Чем отличается аргонная сварка от обычной?
Аргонодуговая сварка: принцип, технология, применение и особенности

Впервые о ней услышали, как об аргонодуговой сварке в среде инертного газа. Потом стали применять различные газы и даже их смеси. С появлением инверторных источников сварочного тока в обиход прочно вошла английская аббревиатура TIG (тиг) сварка. Сейчас правильным названием считается следующее выражение: «сварка неплавящимся электродом в среде защитного газа».
Газ аргон дал путёвку в жизнь ещё одному очень перспективному виду соединения металлов: полуавтоматической сварке плавящимися электродами в среде защитного газа. В этом случае всё чаще используют другие газы, сварочную проволоку с обмазкой, сварку под флюсом, но фундаментом был аргон. Познакомимся с ним поближе в этой статье.
Газ аргон
Опыты по получению азота из воздуха давали разные результаты по плотности в зависимости от методики проведения. Это можно было объяснить только присутствием ещё одного газа в качестве примеси. Вскоре его удалось выделить. Это был неизвестный ранее газ, который назвали аргоном.
Его открыли, потом забыли, не знали, что с ним делать следующие 25 лет, пока не открыли гелий. Раньше только аргону не могли найти место в таблице Менделеева, теперь уже два газа не «вписывались» туда. Было принято решение выделить их в нулевую группу между галогенами и щелочными металлами.
Электронные оболочки аргона насыщены до предела, чем объясняют одноатомность его молекул и крайнюю химическую инертность. Инертные газы – тяжёлые газы. Аргон самый легкий из них, но он в 1,38 раза тяжелее воздуха. Из химических свойств, которые могут интересовать сварщиков, отметим, что он не растворяется в металлах, а значит, не будет влиять на химический состав шва.
Аргон и сварка
Будучи тяжелее воздуха, аргон надёжно покрывает зону сваривания, не давая активным газам влиять на химические свойства сварного шва. Это свойство делает его незаменимым при сваривании активных металлов, алюминия и меди. В качестве защитной среды он показывает отличные результаты при сваривании нержавейки и жаропрочных сплавов. Для сваривания чёрных металлов аргон применяют в смесях с гелием, кислородом или углекислым газом.
При использовании аргона можно поднять температуру сварочной дуги. Это увеличивает глубину проплавления сварочного шва и позволяет варить в один проход более толстые листы. При работе сварочными аппаратами для аргонодуговой сварки защитные свойства этого газа проявляются не только в защите шва, но и предохраняют от окисления материал неплавящегося электрода.
Аргон не вредит окружающей среде и не опасен для здоровья человека. Единственное, чего следует опасаться, так это его особенности накапливаться в больших количествах. Будучи тяжелее воздуха, аргон скапливается в нижней части помещения, замещает собой воздух и может вызвать удушье сварщика. Хорошая вентиляция служит залогом недопущения подобной ситуации.
Гост 10157 задает условия поставок газообразного и жидкого аргона. Транспортировка и хранение газообразного аргона осуществляется в баллонах под давлением 15 МПа в соответствии с ГОСТ 949.
Виды и особенности аргонодуговой сварки
Не так давно было известно три вида аргонодуговой сварки: ручная, механизированная и автоматическая, совсем недавно появилась роботизированная..
Ручная
Данный вид предполагает управление всем процессом вручную. Сварщик вручную перемещает горелку и вручную подаёт присадку в виде прутка или проволоки. Этот вид применим как для самых простых домашних работ, так и для изготовления сверхсложных конструкций. Существенный недостаток этого метода – низкая производительность труда и необходимость иметь достаточно опытного сварщика.
Механизированная
Такую сварку чаще всего называют полуавтоматической или сваркой полуавтоматом. Процесс управления горелкой осуществляется вручную, а подача проволоки автоматически. Такой вид в три раза производительнее ручной. Сварку полуавтоматом в среде углекислого газа массово используют в судостроении. Там много длинных прямых швов для соединения толстых листов чёрного металла. Работа на этих полуавтоматах по силам сварщикам с невысокой квалификацией.
Автоматическая
Автоматическая сварка проводится без участия сварщика. Её могут выполнять сварочные машины различной сложности. От того, насколько качественная эта машина, зависит сложность фигурации шва, который ей будет «по зубам». Самая простая конфигурация шва характерна для сваривания труб. Здесь в основном и «трудятся» сварочные автоматы. Самую высокую производительность труда они показывают на монтаже трубопроводов различных диаметров, вплоть до прокладки газопроводов по дну моря.
Этот вид сваривания вообще не требует сварщиков. Казалось бы, это замечательно. Но несмотря на то, что автоматы работают сами, подготавливают их к работе, настраивают и ремонтируют специалисты очень высокой квалификации. Ещё большего участия высококлассных специалистов требует следующий вид сварки.
Роботизированная
Этот вид сварки аргоном появился сравнительно недавно. Роботы-сварщики заменили собой множество сварщиков на конвейерах, повысив производительность работ и снизив себестоимость во много раз. Человеку никогда не угнаться за роботом, он не сможет сохранять максимальную концентрацию и работать без ошибок в таком темпе.
