Автоматическая сварка под флюсом ГОСТ 8713 79
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры







































ГОСТ 8713-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ПОД ФЛЮСОМ
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ

Стандартинформ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные типы, конструктивные элементы и размеры
Flux welding. Welded joints.
Maih types design elements and dimensions
ГОСТ
8713-79
Дата введения 01.01.81
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
АФ — автоматическая на весу;
АФф — автоматическая на флюсовой подушке;
АФм — автоматическая на флюсомедной подкладке;
АФо — автоматическая на остающейся подкладке;
АФп — автоматическая на медном ползуне;
АФш — автоматическая с предварительным наложением подварочного шва;
АФк — автоматическая с предварительной подваркой корня шва;
МФ — механизированная на весу;
МФо — механизированная на остающейся подкладке;
МФш -механизированная с предварительным наложением подварочного шва;
МФк — механизированная с предварительной подваркой корня шва.
(Измененная редакция, Изм. № 2).
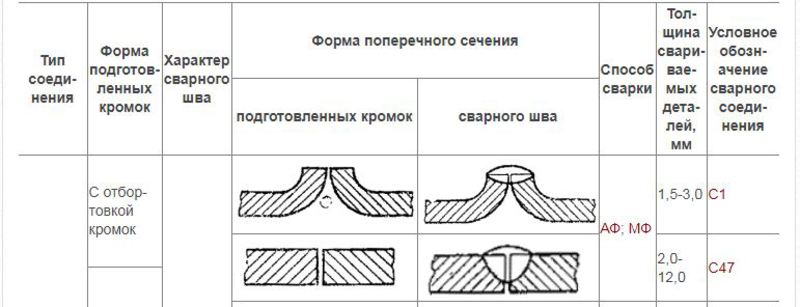
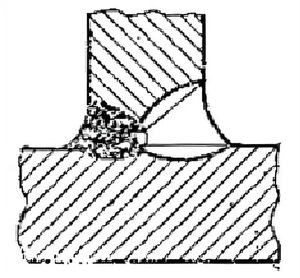
3. Основные типы сварных соединений приведены в табл. 1, сечения предварительно наложенных подварочных швов условно зачернены.
Под флюсом – значит, качественно и надёжно. Метод сварки металла, разработанный академиком Патоном
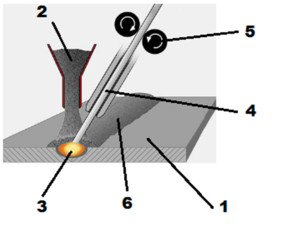
Прямой доступ кислорода в сварочную ванну чреват тем, что шов получится некачественным и просуществует недолго: начнётся окисление, образуются трещины. Чтобы избежать этого, усовершенствовали процесс. Один из способов разработал в институте сварки академик Евгений Патон. Электрическая дуга горит между концом проволоки и соединяемым металлом под слоем флюса, который перекрывает доступ кислорода. Отличие от классической электродуговой сварки только в том, что процесс проходит в защитной среде.
Применяется для всех металлов и сплавов, в том числе для неоднородных. Кроме защиты зоны сварки, флюс выполняет ещё одну функцию: стабилизирует электрическую дугу и раскисляет металл.
Государственное регламентирование технологии, типов соединения, характеристики
ГОСТ 8713-79 классифицирует и маркирует буквенными обозначениями подвиды способа соединения под флюсом:
Сварные соединения – как их определяет государственный стандарт
По ГОСТ 8713-79 сварные швы классифицируются как:
- стыковые;
- угловые;
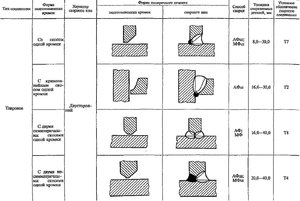
- тавровые;
- нахлёсточные.
В свою очередь, они подразделяются на соединения:
- с отбортовкой кромки;
- без скоса;
- со скосом одной кромки;
- с криволинейным скосом одной кромки;
- с ломаным скосом одной кромки;
- с двумя симметричными скосами одной кромки.
