помощью металлического электрода под слоем флюса.
Российский инженер Николай Гаврилович Славянов в 1888 году впервые в мире применил метод дуговой сварки с помощью металлического электрода под слоем флюса.
Металлический электрод плавился в процессе работы, поэтому Славянов назвал свой метод «электрическая отливка металлов».
В 1927 году советский учёный Дмитрий Антонович Дульчевский усовершенствовал метод, который в дальнейшем получил название автоматическая дуговая сварка под слоем флюса.
- Автоматическая сварка под флюсом
- Преимущества сварки с помощью закрытой дуги
- Виды флюсов
- Электродная проволока
- Режимы автоматической сварки
- Недостатки метода
Автоматическая сварка под флюсом
 Суть процесса состоит в следующем. Между свариваемым изделием и концом сварочной проволоки горит электрическая дуга. Сварочная проволока плавится. По мере расплавления к месту сварки подаются новые порции сварочной проволоки. Проволока поступает в зону сварки либо с помощью специального механизма, и в этом случае мы имеем дело с автоматической сваркой. Либо вручную, и в этом случае сварка будет полуавтоматическая.
Суть процесса состоит в следующем. Между свариваемым изделием и концом сварочной проволоки горит электрическая дуга. Сварочная проволока плавится. По мере расплавления к месту сварки подаются новые порции сварочной проволоки. Проволока поступает в зону сварки либо с помощью специального механизма, и в этом случае мы имеем дело с автоматической сваркой. Либо вручную, и в этом случае сварка будет полуавтоматическая.
Сама электрическая дуга закрыта слоем флюса и горит внутри газового облака, которое образуется в результате плавления этого флюса. Как следствие нет поражающего фактора для глаз, как во время обычной сварки.
Свариваемый металл и флюс под воздействие дуги плавятся. При этом расплавленный флюс образует защитную жидкую плёнку, которая препятствует соприкосновению свариваемого металла с кислородом окружающего воздуха. Внутри расплавленного флюса плавится не только свариваемый металл, но и сварочная проволока.
Все эти расплавленные металлы смешиваются в так называемой сварочной ванне (небольшом пространстве образующемся на месте свариваемых деталей, непосредственно под электродом). По мере перемещения электрической дуги дальше, металл в сварочной ванне постепенно охлаждается и становится твёрдым. Так, образуется сварочный шов.
Расплавленный флюс называется шлаком. Этот шлак по мере застывания образует на поверхности сварочного шва шлаковую корку, которая легко удаляется с помощью металлической щётки.
Преимущества сварки с помощью закрытой дуги
Есть несколько плюсов:
 Величина тока. При открытой дуге величина тока не может превышать 600 ампер. В случае превышения этого показателя металл начинает очень сильно разбрызгиваться и получение качественного сварного шва становится невозможным. В случае закрытой дуги величина тока может быть увеличена до 4000 ампер. Что, в свою очередь, приводит к резкому повышению качества сварного шва и значительному увеличению скорости всего процесса в целом.
Величина тока. При открытой дуге величина тока не может превышать 600 ампер. В случае превышения этого показателя металл начинает очень сильно разбрызгиваться и получение качественного сварного шва становится невозможным. В случае закрытой дуги величина тока может быть увеличена до 4000 ампер. Что, в свою очередь, приводит к резкому повышению качества сварного шва и значительному увеличению скорости всего процесса в целом.- Мощность дуги. Закрытая дуга имеет более высокую мощность. Как следствие, свариваемый металл расплавляется на большую глубину в процессе сварки. Это, в свою очередь, позволяет не делать разделку кромок под сварку (один из этапов предварительной подготовки). Открытая дуга относительно маломощна и без предварительной разделки кромок хороший сварочный шов получить невозможно.
- Производительность. Под этим термином понимают метраж шва, за час работы дуги. Применение флюса повышает производительность сварочного процесса в 10 раз, по сравнению с традиционной сваркой.
- Газовый пузырь. Формирование из расплавленного флюса защитного газового пузыря приводит к целому ряду положительных результатов. Значительно сокращаются потери расплавленного металла в результате разбрызгивания и угара. Что, в свою очередь, приводит к более экономному расходованию электродной проволоки. При этом сокращаются общие расходы электроэнергии.
Виды флюсов
Флюсы выполняют целый ряд очень важных функций в процессе сварки:
- Изолирование сварочной ванны от кислорода атмосферы.