Конечно, есть и обратная сторона медали. Роботы очень дорогие; кроме высококвалифицированных наладчиков для их обслуживания, они нуждаются в конструкторах для их создания и программистах для составления рабочих программ. В настоящее время роботы заняли места на конвейерах по сборке автомобилей. Чем более массовым является производство, тем выгоднее обходится роботизированная сварка.
Область применения
Возможности аргонодуговой сварки практически безграничны. На заре своего становления эта технология получила толчок в развитии ввиду острой необходимости найти способ соединения алюминиевых деталей. Растущие объёмы производства самолётов и других летательных аппаратов требовали создания нового оборудования для сваривания алюминия.
По мере наработки навыков при сваривании алюминия была замечена замечательная особенность аргонной сварки – высокое качество шва. Это качество пришлось кстати в ракетостроении, авиации, судостроении и автомобилестроении. Кроме высокого качества сварочных швов, этот вид сварки обеспечивает соединение многих трудносвариваемых материалов и тонколистовых материалов. Появившиеся в последнее время импульсные установки аргонодуговой сварки ещё более расширили функциональные возможности этого вида соединения металлов.
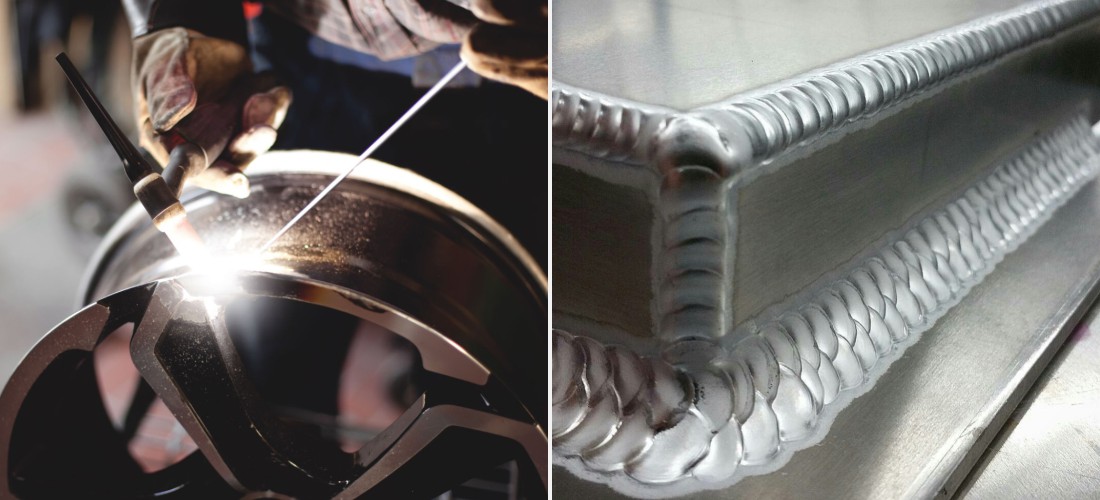
Особое место занимают сварочные аппараты TIG в ремонте автомобилей. Малогабаритные, недорогие, надёжные в работе, они стали главным инструментом ремонтников. Этими аппаратами варят:
алюминиевые колёсные диски;
алюминиевые и медные трубки радиаторов и кондиционеров;
чугунные корпуса двигателей.
В дорогих автомобилях широко применяются такие материалы, как нержавеющая сталь, латунь, титан. Со всеми этими материалами легко справляется TIG сварка.
Не обошли своим вниманием этот вид сваривания и специалисты художественных работ по металлу. Особенно выручает аргонодуговая сварка мастеров чугунного литья. Она не только прекрасно варит чугун, но и успешно устраняет трещины и каверны в готовых изделиях. Художественные изделия отличаются утончённостью форм, и в их производстве очень ценится тонкий и качественный шов, присущий аргоновой сварке.
Все вышеупомянутые сферы применения очень важны, но основная масса работ с использованием аргонно-дуговой сварки приходится на длинный перечень производств, в которых используется нержавеющая сталь. Устойчивость от коррозии этой стали придают присадки, которые выгорают при обычных способах сваривания. Защитный газ при сваривании TIG аппаратами защищает шов от окисления кислородом воздуха, что позволяет сваривать все виды высоколегированных сталей.
Технология и принцип работы
Аргонодуговая сварка работает на том же принципе, что и ручная дуговая сварка плавящимся электродом, но имеет ряд специфических особенностей. Дуга зажигается между неплавящимся вольфрамовым электродом и свариваемым металлом в среде защитного газа, который подаётся по корпусу горелки. При необходимости, в зону сваривания вручную подаётся присадочный материал.
При автоматическом режиме аргонодуговой сварки необходимо подключение дополнительного устройства – осциллятора. Такая необходимость возникает ввиду плохих условий зажигания дуги в среде аргона. В автоматическом режиме сложно обеспечить касание металла электродом, как при ручной сварке, и дугу приходится зажигать на некотором расстоянии электрода от металла.
Физическое свойство аргона (высокий потенциал ионизации) не позволяет зажечь дуговой промежуток низким напряжением. Осциллятор вырабатывает напряжение в несколько десятков тысяч вольт, что позволяет «пробить» промежуток между неплавящимся электродом и изделием и создать условия для загорания низковольтной дуги. Поджиг дуги без физического касания электродов металла исключает такое вредное явление, как оплавление и загрязнение вольфрамового электрода.
Технологические режимы для этого вида сваривания разнятся в зависимости от рода используемого сварочного тока: переменного или постоянного. Различия имеют и режимы для сваривания различных металлов. При сваривании на постоянном токе осциллятор отключается после зажигания дуги в начале процесса. Если сваривание ведётся на переменном токе, то осциллятор остаётся включённым и подаёт импульсы при каждой смене полярности, вновь и вновь ионизируя дуговой промежуток. В таком режиме варится алюминий. Изменение направления тока не позволяет образовываться оксидной плёнке на поверхности металла.
При сваривании на постоянном токе необходимо учитывать распределение тепла между электродом и изделием. Две трети на аноде и одна треть на катоде – такое распределения тепла при прямой полярности подключения. Именно такое подключение используют при сваривании изделий из всех видов стали и титана. В этом случае две трети тепла позволяют лучше прогреть свариваемый материал.
Из технологических особенностей ещё можно отметить условия, требующие добавления кислорода в защитный газ. Добавляют 3-5% кислорода, если необходимо избежать малейшей пористости в сварочном шве. Аргон в смеси с кислородом обеспечивает более надёжную защиту сварочного шва от влаги и вредных включений. Все случайные примеси и включения просто сгорают в кислородной среде.

