Чем резать алюминий в домашних условиях?
Способы и приспособления для резки алюминия
[Резку алюминия можно выполнять по различным технологиям], которые применяют к материалу, в зависимости от его технических параметров и объемов предстоящих работ.
Например, если толщина алюминиевых листов минимальна, можно выполнить их обработку обычными ножницами по металлу.
Но при больших и ежедневных объемах работ с необходимостью делать большое количество разрезов уместно применить другие, более серьезные типы устройств.
В зависимости от толщины металлических листов, для их резки может использоваться болгарка, фрезерная или гидроабразивная установка.
Также работа может выполняться с помощью гильотины или плазмореза.
Для очень качественной серийной резки алюминия применяют станок с ЧПУ – числовым программным управлением.
Исходя из этого, есть смысл рассмотреть каждую технологию резки алюминия по отдельности.
Особенности плазменной резки алюминия
Плазменная резка алюминия – идеальный вариант получить высокое качество среза цветного металла.
При этом для образования плазмы, необходимой для обработки листов алюминия и его сплавов, используются только неактивные газы: водородный, аргоновый или азотный.
Активные газы, такие как воздух и кислород, – предназначены образовывать плазму для резки черного металла.
С применением сжатого воздуха плазморезом обрабатывают алюминий и алюминиевые сплавы, при условии, что толщина изделий не превышает 70 мм.
Не рекомендуется использовать для плазменной резки алюминия газовую смесь, сочетающую азот с аргоном, так как она предназначена для резки 50-ти мм высоколегированной стали.
Применение чистого азотного газа возможно для резки алюминия с толщиной заготовки до 20 мм.
А вот азот в сочетании с водородом, позволит обработать алюминий и его различные сплавы, с толщиной 100 мм.
Аргоновый газ с водородом, может применяться для резки алюминиевых материалов, с толщиной более 100 мм.
При этом содержание водорода в аргоновом газе не должно быть более 20%, что хорошо отразиться на стабильности горящей дуги.
Особенности гидроабразивной резки алюминия
С помощью резки алюминия плазморезом по гидроабразивной технологии можно получить нужные заготовки с отличным качеством среза, со средними параметрами шероховатости кромки.
Гидроабразивная резка алюминия происходит с минимальными потерями, несмотря на теплопроводность алюминия, является пожаро- и взрывобезопасной.
Гидроабразивная резка алюминия основывается на применении в технологическом процессе специально очищенной воды и абразивных зерен, категория которых подбирается с учетом характеристик обрабатываемого металла и типа работ (в каких условиях проводятся).
Под воздействием водоструйной технологии удается разрезать металлические материалы с толщиной до 300 мм, что позволяет соединять тонколистовые изделия в общую упаковку и обрабатывать их за один этап.
Кроме того, гидроабразивная резка алюминиевого материала и его сплавов дает возможность выполнять высокоточное разрезание изделий со сложными формами.
А это значит, что качественного результата можно добиться даже при формировании внутренних радиусов, скосов и острых углов.
Гидроабразивная резка – экологически безопасная технология, отличает ее отсутствие пыли, щепок и химических микрочастиц.
При необходимости серийной резки алюминия, используют гидроабразивный станок с ЧПУ. Наличие программного обеспечение практические не требует вмешательства оператора в рабочий процесс.
В данном случае резка металла происходит строго по заданной программе.
Особенности фрезерной резки алюминия
Фрезерная резка алюминия позволяет проводить работы с изделиями любых конфигураций, включая винтовую поверхность.
При этом фрезерная установка должна быть настроена именно на работу с алюминием, а не с каким-либо другим металлом.
Сюда входит тип фрезы, регулировка частоты оборотов фрезы, период подачи рабочей плоскости или режущего инструмента.
Объясняются данные требования повышенной пластичностью алюминия, ведь даже его фрезерная обработка на установках с ЧПУ проходит с риском, что на поверхности металла, особенно в процессе крепления, появятся какие-либо дефекты.
И все же фрезерная обработка алюминия, с применением станков ЧПУ, незаменима при необходимости получить высокое качество продукции и повысить производительность труда.
Фрезерная обработка листового материала, с применением станков ЧПУ, может использоваться для металла с толщиной от 3 мм до 280 мм.
Кроме того, станок с числовым программным управлением – идеальный вариант для воссоздания копий с электронных чертежей.
Фрезерный станок с ЧПУ позволяет с точностью изготавливать элементы различного назначения с минимально допустимой погрешностью.
В последнее время начала пользоваться спросом фрезерная 3D установка с ЧПУ.
Такой станок позволяет получить готовые 3D изделия различных конфигураций, его используют для изготовления форм для литья, различного рода рекламных вывесок с объемными символами и фигурками.
Особенности резки алюминия на гильотине
С применением гильотины выполняют резку алюминиевого листового материала.
Гильотина представляет собой тип кузнечно-прессовой установки, при этом установка может эксплуатироваться в ручном, механическом и гидравлическом режиме.
Эксплуатация механической гильотины основывается на использовании системы кинематической цепочки, в то время как функционирование гидравлической гильотины происходит за счет рабочей жидкости.
Ручные гильотины легко выполняют резку тонких листов алюминия, в действие установка приходит за счет простого рычажно-пружинного механизма.
Подобные гильотинные ножницы удобны в домашнем использовании, так как имеют компактные размеры и не требуют много места для установки.
Гильотины с механическим управлением вводятся в действие за счет электропитания.
Резку алюминия и прочих металлов подобные устройства выполняют с допустимыми отклонениями, поэтому не могут обеспечить идеально точный разрез материала.
Высокоточные разрезы возможны с применением только гидравлических гильотин, они имеют внушительную конструкцию и встроенную заднюю линейку, которая способствует точности выполняемых процессов.
Модификация гидравлических гильотинных установок, в ходе которой произошла замена имеющихся двигателей на новые, более мощные, позволяет осуществлять резку алюминия любой толщины.
Особенности резки алюминия болгаркой
С помощью болгарки выполнить высокоточную резку мягких металлов сложно, особенно это касается алюминия. Вязкий по своей структуре материал в процессе работы вызывает трудности и требует применения специфических действий.
Например, чтобы разрезать листовое изделие или какую-либо алюминиевую заготовку с большой толщиной, на рабочий шов капают керосин.
В данном случае, керосин выступает в качестве смазки и не дает, чтобы отрезной круг болгарки увяз в металле.
При работе болгаркой необходимо строго соблюдать правила безопасности и все время контролировать, чтобы за счет керосина не появилось возгорание.
Приобретая диск для болгарки, необходимо знать, для обработки какого материала этот круг предназначен.
В противном случае, неправильно подобранный круг, не только не выполнит поставленную задачу, но может стать причиной неожиданной травмы.
Поэтому выбирая отрезной круг для распиловки алюминия, рекомендуется обращать внимание на его лицевую поверхность.
Именно на ней производитель указывает, какой диаметр имеет изделие, для обработки какого материала круг предназначен.
Помимо этого, отрезной круг для болгарки имеет обозначение размера посадочного отверстия, а также указание разрешенного количества оборотов, другие отметки по особенностям эксплуатации.
Очень важно в процессе работы болгаркой не забывать, что на круг можно воздействовать только радиальным усилием.
Особенности резки алюминия дисковой пилой
Дисковая пила является рабочим элементом станка для резки алюминия и другого металла.
При этом пильный диск в конструкции таких станков может быть не один, и иметь различную форму зубов. Все зависит от назначения, которое при производстве получил пильный диск.
Такие пилы бывают фронтальными, вырубными или походят на настольную пилу.
За счет присутствия в конструкции станка вспомогательных приспособлений, в процессе эксплуатации движения диска пилы обеспечивается плавным ходом.
Дополнительные приспособления позволяют выполнить обработку металла с изменением угла, а благодаря пневмозажимам, позволяют фиксировать заготовки в различных положениях.
Вырубные пилы применяют для резки алюминия одновременно в двух плоскостях.
Один диск вырубной пилы располагается перпендикулярно второму, что позволяет выполнять в металлическом изделии вырезы с различными контурами.
При этом пильный диск, как первый, так и второй, может менять свое положение в пределах от -450 до +450.
Диск для распиловки алюминия с применением установки дисковой пилы выбирают с диаметром 160-600 мм.
При этом чаще всего используют пильный алмазный диск с диаметром 350, 420-450 и 550 мм.
Чем Лучше Резать Алюминий

