Чем обезжирить полипропиленовые трубы перед сваркой?
Технология пайки полипропиленовых труб
Автор: Игорь
Дата: 31.07.2017
- Статья
- Фото
- Видео
Трубные изделия из полипропилена имеют ряд преимуществ. Они позволяют сформировать прочное соединение. При большинстве работ по монтажу водопроводных систем предпочтение отдается именному данному типу изделий. Срок эксплуатации материалов составляет порядка 50 лет. По некоторым параметрам полипропилен уступает металлическим изделиям. Особенно это касается прочности, но трубные материалы из полипропилена быстрее и проще спаять, чем изделия из металла. Не отличается сложностью технология пайки полипропиленовых труб. При ее правильном соблюдении удается получить долговечное и прочное соединение.

Пайка ПП труб своими руками
Типы труб из полипропилена 
Срок службы изделий зависит от температуры среды и давления, создаваемого в них. При правильном выборе типа материала удается существенно продлить его эксплуатационные возможности.
Выделяют 4 разновидности трубных материалов, имеющих разные характеристики в зависимости от температуры их эксплуатации.
Тип изделия и соответствующая ему маркировка
Рабочее давление, МПа
Материалы марки PN10 относятся к изделиям, предназначенным для холодного водоснабжения. Они не способны выдерживать высокую температуру среды. Второй тип с маркировкой PN16 относится к изделиям смешанного типа и предназначен для холодного и горячего водоснабжения, но с ограничением температуры эксплуатации. PN20 и PN25 являются материалами, предназначенными для горячего водоснабжения. Такие трубопроводы способны выдерживать действие высоких температур, а изделия под маркировкой PN25 дополнительно армированы металлом, что увеличивает их срок службы и способность выдерживать большое давление и температурный режим.
Необходимое оборудование
Технология сварки полипропиленовых труб подразумевает использование конкретного набора инструментов. Он включает в себя:
- сварочный агрегат с насадками (паяльник), работающий в ручном, полуавтоматическом или автоматическом режиме;
- ножницы для резки полипропилена;
- линейка;
- нож;
- напильник;
- обезжиривающий раствор;
- ветошь;
- рулетка;
- уголок;
- маркер;
- шейвер, если проводится сварка армированных полипропиленовых труб.

Основное оборудование для пайки ПП труб
Паяльник приобретается в специализированном магазине, но в целях экономии его можно изготовить самостоятельно в домашних условиях. Для этого понадобится ненужный утюг, подошва которого будет служить основой паяльного аппарата. На подошву устанавливаются насадки, с помощью которых создастся возможность работы с материалами различных диаметров. Диаметр насадок в тех случаях, когда проводится сварка полипропиленовых труб своими руками, колеблется в диапазоне от 14 до 62 мм.
После сбора оборудования, с помощью которого проводится сварка труб из полипропилена, необходимо выполнить подготовительные работы.
Подготовка к пайке
Подготовительные мероприятия начинаются с установки паяльника и выбора нужных насадок. Сварочный аппарат надежно фиксируется на рабочем месте. Для него подбирается требуемая насадка, крепящаяся на нем при помощи специальных ключей.
Необходимо обращать внимание на внешний температурный режим. Чем теплее в помещении, в котором проводится сварка пп труб, тем быстрее пройдет процесс и меньше понадобится времени на сваривание изделий.
Особое значение имеет температура пайки полипропиленовых труб. От правильной установки режима зависит качество всего процесса. Паяльник необходимо настроить на 260 С. При таком температурном режиме проводится пайка. После включения паяльника не стоит сразу приступать к свариванию материалов. Необходимо подождать 15 минут прежде, чем паяльный аппарат хорошо прогреется.
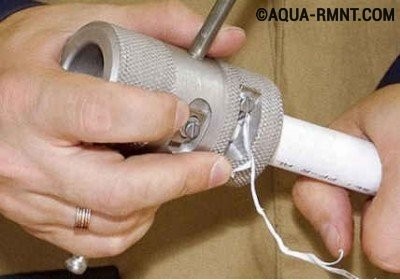
Помимо подготовки паяльника, требуется подготовка трубных изделий. На первом этапе труборезом делается срез изделия под углом 90 .