Преимущества и недостатки аргонодуговой сварки
Главными достоинствами аргонодуговой сварки являются шов высокого качества и практически неограниченный перечень металлов, которые можно сваривать этим способом. Это преимущество приобретает особую ценность, когда необходимо сваривать материалы, которые иным способом сварить невозможно вообще. Второе, что выделяет этот вид сварки — малый нагрев свариваемых изделий. При незначительном нагреве изделия не подвержены деформациям, а это очень ценно при сваривании деталей сложной конфигурации.
К недостаткам обычно относят сравнительную дороговизну метода, сложность необходимого оборудования и необходимость высокой квалификации сварщиков при сварке аргоном.
Режимы аргонодуговой сварки
Режим сварки аргоном состоит из ряда параметров, которые необходимо правильно задать. Главными параметрами режима такой сварки являются следующие:
10 фактов о TIG-сварке


Содержание
Содержание
Сварка аргоном, также именуемая, как TIG-сварка, является универсальной. С ее помощью можно сваривать любые виды металлов. От сварщика потребуются только мастерство, умение подбирать присадки и наличие баллона с инертным газом – аргоном. Основной принцип аргонодуговой сварки – сваривание металлов и их сплавов в среде инертного газа неплавящимся электродом.
Факты о названии сварки
1. Маркировка буквами латинского алфавита
Интересно, что название данного вида сварки несколько отличается в разных странах, и незнание маркировки может ввести в заблуждение разнообразием аббревиатур. Например, в англоязычных странах аббревиатура, которой маркируется аргонодуговые сварочные инверторы – это TIG. Расшифровывается как «Tungsten Inert Gas» – сварка вольфрамовым (на шведском вольфрам – «tungsten») электродом в среде инертного газа. Именно эта маркировка часто употребляется на территории Европы и Средней Азии.
В Германии, в связи с особенностями немецкого языка маркировка состоит из букв WIG, то есть Wolfram Inert Gas. В Соединенных Штатах Америки аббревиатура GTAW или же Gas Tungsten Arc Welding, то есть сварка вольфрамовым электродом в среде защитного газа.

2. На территории Российской Федерации дуговая сварка в среде защитного газа имеет собственные обозначения
Согласно ГОСТ 14776-79, технология аргонодуговой сварки неплавящимся электродом обозначается ИН и ИНп. Маркировка ИН говорит о том, что сварочный процесс производится в среде инертного газа, при помощи неплавящегося электрода. Если же используются присадочные металлы, добавляется маленькая буква «п».
3. Как правильно говорить: «аргонно-дуговая» или «аргонодуговая» сварка?
Согласно ГОСТ 2601-84, существует единственно верное понятие аргонодуговой сварки.
Мифы о TIG-сварке
Существует ряд заблуждений и мифов, которые связаны со сварочным процессом в аргоновой среде. Важно знать, что сварочный процесс сам является опасным и вредным видом деятельности, а работа в среде защитных газов усугубляет ситуацию. В связи с этими факторами разработан комплекс обязательных мер и условий по обеспечению безопасности сварщика. Но при их несоблюдении может возникнуть целый ряд опасных ситуаций для жизни и здоровья рабочего, которые со временем превращаются в мифические утверждения о вреде и сложности сварочного процесса.
1. При сварке в аргоновой среде, аргон губительно воздействует на сварщика
Обратимся к химии. Данный газ является химически инертным и занимает третье место по объему в атмосфере планеты Земля после азота и кислорода. Аргон не обладает каким-либо характерным запахом, вкусом и цветом. Он не токсичен и не взрывоопасен.
Он весит практически в 1,4 раза тяжелее чем воздух и способен вытеснять кислород. И при работе с данным газом если не соблюдать меры безопасности он может привести к потере сознания и головокружению, если попадет в дыхательные пути человека.
Правила, которые обеспечат полную безопасность сварного при работе с аргоном:
- Работать нужно в помещениях, где установлены вытяжки в полу, или же на расстоянии 20-30 см от уровня пола. В таком случае аргон, который спускается вниз будет выводиться из помещения и будет поддерживаться оптимальный уровень кислорода в помещении.
- При осуществлении потолочных и вертикальных швов в аргоновой среде необходимо использовать средства индивидуальной защиты, например, шланговый противогаз.
- Контролировать уровень кислорода в рабочем помещении во время работы с аргоном. Ручные и автоматические измерительные приборы должны показывать, как минимум, 20% наличия O2 в помещении.

2. Аргонодуговая сварка влияет на мужское здоровье
Данный миф распространен среди учеников сварщиков и любителей. Возникновение убеждения связано с низкой осведомленностью о технологии сварки и сварочном процессе в среде инертного газа. По мнению распространителей мифа, все дело в использовании слабого радиоактивного металла – оксида тория. Он нужен для заточк вольфрамовых электродов, однако его содержание не превышает допустимого количества, поэтому мнение считается ошбочным.
Если соблюдать меры безопасности при заточке электрода – надевать респиратор, включать вытяжку и хранить не более трех килограммов ториево-вольфрамовых электродов в одном месте – все будет в порядке.

Вольфрамовая пыль, как и прочие мелкие частицы иных металлов, раздражает дыхательные пути, но радикально повлиять на здоровье человека не может. Важно учитывать, что современные технологии производства вольфрамовых электродов создают безопасные и эффективные соединения, которые не были доступны в начале и середине XX века – во время возникновения мифа.
3. TIG-сварка «капризна» в работе
В подавляющем большинстве аргоновые TIG-аппараты оснащены большим количеством надстроек и регуляторов, нежели MMA-инверторы для ручной дуговой сварки и MAG-инверторы для полуавтоматической сварки.
Поэтому сварщик, работающий с TIG, должен иметь либо специализацию на данном виде сварки, либо высший разряд. Тогда весь спектр возможностей используется, а сварное соединение будет оптимальным.