Алюминий приобрел широкую популярность, в том числе в ремонте и строительстве. Но материал не обладает хорошей адгезией к другим поверхностям. Поэтому, чтобы приклеить алюминиевый уголок на фарфор или плитку, вам понадобится качественный клей.
Виды клея
Алюминий хорошо прилипает к полиуретановому клею или эпоксидной смоле.
Клеи на основе полиуретана могут быть одно- или двухкомпонентными. Первые не содержат растворителя.
Двухкомпонентная смола на основе смолы имеет отвердитель. Поэтому он хорошо склеивает дерево, фарфор, камень. В том числе керамогранит.
Составы на основе смолы
Эпоксидный клей, используемый на предприятиях, может затвердевать при температуре 1000 градусов. В повседневной жизни и при ремонте используется клей, который отверждается при 15 градусах и более 300 градусов.
Существуют разные составы и разновидности для алюминия. Они могут иметь как сварочный эффект, так и мгновенное отверждение. Они могут приклеивать различные поверхности к алюминию и металлу друг к другу.
Важно! Строго следуйте инструкциям при использовании клея.
Как правильно приклеить уголок из металла к керамограниту
Композиция эпоксидной смолы используется для этих целей.
Работы проводятся в хорошо проветриваемом помещении, перчатках и респираторе.
Следующее должно быть сделано.
- Очистите поверхность от грязи с помощью кисти и ткани.
- Вам необходимо соединить клей с отвердителем в специальном контейнере.
- Массу нужно перемешивать до тех пор, пока она не станет однородной.
- Клей наносится на обе поверхности. Угловые и керамогранитные. Вверх.
- Соедините их крепко друг против друга.
На последнем этапе необходимо закрепить поверхность резинкой. Это должно быть удалено через 15 минут.
На какие характеристики клея обращать внимание
Вы должны рассмотреть:
- Термостойкость клея
- Влагостойкость
- Время отверждения
Преимущество таких средств состоит в том, что они не провоцируют окисление металла и не очень дороги.
Когда может возникнуть необходимость приклеить алюминий к фарфору
Профиль из угла может дополнить рисунок из керамики или придать законченный вид укладке плитки.
Обладает эстетикой, практичностью и долговечностью.
Алюминиевый уголок защищает поверхность от воды, влаги, делает кладку прочной, помогает скрыть дефекты и сколы.
Таким образом, отличным решением для приклеивания уголка керамогранита является двухкомпонентная композиция с отвердителем. Следуя рекомендациям, вы можете легко сделать эту работу самостоятельно.
Алюминиевый лист является одним из наиболее распространенных материалов, используемых в повседневной жизни для самых разных целей. Однако для его использования требуется наиболее подходящий инструмент.
Почему опасно резать алюминий болгаркой
Резать алюминий не только сложно, но и небезопасно! Особенно при использовании мощных шлифовальных машин.
Из-за вязкости алюминия диск застрянет, и инструмент попытается вырвать у вас из рук.
И это произойдет не сразу, а только тогда, когда разрез достигнет определенной глубины. И это может стать неожиданностью для неопытного пользователя инструмента.
В любом случае, разрезать диск по металлу будет нелегко.
Небольшая история о том как пришлось резать алюминиевую цистерну. И что из этого вышло
Один из моих знакомых, как только они устроились на работу, должен был увидеть алюминиевый резервуар с шлифмашинкой. «Мелочь», подумал он, расспрашивая алюминий, нет ничего проще!
Но его радость быстро угасла, когда он принялся за работу.
Диск постоянно застревает, застревает в этом металле. Болгарка попыталась выпрыгнуть из ее рук.
Это было очень медленно, чтобы мучить, чтобы сократить. Различные оскорбительные мысли не покидали мою голову. )))
Так что делать? Наем, вам нужно сделать это! Так прошло несколько часов тяжелой работы.
Проходящий мимо старик пришел на помощь.
Видя боль, он начал пытаться дать совет, но совет иногда бывает трудно принять, особенно когда нервы уже на грани. В конце концов, работа, которая поначалу казалась простой, была уже довольно утомительной. Поэтому первая реакция на совет. Это желание отправить в ад.
Однако был дан совет, и в конце концов, как сказал друг, он последовал за ним. Вообразите его удивление, когда после этого все стало намного веселее.
Наиболее подходящий инструмент для раскроя
Ниже приведены инструменты, которые домашний мастер может использовать для резки алюминиевых листов, независимо от их толщины:
- Ручной инструмент (ножовки);
- Болгарский;
- Головоломки;
- Металлические ножницы (или электрические ножницы);
- Гильотины;
- Резак и т. Д.
Видео: Чем Лучше Резать Алюминий
При резке алюминия крайне важно защитить стружку. Дело в том, что независимо от разреза (прямого или изогнутого), сколы могут нанести значительный ущерб мастеру.
В чём был совет помогший с лёгкостью разрезать алюминиевую цистерну?
И совет был такой.
Срез должен быть смазан. Например, подержанное автомобильное масло вполне подходит для этой цели.
Немного практики, и работа закипела. Диск не застрял, алюминий нарезан на ура.
Итак, простой трюк от опытного человека помог сохранить нервы и силы. И здоровье возможно, потому что болгарина перестала застрять в алюминии и попыталась вырваться из ее рук.
Вы понимаете, что угрожает такому балансу при работе с этим инструментом. Ты не веришь?
Поговори с хирургами, они тебе скажут.
Осуществление отреза алюминия
Дело в том, что алюминий довольно мягкий металл. Если речь идет о большой толщине (алюминиевые пластины), то рекомендуется это сделать. Используя режущий инструмент на косильной лески скашивания, срез должен быть выполнен несколько раз.
В худшем случае это приведет к работе с травой. В лучшем случае разрез металла будет отвратительным и потребует дополнительной обработки. И это увеличение времени.
При этом не забывайте, что на место среза рекомендуется наносить капли масла, парафина или авиационного керосина. Это позволит избежать перегрева металла в зоне резки.
В результате получается идеально ровный срез независимо от конфигурации. Таким образом, благодаря высококачественному подходу и использованию специализированных инструментов, резка алюминиевого листа / пластины становится возможной даже в гаражной мастерской.
