Что нужно для газовой сварки?
Что необходимо знать о газовой сварке
Сварка при помощи газа — соединение металлических деталей методом расплавления. Исторически это один из первых появившихся видов сварки. Технология была разработана еще в конце XIX века.
Впоследствии, с развитием технологий электрической сварки (дуговой и контактной), практическая ценность газовой несколько уменьшилась, особенно для соединения высокопрочных сталей. Но она до сих пор с успехом применяется для соединения чугунных, латунных, бронзовых деталей, для техники наплавления и во многих других случаях.

Сущность процесса
Сущность метода состоит в том, что высокотемпературное пламя сварочного газа нагревает кромки свариваемых деталей и часть присадочного материала (электродную часть).
Металл переходит в жидкое состояние, образуя так называемую сварочную ванну — область, защищенную пламенем и газовой средой, вытесняющей воздух. Расплавленный металл медленно остывает и затвердевает. Так формируется сварочный шов.
Используется смесь какого-либо горючего газа с чистым кислородом, играющим роль окислителя. Наиболее высокую температуру — от 3200 до 3400 градусов — дает газ ацетилен, получаемый непосредственно при сварке от химической реакции карбида кальция с обычной водой. На втором месте находится пропан — его температура горения может достигать 2800 °C.
- метан;
- водород;
- пары керосина;
- блаугаз.
 У всех альтернативных газов и паров температура пламени существенно ниже, чем у ацетилена, поэтому сварка альтернативными газами практикуется реже, и только для цветных металлов — меди, латуни, бронзы и других, с небольшой температурой плавления.
У всех альтернативных газов и паров температура пламени существенно ниже, чем у ацетилена, поэтому сварка альтернативными газами практикуется реже, и только для цветных металлов — меди, латуни, бронзы и других, с небольшой температурой плавления.
У газовой сварки есть особенности по сравнению с электрической, которые формируют как ее недостатки, так и достоинства.
Достоинства и недостатки
Как и у любой вещи или явления, преимущества газовой сварки являются прямым отражением ее недостатков, и наоборот.
Основная характеристика газосварки — более низкая скорость нагрева оплавляемой зоны и более широкие границы этой зоны. В некоторых случаях это плюс, а в других — минус.
Это плюс, если нужно сварить детали из инструментальной стали, цветных металлов или чугуна. Для них требуется плавный нагрев и плавное охлаждение. Также существует ряд сталей специализированного назначения, для которых оптимален именно такой режим обработки.
К другим плюсам относится:
- невысокая сложность технологического процесса газовой сварки;
- доступность, адекватная стоимость оборудования;
- доступность газовой смеси либо карбида кальция;
- отсутствие необходимости в мощном источнике энергии;
- контроль мощности пламени;
- контроль вида пламени;
- возможность контроля режимов.
Основных минусов у газовой сварки четыре. Первый — именно низкая скорость нагрева и большое рассеивание тепла (сравнительно низкий КПД). Из-за этого практически невозможно сваривать металл толщиной свыше 5 мм.
Второй — слишком широкая зона термического влияния, то есть зона нагрева. Третий — себестоимость. Цена расходуемого ацетилена при газосварке выше, чем цена электроэнергии, затраченной на тот же объем работы.
Ее четвертый недостаток — слабый потенциал механизации. Из-за своего принципа действия фактически может быть реализована только ручная газовая сварка.
Полуавтоматический метод невозможен, автоматический — только с применением многопламенной горелки, и только при сварке тонкостенных труб либо иных резервуаров. Такой метод сложен и рентабелен лишь при производстве полых резервуаров из алюминия, чугуна либо некоторых их сплавов.
Нормативы
ГОСТ на газосварку — особый вопрос. В связи с тем, что качество шва при газовой сварке в большей степени зависит от мастерства сварщика, оно определяется субъективно.
Характер газосварочного процесса — исключительно ручной, конкретного ГОСТа на газовую сварку нет. Но существует ГОСТ 1460-2013 — на карбид кальция, из которого производится газ для сварки.
Кроме того, различными ГОСТами определяются такие параметры, как типы присадочной проволоки, давление в редукторе и баллоне, требования к генератору ацетилена. Существуют свои требования к типам применяемых шлангов и горелок, связанные с безопасностью работы.
Стандартный комплект оборудования
 Для газовой сварки или резки (технологически более простой процесс) требуется оборудование. Прежде всего, это генератор ацетилена либо источник иного горючего газа (пропана, водорода, метана).Потребуется также Баллон с окислителем — кислородом, горелка, редуктор для сжатого газа (регулятор потока) и соединительные шланги.
Для газовой сварки или резки (технологически более простой процесс) требуется оборудование. Прежде всего, это генератор ацетилена либо источник иного горючего газа (пропана, водорода, метана).Потребуется также Баллон с окислителем — кислородом, горелка, редуктор для сжатого газа (регулятор потока) и соединительные шланги.
Могут применяться различные вспомогательные устройства, например пьезозажигательный элемент, предохранительный водяной затвор для защиты от обратного пламени (в последнее время — практически обязательный элемент), и другие.
Отличительная особенность этого вида сварки — для него не требуется электропитание, поэтому работы можно производить практически в «полевых» условиях. Во многом из-за этого преимущества газовую сварку до сих пор активно используют.
Виды пламени
 Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
«Нормальным» считается восстановительное пламя, при котором металл окисляется с той же скоростью, что восстанавливается. Оно применяется в большинстве случаев. Для соединения деталей из бронзы и других сплавов с содержанием олова применяется только восстановительный огонь.
Окислительное пламя образуется при увеличении количества кислорода в газовой смеси. В некоторых случаях оно предпочтительно и даже необходимо, например, при соединении латуни и пайке твердым припоем.
Особое свойство окислительного пламени состоит в возможности увеличить скорость газовой сварки. Но при этом необходимо применять специальную присадку, содержащую раскислители — марганец и кремний.