Для осуществления сварочного процесса каждый работник должен:
- настроить сварочный TIG-инвертор и выбрать оптимальный сварочный ток;
- в зависимости от тока, а также изделия подобрать диаметр вольфрамового неплавящегося электрода;
- определить вид металла и сплава изделия и выбрать присадочные прутки;
- по возможности выбрать оптимальный вариант инертного газа, точнее его состава (может использоваться как чистый аргон и его смеси, а также гелий).
При соблюдении всех этапов, сварщик осуществляет сварочный шов на любом металлическом изделии. Причем данный вид сварки является универсальным, но используется не часто из-за большей материалоемкости. А во время сварочного процесса отсутствуют искры и шлак.
Факты о сварочных инверторах
1. TIG-инвертор имеет большее число надстроек и регуляторов нежели инверторы, работающие в среде активных газов – углекислого газа и кислорода
Данная особенность TIG-сварки обусловлена большой разновидностью углеродистых, а также высоко-, средне- и низколегированных сталей. Каждая имеет свои особенности и характеристики, на основе которых к стали должен подбираться оптимальный уровень напряжения тока. Толщина металла и наличие примесей в конструкции и изделии также требуют дополнительных настроек аппарата.
2. При аргонодуговой сварке важно контролировать целостность шлангов, которые соединяют баллон и TIG-инвертор
Наличие необходимого давления газа при работе позволит создать равномерный и хорошо проваренный шов. Также целостность шлангов подачи газа предотвратит нецелевой расход инертного газа и наступление опасной для здоровья ситуации.
3. Прототипом вольфрамового электрода для TIG-инвертора была вольфрамовая нить
В 1916 году американский ученый Ирвинг Ленгмюр опытным путем определил, что вольфрамовая нить, используемая в обыкновенной лампочке накаливания, станет лучше передавать заряд если покрыть её оксидом тория. Данное открытие стало предпосылкой для создания вольфрамовых электродов, которые используются в аргонодуговой сварке.