Видео покажет использование различных файлов BOSH для резки алюминия:
Что вам понадобится
Использование электроинструментов
- Противогаз
- Набор защитных очков
- Наушники с шумоподавлением
- Медицинская маска
- Перчатки
- Виза
- Пила или режущий станок с диском для резки металла
Использование слесарного зубила
- Молоток для металлообработки
- Долото
- Сухая чистая ткань
Использование ножниц для резки жести
- Ножницы по металлу
- Плоская отвертка
Ножницы по металлу
Еще более простой инструмент, с которым легче работать. Принцип действия элементарный. Профиль маркируется, после чего его режут на косильной лески скашивания.
Преимущества:
- Резка быстрее, чем ножовка;
- Низкая стоимость ножниц;
- Хороший результат возможен с качественным инструментом и опытом.
Недостатки:
- При пересечении кромок профиля вы можете оставить леску маркировки с помощью косильной лески скашивания, повредить заготовку или согнуть ее;
- Вы должны потренироваться и испортить несколько «грубых» заготовок, прежде чем работать идеально.
Электрический лобзик
Перед началом работы важно убедиться, что файл прикреплен к инструменту, специально для металла. Конечно, полотно для дерева также режет алюминий, но качество реза оставляет желать лучшего. Резка профиля начинается сзади, затем по очереди пила боковые края.
Преимущества:
- Электрооборудование облегчает работу пользователя;
- Качество, близкое к идеальному (у продукта не будет заусенцев, скосов или других дефектов);
- Скорость работы;
- Повторно используемый (с правильным выбором файла);
- Лобзик дешевле, чем аналогичные устройства для резки алюминиевых профилей.
Недостатки:
- Заготовка должна быть надежно закреплена, чтобы она не «вела» во время работы лобзика.
Особенности резки алюминия на гильотине
Используя гильотинный вырезанный алюминиевый листовой материал.
Гильотина. Это тип кузнечно-прессового станка, при этом устройство может работать в ручном, механическом и гидравлическом режимах.
Механическая гильотина основана на использовании кинематической цепной системы, а гидравлическая гильотина. На рабочей жидкости.
Ручные гильотины легко режут тонкие листы алюминия, установка вступает в действие благодаря простому рычажно-пружинному механизму.
Эти гильотинные ножницы удобны для домашнего использования, потому что они компактны и не требуют много места для установки.
Механически управляемые гильотины приводятся в действие.
Высокоточные разрезы возможны при использовании только гидравлических гильотин; они имеют впечатляющий дизайн и интегрированную заднюю леску, что способствует точности процессов.
Модификация гидравлических гильотинных установок, во время которых существующие двигатели были заменены на новые, более мощные, позволяет резать алюминий любой толщины.
Углошлифовальная машинка
Болгарка является универсальным помощником, который отлично работает на алюминии. Важно не путать режущий диск со шлифовальным кругом, выбирайте инструмент небольшой толщины, чтобы минимизировать потери материала и защитить руки от искр.
Преимущества:
- Скорость работы;
- Достойное качество резки;
- Относительная дешевизна оборудования;
- Минимальные движения пользователя;
- Долговечность оборудования, позволяющая многократно резать металлические профили.
Угловая шлифовальная машина
Недостатки:
Теперь необходимо изучить специальные приспособления для работы на алюминии.
Особенности резки алюминия болгаркой
С помощью шлифовальной машины трудно выполнить высокоточную резку мягких металлов, особенно алюминия. Вязкая структура материала создает трудности при эксплуатации и требует применения определенных действий.
Например, для резки листового изделия или любой алюминиевой заготовки большой толщины керосин капает на рабочий шов.
В этом случае керосин действует как смазочный материал и не позволяет режущему колесу измельчителя застрять в металле.
При работе с кофемолкой необходимо строго соблюдать правила безопасности и постоянно следить за тем, чтобы не произошло возгорания через керосин.
При покупке диска для шлифмашинки вам необходимо знать, для какого материала предназначен этот круг.
В противном случае неправильный круг не только не справится с заданием, но может привести к неожиданной травме.
Именно на нем производитель указывает диаметр изделия, для которого предназначен материал круга.
Кроме того, отрезной круг для шлифовального станка имеет указание размера скважины, а также указание допустимого количества оборотов, другие отметки об особенностях работы.
При работе с шлифовальной машиной очень важно не забывать, что на колесо может воздействовать только радиальная сила.
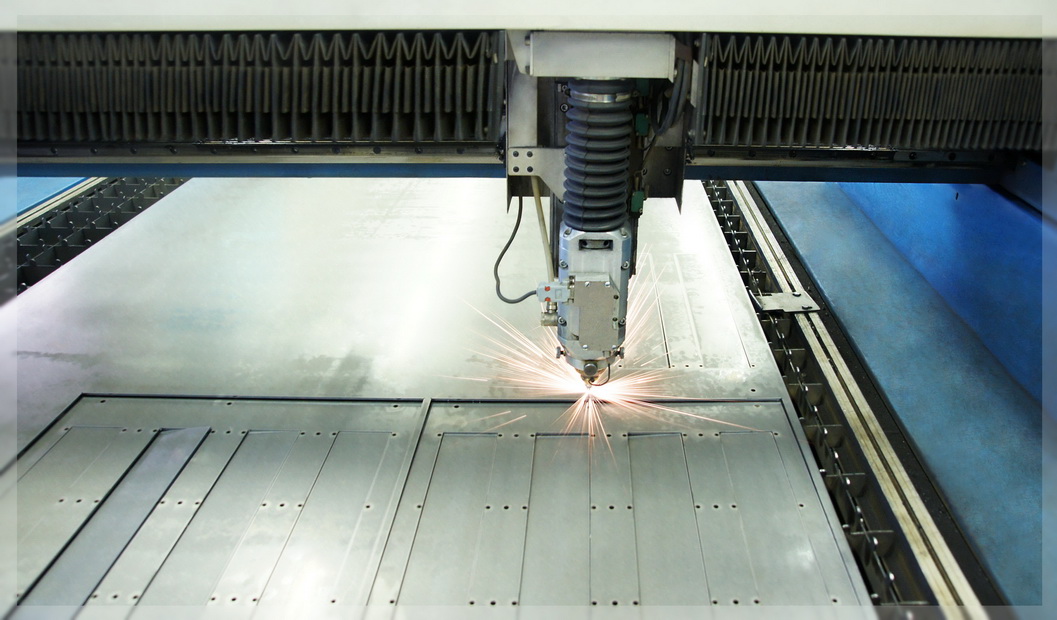
Плазменные и лазерные станки
Лучший способ для качества и скорости, но не подходит для домашнего использования. Плазменный резак и лазерный станок считаются профессиональным оборудованием и используются на металлургических предприятиях. Если есть возможность установить и разрезать на нем алюминиевый профиль поблизости, его стоит использовать.
Преимущества:
- Резка профиля занимает пару минут;
- Пользователь только настраивает оборудование, остальное делает машина;
- Качество резки лучше всего.
Недостатки:
- Стоимость оборудования оценивается в миллионы рублей;
- Невозможность использования дома или гаража;
- Шум на работе.
Как резать алюминий?
Если вы любите мастерить своими руками, полезно уметь резать алюминий, чтобы получить материал для самых разных целей. Хотя это кажется сложным, на самом деле есть несколько простых способов, которые позволяют быстро и безопасно разрезать алюминий. Можно использовать электроинструменты для относительно толстых заготовок, обычное долото, чтобы расколоть достаточно тонкие прутки, или ножницы для резки металла, если у вас алюминиевый лист — приложите немного усилий, и вы легко сможете самостоятельно порезать алюминий.
- Шаги
- Использование электроинструментов
- Использование слесарного зубила
- Метод 3из 3: Использование ножниц для резки металла
- Советы
- Предупреждения
- Что вам понадобится
- Использование электроинструментов
- Использование слесарного зубила
- Использование ножниц для резки жести
Использование электроинструментов