Технология автоматической сварки под флюсом
Подготовительные операции: очистка места соединения от ржавчины, грязи и других посторонних включений металлической щеткой и шлифовальным кругом. Процесс идёт автоматически, оператор задаёт только один из режимов, перечисленных выше.
Флюс насыпают слоем 50-60 мм. Дуга скрыта под массой порошка и горит в его жидкой среде. Этот метод ведётся чаще на токе высокой плотности, поэтому используют автоматы с постоянной скоростью подачи проволоки. Она извлекается из бобины автоматически, как и флюс, который предварительно засыпают в специальный резервуар.
Особенности технологического процесса, материалы
Сварочная дуга горит в облаке газа, образованном плавлением и испарением флюса. Когда она гаснет, расплавленный порошок остывает и образует шлаковую корку. Его засыпают перед дугой слоем шириной 40-80 мм и длиной 40-100 мм. Неиспользованный материал отсасывается обратно в бункер и запускается повторно.
В промышленных масштабах сваривают проволокой или ленточными электродами. В качестве флюсов выступают искусственные силикаты: закись марганца, окиси магния, алюминия, кальция.
Процесс более экономичный, чем ручная электродуговая сварка, потому что коэффициент использования тепла дуги выше. Нет вредного воздействия на зрение и органы дыхания оператора – дуга скрыта под слоем порошка.
Недостаток – отсутствие возможности сваривать вертикальные швы.
Оборудование: принцип действия
Для работы этим методом существует два типа аппаратов:
- Электродная проволока подаётся с постоянной скоростью и не зависит от напряжения на дуге.
- Напряжение на дуге регулируется автоматически, от него зависит скорость подачи электродной проволоки.
На установках с постоянной скоростью сварочный ток подбирают в соответствии со временем подачи гибкого электрода, напряжение – изменением внешней характеристики источника питания.
 Примерная стоимость сварочных аппаратов на Яндекс.маркет
Примерная стоимость сварочных аппаратов на Яндекс.маркет
Настройки остальных параметров процесса – вылета электрода и высоты флюса – одинаковы для обоих типов аппаратов и зависят от конструкционных особенностей самих установок.
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменениями N 1, 2, 3, с Поправкой)
Преимущества сварки флюсом
Появление технологического процесса проведения сварки с применением флюса можно сравнить с революцией в промышленной сфере.
Сначала такую технологию использовали для обработки низкоуглеродистой стали. Сегодня этот порошок применяется для сварки абсолютно любых, даже очень тугоплавких металлов, которые плохо свариваются.
Механизированное оборудование и различные полуавтоматические системы позволяют использовать флюс для различных операций:
- Образование вертикального шва. Наиболее прочной считается сварка листового металла толщиной 20—30 мм.
- Соединение труб. На автоматах изначально сваривали трубы небольшого диаметра. Сегодня, после усовершенствования технологии, стало возможным обрабатывать изделия большого диаметра.
- Получение кольцевого шва. Процесс сварки усложняется удержанием сварочной ванны, одновременно не допуская растекания металла. Эта сварка выполняется на станках, оборудованных ЧПУ (числовым программным управлением). Иногда проводится дополнительная ручная подварка.
Технология двухсторонней автоматической стыковой сварки под слоем флюса
Технология двухсторонней сварки стыковых швов позволяет получить более качественные сварные соединения, даже при плохой сборке свариваемых кромок и даже при их смещении. Такой способ сварки является основным при сварке ответственных металлоконструкций.
Сначала стыковое соединение сваривают автоматом с одной стороны, при этом, глубина проплавления в процессе сварки составляет 60-70% от всей толщины свариваемого металла. Зазор между сварными кромками не должен превышать 1мм. Процесс сварки металлов выполняют на весу. Металлические подкладки и какие-либо уплотнения с оборотной стороны не используют.
В случае, если величина зазора между кромками превышает 1мм и уменьшить её нет возможности, применяются технологические приёмы, препятствующие протеканию расплавленного металла в зазоры. Приёмы эти аналогичны тем, которые применяются при односторонней сварке. Это сварка на металлических подкладках (из меди или стали), на слое флюса или просто выполняют прихватку ручной дуговой сваркой.