Резка ПП трубы перед пайкой
Сварочное место понадобится обезжирить. Возникает вопрос: чем обезжирить полипропиленовую трубу перед пайкой? Используется либо спиртовой раствор, либо обычный мыльный. После обработки необходимо тщательно просушить стыковочные места.

Надевание заготовок на сварочных аппарат
Для материалов под маркировкой PN25 подготовка не ограничивается нарезкой и обработкой обезжиривающим составом. Сварка полипропиленовых труб, армированных стекловолокном, не требует предварительного снятия с них слоя стекловолокна специальным устройством. Сваривание проводится в общем порядке.
Часто имеет место пайка полипропиленовых труб в труднодоступных местах. Для упрощения процесса необходимо разделить трубный материал на части, отдельно выполнить монтаж неудобного участка, установить его на место и лишь в конце приступить к монтажу простых элементов.
Сварка полипропиленовых труб в неудобных местах проводится с участием нескольких мастеров.»
Технология пайки
Технология пайки полипропиленовых труб зависит от выбранного способа. На практике применяются методы пайки:
- стыковая;
- муфтовая;
- раструбная.
Когда применяется стыковая сварка полипропиленовых труб, изделия нарезаются на части необходимой длины, а их торцы тщательно зачищаются. Место соединения материалов прогревают сварочным зеркалом, после чего они соединяются друг с другом. Качественным считается результат, при котором получившийся сварочный шов имеет такую же прочность, что и сами трубные изделия. Стыковой метод оправдывает себя, когда проводится сварка полипропиленовых труб большого диаметра.
Муфтовый метод подразумевает использование специальной муфты, вводимой между соединяемыми элементами. Нюанс процесса заключается в нагревании только самих элементов соединения без прогревания магистральных участков.
Раструбная сварка полипропиленовых труб заключается в применении насадок с разным сечением. Изделия предварительно нарезаются под прямым углом, их торцы зачищаются и вставляются в насадку с требуемым сечением. Происходит их нагревание, плавление и соединение. После соединения изделий нельзя их проворачивать.
Предусмотрены общие правила пайки полипропиленовых труб. Они включают в себя:
- установку изделий на насадки нужного диаметра: труба фиксируется в гильзе до ограничителя, а фитинг – на дорн;
- выдерживание необходимого времени (временной интервал содержит таблица сварки полипропиленовых труб);
- разогретые элементы снимаются с паяльника и быстро соединяются без прокручивания и изгибания;
- охлаждение материалов без лишних манипуляций с ними.
После окончательного остывания материалов их необходимо проверить на герметичность. Для этого надо продуть изделия и пропустить через них воду.
Можно посмотреть время пайки полипропиленовых труб в таблице.
Особенности работы с армированными трубами
Предусмотрена для армированных изделий инструкция сварки полипропиленовых труб, включающая в себя главное правило:
Перед тем, как проводится пайка полипропиленовых труб, инструкция указывает на необходимость снятия с них армированного слоя до слоя полипропилена.»
Правило особенно касается изделий, армированных алюминием. Необходимость заключается в том, что верхний алюминиевый слой препятствует достаточному прогреванию внутреннего слоя полипропилена. Из-за дополнительного слоя диаметр материала получается больше стандартного, и изделие не сможет пройти в муфту и соединительный элемент. Для срезания слоя трубный отрезок вставляется в специальное устройство – шейвер. При проворачивании материала шейвер за счет своих острых лезвий аккуратно срезает верхний армированный слой, не нарушая внутренний слой, состоящий из полипропилена.
В некоторых изделиях армированный слой находится внутри трубы и покрыт слоем полипропилена. Требуется обязательная зачистка торцов торцевателем. Без проведения указанного мероприятия пайка пп труб приведет к нарушению герметичности соединения, в результате на изделии появятся волдыри.
В заключение
Правильно соблюденная технология пайки полипропиленовых труб позволяет начать эксплуатацию трубопроводов по истечении часа, когда была проведена пайка. При отсутствии опыта рекомендуется выполнить пробное сваривание изделий, остудить их и разрезать с целью удостовериться в правильном соблюдении всех моментов.