4. TIG-инвертор требует ухода
Как и любой сварочный инвертор, TIG-аппарат имеет множество мельчайших деталей, элементов и плат. Во время работы с металлическими конструкциями и изделиями в воздухе появляются частицы сталей и пыли, которые оседают как на внешнем корпусе сварки, так и внутри нее, попадая через вентиляционные отверстия.
Поэтому после работы с аппаратом важно очистить его от пыли и загрязнений, например, слабым потоком сжатого воздуха. Также нужно обязательно проверять исправность TIG-инвертора, рукава, горелки и массы до и после эксплуатации.
Особенности метода аргоновой сварки, его плюсы и минусы
 При необходимости формирования неразъемного соединения деталей из нержавейки, титана, стали, меди, алюминия и прочих цветных металлов и сплавов на их основе чаще прибегают к аргоновой сварке, представляющей довольно трудный специфический процесс. Аргонная сварка совмещает признаки газовой и электродуговой сварки. С последней технологический процесс объединен тем, что обязательно должна использоваться электрическая дуга, с газовой же сваркой общее -в использовании газа и ряда технологических приемов формирования неразъемного соединения.
При необходимости формирования неразъемного соединения деталей из нержавейки, титана, стали, меди, алюминия и прочих цветных металлов и сплавов на их основе чаще прибегают к аргоновой сварке, представляющей довольно трудный специфический процесс. Аргонная сварка совмещает признаки газовой и электродуговой сварки. С последней технологический процесс объединен тем, что обязательно должна использоваться электрическая дуга, с газовой же сваркой общее -в использовании газа и ряда технологических приемов формирования неразъемного соединения.
- Принципы сварки аргоном
- Основные особенности
- Оборудование и оснащение
- Выбор режима
- Плюсы и минусы метода
Принципы сварки аргоном
 Плавление кромок соединяемых элементов и присадочного материала, с помощью которых формируется сварной шов, обеспечивается благодаря высокой температуре, создающейся при горении электрической дуги. Аргон выполняет защитные функции.
Плавление кромок соединяемых элементов и присадочного материала, с помощью которых формируется сварной шов, обеспечивается благодаря высокой температуре, создающейся при горении электрической дуги. Аргон выполняет защитные функции.
Сваривание большинства цветных металлов и сплавов на их основе, а также легированных сталей имеет особенности, которые заключаются в том, что в расплавленном состоянии, при взаимодействии с кислородом и прочими элементами в окружающем воздухе, происходит активное окисление этих металлов. Данное обстоятельство негативно отражается на качестве формируемого сварного шва, который в итоге получается непрочным, с порами в структуре — воздушными пузырьками, значительно ослабляющими соединение. Еще хуже на алюминий, расплавленный при сварке, влияет окружающий воздух. Под воздействием кислорода из окружающего пространства начинается горение металла.
Оптимальный способ защиты зоны формируемого соединения при сварке цветных металлов и легированных сталей — это использование аргона. Характеристики этого газа объясняют высокую эффективность применения этого газа:
- Аргон на 38% тяжелее воздуха.
- Газ легко вытесняет воздух из зоны сварки, создавая надежную защиту.
- Инертный газ практически не вступает в реакции с расплавленным металлом и другими газами в зоне горения сварочной дуги.
- При сварке аргоном на обратной полярности нужно учитывать, что от атомов газа легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Сварка в среде аргона производится с использованием как плавящихся, так и неплавящихся электродов. Диаметр стержней из вольфрама подбирается по справочникам, в соответствии с характеристиками соединяемых деталей.
Типы:
- Ручная. Выполняется неплавящимся вольфрамовым электродом (РАД).
- Автоматическая в среде аргона с неплавящимися электродами (ААД).
- Автоматическая в среде аргона с плавящимися электродами (ААДП).
По международной классификации аппарат аргонодуговой сварки или сварки с помощью электрода из вольфрама в инертных газах обозначается TIG (Tungsten Inert Gas).
Основные особенности
 Рабочим органом сварочного аппарата является горелка. В центральную ее часть вставляют вольфрамовый электрод с вылетом 2−5 мм. Внутри горелки электрод фиксируется специальным держателем, в который можно вставить вольфрамовый стержень. Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.
Рабочим органом сварочного аппарата является горелка. В центральную ее часть вставляют вольфрамовый электрод с вылетом 2−5 мм. Внутри горелки электрод фиксируется специальным держателем, в который можно вставить вольфрамовый стержень. Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.
Основные этапы сварки с использованием электрода из вольфрама:
 Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.
Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.- К соединяемым деталям подключают «массу», что делается напрямую (в случае больших габаритов) и через металлическую поверхность рабочего стола. Присадочная проволока подается отдельно, а не включается в сварочную электрическую цепь.
- На аппарате выставляется сила тока. Этот параметр выбирают в зависимости от характеристик соединяемых деталей.
- После включения тока горелка с электродом подносится к свариваемым деталям максимально близко и без контакта с поверхностями. Оптимальное расстояние расположения горелки от соединяемых заготовок (должно выдерживаться при сварке) — 2 мм. Удерживание электрода на этом расстоянии позволит хорошо проплавить соединяемые части и получить аккуратный шов.
- Подача защитного газа включается заранее — за 15−20 сек. до начала сварки. Выключается подача аргона спустя 5−10 сек. после окончания сварки.
- Горелка и присадочная проволока медленно ведется лишь вдоль формируемого шва, без поперечных колебаний. Присадочная проволока, располагающаяся впереди горелки, плавно вводится в зону действия дуги. Из-за резких движений расплавленный металл сильно разбрызгивается.
- В процессе сварки электрическая дуга зажигается, а электрод не должен прикасаться к соединяемым поверхностям. Данное правило должно соблюдаться, так как потенциал ионизации аргона крайне высок, что мешает эффективно использовать искру от касания электрода для его понижения. Когда плавящийся электрод прикасается к соединяемым деталям, появляются пары металла, потенциал ионизации которых гораздо ниже по сравнению с аргоном, что и упрощает процесс зажигания дуги. Если вольфрамовым электродом прикоснуться к поверхности соединяемых частей, дуга загрязняется и выполнение сварки затрудняется.
Для зажигания дуги используется осциллятор, преобразующий поступающий из электросети ток с обыкновенными параметрами в высокочастотные импульсы напряжением 2000−6000 В и частотой тока 150−500 Гц. Такие импульсы позволяют зажечь электрическую дугу без соприкосновения соединяемых деталей и электрода.
Оборудование и оснащение
Для сварки аргоном требуется особое оборудование:
 Инвертор или обыкновенный сварочный трансформатор, мощности которого должно хватать для сварки (в частности, может быть использован трансформатор с мощностью холостого хода 60−70 В).
Инвертор или обыкновенный сварочный трансформатор, мощности которого должно хватать для сварки (в частности, может быть использован трансформатор с мощностью холостого хода 60−70 В).- Силовой контактор, через который на горелку подается напряжение.
- Осциллятор.
- Специальный регулятор, отвечающий за время обдува аргоном сварочной зоны (газ должен быть подан за несколько секунд до процесса, а подача его прекращается через несколько секунд после окончания сварки).
- Горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода.
- Баллон газа и редуктор, регулирующий уровень давления аргона, который подается в зону сварки.
- Присадочные прутки и электроды из вольфрама.
- Выпрямитель, который вырабатывает постоянный электроток напряжения 24 В, подающийся на коммутирующие устройства.
- Дополнительный трансформатор, который отвечает за подачу напряжения к коммутирующим устройствам.
 Реле, отвечающее за включение/отключение осциллятора, контактора, электрогазового клапана, которому нужно напряжение 24 или 220 В.
Реле, отвечающее за включение/отключение осциллятора, контактора, электрогазового клапана, которому нужно напряжение 24 или 220 В.- Индуктивно-емкостный фильтр, который обеспечивает защиту аппарата от отрицательного воздействия высоковольтных импульсов.
- Амперметр для измерения величины тока.
- Автомобильный аккумулятор (можно неисправный) емкостью 55−75 Ah, необходимый для снижения постоянной составляющей сварочного тока, которая обязательно возникает при сварке с использованием переменного тока (к сварочной цепи аккумулятор подключается последовательно).
- Сварочные очки.
В марке готового сварочного аппарата должна быть аббревиатура TIG. Использовать его можно после дополнительной комплектации горелкой, газовым баллоном, элементами, которые управляют подачей защитного газа.
Выбор режима
 Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Характерна сварка алюминия, оксидная пленка которого на поверхности имеет высокую температуру плавления. При сварке алюминиевых деталей на токе обратной полярности оксидная пленка эффективно разрушается за счет активной бомбардировки ионами аргона поверхности соединяемых деталей. Токопроводящая плазма, в которую превращается аргон, упрощает выполнение сварки и повышает ее качество. При выполнении процесса с использованием переменного тока для достижения эффекта соединяемые детали являются катодом.
Для сварки в защитных газах часто применяется осциллятор. В случае использования переменного тока это устройство облегчает зажигание сварочной дуги, а когда та загорится, играет роль стабилизатора. Когда меняется полярность переменного тока, возможна деионизация (затухание) дуги. Во избежание этого осциллятор при смене полярности электротока формирует электрические импульсы, подавая их на сварочную дугу.
На выбор тока влияют:
- Свойства обрабатываемого материала.
- Геометрические размеры заготовок.
- Размеры используемых электродов.
 Для выбора параметра рекомендуется обратиться к специальной литературе.
Для выбора параметра рекомендуется обратиться к специальной литературе.
Немаловажный параметр — расход аргона, который выбирается в зависимости от скорости подачи присадочного материала и скорости сносящих воздушных потоков. Минимальным значение параметра будет, если сварка осуществляется в помещении, где нет сквозняков. Если работы ведутся на открытом воздухе и при сильном порывистом боковом ветре, нужно увеличить расход газа и для его подачи в зону сварки использовать конфузорные сопла, из которых газ поступает через мелкоячеистые сетки.
Кроме аргона, в защитную смесь часто добавляется немного кислорода (3−5%). В данном случае кислород вступает в реакцию с вредными примесями (влага, грязь, проч.) на поверхности соединяемых частей. В результате примеси сгорают или преобразуются в шлак, который всплывает на поверхность шва.
Кислород не используется для сварки меди, так как получается оксид меди. Данное соединение, реагируя с водородом из окружающего воздуха, образует водяной пар, который стремится выйти наружу из металла шва. Из-за этого в сварном шве образуется множество пор, что негативно сказывается на его качестве.
Плюсы и минусы метода
Достоинства:
 Возможность получения надежного соединения благодаря эффективной защите области выполнения работ.
Возможность получения надежного соединения благодаря эффективной защите области выполнения работ.- Незначительный нагрев свариваемых частей, что позволяет использовать технологию для сварки сложных по конфигурации заготовок (они не деформируются при этом).
- Возможность использования для материалов, которые иными способами не могут быть сварены.
- Серьезное увеличение скорости работ за счет высокотемпературной электрической дуги.
Недостатки:
- Сложное оборудование.
- Необходимость в специальных знаниях и опыте.
Метод обеспечит качество и надежность сварных соединений, равномерность проплавки соединяемых частей. С данной технологией детали из цветных металлов небольшой толщины могут свариваться и без присадочной проволоки.
Как выбрать аппарат TIG сварки
Возникают ситуации, когда требуется сварить металлы, такие как медь, алюминий, титан. Сложность в том, что их невозможно соединить при обычном методе сварки MIG-MAG MMA — потребуется аргонно-дуговая сварка.