Если использовать с окислительным пламенем в качестве присадочной проволоки тот же материал, что и в свариваемых деталях (за исключением латуни) — шов выйдет хрупким, с большим количеством пор и каверн.
Пламя с увеличенным содержанием горючего газа применяется для наплавки на какую-либо деталь другой детали из более твердого сплава, а также при варке деталей из чугуна и алюминия.
Технология и способы
 Техника газовой сварки сильно зависит от специфики свариваемых металлов и сплавов, формы деталей, направления шва и других факторов.
Техника газовой сварки сильно зависит от специфики свариваемых металлов и сплавов, формы деталей, направления шва и других факторов.
Основное предназначение газосварки — обработка чугуна и цветных металлов, которые поддаются ей лучше, чем дуговой. Хуже всего «берет» она легированную сталь — из-за низкого коэффициента теплопередачи детали из нее сильно коробятся при варке газом.
Существует «правая» и «левая» методика газовой сварки. Есть также технология сварки валиком, ванночками и многослойная сварка.
«Правый» способ — это когда сварочное сопло ведут слева направо, а присадку подают вслед за движением огненной струи. Пламя при этом направлено на конец проволоки, так, что расплавленный состав — температура плавления присадки обычно ниже, чем у основного материала — ровно ложится в шов.
При «левом» способе газовой сварки — он считается основным — поступают наоборот. Горелка движется справа налево, присадка подается ей навстречу. Этот способ проще, но подходит только для тонких листов металла. Кроме того, при нем больше, чем при «правом», идет расход присадочной проволоки и горючего газа.
Сварка валиком — более трудоемкий способ, подходящий только для листового материала. Шов образуется в форме валика, но при этом качество шва очень высокое, без образования шлака, пор и воздушных лакун.
Сварка ванночками — способ, требующий от сварщика большого мастерства. При этом присадочная проволока укладывается в шов спиральным способом, проходя через разные участки пламени. Каждый новый виток спирали слегка перекрывает предыдущий. Способ хорошо подходит для соединения листов из низкоуглеродистых сталей.
Многослойная сварка — самый технологически сложный способ. Его основы — как бы наплавка одного слоя поверх следующего. При этом достигается идеальный прогрев всех нижележащих слоев. Главное — контролировать, чтобы стыки швов разных слоев не находились один под другим.
В каждом из этих видов газовой сварки могут использоваться, в зависимости от обрабатываемого металла, различные флюсы. Их задача состоит в том, чтобы защитить поверхность шва от образования окислов, нарушающих его качество.
Характеристика и принцип работы газовой сварки. Особенности газов. Технологии и способы сварки
Газовая сварка – вид сварки плавлением, при котором источником нагрева служит теплота, выделяемая в процессе горения смеси горючих газов.
Метод подходит для соединения почти всех металлов, используемых в технике. Применяется в промышленности, сельском хозяйстве, строительстве, при выполнении ремонтных работ.
ГОСТы
Вся информация, относящаяся к газовой сварке и применяемым материалам, изложена в ГОСТах, которые необходимо выполнять.
- Термины и определения: ГОСТ Р ИСО 857-1-2009 – определение термина «газовая сварка.
- Сварочные материалы: ГОСТ 5457-75 – технические условия на ацетилен газообразный и растворенный технический, ГОСТ 3022-80 – технический водород.
- Газовая сварка и резка: ГОСТ 29090-91 – требования к материалам для газовой сварки.
Принцип работы
Сварка газом принадлежит к термическому классу. Энергоноситель – газ. Процесс работы заключается в нагревании кромок соединяемых деталей до их расплавления. Источник нагрева – высокотемпературное пламя сварочной горелки, образованное в результате сжигания смеси горючего газа с кислородом. Заполнение зазора между кромками выполняется металлом расплавленной присадочной проволоки или за счет расплавления материала кромок основного материала.
 Схема газовой сварки
Схема газовой сварки
Оборудование
Сварочный пост (рабочее место сварщика) включает:
- кислородные баллоны (хранение запасов кислорода);
- редукторы кислородные, служащие для понижения давления кислорода, поступающего из баллона в горелку;
- ацетиленовые баллоны и редукторы или ацетиленовые генераторы для получения газа из карбида кальция;
- сварочные горелки с набором наконечников;
- шланги (резиновые рукава) для подачи газа и кислорода в горелку;
- принадлежности (очки со светофильтрами, набор ключей, молоток, щетки стальные для очистки материала и сварного шва);
- стол сварочный или приспособление для сборки, закрепления элементов;
- присадочную проволоку;
- при необходимости – сварочные порошки, флюсы.
 Примерная стоимость газосварочных аппаратов на Яндекс.маркет
Примерная стоимость газосварочных аппаратов на Яндекс.маркет
Характеристика и особенности газов
Для нагрева металла необходима смесь горючих газов. Газовая сварка предполагает использование ацетилена или его заменителей в смеси с техническим чистым кислородом.
Ацетилен
Нагрев и расплавление металла при газовой сварке требует высокой температуры пламени, превышающей в 2 раза этот показатель металла, который сваривается.
Ацетилен по сравнению с другими газами образует наивысшую температуру пламени – 3050-3150° С, поэтому является основным при газовой сварке.
Ацетилен – соединение углерода с водородом. Бесцветный, с резким специфическим запахом горючий газ, взрывоопасный. Работа с газом требует осторожности и соблюдения мер техники безопасности.
 Транспортировка баллонов
Транспортировка баллонов
Заменители ацетилена
Сварка металлов, имеющих температуру плавления ниже стали, может осуществляться с использованием газов–заменителей. Например: пропан, метан, водород.
Пропан – технический газ без цвета, имеет резкий запах, тяжелее воздуха. Для сварки используют пропан-бутановую смесь, содержащую 5-30% бутана. Температура пропан-кислородного пламени достигает 2400 °С.