Плюс процесса в том, что технология пайки полипропиленовых труб позволяет отрезать участок с дефектами и проводить новую пайку изделий без необходимости переделывать всю конструкцию заново.
Полипропилен,нужен ли спирт.
Господа профессионалы, вопрос таков: нужно ли при пайке полипропилена протирать место соединения спиртом (употребление внутрь-не рассматривается:-)? Меня интересует не так как все делают, а по технологии.
За грамотный ответ-большое спасибо.
Спирт для обезжиривания нужен.
Я пользовался водкой за неимением оного.
По технологии просят обезжиривать, а так не очень обязательно. Посмотрите на официальных сайтах все написано. А вот водкой не нужно, лучше внутрь ее.
Если паять правильно, то наружний слой «скатывается» в колечко.
достаточно протереть тряпкой (вы же новые трубы нигде в масле не валяете), главное чтоб сухие были. и без остатков фольги (для армированных).
Важно не нарушать последовательность технологии, водку применять, точнее принимать, после сборки и опрессовки коммуникаций.
Вот еще ссылка от Tehnik-san » >
Согласно инструкций на ротебергеровские паяльники надо использовать изопропанол.
А зачем протирать трубу, если при засовывании ее в паяльник верхний слой снимается насадкой? У фиттинга аналогично внутренний.
Обезжиривают трубу только от сильной грязи, чтобы она не оставалась на паяльной насадке и не загрязняла сварочный шов.
В инструкции я прочитал только о протирке чистой тряпкой, про спирт впервые слышу.
@Sergey_G.
Ну, тут все просто. Чтобы иметь 100 % -ую уверенность, что все обезжирено, т.е. никаких жировых и мелких грязевых включений в свариваемом полипропилене.
Армированную трубу после зачистки тоже протирать надо? Бензином вместо спирта можно пользоваться?
AlexR78 написал :
Бензином вместо спирта можно пользоваться?
Зачем? Написано протереть сухой тряпкой. А в бензине намешано чего попало, и ещё в мире есть масса жидкостей которыми ни кто не пробовал обезжиривать ПП трубу, что-же будем всё подряд пробовать?
Нужно соблюдать инструкции.
tvmaster написал :
Обезжиривают трубу только от сильной грязи, чтобы она не оставалась на паяльной насадке и не загрязняла сварочный шов.
В инструкции я прочитал только о протирке чистой тряпкой, про спирт впервые слышу.
Я тоже так считаю. Тем более что спирт не растворяет масла. Можете проверить .
Сильно грязные концы труб проще срезать, если труба еще не установлена.
При работе постоянно использую карадаш, для пометок на трубе. Так вот если такая пометка осталась в зоне сварки то после засовывания в паяльник хорошо видно как она сошла и осталась в сварном буртике, так что спирт — это лишнее, ну а тряпочка от пыли и т.д. — святое дело.
Любой пластик со временем окисляется. Самый простой вариант снятия оксидного слоя с помощью мелкоабразивной шкурки (нулевки) и обязательно снятия наружной фаски трубы. Спирт оксидный слой не снимает.
Я спиртом обезжириваю (медицинским).
А у нас вместо тряпочек рулон туалетной бумаги.
dmitriev01 написал :
нужно ли при пайке полипропилена протирать место соединения спиртом
Если не хотите тратить деньги на замену нагревательных носадок — лучше протирать(обезжиривать).
Протираю трубу и фитинги «палёной» водкой 
BOGA написал :
Протираю трубу и фитинги «палёной» водкой
Источник в сертификации или МВД имеете?
В ней кроме спирта такого разного ещё может быть намешано. В том числе различные производные ацетона и другие спирты помимо этилового. Помню как-то у приятеля шланги омывателя в машине растворились за зиму.
DiVO написал :
В том числе различные производные ацетона
А что.  . ацетон тоже прекрасный обезжирователь
. ацетон тоже прекрасный обезжирователь
Да просто покупаю самую дешовую чекушку. -она прекрасно «прячется» в чемоданчик с паяльником под пластиковый вкладыш. и два колечека энергофлекса на неё — чтоб не гремела
нужно ли при пайке полипропилена протирать место соединения спиртом?