- Стабилизация дугового разряда.
- Химическое реагирование с расплавленными металлами.
- Легирование (улучшение свойств) сварного шва.
- Формирование сварочного шва.
 Для сварки низколегированных, легированных и высоколегированных сталей, а также для цветных металлов и сплавов применяют разные виды флюсов. В зависимости от состава различают высококремнистые флюсы, марганцевые, низкокремнистые и безмарганцевые. Особую группу составляют так называемые бескислородные флюсы.
Для сварки низколегированных, легированных и высоколегированных сталей, а также для цветных металлов и сплавов применяют разные виды флюсов. В зависимости от состава различают высококремнистые флюсы, марганцевые, низкокремнистые и безмарганцевые. Особую группу составляют так называемые бескислородные флюсы.
По степени легированности металла различают флюсы нейтральные — они практически не легируют металл шва. Слаболегирующие или плавленные. Легирующие или керамические. По способу изготовления флюсы, в свою очередь, делятся на плавленные, керамические и механические смеси.
В зависимости от химического строения различают:
- Солевые. Содержат в своём составе преимущественно фториды и хлориды металлов. Применяются для сварки цветных металлов.
- Оксидные. В составе превалируют оксиды металлов с небольшим содержанием фторидов. Используются для сварки низколегированных сталей.
- Смешанные. Представляют собою смесь оксидных и солевых флюсов. Применяются для сварки высоколегированных сталей.
Электродная проволока
 Очень влияет на качество сварного шва. Она устанавливает его механические параметры. Электродную проволоку изготавливают из трёх видов стали: из легированной, низкоуглеродистой, высоколегированной. Диаметры проволоки варьируются в зависимости от предназначения, от 0.2 до 15 мм. Обычно такая проволока поставляется в стандартизированных 80 метровых бухтах или в кассетах.
Очень влияет на качество сварного шва. Она устанавливает его механические параметры. Электродную проволоку изготавливают из трёх видов стали: из легированной, низкоуглеродистой, высоколегированной. Диаметры проволоки варьируются в зависимости от предназначения, от 0.2 до 15 мм. Обычно такая проволока поставляется в стандартизированных 80 метровых бухтах или в кассетах.
Следует отметить, что в процессе долгого хранения на складе проволока может покрываться слоем ржавчины. Поэтому перед использованием необходимо обработать места, покрытые ржавчиной, керосином или специальной жидкостью для удаления окислов металла.
Режимы автоматической сварки
 При выборе режима учитывают сразу несколько факторов. К этим факторам относится толщина сварочных кромок, размеры будущего шва и его геометрическая форма, глубина плавления метала в зоне сварки.
При выборе режима учитывают сразу несколько факторов. К этим факторам относится толщина сварочных кромок, размеры будущего шва и его геометрическая форма, глубина плавления метала в зоне сварки.
В зависимости от свариваемой толщины выбирают соответствующий диаметр электродной проволоки. Диаметр электрода определяет величину силы тока. В результате определяется скорость подачи электрода в область сварки и соответственно скорость самой сварки.
Для сварки под флюсом применяется проволока непрерывного сечения. Диаметр от 1 до 7 мм. Сила тока может быть в пределах 150−2500 ампер. Напряжение дуги составляет 20−55 Вт.
- Сила тока и напряжение электрической дуги. Увеличение силы тока автоматически приводит к возрастанию тепловой мощности и повышению давления сварочной дуги. Это приводит к увеличению глубины проплавления, но при этом практически не влияет на ширину сварочного шва.
- Увеличение напряжения дуги, в свою очередь, приводит к повышению степени подвижности дуги и увеличению доли тепловой энергии, расходуемой на расплавление сварочного флюса. При этом увеличивается ширина сварного шва, а его глубина не меняется.
- Диаметр электродной проволоки и скорость сварки. Если величину тока не менять, а диаметр проволоки при этом увеличивать, то это приведёт к увеличению подвижности сварочной дуги. Как следствие ширина сварочного шва увеличится, а глубина расплавления металла уменьшится. При увеличении скорости сварки уменьшается глубина расплавления металлов и ширина сварочного шва. Это происходит вследствие того, что при более высокой скорости металл проплавляется в меньших объёмах, чем при низкой скорости сварочного процесса
- Сварочный ток и его полярность. Вид сварочного тока и его полярность очень сильно влияют на размеры и форму сварочного шва, в силу того, что количество тепла, возникающее на аноде и катоде сварочной дуги, сильно изменяется. При постоянном токе прямой полярности глубина расплавления уменьшается на 45−55%. Поэтому, если необходимо получить шов небольшой ширины, но с глубоким проплавлением металла, то для этого необходимо применять постоянный сварочный ток обратной полярности.