Метан-кислородная смесь почти без запаха. Пламя имеет температуру 2100-2200 °С, поэтому такой горючий газ применяют ограниченно.
Водород – легкий горючий газ без запаха, бесцветный. В определенных пропорциях с кислородом и воздухом может образовать взрывоопасную смесь. Поэтому обязательно соблюдение правил безопасности при работе с газом. Водород для сварки находится в стальных баллонах зеленого цвета. Имеет газообразное состояние. Пламя водородно-кислородное имеет синий оттенок. Нечеткие очертания его зон затрудняют регулировку.
Виды пламени и их использование
Состав горючей смеси влияет на внешний вид и температуру сварочного пламени. Оно имеет 3 зоны: ядро, восстановительную (среднюю), факел-окислительную. Ядро включает механическую смесь нагретого до высокой температуры кислорода и разложенного ацетилена.
В зависимости от пропорции ацетилена и кислорода различают 3 вида пламени:
- окислительное;
- восстановительное;
- с повышенным содержанием горючего газа.
Окислительное
Пламя формируется при увеличении подачи в горелку кислорода или уменьшении количества ацетилена. На 1 объемную часть ацетилена должно приходиться 1.3 и более части кислорода. Характерные черты:
- Укороченное заостренное ядро бледной окраски с расплывчатыми очертаниями границ.
- Сокращение длины средней зоны и факела.
- Окраска пламени – синевато-фиолетовая.
- Горение происходит с шумом.
- Температура пламени превышает норму.
Этот тип пламени применяется для соединения низкоуглеродистой стали и сварки латуни.
Восстановительное (нормальное)
Соотношение ацетилена к кислороду может находиться в пределах от 1:1 до 1:1.3. В пламени происходит образование углерода и водорода, благодаря которым металл раскисляется и восстанавливается. В таких условиях формируется однородный металлический шов без газовых пузырей и пор.
Ядро пламени – светлое, восстановительная зона и факел имеют более темный оттенок. При увеличении давления кислорода ядро удлиняется. Факел имеет температуру намного ниже восстановительной зоны. Нормальное пламя используют для сваривания большинства видов металлов.
С повышенным содержимым горючего газа
Имеет название – науглероживающее или ацетиленистое пламя. Для него характерно увеличение подачи ацетилена или уменьшение кислорода. На 1 часть ацетилена берется 0.95 и менее части кислорода. Характерные признаки:
- увеличение размеров зоны сгорания;
- расплывчатость очертаний ядра, возникновение на его конце зеленого венчика;
- посветление восстановительной зоны почти до ее соединения с ядром;
- пожелтение пламени.
Результатом избытка ацетилена является его неполное сгорание, пламя коптит из-за недостатка кислорода. Излишек ацетилена разлагается на углерод и водород. В расплавленный металл переходит углерод. Результат – науглероживается металл шва.
Пламя с небольшим избытком горючего газа используют для сварки магниевых и алюминиевых сплавов, чугуна.
Характеристика методов газовой сварки
Существует 2 способа:
- правый;
- левый.
Правый
Это метод, при котором сварка выполняется слева направо. Направление:
- сварочного пламени – сваренный участок шва;
- присадочной проволоки – вслед за горелкой.
Мундштуком горелки совершаются небольшие поперечные колебания.
По сравнению с левым способом:
- производительность сварки на 20-25% выше;
- качество сварного шва лучше;
- расход газов меньше на 15-20%.
Рассеивание теплоты пламени меньше по сравнению с левым методом, в связи с чем угол раскрытия шва составляет 60-70°, что способствует уменьшению количества наплавляемого материала, расхода проволоки и снижению коробления изделия.
Способ целесообразен при соединении элементов, имеющих большую теплопроводность и деталей, толщина которых превышает 5 мм.
Левый
Способ заключается в передвижении:
- горелки справа налево;
- присадочной проволоки – перед пламенем, которое направлено на несваренную зону шва.
Кромки основного металла перед началом сварочных работ подогревают, что способствует хорошему перемешиванию сварочной ванны.
Левый способ применяют для соединения элементов из легкоплавких и тонких (до 3 мм) металлов.
 Схема способов сварки
Схема способов сварки
Характеристика технологий
Различают разные техники наложения сварочных швов:
- многослойную;
- валиком;
- ванночками;
- окислительным пламенем.
Многослойная
Применение – выполнение ответственных соединений. Сварочные работы проводятся проходкой коротких участков. Условие – несовпадение стыков швов в отдельных слоях.
Перед наложением очередного слоя поверхность предыдущего очищается от шлаков и окалины с помощью проволочной щетки.
Преимущества способа по сравнению с однослойной сваркой:
- меньшая зона нагрева;
- обеспечение отжига нижерасположенных слоев;
- проковка каждого слоя.
Недостаток: большой расход газов.
Валиком
Соединяемые элементы устанавливают вертикально с зазором в полтолщины листа. Пламенем расплавляют кромки с одновременным образованием круглого отверстия. Его нижний участок на всю толщину металла заплавляют присадочным материалом. Пламя переносят выше, оплавляют кромку отверстия вверху, а на его нижнюю часть накладывают следующий слой материала. Этапы повторяют до окончания формирования сварочного шва.
Если металл имеет толщину 6-12 мм, работы одновременно проводятся с двух сторон двумя сварщиками.
Шов имеет форму сквозного валика, который соединяет детали. Металл шва – плотный, не имеет дефектов.
Ванночками
Метод применяется при сварке низколегированной и низкоуглеродистой стали до 3 мм толщиной, когда требуется получение угловых соединений и встык. Используется присадочная проволока.
