Чем отличается сварка от пайки?
Сварка и пайка 2021
Сварка — это процесс соединения деталей, часто из металла, путем нагревания до степени плавления прикосновений. В отличие от сварки, которая является термической обработкой, а также пайкой, пайка представляет собой способ соединения преимущественно металлических деталей с использованием расплавленного материала с температурой плавления ниже температуры плавления основного материала.

Что такое Сварка?
Сварка представляет собой соединение двух или более одинаковых или разных материалов путем плавления или прессования с добавлением дополнительного материала или без него для получения однородного сварного соединения. В соответствии с методом соединения методов сварки они делятся на две большие группы:
- Сварка плавлением, сварка материалов в расплавленном состоянии на месте соединения, с дополнительным материалом или без него.
- Газовая сварка
- Электрическая сварка
- Сварка путем прессования материала в твердом или мягком состоянии в месте соединения с помощью давления или удара.
- Кузнечная сварка
- Электроустойчивая сварка.
Большинство сварочных процессов были обнаружены в XX веке, но некоторые методы, такие как сварка припоем, известны в старости. Сварка стала неотъемлемой частью навыков кузнецов, ювелиров и производителей пиломатериалов в производстве инструментов, оружия, сосудов, ювелирных изделий и зданий (заборы, двери, мосты, оборудование и т. Д.). Сварка — сложный процесс, и это не легко определить его точно. Термин «сварка» относится к способности материала достигать непрерывного сварного соединения при определенных условиях сварки, что будет отвечать условиям и долговечности свойств. Кроме того, химические свойства металла, размеры деталей, тип дополнительного материала, подготовка сварочного шва, зависят от свариваемости некоторых металлов.
Что такое пайка?
Пайка определяется как процесс соединения, когда основной материал соединяется вместе с использованием дополнительного материала, температура плавления которого не превышает 450 ° C. Основной материал не расплавляется во время процесса связывания. Дополнительный материал обычно расположен между правильно расположенными поверхностями соединения с помощью капилляра. Как и твердая пайка и другие процессы склеивания, мягкая пайка включает в себя несколько областей науки, включая механику, химию и металлургию. Пайка — это простая операция, состоящая из относительного расположения соединительных деталей, смачивания поверхностей расплавленным дополнительным материалом и обеспечения дополнительного охлаждения материала до его засорения. Связь между дополнительным и основным материалом больше, чем адгезия или механическая, хотя они вносят вклад в прочность соединения. Ключевой особенностью соединения является металлургическая связь между дополнительным материалом и основным материалом. Дополнительный материал реагирует с основным материалом и квазиобразованием путем образования интерметаллических соединений. После отверждения соединение удерживается вместе с той же силой притяжения, которая удерживает кусок металла вместе. Многочисленные способы нагрева, доступные для пайки, часто представляют собой конструкторские или инженерные ограничения при выборе лучшего капиллярного соединения. Поскольку эффективное капиллярное соединение требует эффективной передачи тепла от источника тепла, невозможно, например, проложить проволоку диаметром 0,0025 миллиметра в кусок меди весом от 2 до 3 кг с небольшой горелкой. Размер и цена отдельных сборок, необходимое количество и скорость производства будут влиять на выбор метода нагрева. Следует учитывать и другие факторы, включая скорость нагрева, дифференциальный температурный градиент, а также внешние и внутренние скорости охлаждения. Эти факторы сильно различаются в разных методах нагрева, и их влияние на стабильность размеров, деформацию и структуру соединения следует учитывать.