Приблизительные режимы двухсторонней стыковой автоматической сварки под флюсом, выполняемой сварочной проволокой диаметром 5-6мм без разделки кромок, можно выбрать по таблице:
| Толщина кромок, мм | Вид шва | Зазор, мм | Сила тока, А | Напряжение дуги, В | Скорость подави проволоки, м/ч | Скорость сварки, м/ч |
| 6 | Основной Подварочный | 0-1,5 | 600 500 | 34-36 | 47 50 | 55,0 43,5 |
| 8 | Основной Подварочный | 0-1,5 | 650 550 | 34-36 | 46 50 | 61,2 40,3 |
| 10 | Основной Подварочный | 0-2,0 | 720 650 | 36-38 | 43 43 | 69,7 60,8 |
| 14 | Основной Подварочный | 0-2,5 | 850 750 | 38-40 36-38 | 34 34 | 87,7 73,5 |
| 20 | Основной Подварочный | 3,0 | 950 900 | 38-40 | 24 24 | 111,0 102,0 |
| 24 | Основной Подварочный | 4,0 | 1050 1050 | 38-40 | 18 19 | 72,8 72,9 |
| 30 | Основной Подварочный | 4,5 | 1150 1150 | 40-42 | 15 16 | 82,4 82,4 |
| 40 | Основной Подварочный | 6,5 | 1200 1200 | 40-42 | 8,5 9,5 | 87,0 87,0 |
| 50 | Основной Подварочный | 9,0 | 1300 1300 | 42-44 | 6,0 7,0 | 98,8 98,8 |
Процесс сварки
Когда детали свариваются с использованием флюса, горение дуги происходит с помощью оригинального гранулированного порошка. Высокая температура вызывает плавление электрода и окружающих его гранул. В результате появляется эластичная плёнка, которая окружает сварочную область.

Плёнка закрывает доступ кислорода к сварочной дуге. Шов получается без трещин и раковин. После остывания флюс обращается в шлак, равномерно закрывающий шов. Когда операция завершена, твёрдая корка удаляется механическим путём. Оставшийся флюс используется для проведения дальнейших операций. Такое «сыпучее одеяло» годится для проведения работ на различном оборудовании.
Виды гранулированного порошка
Для осуществления сварочного процесса, флюс подразделяется на несколько типов. Все зависит от металла, который будет обрабатываться:
- Высоколегированная сталь.
- Цветные сплавы.
- Углеродистая и легированная сталь.
Методика производства также подразделяет этот гранулированный материал на несколько подвидов:
- Керамический.
- Плавленный.
Использование первого вида позволяет получить улучшенный шов. Плавленый флюс отличается своей пемзовидной структурой.
Чтобы получить керамический материал, сначала специальные элементы подвергают мелкому измельчению. Затем смешивают с экструзией, которая помогает получить однородную массу. В нее добавляют жидкое стекло. Такая смесь используется только в том случае, когда требуется провести ещё одно легирование материала сварочного шва.
После спекания исходных веществ, проведения их грануляции, получается плавленый флюс. Гранулы для проведения газовой сварки делятся на несколько подгрупп. Разделение зависит от их химического состава:
- Солевые. В их состав входит большое количество хлоридов, а также небольшое количество фторидов. Гранулы применяются для сваривания активных металлов. Их используют для переплава оставшегося шлака.
- Смешанные. Материал представляет собой смесь солевых гранул с оксидами. Используется для работы с легированными сталями.
- Оксидные. Смесь предназначена для обработки фтористой стали или низколегированного металла. В состав входят окислы металла вкупе с минимальным количеством фтористых соединений.
Важно! Чтобы получить качественный шов, используя автоматическую сварку, необходимо правильно подобрать флюс.
Положительные характеристики
Для осуществления такой технологии сварочный ток подаётся на проволоку через специальный мундштук. Он расположен примерно в 70 мм от края. В этом случае электрод не может перегреться. Для работы можно использовать большой ток. В результате происходит быстрая наплавка, хороший глубокий провар. Очень толстый металл можно сваривать без предварительного раздела кромок.