- Вынос электродной проволоки. При увеличении выноса электрода повышается скорость её прогрева и скорость плавления. В результате за счёт электродного металла увеличивается объём сварочной ванны, что, в свою очередь, препятствует расплавлению свариваемого металла. Следствием этого процесса является уменьшение глубины проплавления металла.
- Угол наклона электрода. Расположение электрода углом вперёд приводит к тому, что расплавленный металл начинает подтекать в зону сварки. Как следствие, глубина расплавления уменьшается, а ширина шва, наоборот, увеличивается. Расположение электрода углом назад приводит к тому, что расплавленный металл вытесняется из зоны сварки в результате воздействия электрической дуги. Это приводит к тому, что глубина расплавления увеличивается, а ширина шва уменьшается.
Недостатки метода
Одним из главных недостатком этого метода является высокая текучесть расплавленного флюса и металла в сварочной ванне. В результате сваривать этим методом можно только поверхности, находящиеся либо в строго горизонтальном положении, либо отклоняющиеся от горизонта на 10−15 градусов.
Технология автоматической сварки под флюсом — где и как применяется

Каждый мастер сварочных работ знает, как кислородная среда воздействует на шов — не самым положительным образом. Попадая в область основного металла, достигшую точки плавления, он окисляет сплошной металл и различные сплавы.
Способы избавиться от этой проблемы есть. Можно обработать металл антиокислительными веществами, а можно использовать вспомогательные материалы, например, флюсы.
Использование флюса в сочетании с автоматическим оборудованием — основной метод сварщиков. Благодаря «этой паре» швы получаются ровными и устойчивыми к окислительной коррозии.
Флюс помогает в сварке даже «сложных» металлов, например, цветных или нержавейки. Автоматическое оборудование не требует от мастера больших усилий, а сам флюс обеспечивает защиту соединения.
В этой статье мы поделимся техникой автоматической сварки под флюсом, опишем, что он из себя представляет, а также расскажем о плюсах и минусах этого метода.
- Общая информация
- Где используется?
- Роль
- Виды
- «За» и «Против»
- Технология сварки
- Заключение
Общая информация
Использование вспомогательного материала не сильно изменяет процесс автоматической дуговой сварки. Аппарат создаёт электрическую дугу. Дуга создаёт условия высокого термического напряжения.
Под действием высоких температур металл плавится, так детали соединяются между собой.
Использование автоматических сварочных аппаратов хорошо тем, что большинство процессов не требуют ручных усилий от мастера. Для них есть отдельные станки, каждый из которых рассчитан на своё действие.
Такие машинки могут без вмешательства сварщика подавать электродный материал в зону действия дуги, даже останавливаться при перегреве или завершении шва.
В нашем случае все эти процессы остаются нетронутыми, добавляется только флюс на поверхность свариваемого металла.
Где используется?
Автоматика применяется для разных целей. «Самодостаточное» оборудование сейчас имеет своё место на каждом крупном производстве, где детали изготавливаются большими партиями на конвейерах.
Сборка автомобилей, производство трубопроводных конструкций, балок, кораблестроение и прочие отрасли тяжёлой промышленности процветают благодаря работе автоматических сварочных аппаратов и станков.
Они способны делать плотные и надёжные соединения путем автоматической сварки с флюсом, которые высоко ценятся в данных сферах.

Мы узнали об автоматической сварке. А что представляет из себя сварочный флюс?
Это материал, который защищает как готовое изделие, так и сам металл. Благодаря флюсу нагрев дуги становится устойчивее, а соединение защищается от «вредного» влияния атмосферных газов, особенно кислорода.
Основой это вещества обычно выступают фториды, хлориды или борная кислота в виде гранул, порошка или даже жидкостей. Вещества в составе обязательно должны пропускать электрический ток, и это правило — основа его производства.