Аргонно-дуговая или TIG сварка самый медленный и аккуратный тип сварки. Применяется в тех случаях, где к внешнему виду сварного соединения предъявляются повышенные требования либо, когда соединяются тонкостенные заготовки.
Метод сварки TIG подходит для различных металлов, чаще всего применяется для соединения нержавеющей стали и алюминия.
Отличие от MMA сварки обычным электродом и MIG-MAG сварки, где электродом является подаваемая проволока, в сварке TIG используется тугоплавкий вольфрамовый электрод.
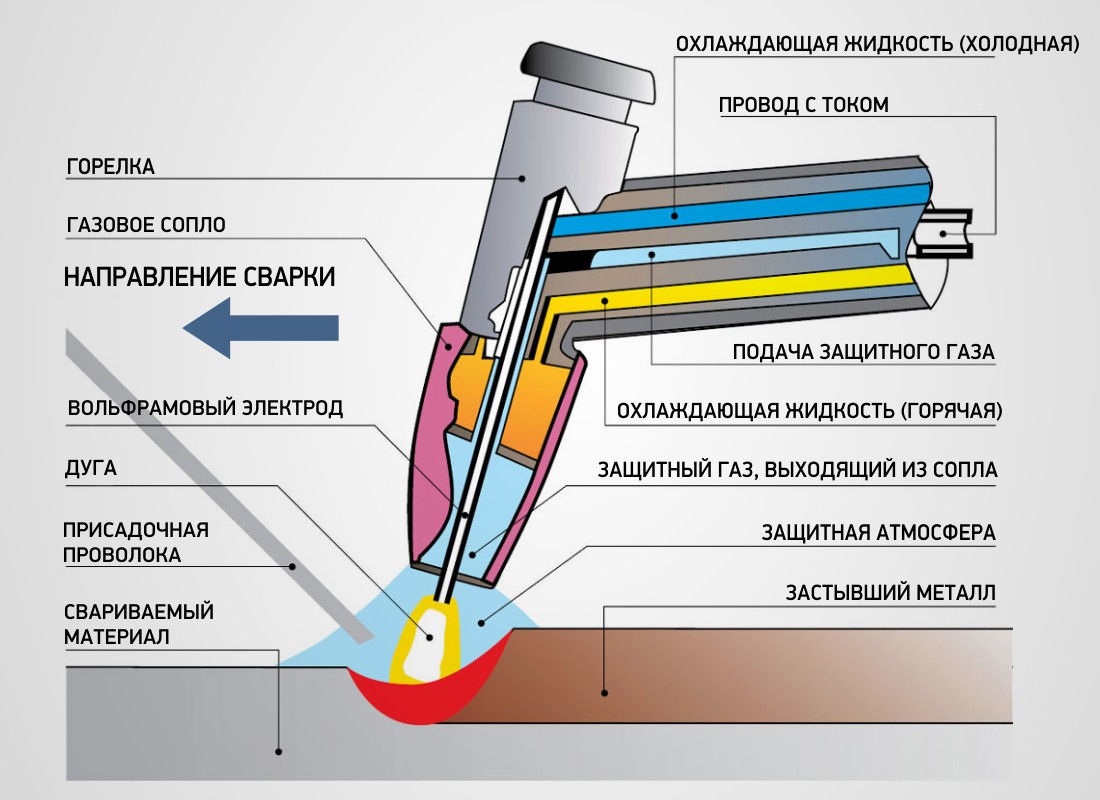
Процесс сварки происходит в среде защитного газа- аргона, который защищает область сварки от окисления на открытом воздухе. В зону сварки вручную подается присадочный пруток. Таким образом электродуга расплавляет металл свариваемых заготовок и присадочный пруток, а через керамическое сопло горелки постоянно подается инертный газ — так формируется шов.
Преимущества сварки с применением аргона
- Данный способ сварки позволяет соединять разные виды металлов.
- Идеальное качество сварного шва, без окалины, дыма и брызг металла.
- TIG сварка позволяет работать с тонкими деталями и заготовками большой толщины.
- Легко контролировать сварочный шов.
Ограничения у аргонно-дуговой сварки тоже имеются
- Низкая производительность.
- Минимальный стартовый комплект включает в себя газовый баллон — низкая мобильность этого типа сварки.
- Настройка сварочного оборудования потребует определенных навыков.
- Особые требования к рабочим условиям — ветреная погода или сквозняки в помещении мешаю процессу, сдувают защитный газ из зоны сварки. Качество шва значительно ухудшается.

На что обратить внимание при выборе аппарата TIG
- Понять виды планируемых работ, от этого зависит выбор сварочного аппарата. Чтобы это сделать требуется определить металлы, с которыми предстоит работать.
- Будут ли производиться сварные работы алюминия или других металлов с оксидной пленкой. От этого будет зависеть, нужен ли аппарат с постоянным током DC или с постоянным и переменным током AC/DC.
- Металлы каких толщин планируется сваривать. От этого будет зависеть диапазон сварочного тока.
- Будет ли свариваться заготовки менее 1 мм из нержавеющей стали , тогда нужно чтобы аппарат имел импульсный режим.
- Как интенсивно планируется использовать сварочный аппарат. Если работать в постоянном режиме, есть смысл задуматься над покупкой горелки с водяным охлаждением.
- Также важно, если ли у мастера опыт работы с аргонными аппаратами. Начинающему мастеру, будет проще постичь азы TIG сварки на аппарате с функциями, упрощающими настройку и рабочий процесс.