В большинстве случаев алюминий можно разрезать циркулярной пилой с твердосплавным лезвием. Выберите диск с мелкими зубьями и не режьте циркулярной пилой алюминиевый лист толще 6 миллиметров. Постарайтесь выбрать такой диск, который делает узкий пропил (то есть оставляет за собой узкий разрез). X Источник информации
- Разрезанные края алюминия не закрываются, поэтому старайтесь по возможности использовать узкий диск.

Нанесите на диск или резец смазку для резания. Это может быть как обычное масло, так и специальная смазка. Вы будете резать металл металлом, и смазка предотвратит искрение и заклинивание. X Источник информации
- Для резки алюминия повсеместно используют смазку WD-40 в виде аэрозоля. Слегка побрызгайте 5–6 раз на обе стороны диска.

Лучше взять диск меньшего диаметра. Та скорость, которая используется для дерева, обычно слишком велика для того, чтобы безопасно разрезать алюминий. Например, если для дерева вы используете диск диаметром 25 сантиметров, замените его на диск диаметром 18 сантиметров. Таким образом вы уменьшите скорость резания. X Источник информации
- Если у вас нет возможности изменить диаметр диска, подумайте о том, чтобы приобрести пилу с регулируемой скоростью вращения, и используйте минимальную скорость. Хотя обычно такие пилы дороже, они удобны для того, чтобы резать не только дерево, но и некоторые другие материалы, в том числе алюминий. X Источник информации

Закрепите кусок алюминия в тисках. Покрутите винт тисков против часовой стрелки, чтобы развести их губки. Разместите тиски вертикально, так чтобы верхний конец был расположен над столешницей, а нижний под ней. Поместите кусок алюминия в тиски и закрутите винт по часовой стрелке, чтобы зажать его. X Источник информации
- В качестве дополнительной меры безопасности пользуйтесь направляющей линейкой (толкателем), чтобы держать руки подальше от отрезного диска.

Двигайте кусок алюминия через лезвие или лезвие через кусок. Крепко держите пилу своей доминантной рукой. Давите вниз, пока лезвие проходит сквозь металл. Режьте металл медленнее, чем дерево. Безопаснее всего прикладывать постоянное давление X Источник информации
- Не стойте там, куда летят искры и стружка. Эта зона находится позади диска. Можно также прикрыть диск щитком, который защитит вас от искр и стружки.
- Держите руки подальше от отрезного диска.

Отрегулируйте глубину лезвия, чтобы она не превышала 6 миллиметров. Уберите щиток и подведите отрезной круг к куску алюминия. Ослабьте ручку или рычаг регулировки глубины и вращайте основание пилы до тех пор, пока отрезной круг не опустится ниже уровня металла не более чем на 6 миллиметров. После этого затяните ручку или рычаг. X Источник информации
- При регулировке глубины отрезного круга обязательно отключите питание.

Если в металле нужно сделать круглые вырезы, используйте лобзик. Прижмите к куску алюминия направляющие с обеих сторон пилы. Придвиньте пилку лобзика ближе к куску металла, после чего опустите ее так, чтобы она располагалась выше поверхности металла примерно на 1 сантиметр, и включите подачу. Медленно вдавите лобзик в металл и поверните заднюю часть пилы в направлении, противоположном направлению движения лезвия. X Источник информации
- Держите пилку лобзика параллельно линии разреза.
- Всегда используйте твердосплавные пилки.
- Нанесите на пилку смазку и режьте медленно.
Использование слесарного зубила

Приобретите зубило на 1 размер шире, чем кусок алюминия. Определите ширину полосы алюминия с помощью рулетки. После этого выберите подходящее зубило. Стандартные слесарные зубила имеют ширину 10, 14, 22 и 28 миллиметров. X Источник информации
- Например, если полоса алюминия имеет ширину 5 миллиметров, выберите зубило шириной 10 миллиметров.

Заточите зубило под углом 60–70 градусов с помощью роликовой направляющей. Вставьте зубило в направляющую (этот инструмент позволяет зажать зубило по боковым сторонам или сверху и снизу) и закрутите винты с обеих сторон, чтобы как следует зажать зубило. Выставьте нужный угол и прижмите скос кромки зубила к полуличному (относительно крупному) напильнику. Возьмитесь за направляющую обеими руками и легкими движениями в форме восьмерки потрите кромку зубила о напильник. X Источник информации
- Как только на скосе кромки зубила появятся царапины, перейдите на более мелкий (средний) напильник. Когда царапины появятся вновь, перейдите на мелкий (бархатный) напильник. В промежутках протирайте зубило сухой чистой тряпкой.

Зажмите кусок алюминия в тисках. Расположите металл в центре губок тисков и как следует зажмите его. X Источник информации
- Используйте массивные и прочные настольные тиски.