Разница между сваркой и пайкой
Температура плавления дополнительного материала
В случае сварки температура> 450 ° C, ниже или равна температуре плавления основного материала. Пайка представляет собой механический процесс с температурой
Скрутка, пайка, сварка или клеммы — что выбрать? Распространённые способы соединения проводников
Как соединить две или несколько токопроводящие жилы между собой, каждый выбирает сам. Но не стоит забывать, что правильное соединение и надёжный контакт между соприкасающимися поверхностями — залог безопасной работы электросети и практически полное отсутствие рисков короткого замыкания, влекущего за собой нагрев проводника или возгорание изоляции.
Для того чтобы грамотно соединить провода, нужно помнить о нескольких важных пунктах:
- сечение,
- материал исполнения (медь, алюминий и т. д.),
- рабочая среда (улица, помещение, производство и др.),
- набор инструментов,
- и главное — «Правила устройства электроустановок» — нормативный документ, включающий общие требования к проводникам и их соединениям. Необходим для работы электрикам и электромонтажникам.
Распространённые виды соединений
Клеммные колодки

Один из видов электроустановочных изделий для быстрого и относительно простого соединения проводов. Представлены в виде корпуса из диэлектрических материалов (либо безкорпусные) с несколькими металлическими контактами, к которым крепится провод. Могут оснащаться механическими, пружинными или болтовыми фиксаторами. Максимально допустимый температурный режим работы — до +300 °С и только для керамических клеммных колодок.
Подходят для использования в распределительных коробках, модулях, различных приборах освещения и блоках электропитания.
Преимуществом клеммных колодок является их простота использования. Недостаток — отсутствие возможности совмещать проводники из разных металлов.
Клеммные зажимы Wago

Подходят для экспресс-фиксации токопроводящей жилы. В основе изделия — рычажный зажимной механизм с предохранением фиксируемого кабеля от повреждения. Доступны в двух вариантах исполнения: разъёмные или многоразовые и неразъёмные.
Область применения: электророзетки общего и бытового назначения, а также системы освещения. В других областях применение не рекомендовано ввиду возможного оплавления клеммника и нарушения контакта между соединёнными проводами.
Одно из преимуществ соединения — простота. Способ не требует наличия специальных инструментов или аксессуаров, а также специфических знаний и навыков. Отличается большой площадью контакта и высокой силой зажима. Недостаток — плавятся при чрезмерном нагреве.
Соединительные изолирующие зажимы или СИЗ

Изделия представляют собой пластиковый колпачок с фиксирующей пружиной. Выполняются из негорючих материалов и отличаются низкой себестоимостью. Удобны для маркировки, так как поставляются в разном цветовом исполнении.
Область применения: монтажные коробки, осветительные приборы и оборудование.
Преимущества: низкая стоимость, простота применения, цветовое разнообразие, многократное использование. Недостатки метода: нельзя соединять между собой медь и алюминий, относительно слабая фиксация контактирующих поверхностей.
Гильзы для опрессовки

Соединительные обжимные гильзы — это полые алюминиевые либо медные трубки, в которые помещаются соединяемые провода. В отдельных случаях применяется как альтернатива сварке или пайке. Благодаря комбинированному варианту исполнения алюмомедные гильзы подходят для соединения разных типов кабеля (медного и алюминиевого).
Для создания надёжного контакта метод требует наличия специализированного инструмента — обжимных клещей. Обычные плоскогубцы для этой цели не подойдут, так как не имеют необходимых диаметров для опрессовки. Рекомендовано использование термоусадочных трубок для защиты гильзы от внешних воздействий.
Сфера применения: обжимные гильзы идеально подходят для организации безопасных контактов в розетках.
Преимущества: опрессовка — долговечный способ соединения, возможность коммутации медных и алюминиевых проводов между собой. Недостатки: относится к одноразовым/неразъёмным, требуют наличие специального инструмента.
Зажим «орех»

Удобный тип соединения проводников. Отличается простотой конструкции — 2 металлических пластины с местом под соединение и 4 зажимных винта по углам. Соединительные пластины защищаются карболитовой оболочкой, благодаря которой способ и получил своё название.
Область применения: в основном в распределительных щитах многоквартирных домов.
Преимущества: высокая степень надёжности, не требует разрыва проводника, к которому необходимо присоединить дополнительный провод, допустимо соединять между собой медь и алюминий. Недостатки: из-за размеров не подходит для использования в распределительных коробках, где требуется разместить много контактов, низкая степень пыле- и влагозащиты.
Болтовое соединение