Когда выполняется автоматическая дуговая сварка, поддерживается постоянная величина шва. Он получается одинаковой формы и имеет однородный химический состав. В результате получается качественное соединение, отличающееся высокой стабильностью. Подобная технология не допускает появления дефектов, связанных с появлением подрезов и сплавлением металла.
Флюс защищает от разбрызгивания. Окружающую поверхность не нужно будет очищать от сварочных брызг.
Сварка флюсом считается высокопроизводительным процессом, при котором значительно экономится электроэнергия, совместно со сварочными материалами. Экономия достигает 30—40%.
Технология односторонней автоматической стыковой сварки под флюсом
Односторонняя сварка применяется при сварке малоответственных металлоконструкций, или в тех случаях, когда нет возможности выполнить двухстороннюю сварку из-за особенностей конструкции.
Особенностями односторонней стыковой сварки являются большое количество жидкого металла, большая глубина проплавления и перегрев сварочной ванны. Всё это может стать причиной вытекания жидкого металла через зазоры и нарушить формирование сварного шва. Для того, чтобы этого не допустить, необходимо выполнить подварку стыка с обратной стороны, закрыв, таким образом, зазор, или закрыть оборотную сторону шва металлической (медной или стальной) подкладкой или же закрыть этот зазор с оборотной стороны слоем флюса.
Существует четыре самых распространённых способа односторонней автоматической сварки стыковых швов, которые позволяют выполнить сварной шов требуемой конфигурации и получить высокое качество сварки. Рассмотрим эти способы подробнее.
Технология автоматической сварки на флюсовой подушке

Варианты такого способа сварки показаны на рисунке спрва. Суть такого вида сварки заключается в том, что под свариваемые детали поз.1 помещают слой флюса поз2, толщина которого составляет 30-50мм. Флюсовая подушка плотно прилегает к свариваемым кромкам и прижимается к ним в результате воздействия собственного веса свариваемых деталей, или посредством резинного шланга, в котором находится воздух. Давление воздуха в шланге зависит от толщины свариваемого металла и составляет 0,05-0,06МПа при сварке тонкого металла и 0,2-0,25МПа при сварке толстого металла.
Слой флюса исключает вытекание жидкого металла через зазор и обеспечивает хорошее формирование сварного шва и высокое качество сварки. Приблизительные режимы автоматической односторонней стыковой сварки, выполняемой на слое флюса, представлены в таблице ниже:
| Сила тока, А | Скорость подачи проволоки, м/ч | Напряжение дуги, В | Скорость сварки, м/ч | ||
| 10 | 3-4 | 700-750 | 62 | 34-36 | 30 |
| 12 | 4-5 | 750-800 | 67 | 36-40 | 27 |
| 14 | 4-5 | 850-900 | 78 | 36-40 | 25 |
| 16 | 5-6 | 900-950 | 84 | 38-42 | 20 |
| 18-20 | 5-6 | 950-1000 | 92 | 40-44 | 15-17 |
Технология автоматической сварки на медной подкладке
Применение технологии автоматической сварки под флюсом на медных подкладках позволяет улучшить теплоотвод от сварных кромок и избежать пережога металла. Кроме того, медная подкладка перекрывает зазор между сварными кромками и не даёт жидкому металлу вытекать сквозь него.
Подкладка плотно прилегает снизу к свариваемым кромкам и прижимается к ним при помощи специальных приспособлений. После окончания процесса сварки металла, медная подкладка легко отделяется от стальных кромок. В случае, когда зазор между свариваемыми деталями превышает 2мм, в медной подкладке делают канавку, которую заполняют сварочным флюсом. При такой технология, на обратной стороне сварных кромок происходит формирование сварного валика. Обычно, ширина медной подкладки составляет 40-60мм, а её толщина определяется толщиной сварных кромок и может быть в пределах 5-30мм.
Существует, также, такой способ сварки разработаны институтом сварки имени Е.О.Патона, при котором по обратной стороне сварных кромок, параллельно движению электрода, передвигается медный башмак, который охлаждается водой. Такая схема представлена на рисунке справа. При такой технологии автоматической сварки, свариваемые детали собирают с зазором 2-3мм и скрепляют их на расстоянии 1,2-1,5м короткими планками, которые прихватывают короткими швами.