Поставьте зубило на металл возле губки тисков и ударьте по нему молотком. Держите зубило перпендикулярно к металлу своей неосновной рукой. Возьмите молоток для работ по металлу и ударьте им по ручке зубила (всегда делайте надрез перпендикулярно губкам тисков). Продолжайте бить по металлу, пока в нем не образуется выемка. После этого вы сможете легко разломать алюминий на 2 части руками.
- У вас должно получиться пробить кусок алюминия в течение 30 секунд. Если вам не удастся сделать это, вероятно, вы взяли неподходящее зубило, либо следует использовать пилу. X Источник информации
- Для смазки капните на кромку зубила вязким моторным маслом, чтобы оно легче вошло в металл.
- Ни в коем случае не используйте плотничный молоток с гвоздодером — он не предназначен для работы с твердым металлом, и его головка может расщепиться при ударе.
- Если вы хотите разрезать лист алюминия вдоль линии, можно не зажимать его в тисках, а просто положить на ровную поверхность. Подложите под металл доску, чтобы зубило не затупилось, когда вы пробьете алюминий.[14] X Источник информации
Метод 3 из 3: Использование ножниц для резки металла

Вырежьте круги в алюминии с помощью ножниц для криволинейной вырезки. Начертите на листе алюминия окружность водостойким маркером. Затем проделайте начальное отверстие: поставьте на линию окружности плоскую отвертку и ударьте по ее ручке молотком. После этого вставьте в отверстие ножницы для резки металла. Если вы режете против часовой стрелки, используйте составные ножницы по металлу с красной, а если по часовой стрелке — с зеленой ручкой. X Источник информации
- Не используйте прямые ножницы по металлу — даже если вам удастся вырезать такими ножницами круг, он будет иметь неровные зазубренные края.
- Если металл плохо поддается резанию, используйте ножницы и с красной, и с зеленой ручкой. Когда одни ножницы застрянут, смените их другими. Если необходимо чередовать прямолинейные и криволинейные разрезы, вам, скорее всего, понадобится два вида ножниц.

Приобретите большие ножницы для резки металла, чтобы сделать прямые разрезы в листе алюминия. Всегда разводите ножницы как можно шире, прежде чем сделать прямой рез. Прямые резы лучше всего делать плавными длинными движениями. При этом отклоняйте разрезаемую полосу металла вверх, а затем в сторону, чтобы она не загнулась к ручке ножниц и не заклинила ее. X Источник информации
- Чем длиннее прямой рез, тем размашистее должны быть движения.
- Обычно составные ножницы предназначены для криволинейных резов. Если у вас нет другой возможности, полностью раздвигайте ножницы перед каждым резом, а затем до конца сводите их, чтобы сделать максимально длинный разрез.

Если вам необходимо разрезать толстый лист металла, используйте прямые составные ножницы с широким углом раскрытия. Следите, чтобы толстый лист алюминия оставался прямым, и глубоко задвигайте его в широко раскрытые ножницы, прежде чем сомкнуть их. Хотя такие ножницы не очень подходят для криволинейных разрезов, ими удобно резать толстый металл, так как по сравнению с другими видами ножниц у них большой рычаг. X Источник информации
- Прямые составные ножницы наиболее эффективны при резке двойных или толстых листов металла. Как правило, ими можно разрезать лист мягкой (малоуглеродистой) стали толщиной около 1 миллиметра, что эквивалентно листу алюминия такой же толщины. X Источник информации
- Не используйте прямые составные ножницы, если вам необходимо сделать криволинейный рез.
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2]

Алюминий является основным элементом в любом механическом цехе. Это один из самых часто обрабатываемых металлов, его можно обрабатывать быстро и эффективно. Поскольку алюминий режут все, его обработка — это действительно конкурентное пространство. Особенно это касается производственной обработки. В этой статье я расскажу обо всем, что вам нужно знать, чтобы начать работать, чтобы вы могли получить хорошие заказы и справляться с ними как профессионал.
Примечание: данная статья является переводом.
Почему обработка алюминия может быть сложной?
Для начала давайте разберемся, с чем вы сталкиваетесь. Если вы делаете кронштейн для фермера, то не имеет значения, насколько эффективно вы снимаете материал. Но если вы делаете 10 000 кронштейнов в неделю для продажи в другие предприятия, вам нужно делать работу как следует. Почему обработка алюминия может быть сложной?
Основная проблема эффективной обработки алюминия заключается в том, чтобы просто добиться максимальной скорости съема материала без разрушения инструмента. Алюминий может расплавиться и прилипнуть к инструменту при сильном нагреве. Поэтому, даже если он режется как масло, это ненадолго, если алюминий прилипнет к инструменту, то в итоге вместо обработки вы будете заниматься сваркой трением.
Помимо того, что трение должно быть минимальным, дребезжание может быть просто чудовищным, когда вы задеваете станок. Это особенно проблематично, когда вы пытаетесь обработать чистые выемки. Ладно, хватит ныть. Давайте перейдем к тому, как вы можете с этим справится
Различные виды алюминия:
Не все марки алюминия обладают одинаковой обрабатываемостью. Одни режутся как в сказке, другие настолько вязкие, что засорившиеся сломанные инструменты становится кошмаром. Главное здесь — понять, с чем вы работаете.
Вот список некоторых распространенных типов алюминия и некоторые замечания по обработке:
| 2011 | Самый масляный из масляных. Это самый хорошо поддающийся обработке материал из всех марок алюминия. Коррозионная стойкость ужасная, поэтому его обычно нужно анодировать, но, если серьезно, вы не найдете более легкого материала для работы. |
| 2024 | У данного материала отличное соотношение прочности к весу, поэтому его можно использовать в тех случаях, когда он находится под напряжением. Он отлично справляется, но есть одна вещь, за которой вам нужно следить: он может скалываться в конце тяжелых пропилов с выходом инструмента из строя. Примером возможной проблемной области является выполнение прорези полного диаметра. Возможно, вам придется настроить траектории перемещения инструментов, чтобы смягчить выпуски, дабы предотвратить это. Стружка обычно получается хорошей, не слишком жилистой (но все относительно). Еще одна вещь, за которой нужно следить, — это коррозия. Коррозия у аллюминия 2024 на самом деле очень плохая штука, поэтому будьте осторожны, оставляя его в тонкой охлаждающей жидкости или в тумблерах для деталей. Нет смысла в отличной отделке, если она вся проржавела. В целом, однако, это отличный материал для работы. Лучше всего разрезать его в состоянии T351 или отожженным. |
| 5052 | Это очень мягкий материал, который обычно используется для формования. Обычно он поставляется в виде листов. Вы также можете найти его в судовом производстве, поскольку он обладает отличной коррозионной стойкостью. Он не ужасен, но нужно следить за липкостью при обработке материла. Убедитесь, что ваши инструменты бритвенно остры для работы с этим материалом, и что у вас есть отличная смазка, иначе поверхность будет повреждена, и вы рискуете испортить инструмент. Поддерживайте инструменты острыми, и у вас не будет проблем с получением яркого зеркального покрытия. |
| 6061 | Это отличный материал для резки. Пожалуй, самый распространенный материал, который можно встретить в механической мастерской. Все же следует быть осторожным с выходом из материала при очень сильных резах; существует небольшой риск сколов. Чем тверже этот материал, тем легче его обрабатывать. Т4 идеально подходит для обработки, но Т6 занимает близкое второе место. По сравнению с алюминием 2011 индекс обрабатываемости этих марок составляет 90% и 80% соответственно. |
| 6063 | По своим функциям он очень похож на 6061, но его чаще можно увидеть в виде штамповок . Однако данная марка алюминия не такая жесткая. Поэтому 6063 немного сложнее обрабатывать; он более мягкий и липкий. Когда вы режете алюминиевые штамповки, используйте действительно острые инструменты, хорошую смазку и следите за зазором для стружки. |
| 7075 | Он чрезвычайно популярен в конструкционных компонентах, таких как лонжероны крыльев самолетов и велосипедные рамы. Это очень жесткий алюминий. Он довольно хорошо обрабатывается; не так хорошо, как 6061, но и не так плохо, как 5052. Однако получить яркое покрытие из этого материала непросто; скорее всего, вы получите что-то более похожее на гладкий, но тусклый серый цвет. |
Главное помнить, что все марки алюминия хорошо поддаются обработке. Единственное, когда вы заметите разницу между этими сортами, — это когда вы сильно нагрузите свой станок. Если вы производите небольшие объемы продукции, вряд ли вы что-то заметите.
Стоит отметить, что существует заметная разница между литым и кованым алюминием. Литой всегда более жесткий, поэтому держите инструменты острыми и работайте с осторожностью.
Основные проблемы, с которыми вы столкнетесь, связаны с трением и нагревом. В следующем разделе мы рассмотрим, как справиться с этими проблемами, чтобы вы могли точно настроить свой процесс.
Режущие инструменты для алюминия:
Ни в коем случае не используйте для резки алюминия универсальный резак. Технически он будет работать, но алюминий совершенно отличается от стали.