В момент образования на шве ванночки диаметром 4-5 мм в нее направляют конец проволоки, расплавляют ее небольшой участок, после чего перемещают в восстановительную зону пламени. Одновременно мундштуком совершают круговое движение для перехода в рядом расположенную на шве зону новой ванночки. Она должна перекрывать на 1/3 диаметра предыдущую ванночку.
Чтобы избежать окисления, конец проволоки удерживать в восстановительной зоне. Нельзя допускать погружения ядра в ванночку с целью недопущения науглероживания металла шва.
Окислительным пламенем
Метод используется для сварки низкоуглеродистой стали. Цель – повышение производительности сварочного процесса на 10-15%.
Состав пламени β = 1.4. Избыток кислорода при сварке сталей способствует окислению металла шва, поэтому он получается хрупким и имеет поры. Поэтому при работе с целью раскисления окислов железа в сварочной ванне используют присадочные проволоки с повышенным составом кремния и марганца. Например: Св 08Г, Св 08Г2С, Св-12ГС.
Преимущества и недостатки
К положительным качествам газовой сварки относятся:
- простота;
- недорогое оборудование;
- возможность регулирования скорости нагрева и охлаждения свариваемого металла;
- прочные и плотные сварные швы.
- снижение производительности процесса при увеличении толщины свариваемого материала;
- обширная зона нагрева;
- высокая стоимость горючего газа по сравнению с электроэнергией;
- сложности механизации и автоматизации процесса.
Технология газовой сварки металлов: материалы, техника
Такому способу соединения металлических деталей, как газовая сварка, уже более сотни лет. На протяжении этого времени данная технология продолжает успешно совершенствоваться, хотя другие методы сварки, в которых используется электрическая дуга, развиваются более активно и вытесняют сварку, в которой используется газовая горелка.

Плюсы и минусы газовой сварки
Такой метод соединения металлов, как газовая сварка, предполагает плавление соединяемых материалов, в результате чего формируется гомогенная структура. Горение газа, за счет которого и осуществляется нагрев и расплав металла, обеспечивается за счет введения в газовую смесь чистого кислорода. Такой метод соединения металлов отличается целым рядом преимуществ.
- Этот способ сварки не требует использования сложного оборудования (сварочного инвертора или полуавтоматического аппарата).
- Все расходные материалы для осуществления такой сварки несложно приобрести.
- Газовая сварка (соответственно, и газовая сварка труб) может выполняться даже без мощного источника энергии и порой без специальных защитных средств.
- Процесс такой сварки хорошо поддается регулированию: можно устанавливать требуемую мощность пламени горелки, контролировать степень нагрева металла.
У данного метода есть и недостатки.
- Металл нагревается очень медленно, в отличие от использования электрической дуги.
- Зона тепла, которая формируется газовой горелкой, является очень широкой.
- Очень сложно концентрировать тепло, создаваемое газовой горелкой, оно является более рассеянным, по сравнению с электродуговым способом.
- Газовую сварку можно отнести к достаточно дорогостоящим методам соединения металлов, если сравнивать ее с электродуговой сваркой. Стоимость затраченного кислорода и ацетилена значительно перекрывает цену электричества, затрачиваемого для сварки однотипных деталей.
- При сварке толстых металлических деталей значительно снижается скорость выполнения соединения. Обусловлено это тем, что концентрация тепла при использовании газовой горелки очень низкая.
- Газовая сварка плохо поддается автоматизации. Механизировать можно лишь процесс газовой сварки тонкостенных труб или резервуаров, который выполняется с использованием многопламенной горелкой.

Газовая сварка трубы из нижнего положения
Материалы для выполнения сварки с использованием газа
Технология газовой сварки предполагает использование различных типов газов, выбор которых зависит от целого ряда факторов.
Одним из газов, используемых для сварки, является кислород. Характеризуется этот газ отсутствием цвета и запаха, он выступает в качестве катализатора, активизируя процессы плавления соединяемого или разрезаемого материала.
Для того чтобы хранить и транспортировать кислород, используются специальные баллоны, в которых он содержится под постоянным давлением. При контакте с техническим маслом кислород может воспламениться, поэтому следует исключить саму возможность такого контакта. Баллоны, в которых содержится кислород, необходимо хранить в помещениях, защищенных от источников тепла и солнечного света.
Получают сварочный кислород путем его выделения из обычного воздуха, для чего используются специальные устройства. В зависимости от степени своей чистоты кислород бывает трех типов: высший (99,5%), первый (99,2%) и второй (98,5%) сорт.
Для различных манипуляций с металлами (сварки и резки) также применяется бесцветный газ ацетилен C2H2. При определенных условиях (давлении, превышающем 1,5 кг/см2 и температуре свыше 400 градусов) данный газ может самопроизвольно взорваться. Получают ацетилен при взаимодействии карбида кальция и воды.
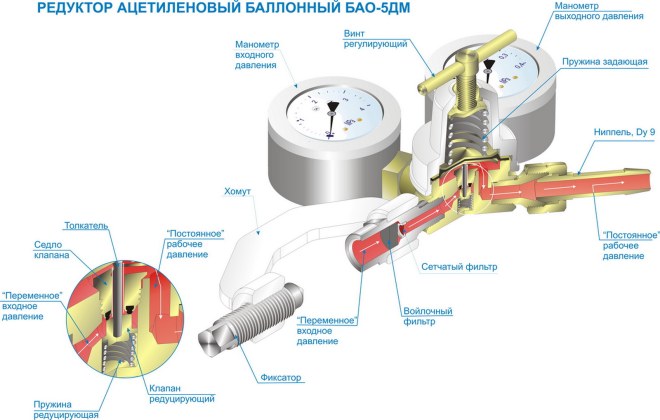
Устройство ацетиленового редуктора
Преимущество использования ацетилена при сварке металлов заключается в том, что температура его горения позволяет без проблем осуществлять этот процесс. Между тем использование более дешевых газов (водород, метан, пропан, керосиновые пары) не дает возможности получить такую высокую температуру горения.