У сварочного трактора поз.2 есть нож поз.5, который устанавливается в зазор стыка и прижимающий тягу поз.4 с роликами поз.6 и медных башмаков поз.3 с помощью пружины поз.1, к нижней стороне свариваемых изделий. Башмак перемещается вместе со сварочным трактором и препятствует вытеканию расплавленного металла сквозь зазоры.
Технология автоматической сварки на стальных подкладках
Технология автоматической сварки под флюсом с применением стальных подкладок используется в тех случаях, когда есть конструктивная возможность приваривания подкладок с обратной стороны. Стальная подкладка плотно прижимается к свариваемым деталям снизу и приваривается короткими прихватками при помощи ручной дуговой сварки.
Затем автоматической сваркой проваривают стыковой шов и, вместе с ним, металл стальной подкладки. Ширина такой подкладки составляет 20-60мм, толщина находится в пределах 4-6мм, а длина равна длине сварного шва.
Автоматическая сварка под флюсом при выполнении подварочного валика
Технология автоматической сварки стыковых соединений с выполнением подварочного сварного шва используется в тех случаях, когда необходимо облегчить сборку свариваемых деталей под сварку. Но такой способ не нашёл широкого применения в промышленности из-за того, что большой трудоёмкости этого способа сварки. Кроме того, увеличивается расход материалов, что также не выгодно с экономической точки зрения.
Примерные режимы односторонней стыковой автоматической сварки под флюсом представлены в таблице (для малой толщины свариваемого металла):
Особенности сварки под слоем флюса по ГОСТ 8713-79
 Когда происходит сварочный процесс, из-за кислородной среды поверхность свариваемых деталей начинает окисляться. Чтобы получить качественную сварку некоторых металлов, требуется использовать специальные присадки. С целью защитить сварочную ванночку применяется очищенная проволока. Операция проходит с помощью инертного газа. Действующий ГОСТ 8713–79 регламентирует сварку под флюсом и использование материала для получения качественного шва.
Когда происходит сварочный процесс, из-за кислородной среды поверхность свариваемых деталей начинает окисляться. Чтобы получить качественную сварку некоторых металлов, требуется использовать специальные присадки. С целью защитить сварочную ванночку применяется очищенная проволока. Операция проходит с помощью инертного газа. Действующий ГОСТ 8713–79 регламентирует сварку под флюсом и использование материала для получения качественного шва.
- Преимущества сварки флюсом
- Процесс сварки
- Виды гранулированного порошка
- Положительные характеристики
- Отрицательные стороны
Преимущества сварки флюсом
Появление технологического процесса проведения сварки с применением флюса можно сравнить с революцией в промышленной сфере.
Сначала такую технологию использовали для обработки низкоуглеродистой стали. Сегодня этот порошок применяется для сварки абсолютно любых, даже очень тугоплавких металлов, которые плохо свариваются.
Механизированное оборудование и различные полуавтоматические системы позволяют использовать флюс для различных операций:
 Образование вертикального шва. Наиболее прочной считается сварка листового металла толщиной 20—30 мм.
Образование вертикального шва. Наиболее прочной считается сварка листового металла толщиной 20—30 мм.- Соединение труб. На автоматах изначально сваривали трубы небольшого диаметра. Сегодня, после усовершенствования технологии, стало возможным обрабатывать изделия большого диаметра.
- Получение кольцевого шва. Процесс сварки усложняется удержанием сварочной ванны, одновременно не допуская растекания металла. Эта сварка выполняется на станках, оборудованных ЧПУ (числовым программным управлением). Иногда проводится дополнительная ручная подварка.
Процесс сварки
Когда детали свариваются с использованием флюса, горение дуги происходит с помощью оригинального гранулированного порошка. Высокая температура вызывает плавление электрода и окружающих его гранул. В результате появляется эластичная плёнка, которая окружает сварочную область.