Вот несколько аспектов выбора инструмента, которые помогут вам получить максимальную отдачу от вашего станка.
Материал режущего инструмента:
Режущий инструмент из карбида. Даже в непроизводственных областях применение твердого сплава превосходит быстрорежущую сталь как по стоимости инструмента в течение срока службы, так и по качеству обработки поверхности. Тем не менее, о твердом сплаве необходимо знать несколько полезных вещей, которые помогут вам подобрать идеальный инструмент для конкретной работы. По сути, нам просто нужно понять, что мы хотим получить от инструмента. Алюминий режется мягко, то есть инструмент не испытывает сильных ударных нагрузок при резке. Критически важным является сохранение остроты кромки. По этой причине для характеристики материала мы предпочтем твердость, а не вязкость. Есть две основные вещи, которые влияют на это свойство: размер зерна карбида и соотношение связующих веществ.
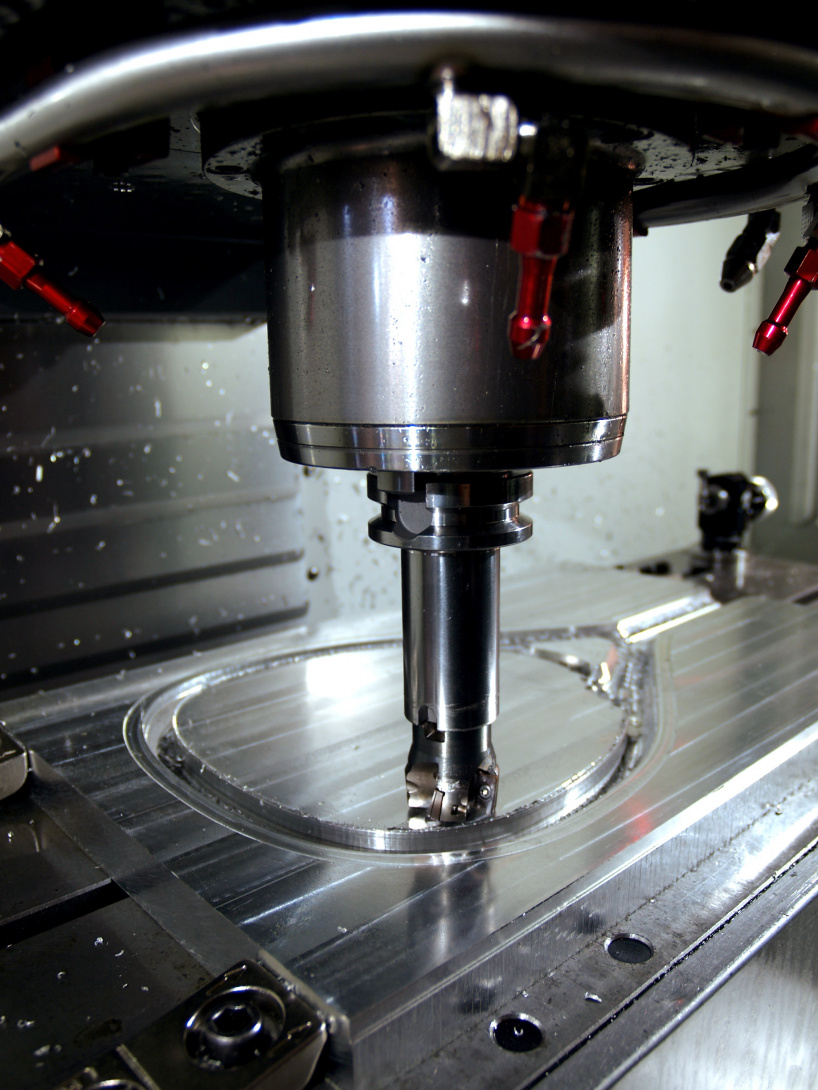
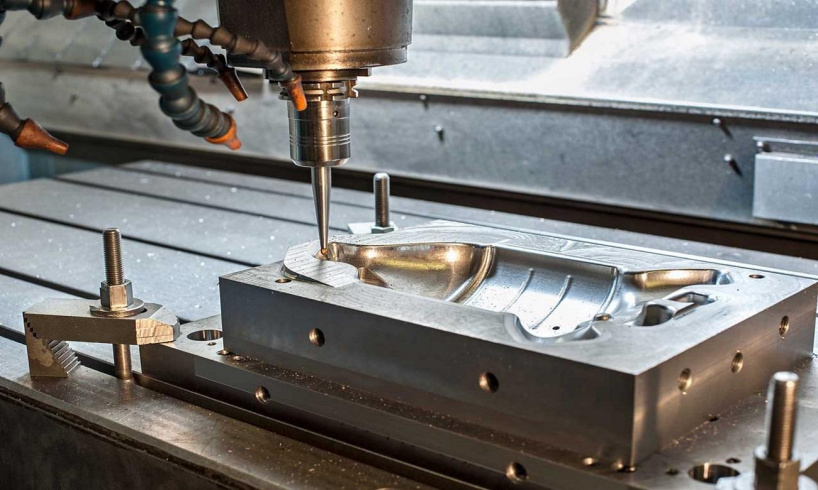
Изображение фрезеровки алюминия для визуального облегчения
Что касается размера зерна, то при более крупном зерне получается более твердый материал, в то время как при более мелком зерне — более ударопрочный, прочный материал. Для алюминия мы хотим сохранить остроту кромки, поэтому нам нужен мелкий размер зерна для максимального сохранения кромки.
Другой фактор — соотношение связки. Для твердосплавных режущих инструментов связующим веществом является кобальт. Содержание кобальта может составлять от 2% до 20%. Поскольку кобальт мягче, чем зерна твердого сплава, то при увеличении количества кобальта растет жесткость инструмента, а при его уменьшении растет твердость инструмента. Если по простому — твердость это способность материала противостоять проникновению в него более твердого тела, а прочность это способность материала противостоять приложенным нагрузкам и при этом не разрушаться.
Поэтому мы ищем твердосплавную фрезу с крупными зернами и низким содержанием кобальта.
Концевые фрезы с 3 канавками:
Концевые фрезы с 3 канавками — это оптимальный вариант для твердосплавных концевых фрез в 98% случаев. Зазор для стружки — это главное в работе с алюминием, а 3 канавки обеспечивают идеальный баланс прочности инструмента и зазора для стружки.
2 канавки могут быть приемлемым вариантом, когда силы резания ниже и зазор для стружки является более важным фактором. Это также может быть способом снижения силы резания для легких, некачественных резов. Это имеет смысл, если у вас очень длинный инструмент, склонный к вибрации. Фрезы с 2-мя канавками режут легко, поэтому это может помочь справиться с вибрациями.
Однако, в конечном итоге, 3 канавками — это промышленный стандарт. Для более крупных инструментов, таких как колпачковые фрезы, оптимальное количество канавок зависит от диаметра. Главное здесь — иметь большой зазор для стружки, чтобы ничего не забивалось. Никому не нужен заклиненный инструмент при 700 IPM.
Угол наклона спирали:
Вот баланс, который мы пытаемся найти: меньший угол спирали уменьшает нагрев, так как резание происходит в течение меньшего времени. Более высокий угол спирали обеспечивает более гладкую резку, дает отличную обработку поверхности, но при этом выделяется больше тепла.