Проволока и флюс для выполнения сварки
Для осуществления сварки металлов, кроме газа, необходимы также проволока и флюс. Именно за счет этих материалов создается сварочный шов, формируются все его характеристики. Проволока, которая используется для сварки, должна быть чистой, без признаков коррозии и краски на ее поверхности. В отдельных случаях в качестве такой проволоки можно использовать полоску того же металла, который подвергается свариванию. Для того чтобы обеспечить защиту сварочной ванны от внешних факторов, необходимо использовать специальный флюс. В качестве такого флюса часто используются борная кислота и бура, которые наносятся непосредственно на поверхность свариваемого металла или на используемую для сварки проволоку. Без флюса может выполняться газовая сварка углеродистой стали, а при соединении деталей из алюминия, меди, магния и их сплавов такая защита необходима.
Оборудование для газовой сварки
Технология газовой сварки предполагает использование определенного оборудования.

Оборудование необходимое для сварки
Водяной затвор необходим для обеспечения защиты всех элементов оборудования (генератор ацетилена, трубы) от обратной тяги огня из горелки. Такой затвор, вода в котором должна находиться на определенном уровне, размещается между газовой горелкой и генератором ацетилена.
Баллон, в котором содержится газ
Такие баллоны окрашиваются разной краской в зависимости от того, какой газ в них планируется хранить. Между тем верхняя часть баллона не красится, чтобы исключить контакт газа с компонентами краски. Следует также иметь в виду, что на баллоны, в которых хранится ацетилен, нельзя устанавливать вентили из меди, так как это может привести к взрыву газа.
Он используется для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого или обратного действия, а для сжиженного газа используются модели с оребрением, которые исключают его вымерзание при выходе.
Газовую сварку невозможно выполнять без использования специальных шлангов, по которым может подаваться как газ, так и горючие жидкости. Такие шланги делятся на три категории, маркируемые 1) красной полосой (работают при давлении до 6 атмосфер), 2) желтой полосой (для подачи горючих жидкостей), 3) синей полосой (работают при давлении до 20 атм).
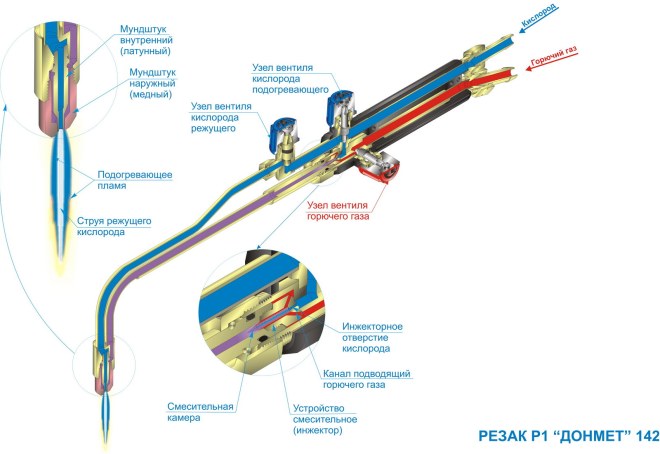
Устройство газосварочного резака
Смешивание газов и их горение обеспечивается за счет использования горелки, которая может быть инжекторного и безинжекторного типа. Классифицируются горелки и по своей мощности, которая характеризует количество газа, пропускаемого в единицу времени. Так, бывают горелки большой, средней, малой и микромалой мощности.
Газовую сварку осуществляют на специально обустроенном месте, которое называется постом. По сути, таким местом является стол, который может быть с поворотной или фиксированной столешницей. Этот стол, оснащенный вытяжной вентиляцией и всем необходимым для хранения вспомогательного инструмента, значительно облегчает труд сварщика.
Особенности выполнения газовой сварки
Регулировка параметров пламени осуществляется при помощи редуктора, который позволяет менять состав газовой смеси. При помощи редуктора можно получать пламя трех основных типов: восстановительное (используемое для сварки практически всех металлов), окислительное и с повышенным количеством горючего газа. При сварке металлов в расплавленной ванне протекают одновременно два процесса – окисление и восстановление. При этом при сварке алюминия и магния окислительные процессы протекают активнее.
Сам сварочный шов и участок, прилегающий к нему, характеризуется разными параметрами. Так, участок металла, прилегающий к шву, отличается минимальной прочностью, именно он наиболее склонен к разрушению. Прилегающий к данной зоне металл имеет структуру с крупными зернами.
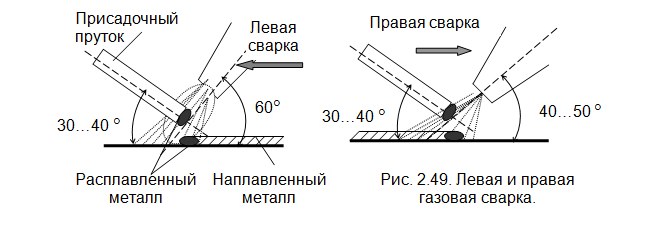
Схема газовой сварки
Чтобы улучшить качество шва и зоны, которая к нему прилегает, выполняют дополнительный нагрев или так называемую термическую ковку металла.
Технологии сварки различных металлов имеют свои нюансы.
- Газовую сварку деталей из низкоуглеродистой стали выполняют с помощью любого газа. В качестве присадочного материала при сварке таких сталей используется проволока из стали, содержащей небольшое количество углерода.
- Методы сварки легированных сталей выбираются в зависимости от их состава. Так, нержавеющие жаропрочные стали варятся с использованием проволоки, содержащей хром и никель, а отдельные марки требуют применения присадочного материала, дополнительно содержащего молибден.
- Чугун варится науглероживающим пламенем, которое предотвращает пиролиз кремния и образование зерен хрупкого белого чугуна.