Плёнка закрывает доступ кислорода к сварочной дуге. Шов получается без трещин и раковин. После остывания флюс обращается в шлак, равномерно закрывающий шов. Когда операция завершена, твёрдая корка удаляется механическим путём. Оставшийся флюс используется для проведения дальнейших операций. Такое «сыпучее одеяло» годится для проведения работ на различном оборудовании.
Виды гранулированного порошка
Для осуществления сварочного процесса, флюс подразделяется на несколько типов. Все зависит от металла, который будет обрабатываться:
- Высоколегированная сталь.
- Цветные сплавы.
- Углеродистая и легированная сталь.
Методика производства также подразделяет этот гранулированный материал на несколько подвидов:
- Керамический.
- Плавленный.
 Использование первого вида позволяет получить улучшенный шов. Плавленый флюс отличается своей пемзовидной структурой.
Использование первого вида позволяет получить улучшенный шов. Плавленый флюс отличается своей пемзовидной структурой.
Чтобы получить керамический материал, сначала специальные элементы подвергают мелкому измельчению. Затем смешивают с экструзией, которая помогает получить однородную массу. В нее добавляют жидкое стекло. Такая смесь используется только в том случае, когда требуется провести ещё одно легирование материала сварочного шва.
После спекания исходных веществ, проведения их грануляции, получается плавленый флюс. Гранулы для проведения газовой сварки делятся на несколько подгрупп. Разделение зависит от их химического состава:
 Солевые. В их состав входит большое количество хлоридов, а также небольшое количество фторидов. Гранулы применяются для сваривания активных металлов. Их используют для переплава оставшегося шлака.
Солевые. В их состав входит большое количество хлоридов, а также небольшое количество фторидов. Гранулы применяются для сваривания активных металлов. Их используют для переплава оставшегося шлака.- Смешанные. Материал представляет собой смесь солевых гранул с оксидами. Используется для работы с легированными сталями.
- Оксидные. Смесь предназначена для обработки фтористой стали или низколегированного металла. В состав входят окислы металла вкупе с минимальным количеством фтористых соединений.
Важно! Чтобы получить качественный шов, используя автоматическую сварку, необходимо правильно подобрать флюс.
Положительные характеристики
Для осуществления такой технологии сварочный ток подаётся на проволоку через специальный мундштук. Он расположен примерно в 70 мм от края. В этом случае электрод не может перегреться. Для работы можно использовать большой ток. В результате происходит быстрая наплавка, хороший глубокий провар. Очень толстый металл можно сваривать без предварительного раздела кромок.

Когда выполняется автоматическая дуговая сварка, поддерживается постоянная величина шва. Он получается одинаковой формы и имеет однородный химический состав. В результате получается качественное соединение, отличающееся высокой стабильностью. Подобная технология не допускает появления дефектов, связанных с появлением подрезов и сплавлением металла.
Флюс защищает от разбрызгивания. Окружающую поверхность не нужно будет очищать от сварочных брызг.
Сварка флюсом считается высокопроизводительным процессом, при котором значительно экономится электроэнергия, совместно со сварочными материалами. Экономия достигает 30—40%.
Отрицательные стороны
К сожалению, при всех своих достоинствах автоматическая сварка имеет и ряд недостатков. Прежде всего это большая жидкотекучесть флюса. Сварочную операцию можно осуществлять только внизу. Горизонтальное отклонение от основной плоскости шва должно быть менее 10—15 градусов. Игнорирование такого требования приводит к появлению различных дефектов. Кроме того, сварка флюсом не годится для обработки труб, диаметр которых меньше 150 мм.
Автоматическая сварка под флюсом ГОСТ 8713 79
8 800 200-56-17
Официальный дилер, скидки на объём,
Большой ассортимент, гарантия доставки в срок,
Свои склады в России, энергичный коллектив,
Сплочённая команда «ТеплоСити», — Ваш успех!