Если ваш инструмент нагреется, алюминий приварится к нему, и игра окончена. Это происходит менее чем за секунду; все, что вы слышите, это резкий рост нагрузки на шпиндель и треск!
Поэтому вот надежное правило, которое работает для меня уже много лет:
Для черновой обработки отлично подходит меньший угол спирали — около 35 градусов. Это сохраняет инструмент холодным, и никто не заботится о чистоте поверхности при черновой обработке.
Для чистовой обработки понадобится больший угол спирали, угод в 45 градусов — это просто рок-звезда. Конечно, он выделяет больше тепла, но для легких чистовых резов на высоких скоростях подачи, кого это волнует? Гладкий рез оставляет красивую и точную поверхность.
Для того, чтобы и черновая, и чистовая обработка выполнялись достаточно хорошо, выбирайте угол спирали 40 градусов.
Черновая обработка: угол спирали 35 градусов.
Финишная обработка: угол спирали 45 градусов.
Многоцелевая: угол спирали 40 градусов.
Полезные функции:
Помимо этих основных принципов, есть еще несколько вещей, которые могут дать вам дополнительное преимущество.
Один лайфхак, с которой я добился большого успеха, — это полированные инструменты. Когда режущие канавки отполированы, алюминий скользит по ним плавно. Поскольку трение минимально, срок службы инструмента увеличивается, и вы можете работать быстрее.
Это действительно имеет смысл, если вы занимаетесь фрезерованием алюминия с высокой производительностью.
Еще одна вещь, о которой стоит упомянуть, — это покрытие инструмента. В целом, лучше всего использовать инструменты без покрытия. Специальные покрытия не дадут большой производительности, а более «стандартные» покрытия принесут больше вреда, чем пользы.
Вот краткий список некоторых хороших и плохих покрытий для резки алюминия:
| AlTiN | Ужасная идея №1. Это покрытие подойдет для стали, а не для алюминия. Поверхность инструмента с таким покрытием не особенно гладкая, а тут еще и алюминий! Это означает, что материал, который вы режете, будет иметь тенденцию привариваться к покрытию, что даст вам ужасное качество поверхности и, вероятно, приведет к поломке инструмента. |
| TiN | Ужасная идея №2. Не так плохо, как AlTiN, но и не намного лучше. |
| ZrN | Хорошая идея №1. У этого материала очень низкий коэффициент трения, поэтому он может помочь в обтекании стружки и сохранении режущего инструмента и материала холодными. |
| TiB2 | Хорошая идея №2. Многие парни предпочитают его вместо ZrN. Он имеет низкую схожесть с алюминием, что означает, что при обработке алюминий сразу соскальзывает. |
Хорошо, если быть до конца честным с вами, я не нашел покрытий, которые бы сильно отличались от алюминия. По крайней мере, не так, как со сталью. Я предпочитаю просто полированную голую концевую фрезу. Я буду больше экспериментировать с фрезами с нанесенными покрытиями, когда продавцы будут предлагать их мне бесплатно для экспериментов.
На этом на сегодня всё, в скором времени в нашем блоге выйдет вторая часть данной статьи.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Лучший подход к отрезке заготовок из алюминия