Думаю ,что обезжириватель , который применяется при покраске автомобилей, для этой
цели идеально подойдет. Какое-то время сам такой ерундой заморачивался, а потом
взял бумаги туалетной рулон. Она чистая всегда. Вытер и выбросил. А тряпочку в карман то спрячешь, то достанешь- время идет, положишь под рукой- так обязательно во что-нибудь.
BOGA написал :
Да просто покупаю самую дешовую чекушку. -она прекрасно «прячется» в чемоданчик с паяльником под пластиковый вкладыш. и два колечека энергофлекса на неё — чтоб не гремела

 надеюсь, заказчики правильно поймут.
надеюсь, заказчики правильно поймут.
 мужчины, хватит заморачиваться!
мужчины, хватит заморачиваться!
теоретики. кто спаял хотя бы пару десятков соединений таким вопросом не задастся.
(у меня ни одно соединение ПП не потекло по причине не обезжиривания. )
7 ошибок пайки полипропиленовых труб с плачевными последствиями
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Как работать с полипропиленовыми трубами: всё про особенности проведения монтажных работ

Самостоятельная прокладка отопительных и водопроводных магистралей под силу не каждому. Но даже тем, у кого руки «растут откуда надо» не обойтись без теоретических знаний. Особенно это касается сложных процессов. Одним из таковых является монтаж полипропиленовых труб своими руками. Основная сложность заключается в сварке полипропиленовых изделий. От качества проведенных работ зависит надежность и долговечность магистрали. Сами трубы имеют высокую степень прочности. Поэтому неполадки с магистралью случаются только в связи с нарушением технологии сварки. Что из себя эта технология представляет сегодня мы и будем освещать.
Разновидности полипропиленовых труб и фитингов
Полипропиленовые трубы бывают неармированными и армированными. Первые из-за большого теплового удлинения применяются только для холодного водопровода. Армированные – могут быть использованы в системах подачи горячей воды, «теплый пол» и отопительных магистралях.
Для работы по монтажу трубопровода могут понадобиться:
- трубы, их диаметр варьируется от 20 мм до 160 мм;
- отводы 45° или 90°, необходимы для поворота трубопровода в нужном направлении;
- муфты, соединяют трубы между собой;
- тройники, служат для разветвления трубопровода в трех направлениях;
- крестовины, разветвляют трубопровод в четырех направлениях;
- переходники, для соединения труб разного диаметра;
- разъемные соединители, краны;
- втулки, заглушки;
- клипсы, для монтажа трубопровода.
Более подробно про виды труб вы можете узнать из видео:
Детальное описание сварочного процесса
Чтобы освоить процесс монтажа полипропиленовых труб необходимо изучить технологию сварки. Инструменты, необходимые для работы: маркер; измерительный инструмент; прецизионные ножницы, автоножницы или труборез; для армированных изделий шейвер; сварочный инструмент.
Как правильно подготовить полипропиленовую трубу?
При помощи рулетки отмеряют требуемый отрезок трубы. Маркером либо карандашом делают метку на изделии. По оставленной отметке делают разрез. В процессе резки, труба должна располагаться под прямым углом к лезвиям ножниц. Если нужно отрезать короткий кусок трубы располагайте ее так, чтобы справа от инструмента находился тот участок трубы что длиннее. Так вы избежите ее деформации.
Если используются полипропиленовые трубы с армированием, то перед началом работ по сварке нужно зачистить слой алюминия в месте соединения деталей. В противном случае при соприкосновении с водой он будет подвергаться коррозии, что со временем приведет к дефектам соединения, что в свою очередь спровоцирует течь.
Зачистка производится шейвером. Ее глубина на пол сантиметра больше раструба используемого фитинга. Важным условием для качественной сварки труб является их обезжиривание в местах соединения. Хорошо справляются с этим процессом спиртовые салфетки. Для обезжиривания полипропиленовых труб нельзя использовать бензин и растворители.

Чтобы срез трубы был ровным ее нужно располагать под прямым углом к лезвиям режущего инструмента. Для прочного соединения перед сваркой срез трубы нужно обезжирить
Если перед монтажом трубопровода не произвести зачистку алюминиевого слоя армированной трубы, со временем такое соединение подвергнется коррозии и нарушится его целостность

Фитинг перед сваркой также обезжиривается. На трубе делается отметка глубины сварки. Это поможет контролировать глубину вхождение трубы в фитинг
На трубе нужно сделать отметку, примерив к ней фитинг. Так вы будете четко знать глубину сварки.