- О компании
- Монтажнику
- Услуги
- Сертификаты
- Прайс-лист
- Контакты
- Вакансии
- Спец. предложения
- Новинки
- Распродажа
- Норм. документы
- Клиенты
- Объекты
- Подбор
- Перевод Ду в дюймы
- Калькулятор стандарт
- Перевод единиц давления
- Перевод мощности
- Перевод температуры
Конвертер единиц давления
Конвертер единиц мощности
Перевод Ду в дюймы
| DN (Ду), мм. | Дюймы |
|---|
| Ду (Dn) = 10 | 3/8″ |
| Ду (Dn) = 15 | 0,5″ |
| Ду (Dn) = 20 | 3/4″ |
| Ду (Dn) = 25 | 1″ |
| Ду (Dn) = 32 | 1,25″ |
| Ду (Dn) = 40 | 1,5» |
| Ду (Dn) = 50 | 2″ |
| Ду (Dn) = 65 | 2,5″ |
| Ду (Dn) = 80 | 3″ |
| Ду (Dn) = 90 | 3,5″ |
| Ду (Dn) = 100 | 4″ |
| Ду (Dn) = 125 | 5″ |
| Ду (Dn) = 150 | 6″ |
| Ду (Dn) = 175 | 7″ |
| Ду (Dn) = 200 | 8″ |
| Ду (Dn) = 225 | 9″ |
| Ду (Dn) = 250 | 10″ |
| Ду (Dn) = 275 | 11″ |
| Ду (Dn) = 300 | 12″ |
| Ду (Dn) = 350 | 14″ |
| Ду (Dn) = 400 | 16″ |
| Ду (Dn) = 450 | 18″ |
| Ду (Dn) = 500 | 20″ |
| Ду (Dn) = 550 | 22″ |
| Ду (Dn) = 600 | 24″ |
| Ду (Dn) = 700 | 28″ |
| Ду (Dn) = 800 | 32″ |
| Ду (Dn) = 900 | 36″ |
| Ду (Dn) = 1000 | 40″ |
| Ду (Dn) = 1050 | 42″ |
| Ду (Dn) = 1100 | 44″ |
| Ду (Dn) = 1200 | 48″ |
| Ду (Dn) = 1300 | 52″ |
| Ду (Dn) = 1400 | 56″ |
| Ду (Dn) = 1500 | 60″ |
| Ду (Dn) = 1600 | 64″ |
| Ду (Dn) = 1700 | 68″ |
| Ду (Dn) = 1800 | 72″ |
| Ду (Dn) = 1900 | 76″ |
| Ду (Dn) = 2000 | 80″ |
| Ду (Dn) = 2200 | 88″ |
- Водоснабжения
- Пароснабжения
- Пищевой промышленности
- Теплоснабжения
- Газоснабжения и Нефтехимии
Производители оборудования








































 |
Шаровые краны, задвижки и поворотные затворы: Naval, Genebre, KMC от компании «ТеплоСити» » Библиотека » ГОСТы по метизам » Гост 8713-79 — Сварка под флюсом. Соединения сварные Основные типы, конструктивные элементы и размеры. |  |
ГОСТ 8713-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Сварка под флюсом.
Соединения сварные
Основные типы, конструктивные элементы и размеры
Издательство стандартов
москва
Межгосударственный стандарт
Сварка под флюсом.
Соединения сварные
Основные типы, конструктивные элементы и размеры
Flux welding. Welded joints. Maih types design
elements and dimensions
Скачать полный текст документа: gost-8713-79.pdf
Гост
8713-79
Дата введения 01.01.81
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
АФ — автоматическая на весу;
АФф — автоматическая на флюсовой подушке;
АФм — автоматическая на флюсомедной подкладке;
АФо — автоматическая на остающейся подкладке;
АФп — автоматическая на медном ползуне;
АФш — автоматическая с предварительным наложением подварочного шва;
АФк — автоматическая с предварительной подваркой корня шва;
МФ — механизированная на весу;
МФо — механизированная на остающейся подкладке;
МФш -механизированная с предварительным наложением подварочного шва;
МФк — механизированная с предварительной подваркой корня шва.
(Измененная редакция, Изм. № 2).
3. Основные типы сварных соединений приведены в табл. 1, сечения предварительно наложенных подварочных швов условно зачернены.