Интерес конструкторов к внедрению большего количества алюминиевых деталей в разработку конечных продуктов заставляет технологов пересматривать операции по их изготовлению. Так же это затрагивает и операцию по резке заготовок из алюминия. Традиционно, технология отрезки алюминия была сосредоточена на дисковом отрезном станке, но теперь разработки новых ленточнопильных станков помогли расширить эту технологию. В течение длительного времени формировался фокус на использование, по мере возможности, более лёгких материалов (везде, где это только возможно), особенно в транспортной промышленности, поэтому металлообрабатывающие производства заинтересованы в приобретении новых знаний о лучших способах обработки алюминиевых материалов. Конечно, это затрагивает многие операции на производстве, включая и резку (распиливание). Этот интерес к лёгким конструкционным материалам, кажется, будет долгосрочной тенденцией. Многие компании в транспортной промышленности интересуются сокращением веса их продуктов, т.к. необходимо снизить расход топлива, а для этого нужно производить самолёты и другие транспортные средства более лёгкого веса. Поскольку тех производителей, которые могут эффективно обработать алюминий, ждут прекрасные возможности, они должны знать и о технологии резки, которая может помочь им сделать эту работу ещё эффективнее. Вопрос резки алюминия состоит в том: ленточнопильные станки или дисковые отрезные пилы режут алюминий лучше? Технические преимущества при резке алюминия можно получить на обоих типах пил, поэтому нужно рассмотреть все их достоинства и недостатки в отдельности.
Резка алюминия на ленточнопильном станке
Ленточнопильные станки действительно никогда не считались первым выбором для резки алюминиевых заготовок, но недавно это изменилось. С продвижением в технологиях ленточнопильных станков большая алюминиевая заготовка теперь может быть отрезана почти так же быстро, как и на больших дисковых отрезных станках. Лучшей новостью для металлообрабатывающего производства является то, что ленточнопильный станок для резки алюминия требует значительно меньших авансовых капиталовложений, чем дисковый отрезной станок. Проще говоря, это — меньшее по габаритам оборудование, потому что его ленточное полотно меньшего размера по сравнению с большими отрезными дисками и не требует, чтобы была большая рабочая зона или длинный рабочий ход перемещения. Чтобы достигнуть эффективной резки алюминия, технология резки на ленточнопильном станке должна была преодолеть проблему перемещения ленточного полотна на намного более высокой скорости, чем необходимо для традиционного распиливания стали — на самом деле, в целых 10 раз выше (SFM), чем требуется для резки стали. Ленточнопильные станки теперь имеют вертикальную подачу рамы и изменяют скорость. Это означает, что ленточное полотно медленно входит в заготовку, перерезает её, а затем медленно выходит из заготовки. Вход и выход — две области, где возможность повреждения ленточного полотна является самой большой, но если управлять этими процессами, то можно устранить эту опасность. Кроме того, современные ленточные полотна изготавливаются из таких специальных материалов, чтобы они могли быстро вращаться на колёсах ленточнопильного станка и быть достаточно гибкими, чтобы не порваться. Более того, современные ленточнопильные станки обеспечивают хороший контроль ленточного полотна. Шарико-винтовая пара, серводвигатель подачи помогают гарантированно обеспечивать прямой точный рез через материал с заданной величиной подачи до 1000мм в минуту. Чтобы произвести такую высокую скорость движения ленточного полотна (до 4000 SFM), требуется соответствующая комбинация мощности и крутящего момента в коробке передач и на двигателе таким способом, чтобы даже на высоких скоростях ленточнопильный станок не был перегружен. Современная технология ленточнопильных станков достигает всех этих очень важных параметров. Если на металлообрабатывающем производстве происходит резка алюминиевых заготовок и других подобных материалов в более низких объёмах, например, 1000 штук или меньше за смену, то ленточнопильный станок может быть самым подходящим оборудованием. Если алюминиевая заготовка больше, чем диаметр 180мм, то современный ленточнопильный станок — хороший выбор для работы. Кроме того, если у нет необходимости в высокой точности и прямоугольности реза, то ленточнопильный станок будет в состоянии выполнить эту резку. На металлообрабатывающем производстве также должны знать, что толщина ленточного полотна более узкая, чем толщина отрезного диска, как правило, приблизительно 0,9мм. Это приводит к значительно меньшему расходу алюминиевого материала в стружку по сравнению с резкой на отрезном дисковом станке, со временем производя снижение затрат на закупку алюминиевых заготовок. Насколько быстро в современном мире происходит резка на ленточнопильном станке алюминиевой заготовки? При диаметре алюминиевой (марка 6061) заготовки 250мм отрезка происходит за 14 секунд. Это равняется 2350 квадратных мм и означает, что ленточнопильные станки теперь в состоянии резать на 3500 SFM, что не идёт ни в какое сравнение с предыдущими поколениями, которые могли резать только до 500 SFM.
Резка алюминия на дисковом отрезном станке
Один из более традиционных методов резки заготовок большого диаметра из алюминия — это резка на дисковом отрезном станке круглыми дисками очень большого диаметра. Этот метод резки завоевал популярность из-за высокой скорости, на которой алюминий мог быть отрезан, по сравнению с резкой на ленточнопильном станке. Круглый диск входит в материал на высокой скорости и поддерживает ту же самую скорость всюду (по всей длине резки), даже после выхода из отрезаемого материала. Производители отрезных дисков называют это постоянной величиной скорости и подачи. Естественно, что ленточнопильные станки не могли себе этого позволить, потому что ленточное полотно довольно легко могло быть повреждено, если бы оно вошло в металл на высокой скорости. Вязкость металла-алюминия разрушила бы ленточное полотно, если бы оно вошло в материал быстро. Но новый технический прогресс в ленточнопильных станках это несколько изменил. Большие дисковые отрезные станки требуют больших авансовых капиталовложений. Это не должно удивлять, потому что размер оборудования играет важную роль в своей способности так быстро отрезать алюминий. Например, круглый диск, отрезая алюминиевую заготовку диаметром 500мм, сам должен быть диаметром не менее 1000мм, а более идеальный вариант — приблизительно 1200мм. Конечно, при таких диаметрах отрезаемых заготовок оборудование должно быть большим и достаточно жёстким, чтобы провернуть (и вращать) тот большой отрезной диск на высокой и постоянной частоте вращения. Когда это сводится к проблемам, таким как финальная чистовая отрезка окончательного варианта заготовки, то дисковый отрезной станок является подходящим выбором. Получая после отрезки чистую, ровную и качественную поверхность на торце заготовки, металлообрабатывающее производство имеет возможность устранять дублирующую операцию обработки торцов заготовки (например, дополнительная подрезка торцов заготовки на токарном станке), что приведёт к значительным экономическим сбережениям. Это особенно очевидно при быстрой поштучной резки заготовок маленького диаметра. Например, при резке алюминиевых заготовок в объёме производства даже 5000 штук за смену, получается ровный и чистый торец. Факт, что отрезные дисковые станки режут алюминий настолько быстро и эффективно, что на металлообрабатывающем производстве действительно должны разрабатывать продуктивное средство для загрузки (и выгрузки) заготовок в эти станки. Обычно используют наклонную поверхность с автоматическим подающим устройством со стороны загрузки вместе с высокоскоростным конвейером продукции для уже отрезанных заготовок со стороны выгрузки. Это приводит к максимальной производительности отрезного дискового станка. Однако, ещё нужно отметить, что из-за своей толщины отрезной диск дополнительно переводит в стружку отрезаемый материал. Например, для диска диаметром 1000мм эта величина составляет около 9мм.
Итоги сравнения
Лучший вариант отрезки алюминиевых заготовок зависит от применения. Дисковые отрезные станки обычно подходят для отрезки алюминиевых заготовок диаметром от 10мм до 150 мм при высокопроизводительной резке больших объёмов (около 5000 штук за смену), и для получения самого точного и качественного торца заготовки. Ленточнопильные станки обычно имеют смысл для резки алюминиевых заготовок диаметром более 150мм и для металлообрабатывающих производств, которые отрезают не только алюминиевые, но также часто режут и другие материалы. Наиболее важным моментом является то, что ленточнопильные станки теперь способны к обеспечению рентабельной альтернативы для резки алюминиевых заготовок, которая не имела место несколько лет назад. С растущей уверенностью в более частом использовании алюминия, как части будущих конструкций и деталей, у металлообрабатывающих производств теперь есть ещё один способ для решения этой производственной задачи.