Отличие аппаратов с переменным и постоянным сварочным током
Постоянным током производят работы по сварке стали, нержавеющей стали, чугуна и меди.
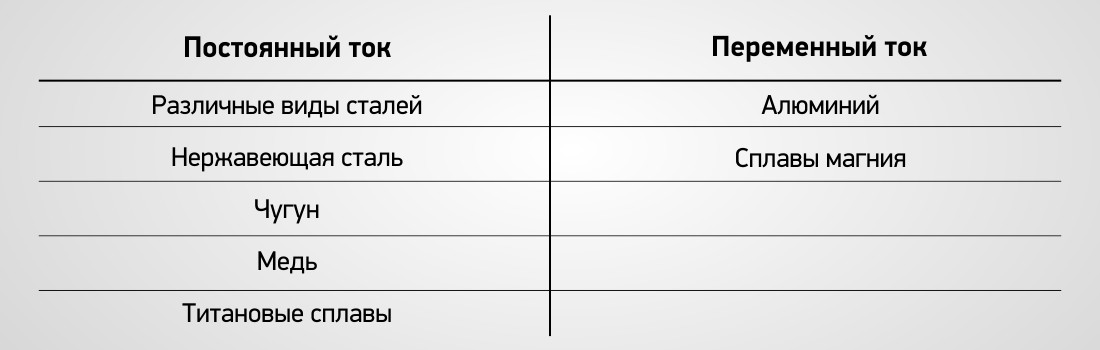
Если планируется варить не только вышеперечисленные металлы, ваш будущий аппарат должен варить как постоянным, так и переменным током. Обозначается переменный ток AC/DC.
Переменный ток используется при сварке металлов с оксидной пленкой на поверхности.
Диапазон сварочного тока определяет толщины заготовок, которые способен проварить аппарат. Важны как верхние так и нижние значения.

- Для стальных металлоконструкций толщиной до 6мм можно варить аппаратом до 200 Ам.
- Для сварки алюминия толщины 6 мм потребуется аппарат с токами выше 200 ампер.
- Для нержавеющей стали до 1 мм и алюминием до 5 мм потребуется сварочник с диапазоном токов от 5 до 200 ампер.

Рекомендации по использованию токов при различных видах и толщинах металлов
Минимальная рабочая сила тока также важна при выборе аппарата. Она влияет на стабильность и хороший контроль дуги при силе тока менее 10 Ампер.
Продолжительность включения — ПВ. Показатель того, какую часть 10 минутного цикла аппарат может работать, и сколько времени ему потребуется на охлаждение.
Функция высокочастотного поджига и заварки кратера присутствует у всех аппаратов TIG сварки. Высокочастотный поджиг гарантирует уверенный старт сварочного процесса. Дуга образуется без контакта с поверхностью заготовки — это гарантирует его прожиг.
Заварка кратора представляет собой финальной участок сварочного шва высота которого уменьшается до нуля. Критически важна заварка кратера в герметичных соединениях. Для реализации этой функции в аппарате предусмотрен режим постепенного уменьшения тока.
Импульсный режим облегчает сварку на малых токах. В течении сварочного цикла ток меняется от максимального ток-импульса до минимального ток-паузы с определенной частотой. Импульсный режим необходим, если ведется сварка без присадочного прутка. Такая сварка может производиться на постоянном и на переменном токе.

Какие еще функции будут полезны
Продувка газа до начала процесса и после — защитит шов от окисления.
Водяное охлаждение горелки. Если аппарат эксплуатируется в непрерывном режиме и с большим количеством циклов работ то стоит задуматься над оснащением горелки жидкостным охлаждением. Это отдельный модуль, устанавливаемый, как правило, на одной тележке со сварочником.
Аппарат аргонно дуговой сварки: особенности и критерии выбора
Применение инертных газов в технологии электродуговой сварки повышает качество соединений и расширяет круг свариваемых металлов. Аргон относится к наиболее употребительным инертным газам в силу ряда присущих ему свойств:
- Не реагирует с расплавленным металлом и не растворяется в нем;
- Аргон тяжелее воздуха на 38%, благодаря чему вытесняет его из области сварки, надежно защищая сварочную ванну от воздействия атмосферы;
- Содержится в атмосферном воздухе, поэтому является самым дешевым инертным газом.
Развитие инверторных технологий и их широкое внедрение в процесс производства сварочного оборудования, позволили сделать доступным широкому потребителю целый ряд устройств, ранее являющихся сугубо профессиональными.
В данной статье будут рассмотрены аспекты выбора инверторных аппаратов для электродуговой сварки в защитной аргоновой среде.
Принцип действия и сфера применения
Сварочный инвертор аргонно дуговой сварки — это аппарат для выполнения неразъемных электросварных соединений металлических деталей с использованием аргона, выполняющего функции защитного газа.
С точки зрения автоматизации процесса, режим аргоновой сварки может осуществляться:
- Вручную;
- Полуавтоматически;
- Автоматически.
В технологическом аспекте, работа может выполняться:
- С применением плавящегося электрода;
- Посредством неплавящегося электрода.
По сложившейся традиции, когда говорят об аргоновой дуговой сварке, подразумевают ручную TIG – сварку. В этой технологии используется тугоплавкий вольфрамовый электрод и присадочный пруток, который подается к месту сварки вручную. Соединение деталей осуществляется за счет расплавления кромок свариваемого материала и присадочного прутка.