Советы по подготовке сварочного инструмента
Сварочный прибор должен стоят на ровной устойчивой поверхности. В процессе задействуют две насадки: гильзу и дорн. Первая используется для трубы, вторая – для фитинга. Их подбирают с учетом размера труб. Перед тем как надеть детали, их желательно тоже обезжирить.
Внимание! Надевать насадки на сварочный аппарат следует только при выключенном приборе.
Изготавливают насадки из тефлона, при нагревании которого не происходит прилипание полипропилена к поверхности. Надев насадки, включают аппарат. Когда индикатор на корпусе прибора потухнет можно приступать к сварке.
Технология сварки полипропиленовых труб
Если работы выполняются впервые, желательно потренироваться на небольшом отрезке трубы. Так как придется иметь дело с высокими температурами лучше воспользоваться строительными перчатками. Они помогут защитить руки от ожогов.
Совет. После достижения прибором нужной температуры, перед началом процесса нужно подождать 5 минут. И только потом приступать к сварке.
Держа трубу в одной руке, а фитинг в другой одновременно надеваю их на разогретые насадки. При этом нужно приложить небольшое усилие, но следить, чтобы не оплавить трубу дальше отметки. Время, за которое произойдет необходимый нагрев деталей, рассчитывается по таблице. Считать начинают после того как детали будут полностью насажены на аппарат.
Как только время закончится, детали снимают с прибора и трубу вставляют в фитинг до отметки. После этого нужно выждать несколько секунд, а затем не производить никакого воздействия на сплав до полного остывания. В процессе нагрева и соединения деталей не рекомендуется смещение их по оси.

Надвигая фитинг и трубу на насадки необходимо приложить небольшое усилие. При этом нужно следить, чтобы детали не прогрелись глубже, чем надо

В процессе работы с полипропиленовыми трубами следует соблюдать время нагревания, соединения и остывания элементов. От этого зависит качество и долговечность трубопровода
Проконтролировать соединение можно взглянув внутрь. Образование «наплывов» считается браком, так как они влияют на пропускную способность магистрали. Они могут стать следствием несоблюдения температуры плавления или если труба вставлена в фитинг дальше, чем надо. В любом случае такой дефект влияет на эффективность и срок службы трубопровода.
Внимание. Работы по монтажу полипропиленовых труб нельзя проводить в помещениях, температура воздуха которых ниже 0°.
Если полипропиленовые трубы замуровывают, то до того как монтировать их в стену, нужно сначала собрать весь участок магистрали. И только потом крепить его в штробу.
Соединение полипропиленовой трубы с металлической
Чтобы соединить трубы из различных материалов, например металла и полипропилена, нужно воспользоваться фитингами, которые оснащены металлическими вставками с резьбой. Сначала фитинг приваривается к полипропиленовой трубе, а затем на него накручивается металлическая труба с внутренней резьбой. Для лучшего соединения используется пакля или лен.
Монтаж полипропиленовых труб к поверхности
В процессе прокладки трубопровода возникает необходимость крепления его к поверхности. Это можно выполнить двумя способами:
- обычное крепление к стене;
- заделка труб в штробу.
В обоих вариантах используются специальные клипсы. Они подбираются соответственно размеру труб. К поверхности клипсы крепятся при помощи дюбелей и саморезов.
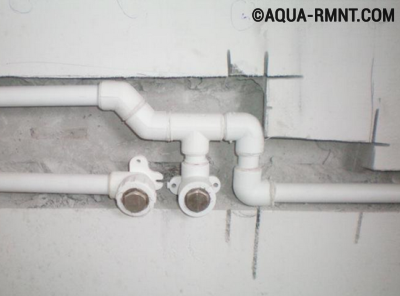
Участок магистрали, который будет замурована в штробу, сначала собирается, привариваются все ее составляющие и только потом монтируется к стене
Существует два варианта крепления труб к стене: жесткий и скользящий. Монтаж водопровода из полипропиленовых труб можно выполнять при помощи жесткого крепления. А вот для отопительных магистралей, в местах компенсации расширения, следует делать скользящее крепление.