Способ прост и не отличается эстетическими изысками. Однако надёжен и долговечен. Используется болт, 3 шайбы и гайка. Для создания контактной поверхности необходимо надеть первую шайбу на резьбу болта, прикрутить одну из токопроводящих жил, затем надеть вторую шайбу, прикрутить второй проводник, после чего надеть 3 шайбу и прочно зафиксировать гайкой.
Область применения: хорошо подходит в качестве временного соединения «на скорую руку». Не рекомендован к длительной эксплуатации, особенно в местах, где отсутствует возможность постоянного контроля.
Преимущества: допустимо соединение проводов из разных материалов, быстрота. Недостатки: металлические шайбы могут сильно нагреваться, что создаёт риск возникновения пожара, полное отсутствие пыле- и влагозащиты.
Сварка

Метод требует наличия профессиональных навыков работы со сварочными аппаратами и ряд специализированных инструментов: пассатижи, бокорезы, флюс (для сварки алюминия) и защитные средства для глаз.
Область применения: чаще всего используется на производстве.
Преимущества: крайне высокая степень надёжности ввиду сплавления контактирующих поверхностей. Недостатки: не подходит для сварки между собой меди и алюминия.
Пайка

Область применения: радио- и микроэлектроника (для присоединения проводов на плату). Пайка также применяется для скрепления между собой различных проводников.
Преимущества: допустимо соединение между собой меди и алюминия. Существенный недостаток — слабое место коммутации. Разрыв в месте пайки может произойти даже при слабом воздействии. Также необходим набор обязательных аксессуаров: паяльник либо паяльная станция и припой.
Скрутка

Один из самых популярных и примитивных способов соединения. Используется повсеместно и с любыми видами кабельно-проводниковой продукции. Относительно недавно включен в разряд запрещённых (прямого запрета в ПУЭ на это нет, но и в список разрешённых соединений скрутка не входит). Изолирование контактирующих поверхностей при скрутке осуществляется с помощью изоленты или с применением термоусадочных трубок.
В зависимости от многих факторов, таких как профессиональный навык, усилие при скручивании, применение зажимного инструмента, а также видов проводников может быть как надёжным, так и нет. Подобное соединение связано с определённым риском, так как со временем скрутка теряет свои прижимные свойства, вследствие чего ослабляется контакт между проводниками, что приводит к повышению температуры в месте соединения и возгоранию.
Применение: скрутка больше подходит для организации временного соединения. Для исключения возможных рисков рекомендовано воспользоваться одним из выше представленных способов.
Преимущества: быстрота и простота применения, возможность соединения меди и алюминия. Недостатки: высокий риск возникновения пожара, быстрое окисление места соединения и, как следствие, ухудшение контакта.
Чем отличается сварка от пайки
Как проходит пайка сложных металлов?
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс – пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.

Таблица паяльных флюсов.
Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для пайки меди справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно.
Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.

Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.
Материалы и инструменты для пайки
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса . Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Полезные советы
Они касаются пайки меди со сталью и другими добавочными металлами:
- Обязательное требование к припою по меди – это его хорошо расплавленное состояние. Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.
- Смесь должна растечься по абсолютно всей поверхности, следить за этим неукоснительно.
- Флюс используется для удаления оксидной пленки и любых других видов грязи.
- Стоимость данных смесей находится в очень широком диапазоне, это объясняется различными составами и техническими характеристиками их сплавов.
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Чаще всего применяют следующие флюсовые составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
Преимущества пайки
Соединение металлов методом пайки – очень популярная технология.