- Для сварки меди необходимо использовать пламя большей мощности. Кроме того, по причине повышенной текучести меди детали из нее сваривают с минимальным зазором. В качестве присадочного материала используется проволока из меди, а также флюс, который способствует раскислению металла шва.
- При сварке латуни есть риск улетучивания цинка из ее состава, что может привести к повышенной пористости металла шва. Чтобы избежать этого, в пламя горелки подают больше кислорода, а в качестве присадки используют латунную проволоку.
- Сварка бронзы осуществляется восстановительным пламенем, которое не выжигает из этого сплава олово, алюминий и кремний. В качестве присадки применяется проволока из бронзы похожего состава, в которой дополнительно содержится кремний, способствующий раскислению металла шва.
Как выполняется газовая сварка в полуавтоматическом режиме
Для полуавтоматической технологии газовой сварки необходимо использование электрической дуги и защитного газа, что делает этот метод соединения металлов гибридным.
Данная технология, если ее разобрать подробнее, выглядит следующим образом:
- включение устройства;
- продевание проволоки через отверстие, расположенное в горелке;
- выставление при помощи редуктора требуемого давления газа;
- установка требуемой скорости подачи проволоки;
- выставление всех остальных параметров сварки (напряжения и силы тока);
- расположение горелки под требуемым углом перед началом сварки.
На каждый из параметров сварки, выполняемой полуавтоматическим способом, есть параметры, которые оговариваются соответствующими ГОСТами:
- давление, выдаваемое редуктором;
- параметры ацетиленового генератора;
- тип используемых шлангов;
- требования к баллонам для газа;
- тип используемых для сварки горелок;
- тип проволоки, используемой для сварки.
Технология газовой сварки и принцип работы
 Газовая сварка — это работа, в которой при помощи высокой температуры изделие нагревается и расплавляется до мягкого состояния. Такой вид сварки часто применяется для конструкций из тонкой углеродистой стали, для ремонта чугунной продукции, а также для заварки повреждённых деталей из чёрных или цветных металлов.
Газовая сварка — это работа, в которой при помощи высокой температуры изделие нагревается и расплавляется до мягкого состояния. Такой вид сварки часто применяется для конструкций из тонкой углеродистой стали, для ремонта чугунной продукции, а также для заварки повреждённых деталей из чёрных или цветных металлов.
- Особенности газовой сварки
- Технология и способы газовой сварки
- Необходимое оборудование
- Виды редукторов
- Газовые резаки
- Этапы сварки труб
- Техника безопасности
Особенности газовой сварки
 Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Чтобы они сгорели, понадобится кислородная струя. Сварка чаще всего проводится на основе ацетилена, который вырабатывается при реакции карбида кальция и воды. Горение происходит при температуре от 3200 до 3400 градусов Цельсия.
К ценным качествам газосварки относят следующие:
- доступность;
- ненужность наличия электричества;
- простоту сварочного оборудования.
Однако, процесс такой работы нельзя назвать высокопроизводительным, так как всё выполняется вручную. А эксплуатационные и механические свойства готового изделия не всегда соответствуют высокому качеству.
При работе сварочного аппарата, кислород подаётся из специального кислородного баллона, который по ГОСТу окрашивается в голубой или синий цвет. Чтобы обеспечить беспрерывный процесс, кислород должен подаваться на горелку при слабом давлении, равномерно.
Для таких целей баллоны комплектуются редукторами, которые контролируют и регулируют подачу кислорода. К горелке подводятся шланги — кислородный и ацетиленовый. Кислород подают по центральному каналу: струя разряжается, засасывает ацетилен, который поступает под небольшим давлением в горелку. В камере газы перемешиваются и выходят из наконечника наружу.
Технология и способы газовой сварки
 Чтобы выполнить сварку и получить качественное соединение, надо уделить особое внимание подготовке кромок шва, способу соединения, выбору горелки (её мощность должна совпадать с параметрами свариваемого металла).
Чтобы выполнить сварку и получить качественное соединение, надо уделить особое внимание подготовке кромок шва, способу соединения, выбору горелки (её мощность должна совпадать с параметрами свариваемого металла).
А также требуется металлической щёткой тщательно почистить края, подлежащие свариванию, чтобы не было загрязнений, окалины, шлака. Ещё произвести прихватку кромок для предотвращения деформации металла. Существует несколько способов сварки.
Левая (наиболее применяемая). Нужна для работы с легкоплавкими, тонкими конструкциями. Горелку двигают справа налево, впереди пламени проводят присадочную проволоку и направляют на несваренный отрезок шва. Правая характерна тем, что горелку введут слева направо и за горелкой двигают присадочную проволоку.
Жар пламени почти не рассеивается и угол открытия шва составляет 60-70 градусов. Считается целесообразней использовать правую при соединении металла толщиной свыше 3 мм и с высокой теплопроводностью. Советуют пользоваться присадочной проволокой с диаметром в половину толщины свариваемого полотна.
Сквозной валик. Листы крепятся вертикально зазору, который равен ½ толщины листа. При помощи горелки оплавляется кромка так, чтобы получилось круглое отверстие. Затем его со всех сторон расплавляют, пока не сварится шов.
Сварка ванночками подходит для крепления углов и стыков металла, толщина которых не превышает 3 мм. В образовавшуюся ванночку на шве вводится конец присадочной проволоки. Её слегка расплавляют и перемещают на другой отрезок шва. Такой вид сваривания подходит для тонких листов и труб из стали (низколегированной и малоуглеродистой) и даёт шов отличного качества.
Многослойная сварка: небольшая зона нагрева; нижележащие слои обжигаются при наплавке следующих; можно проковать любой шов перед следующим слоем.
Это повысит качество шва, но будет небольшая производительность: большой расход газа, в сравнении с однослойной сваркой, и применяется только при необходимости изготовления качественных изделий.