Другие монтажные нюансы
Используя полипропиленовые трубы в отопительных магистралях, необходимо знать, как монтировать их к поверхности с учетом температурного расширения. Если работы проводятся при температуре 20°, а максимальное значение транспортируемой жидкости составляет 110°, то каждый метр неармированного трубопровода удлиняется на 12 мм. Поэтому для отопительных магистралей необходимо использовать только армированные изделия. Их расширение составляет 2,4 мм. Тем не менее, при прокладке магистрали его нужно учитывать.
Если трубопровод будет замуровываться, можно воспользоваться специальными кожухами. Благодаря своей мягкой структуре они позволяют снизить напряжение труб. Кроме того кожух снижает теплопотери магистрали. Для компенсации расширения на наружном трубопроводе, устраивают температурные компенсаторы. Они могут быть выполнены в форме петель, П-образные или Z-образные. Так как полипропиленовые трубы не пластичны изгибы выполняют при помощи фитингов.
Изучив теорию по работе с полипропиленовыми трубами, можно приступать к практическому выполнению процесса. Главное строго соблюдать технологию. Если нет полной уверенности в своих силах, лучше пригласить специалиста. Ведь ошибки могут дорого стоить. О качестве проделанных мероприятий можно будет судить после проверки магистрали под напором.
Как паять полипропиленовые трубы
 Задумывая выполнить обустройство нового дома или ремонт труб в имеющемся жилье, многие хозяева предпочитают использовать пластик.
Задумывая выполнить обустройство нового дома или ремонт труб в имеющемся жилье, многие хозяева предпочитают использовать пластик.
Этот материал дешевле и легче металла. В таких случаях умение паять полипропиленовые трубы будет очень полезным. Что же нужно знать при желании вести такие работы?
Какие трубы подходят
Полипропиленовые трубы по своим качественным характеристикам не хуже, а иногда и лучше металлических. Поэтому многие при монтаже отопительной и водопроводной систем или замене труб в квартире устанавливают трубы из полипропилена.
Полипропилен имеет ряд положительных характеристик, среди них:
 легкий вес;
легкий вес;- простой монтаж;
- прочность, по трубам могут транспортироваться любые жидкости;
- низкая цена;
- стойкость к коррозии;
- долговечность;
- не нуждаются в покраске, цвет труб ровный по всей их поверхности;
- бесшумность;
- экологически чистый продукт, препятствуют появлению бактерий и плесени.
Имея такие достоинства, полипропиленовые трубы используются сегодня для горячей и холодной воды. Однако какие из них в каком случае подходят? Чаще всего используют три типа труб из полипропилена:
- PN 10— служат только для холодной воды. Срок эксплуатации 50 лет. Диаметр снаружи колеблется в пределах 20−110 мм, внутри — 16,2−90 мм, стенки толщиной 1,9−10 мм.
- PN 20— используются для холодной и горячей воды. Прослужат до 25 лет. Диаметр снаружи — 16−110 мм, внутри — 10,6−73,2 мм. Стенки толщиной 16−18,4 мм.
- PN 25— внутри выполнено армирование алюминием. По своим свойствам трубы приближены к металлопластику. Срок эксплуатации зависит от температуры носителя и его давления. Диаметр снаружи — 21,2−77,9 мм, внутри — 13,2−50 мм. Стенки толщиной — 4−13,3 мм.
 Трубы бывают разными по цвету. Но цвет не является качественной характеристикой. Исключением являются черные трубы, они лучше защищены от воздействия ультрафиолета.
Трубы бывают разными по цвету. Но цвет не является качественной характеристикой. Исключением являются черные трубы, они лучше защищены от воздействия ультрафиолета.
Покупая полипропиленовые трубы взамен старых, выбирайте такие же по диаметру, какие стояли. Это избавит от проблем стыковки и врезки в существующую систему. Выбрав тот вариант, что устраивает, можно приступать к самим работам.