Этому есть серьезные причины:
- Пайка не деформирует детали во время процесса, их форма остается первоначальной.
- Не приходится иметь дела с явлениями коробления и какого-либо внутреннего напряжения.
- Прочность и герметичность сформированного шва.
- Независимость данной технологии и качества швов от различных температурных режимов, включая значительное нагревание.
- Возможность соединения металла с неметаллическими материалами.
- Нетрудное разъединение швов.
- Пайка нержавейки твердыми припоями является самой качественной из всех возможных вариантов;
- Такой метод используется в промышленности для ответственных соединений, работающих в сложных условиях;
- Соединение может применяться даже в местах с высокой температурой;
- Детали стойки к различного рода нагрузкам;
- Процесс пайки происходит относительно быстро и не требует большого количества подготовительных процедур;
- Ею намного легче ремонтировать детали в станкостроительной сфере;
- Во время обработки температура является не столь высокой, чтобы деформировать металл заготовок, как это случается при сварке.
Классификация припоев
Припои подразделяются ровно на две категории по следующим параметрам:
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором.
При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Как выбирать припой для меди?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
Если же вы работает с тонкостенными трубами, и для них высокая прочность соединения не критична, выбирайте мягкий тип медно-фосфорного припоя с низкой температурой плавления.
Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
Реферат – Пайка металло
Область применения пайки металлов, ее преимущества и недостатки. Методы паяния нихрома, титана, стали и других материалов. Выбор припоев и флюсов, от которых зависит качество паяного шва.
- Разновидности
- Технология пайки металлов
- Ваш комментарий к ответу:
- Ваш комментарий к ответу:
- Адгезия расплавов и пайка материалов. Сборник научных трудов. Вып. 41
- Бессвинцовые технологии
- Сравнение со сваркой
- 2.3 Контактно-реактивная пайка
- Обзор видов
- Низкотемпературная
- Высокотемпературная
- 2 .4 Реактивно-флюсовая пайка
- Стандарты
- Меры безопасности
- Пошаговая техника пайки проводов
- Что понадобится?
- См. также
- См. также
- См. также
- Пошаговая методика пайки радиодеталей на плату
- Возможные проблемы при пайке
- Работа с медью
- Написать отзыв
- Литература
- Видео по теме
Разновидности
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл.
50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Технология пайки металлов
Технология пайки металлов протекает в следующем порядке:
- Вначале тщательно зачищаются соединяемые поверхности деталей. Снимается фаска;
- Наносится тонким слоем флюс. Какой наносить флюс зависит от свойств металла, который будут паять. Для лучшего распределения флюса по поверхности, необходимо прокрутить соединяемые детали. Или же поверхность подвергают лужению;
- Затем горелкой разогревается заготовка в определенном радиусе от места соединения. Для более качественной пайки место соединения прогревается до температуры, которая значительно выше температуры плавления припоя;
- На разогретое место соединения присоединяют припой, который быстро плавится и заполняет зазор соединяемых деталей. Некоторые виды пайки включают в себя лужение зачищенной поверхности и последующее соединение и прогрев;
- После пайки остывание должно происходить естественным путем. Иначе качество соединения может пострадать.
Технология пайки металлов без припоя применяется при соединении титана и меди. Используется явление контактного плавления. Учитывая, что плавление меди происходит при температуре 1083 градусов Цельсия, а титана 1725 градусов Цельсия, то при плотном соединении и нагреве до 900 градусов Цельсия, имеющийся зазор заполняется расплавом в месте контакта. Происходит процесс диффузии металлов.
Пайка находит свое применение в соединении труб теплообменников, в холодильных установках, системах, передающие разные жидкости и газы и др.