Чтобы не испортить процесс и результат сварки, нужно учитывать виды флюсов. Прежде всего, вид, который вы выберете, должен зависеть от свойств свариваемого металла.
Материал, подходящий для сварки нержавейки, может испортить высокоуглеродистую сталь и наоборот. Поэтому перед покупкой лучше посоветуйтесь с мастером или найдите таблицы совместимости.
Чаще всего для автоматической сварки используют плавленый флюс. Он продаётся в виде небольших гранул, считается универсальным для всех типов работ и металлов. Однако, применять его стоит тогда, когда особых требований к качеству и свойствам шва нет.
Если же нужно не просто защитить зону сварки от кислорода, но и получить в итоге правильное соединение, используйте керамический. Он имеет разновидности, среди которых можно найти ту, которая нужна именно для вашего металла.
Также флюсы могут быть активными или пассивными. Сразу отметим, что для автоматической сварки пассивные разновидности не применяются, так как не могут полноценно защитить метал и укрепить соединение.
Активные флюсы кислотные, поэтому их обязательно нужно полностью удалить с поверхности металла по окончании работы, чтобы не было коррозий.
Насчет производителей сварщики часто спорят на форумах и строительных рынках. Некоторые мастера убеждены, что нет лучше, чем у зарубежных компаний. Другие наоборот отстаивают качество отечественных производителей.
На практике же оба варианта имеют место, а их продукция хорошо проявляет себя в работе.
«За» и «Против»

Основной плюс автоматической сварки под флюсом кроется в её названии. Мастеру не обязательно изучать тонкости сварки, чтобы применять этот метод, важно только знать, как подобрать материалы, настроить аппарат.
А отсутствие «человеческих» погрешностей, неправильных движений в процессе гарантирует ровный правильный шов на любом металле.
Но применять такую наплавку всегда не получится. Её использование не даёт возможности сделать верхние швы — только нижние.
Кроме того, детали, которые вы «загружаете» в установку, нужно подогнать с большой точностью, потому что машина настроена наплавлять металл в одной указанной зоне.
Если упустить что-то при стыковке элементов — на выходе будет брак. Перед фиксацией элемента нужно проплавить основу конструкции, зафиксировав ее на горизонтальной плоскости. Соединить металлические детали на весу невозможно.
Основной недостаток автоматической сварки под флюсом — её стоимость. Для применения только в быту покупать её не выгодно. К тому же, эти аппараты часто занимают много места и используют большое количество электроэнергии.
Технология сварки
Как и для любой другой техники, перед автоматической дуговой сваркой под флюсом детали нужно обработать и подготовить. Обработка каждого металла — отдельная история, но для всех существуют и общие правила.
Сначала элементы очищают от остатков пыли и грязи, рассматривают на предмет коррозий, деформаций и неровностей. Потом поверхность металла обрабатывают шлифовальной машиной или простой металлической щеткой с грубыми зубцами.
И лишь после этих этапов можно начинать сам процесс.
Так как сварка будет выполняться автоматически, вам не нужно нагревать дугу, следить за направлением электрода, контролировать, с какой скоростью будет подаваться проволока.
Нужно только подобрать настройки и режим сварки и правильно загрузить флюсовый материал и детали.
Для подобных установок существуют свои типы присадочной проволоки. Её материал обычно должен соответствовать материалу, из которого сделаны обрабатываемые элементы. Бобина с проволокой загружается в углубление механизма, который будет её подавать.
То же касается флюса. Его засыпают (или заливают) в резервуар, из которого он будет подаваться на соединение. Его количество прямо пропорционально толщине металла: если детали широкие, то и флюса нужно много.
Заключение

При высоких температурах флюс плавится, как и металл. Однако, его плавление не скажется на характеристиках шва. Единственное, что он может — улучшить их, обеспечив устойчивость к кислороду и, как следствие, окислению.
Однако, важно удалить остатки вещества, чтобы его кислота не разъедала металл. Остатки загруженного вещества вы сможете использовать еще раз.
Теперь вы знаете больше о дуговой сварке с флюсом. Он применяется не только в автоматических производственных установках, а еще для ручной или полуавтоматической сварки.
Однако, у каждой из них есть свои особенности, правила и меры предосторожности. Мы расскажем об этом в других статьях на нашем сайте. А в комментариях ниже вы можете поделиться своими знаниями по этой теме. Желаем удачи!