Что нужно для работ
Во-первых, потребуются инструменты и материалы:
- рулетка или метр;
- маркер или карандаш;
- строительный уровень;
- ножницы для резки труб или ножовка;
- паяльник для пластиковых труб;
- насадки к паяльнику, соответствующие диаметру труб;
- обезжиривающая жидкость и тряпка для протирки перед пайкой;
- острый нож.
Также кроме труб, нужны будут муфты, фитинги и уголки для выполнения соединения.
Для монтажа труб понадобятся паяльник и несколько насадок. Поскольку цена такого инструмента может быть около 4 тысяч рублей, резонно будет решить — покупать паяльник или нет? Это зависит от того, как часто он будет использоваться. Если вы планируете работать им только раз в жизни, то стоит подумать об аренде. Все работы с паяльником можно сделать в течение одного дня. В любом случае перед работой с этим инструментом надо изучить прилагающуюся инструкцию. В ней содержатся подробные указания по применению.
Этапы работы
Любая работа нуждается в предварительной подготовке. Работы по замене или монтажу полипропиленовых труб — не исключение.
- Сначала надо сделать чертеж системы водоснабжения и отопления. На нем лучше указать места всех конструктивных элементов сети (вентили, фильтры, тройники, поворотные уголки).
- Проверить режущие инструменты и наточить их при необходимости.
- Отмерить куски труб необходимой длины и отрезать их. Резать трубу надо круговыми движениями.
- На трубе поставить метку, указывающую глубину плавления.
- Очистить от грязи соединяемые участки, обезжирить и высушить их.
- Снять фаску с труб, чтобы не было задиров, мешающих плотности соединения.
- Зачистить конец трубы с алюминиевым армированием торцевателем.
Пайка труб
Технологию и нюансы процесса пайки полипропиленовых труб можно описать поэтапно:
 На паяльник надеть насадку нужного диаметра.
На паяльник надеть насадку нужного диаметра.- Прогреть паяльник на 260−300 градусов. Подождать несколько минут, чтобы насадки тоже нагрелись (температура будет немного различаться: 260 градусов для полипропилена, 220 градусов для полиэтилена).
- На насадку надеть с одной стороны соединяющий элемент, а с другой — полипропиленовую трубу. Так прогреваются соединяемые части. В этот момент важно ничего не двигать для избегания деформации. Выдержать время не менее 5 секунд.
- Важно избегать перегрева и недогрева. Перегрев может привести к запаиванию внутреннего диаметра полностью, а недогрев — к некачественному стыку и протеканию.
- После прогрева частей их надо вынуть из насадки паяльника и соединить между собой. Зафиксировать в таком положении до полного соединения. Подождать охлаждения естественным путем. Всякое сдвигание недопустимо. Оно чревато нарушением герметичности шва и, как следствие, его протеканием.
- Убедиться в качестве получившегося шва (в месте стыковки должны быть пластиковые колечки).
Для горизонтальной пайки инструмент нужно поставить на ножки, продающиеся в комплекте с паяльником. Спаиваемые поверхности нужно держать горизонтально. Если проводить пайку малыми звеньями, то сделать это можно в одиночку. С вертикальной пайкой немного сложнее. Ножки надо убрать. Трубу ровно установить к месту спайки. Один человек работает паяльником, а другой — держит ровно трубу. Помощник обязательно должен все части системы удерживать ровно.
Чтобы результаты работы долго радовали всех, при спайке труб следует учитывать некоторые рекомендации:
- Насадки паяльника покрыты тефлоном для предотвращения нагара. После каждой операции желательно удалять оплавившийся материал деревянной лопаточкой. Делать это нужно сразу, до остывания остатков материала, во избежание повреждения покрытия инструмента.
- Начать сварку полипропиленовых труб лучше через 5 минут после того, как паяльник нагреется.
- Все работы следует проводить при температуре воздуха выше нуля.
- Спаивая трубы, не желательно их смещать или прокручивать в период остывания.
- При некачественном соединении узел разрезать и выполнить работы по новой.
Как видно, сама пайка труб — процесс несложный. Но как любой технологический процесс, имеет свои особенности. Если учитывать их, то справиться с установкой полипропиленовых труб не так сложно.
Для того чтобы получить наглядную информацию, как выполнять пайку труб, можно посмотреть видео.