При работе горизонтальным швом пользуются правым способом. Это помогает легко его сформировать, а расплавленный металл ванночки не стекает. Левым способом ведётся сварка наклонных и вертикальных швов.
При толщине материала свыше 5 мм применяют двойной валик. Потолочные швы требуют нагревания кромок, пока те не расплавятся, потом в ванночку прокладывается присадочная проволока, у которой быстро оплавляется конец. Процесс проводится правым способом.
Необходимое оборудование
 Аппараты, используемые для газовой сварки: ацетилено-кислородные; пропано-кислородные; бензинно-кислородные; керосино-кислородные.
Аппараты, используемые для газовой сварки: ацетилено-кислородные; пропано-кислородные; бензинно-кислородные; керосино-кислородные.
Наиболее используемые для сварочных работ — пропановые и ацетилено-кислородные аппараты, так как они при горении выделяют самую большую температуру.
Чаще используются ацетиленовые генераторы, которые выделяют ацетилен при смешивании воды и карбида кальция. Такой вид генератора существует в пяти типах, поэтому легко подобрать нужный вариант, для конкретного металла.
Немаловажную роль играют предохранительные затворы. Они обеспечивают безопасность, предотвращают проход обратного удара огня, возникающего при сварке. А также клапаны перекрывают обратный поток газа по резиновым шлангам.
Баллон — цилиндрическая ёмкость с отверстием и резьбой в горловине для вкручивания запорного вентиля. Производится из углеродистой или легированной стали. По ГОСТу окрашивается краской специального цвета, в зависимости от газа.
Вентиля для газовых баллонов производятся из латуни (так как сталь неустойчива к коррозии), обязательно с левой резьбой, меньшего диаметра, по сравнению с вентилем кислородного баллона (для того, чтобы не было возможности перепутать редукторы).
Виды редукторов
 Газовый редуктор — это устройство для контроля давления газа. Для газосварки и резки понадобятся разные типы редукторов.
Газовый редуктор — это устройство для контроля давления газа. Для газосварки и резки понадобятся разные типы редукторов.- Кислородные применяют при сварке металлов и газовой сварки. На него наносится голубая маркировка. Подлежит использованию в агрессивной среде, так как не боится коррозии.
- Ацетиленовые редукторы прикрепляются к баллону накидным хомутом и маркируются белым цветом. К данному виду редуктора прилагаются два манометра: один следит за давлением газа в баллоне, второй — за давлением в рабочей камере.
- Углекислотные редукторы широко применяются в химической и пищевой промышленностях. Комплектуются одним или двумя манометрами и подключаются к вертикальному манометру.
- В аргонодуговой сварке применяются аргоновые редукторы, работающие с негорючими газами.
- Газовые горелки используются во всевозможных отраслях промышленности. Все горелки по своей конструкции похожи. Каждая состоит из корпуса, к которому прикрепляется несколько деталей: вентиль, контролирующий подачу газа; рычаг, контролирующий высоту огня; наконечник.
При помощи редуктора выполняется соединение с баллоном. Горелка может комплектоваться пьезоподжигом и ветрозащитой.
Горелка при работе с пропаном отличается своей безопасностью. Поддерживает высокую температуру огня, которой достаточно для большого количества сварочных работ. Некоторые виды сварки проводятся ацетиленовыми горелками при смеси кислорода и ацетилена.
Газовые резаки
Выделяют следующие виды газовых резаков:
- пропановые;
- ацетиленовые.
Изделие состоит из рукоятки, корпуса, ниппелей (к ним крепятся газовые шланги), инжектора, трубки, смесительной камеры, головки газового резака, трубки с вентилем. Сварка металла и её качество зависят от того, насколько правильно подобрали резак.
Принцип: кислород подаётся в редуктор, далее, в шланг, попадает в корпус — резак разветвлён на два канала. Одна часть кислорода двигается через вентиль в инжектор. Газ выходит с огромной скоростью, в то же время подсасывает горючий газ.
Вступая в соединение с кислородом, образуется горючая смесь, которая движется между мундштуками и сгорает. Появляется подогревающий огонь. Кислород, двигающийся по второму каналу, проходит в трубку, отчего появляется режущая струя. Именно она обрабатывает участок материала.
Этапы сварки труб
 Подготавливается металл, проводится зачистка, разметка, разрезаются и собираются трубы. Резка круглого сечения трубы должна выполняться термическим резаком.
Подготавливается металл, проводится зачистка, разметка, разрезаются и собираются трубы. Резка круглого сечения трубы должна выполняться термическим резаком.
Большую часть работы занимает именно подготовка. Это замеры, разметки, резка и многое другое. Сборку конструкции выполняют с помощью прихватки газовой сваркой, это предотвратит смещение и деформацию отрезков труб, что может сказаться на появлении трещин.
В результате неспешного нагрева зона воздействия при газосварке значительней, чем при дуговой. Пласты основного материала, непосредственно прилегающие к сварочной ванночке, постоянны и имеют крупнозернистую структуру.
У самой близости у границы шва располагается зона неполного расплавления металла с крупной структурой, типичной для ненагретого материала. В этой зоне прочность ниже, чем у металла шва, потому здесь и происходит разрушение сварочного соединения.
Резка проводится при использовании металлов и сплавов, которые могут гореть в струе чистого кислорода. Этот вид резки проделывается двумя способами: поверхностно и разделительно. Можно вырезать заготовки, разметить металл, разделать кромку будущего шва под сварку.
При помощи поверхностной резки удаляется поверхностный металл, заделываются канавки, удаляются дефекты. Такой вид работы выполняется специальными резакам
Техника безопасности
 Газосварка — это работа, требующая повышенного внимания. Запрещено проводить вблизи легковоспламеняющихся и огнеопасных материалов (бензин, керосин, опилки, пакля, ветошь).