На фото 1 изображен аппарат аргонно дуговой сварки с комплектом аксессуаров, в состав которого обычно входят:
- Собственно аппарат, заключенный в корпус;
- Газовая горелка, служащая для удержания вольфрамового электрода и подачи аргона в область сварки;
- Набор сменных сопел и электродов разного диаметра для работы с металлами и сплавами разной толщины и состава. На фото 2 представлены электроды;
- Комплект на фото содержит также держак для штучного электрода. Большинство аппаратов этого класса поддерживают возможность выполнения ручной дуговой сварки (ММА);

На лицевой панели аппарата располагается цифровой индикатор тока, органы управления параметрами режима сварки, разъемы для подключения горелки, держака и проводов дистанционного управления.
Источником сварочного тока служит инверторный преобразователь. Инвертором называется устройство, которое, питаясь постоянным током, на выходе формирует переменное напряжение определенной частоты.
Блок питания аппарата функционирует следующим образом: после включения устройства в однофазную или трехфазную сеть, переменное сетевое напряжение выпрямляется. Выпрямленное напряжение поступает на вход инвертора, который осуществляет его преобразование в переменное. Напряжение на выходе инвертора имеет значительно более высокую частоту, чем исходное сетевое. Это свойство является ключевым, и определяет основные преимущества применения инвертора вместо традиционного трансформаторного блока питания.
Трансформация переменного напряжения высокой частоты осуществляется импульсным трансформатором, имеющим очень малые размеры в сравнении с обычным, работающим на промышленной частоте. Далее, пониженное до необходимого уровня высокочастотное напряжение выпрямляется. Для сглаживания пульсаций применяются фильтровые конденсаторы, емкость которых, и, соответственно, габариты, также значительно уменьшаются с ростом частоты тока. Эти факторы определяют компактность и малый вес инверторных аппаратов.
Наиболее распространенным направлением применения аргоновой сварки является сваривание алюминия. Кроме этого, данная технология позволяет качественно соединять детали из титана, нержавеющей стали, чугуна, цветных и черных металлов. При использовании данного метода для соединения металлов, традиционно свариваемых ручной электродуговой сваркой плавящимся электродом, отмечается значительно более высокое качество сварного шва. К тому же шов сразу получается чистым и не требует механической обработки. На фото 3 продемонстрировано соединение обычных стальных труб аргоновой дуговой сваркой.

Критерии выбора аргоно-дугового сварочника
Выбирая инвертор аргонно дуговой сварки, следует ориентироваться на те задачи, которые предполагается решать с его помощью. В первую очередь нужно обратить внимание на технические характеристики выбираемого аппарата.
Максимальное значение тока сварки. С этого параметра следует начинать выбор, так как он в большой степени определяет возможности инвертора. От величины сварочного тока зависит толщина и состав сплава, с которым может работать данный экземпляр.
Например, если предполагается сваривать алюминий, для определения необходимого тока можно ориентироваться по таблице 1. Сварка алюминиевых сплавов осуществляется на переменном токе.

Сварка стальных сплавов производится с применением постоянного тока сварки. Определить требуемый ток при этом можно по таблице 2.

Продолжительность нагрузки. Иногда называется продолжительностью включения. Измеряется в процентах. Эта характеристика показывает, какую часть десятиминутного цикла аппарат может работать в режиме сварки. При выборе конкретной модели нужно учесть предполагаемую загрузку агрегата.
Заниженное значение этого параметра приведет к увеличению времени выполнения сварочных операций, так как придется часто прерывать сварку для охлаждения инвертора.
Аппарат, обладающий повышенным значением этой характеристики, может иметь слишком высокую цену.
Напряжение питания. Как любой подобный преобразователь, инверторный аргонный сварочный аппарат выпускается в однофазном или трехфазном варианте. Здесь нужно учесть возможности своей электросети. Трехфазные инверторы обладают лучшими характеристиками. Аппараты профессионального назначения с большими токами сварки, как правило, производятся в трехфазном варианте.
Наличие регулирования режимов. Выбирая сварочный аргонно дуговой инвертор, не лишним будет обратить внимание на наличие некоторых специальных функций, делающих процесс сварки еще более простым и удобным.
Приведем перечень основных функциональных установок:
- Возможность варить как постоянным, так и переменным током. На аппарате должно быть написано «TIG AC DC»;
- Наличие осциллятора, обеспечивающего бесконтактное зажигание дуги;
- Регулируемая продувка газа непосредственно перед сваркой и сразу после нее;
- Функция регулирования нарастания и спада сварочного тока;
- Функции «Hot start» и «Anti stick». Первая обеспечивает розжиг дуги при высокой температуре электрода, вторая препятствует залипанию электрода при коротком замыкании.
Оценка общей функциональности аппарата. Осуществляя выбор, человек слабо знакомый с современной сварочной техникой, должен знать, что инвертор, являющийся «сердцем» современного сварочного аппарата любого назначения, устройство очень гибкое и весьма универсальное. Эти свойства инвертора используют производители, выпуская изделия расширенного назначения.
Потенциальный покупатель обязательно должен знать, что существуют аппараты, способные выполнять все виды сварочных работ – ручную сварку (ММА), полуавтоматическую (MIG, MAC), а также рассмотренную нами TIG. То есть, возможны варианты, когда практически за ту же цену, вместо монофункционального аппарата, можно приобрести устройство «три в одном».
Отличия и преимущества
Специфическими чертами описываемой в этой статье технологии аргоновой дуговой сварки, отличающими ее от других сварочных технологий, являются:
- Использование инертных свойств аргона для обеспечения защиты расплавленного металла от окисляющего воздействия кислорода воздуха;
- Применение специфического неплавящегося вольфрамового электрода;
- Необходимость использования специальных присадочных прутков, расплавляемых в процессе сварки и подбираемых индивидуально к каждому свариваемому материалу.
Преимущества, которыми обладает TIG – технология, могут быть сформулированы следующим образом:
- Узкая локализация электрической дуги, обеспечивающая относительно малый нагрев детали и возможность более тонкого выполнения работы;
- Надежное вытеснение атмосферного воздуха из зоны сварки, благодаря физическим и химическим свойствам аргона;
- Относительно высокая скорость производства работ;
- Простота освоения процесса сварки даже неподготовленным человеком;
- Идеальный сварной шов, не требующий отбивания шлака;
- Широкий спектр свариваемых материалов;
- Уменьшенное выделение в атмосферу вредных веществ.
Заключение
В заключение можно добавить, что аргоновый сварочный аппарат-инвертор, являющийся продуктом высоких технологий, способен выполнять самые сложные технологические задачи на ответственных участках производства. Весьма полезным применение данной технологии может оказаться в быту и в мелких хозяйствах частных предпринимателей.