Новые методы пайки металла
Пайка — один из наиболее известных методов соединения металлов. Однако применявшиеся до последнего времени способы пайки вследствие низкой производительности, недостаточной надежности соединения, сложности технологического процесса и других недостатков использовали относительно редко.
В последнее время появились новые методы пайки, использующие различные виды электрического нагрева: т. в. ч., электронный луч, нагрев в термических печах, пайка с применением ультразвука и др. Эти методы нагрева в сочетании с такими защитными средами, как вакуум, инертные и восстановительные газы (водород, СО. и др.), специальные припои, не требующие флюсов, позволили значительно улучшить качество паяных изделий и повысить производительность процесса пайки.
Новые методы пайки дают возможность использовать деталь в изделиях без последующей механической обработки.
С помощью новых методов пайки можно соединять тугоплавкие металлы и металлы, обладающие особыми свойствами.
Из таких металлов могут быть изготовлены в условиях вакуума тонкостенные конструкции, подвергающиеся воздействию высоких температур. Пайка в современном состоянии удовлетворяет всем требованиям производства с точки зрения экономики, так как использование паяных соединений способствует уменьшению трудоемкости и снижению стоимости изделия.
Пайка стала одним из важнейших технологических процессов соединения металлов во многих отраслях металлообрабатывающей промышленности. Паяные соединения надежно работают в ответственных изделиях в авиационной, радиотехнической, автомобильной, приборной и других отраслях промышленности.
Пайкой называется процесс получения неразъемного соединения материалов с нагревом ниже температуры их автономного расплавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва.
Пайку металлов следует проводить при определенной температуре и в средах, обеспечивающих хорошее смачивание припоем металла и взаимную диффузию жидкого припоя и металла соединяемого изделия. При этом должны быть созданы условия для возникновения капиллярных явлений. Последние обеспечивают проникновение жидкого припоя в зазоры между соединяемыми изделиями. Припой проникает в зазоры между соединяемыми деталями, при охлаждении кристаллизуется и образует прочную связь. Нагревать изделие и расплавлять припой можно дугой, теплотой, выделяющейся в электрическом контакте, в печах сопротивления, индукционным методом, электронным лучом, газовым пламенем, погружением в соляные ванны или жидкие припои и т. п.
Пайка имеет ряд преимуществ по сравнению со сваркой. Во многих случаях при пайке расходуется меньшее количество теплоты. Пайка не вызывает существенных изменений химического состава и механических свойств основного металла. Как правило, остаточные деформации в паяных соединениях значительно меньше, чем в сварных. Поэтому возможно соблюдение точных размеров паяных конструкций без дополнительной обработки. Пайкой соединяются углеродистые и легированные стали, чугун, цветные металлы и сплавы, благородные металлы и т. д., а также разнородные материалы. Процесс пайки легко механизируется и автоматизируется.
Большинство способов пайки осуществляют с применением различных припоев и лишь в тех случаях, когда в процессе пайки между металлами могут образоваться легкоплавкие эвтектики, пайка возможна без специального припоя.
К припоям предъявляют ряд требований общего характера. Припой должен хорошо растекаться по поверхности основного металла, смачивать и растворять его, легко заполнять зазоры между деталями, обеспечивать необходимую прочность соединения и т. п.
Припои применяют в виде лент, паст, прутьев. Особенно распространены припои в виде проволочных контуров и прокладок из фольги, штампуемых в соответствии с поверхностью соединяемых частей.
Широкое применение в качестве припоев получили высокотемпературные припои — сплавы на основе серебра, алюминия, меди и др., обладающие, как правило, температурой плавления выше 450—500° С (723—773 К). Медно-цинковые припои ПМЦ 36, ПМЦ 48, ПМЦ 54 имеют предел прочности σв = 21 35 кгс/мм 2 (206,0 — 343,2 МН/м 2 ), относительное удлинение до 26%, рекомендуются для пайки изделий из меди, томпака, латуни, бронзы. Серебряные припои имеют температуру плавления 740—830° С (413—1103 К). Согласно ГОСТ 8190—56 марки припоев разделяют в зависимости от содержания в сплавах серебра, которое изменяется в пределах от 10 (ПСр 10) до 72% (ПСр 72). В них также содержатся цинк, медь и в небольшом количестве свинец. Эти припои применяют для пайки тонких деталей, соединения медных проводов и в случаях, когда место спая не должно резко уменьшать электропроводность стыковых соединений.
Низкотемпературные припои имеют температуру плавления ниже 450—400° С (723—673 К). Они обладают небольшой прочностью. Их применяют для пайки почти всех металлов и сплавов в разных их сочетаниях. В большинстве случаев низкотемпературные припои содержат значительный процент олова.
Низкотемпературные оловянно-свинцовые припои (ГОСТ 1499—70) имеют верхнюю критическую точку плавления 209—327° С (482—600 К). Олово имеет точку плавления 232° С (505 К). Его предел прочности при растяжении 1,9 кгс/мм 2 (18,6 МН/м 2 ), относительное удлинение 49%, НВ 6,2 кгс/мм 2 (60,8 МН/м 2 ). Оловянно-свинцовые припои ПОС-90, ПОС-61, ПОС-40 и др. применяют при пайке медных аппаратов, авиационных радиаторов, изделий из латуни и железа, медных проводов и т. д.
Образование качественного паяного соединения в значительной степени зависит от возможности наиболее полного удаления с поверхности металла окисных, адсорбированных газовых и жидких пленок. В практике пайки для удаления поверхностных пленок применяют различного рода флюсы, восстановительную атмосферу или вакуум. В последнее время для этой цели успешно используют механическое разрушение пленок с помощью ультразвуковых упругих колебаний.
Флюсы при пайке имеют несколько назначений. Они защищают основной металл и припой от окисления, растворяют или восстанавливают образовавшиеся окислы, улучшают смачивание поверхностей, способствуют растеканию припоев. Флюсы можно применять в твердом, жидком и газообразном виде (в виде порошков, паст, растворов газов). Роль флюса выполняют некоторые специальные газовые атмосферы и вакуум, которые также могут способствовать восстановлению окислов и улучшению условий смачивания. Флюсующее действие оказывают в некоторых случаях отдельные составляющие, входящие в состав припоев. Например, фосфористые припои не требуют флюсов при пайке медных сплавов.
Пайку можно вести при общем или местном нагреве конструкции. При общем нагреве изделие помещают в печь или погружают в соляную или металлическую ванну. В этих условиях изделие прогревается равномерно. Такой процесс целесообразен для пайки изделий относительно небольших размеров. При местном нагреве подогревают лишь часть конструкции в зоне спая.
Пайка при помощи паяльника. Наиболее известный и широко используемый метод пайки низкотемпературными припоями — пайка паяльниками. В усовершенствованных конструкциях паяльников обеспечивается механизированная подача припоя и его дозировка.
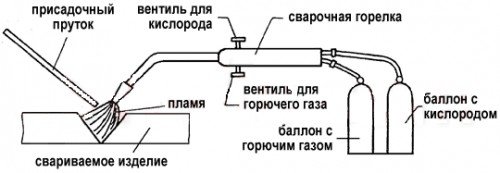
Пайка газовым пламенем. Газовым пламенем паяют вручную и механизированным способом. Источником нагрева служит пламя обычных горелок с применением в качестве горючего относительно невысококалорийного газа, например пропана. Газовое пламя лишь частично предохраняет место спая от окисления, поэтому рекомендуется применение флюсов и паст.

Рис.109. Основные виды индукторов для пайки:1—индуктор;2—детали;3—припой
В некоторых случаях флюсы подаются в газообразном состоянии непосредственно в пламя. При газовой пайке возможно применение высокотемпературных и легкоплавких припоев.
Для крупных деталей иногда применяют процесс пайки, называемый «сварка бронзой». В этом случае припоем служат латунные стержни, изделие нагревают кислородно-ацетиленовой горелкой. Сначала ею подогревают кромки, насыпают флюс, облуживают их тонким слоем припоя, а затем заполняют припоем весь объем разделки. Сварку бронзой используют при ремонте чугунных и стальных деталей.