Газосварка — это работа, требующая повышенного внимания. Запрещено проводить вблизи легковоспламеняющихся и огнеопасных материалов (бензин, керосин, опилки, пакля, ветошь).
Если процесс происходит в помещении, то работнику необходимо периодически дышать свежим воздухом. Работа должна проходить в проветриваемом помещении.
Если проводится газопламенная обработка металла, помещение надобно вентилировать и удалять вредоносные газы. Сварка и резка проходят с дистанции до десяти метров от ацетиленовых генераторов и перепускных рамп.
Горелка, резак, шланги, редуктор, кислородный баллон ни в коем случае не должны быть испачканы в масле. Такая деталь, как наконечник или сопло, перегревается. Для снижения температуры, всегда рядом должно находиться полведра воды. В потухшем состоянии, наконечник охлаждают в воде.
Сварщик, на рабочем месте обязан быть в брезентовом костюме, перчатках, закрытой обуви. При себе иметь защитные очки, головной убор.
Карбидом не переполнять секции загрузочных коробок. В корпусе генератора контролировать наполненность водой. Запрещается работа с кислородным баллоном, если его давление ниже нормы, 10 кг. на сантиметр кубический. Огонь горелки направлять в противоположную источнику газопитания, сторону.
Газосварочные работы должны проводиться с обязательным соблюдением правил безопасности, жизнедеятельности и применением качественного оборудования. Эти требования помогут сделать процесс работы безопасным, а сварочные соединения металлов надёжными.
Суть газовой сварки

Сварка – это самый надежный и популярный метод скрепления двух металлических деталей в одно целое. Он может производиться несколькими видами, одним из которых является газовая сварка. Рассмотрим подробнее преимущества и недостатки такого метода, область применения данного вида соединения и материалы, которые нужны для пайки газовой сваркой.
Определение газовой сварки

Газовая сварка металлов – это такой способ соединения их, при котором используются газы для создания высокой температуры. Чаще всего используется кислород и ацетилен, хотя возможны и другие варианты. Ведущая роль здесь отводится пламени, ведь именно от него и зависит высота температуры и возможность расплавления разных типов металлов. Пламя состоит из трех зон: ядра (где распадается ацетилен), восстановительной зоны (в которой окисляется углерод и водород) и факела (область полного сгорания газов). Их бывает три вида (в зависимости от соотношения газов – ацетилена и кислорода):
- нормальное пламя, при котором осуществляется подача газов в равных пропорциях. Оно характеризуется синим цветом всех трех зон, при чем восстановительная имеет яркий синий цвет;
- науглероживающее пламя свидетельствует о недостатке кислорода и характеризуется ярко-желтым факелом;
- окислительное – это то, которое возникает при недостатке ацетилена, при котором пламя бледное и короткое.
Для работы газовой сваркой мастер регулирует подачу рабочих газов в зависимости от пламени, показателем которого является их цвет. От типа пламени зависит температура, которая воздействует на металл. Обычно это свыше 3000 градусов, что позволяет плавить и резать различные виды изделий.
Газовая сварка и резка металлов производится обычно на нормальном пламени, при котором ацетилен и кислород подаются в равных количествах. Если же цвет огня меняется, необходимо подкорректировать настройки.
Область применения газосварки
Газовая сварка металлов может реализовываться несколькими способами:
- газопламенная сварка происходит с помощью присадочной проволоки, которая плавится вместе с основными деталями и заполняет зазор между ними;
- газопрессовая сварка отличается отсутствием присадочной проволоки, а скрепление происходит с помощью плотного соединения расплавленных кромок.
Газопламенная сварка используется не для всех типов металла. Преимущественное применение она нашла на следующих:
- жесть и тонколистовая сталь, толщиной не более 5 мм;
- цветные металлы;
- чугун;
- инструментальная сталь.
Все эти металлы имеют одну общую черту – они требуют мягкого и плавного нагрева, который и обеспечивается газовой сваркой.
Газовая сварка и резка металлов нашла широкое применение во многих отраслях промышленного и бытового использования. Благодаря постепенному нагреву детали, она не деформируется и такой способ считается одним из лучших для тонких металлов. Главное – правильно отрегулировать подачу газа и наладить пламя. Это делается следующим образом: открываются полностью вентили кислорода и ацетилена и поджигается горелка (спичкой/зажигалкой). Регулировка происходит вентилем ацетилена на полностью открученном кислороде.
Сущность газовой сварки можно рассмотреть на рисунке ниже:

Применяемые газы и их особенности
Чаще всего для газопламенной сварки применяется специфический газ ацетилен (C2H2). Он характеризуется резковатым запахом и добывается при реакции карбида кальция с водой (в промышленных условиях). При температуре выше 335 градусов он загорается. В сочетании с кислородом, температура воспламенения ниже – 297 градусов минимум.
Основным газом для газопрессовой сварки является кислород, который смешивают с C2H2 в равных пропорциях. Он всегда реализуется в баллонах синего цвета. С помощью шланга к горелке подключается кислород и подается на маленьком давлении, не более 4 атм. В отверстие рядом подключается C2H2. в горелке есть специальный механизм для смешивания газов и через наконечник уже выходит концентрат для процесса сварки.
Газовая сварка и резка металлов может осуществляться не только с помощью ацетилена. Вместо него допустимо применение других газов в жидком и паровом виде. Самые популярные заменители ацетилена:
- Пары керосина (коэффициент замены ацетилена – 1:1)
- Пропан (коэффициент замены ацетилена – 1:0,6)
- Метан (коэффициент замены ацетилена – 1:1,6)
- Водород (коэффициент замены ацетилена – 1:5,2)
Важно: при газопламенной сварке стальных изделий метаном или пропаном нужно использовать проволоку с повышенным концентратом марганца и кремня.
Для качественного расплавления металла рекомендуется, чтобы температура воздействия была в два раза выше температуры плавления этого металла.
Преимущества и недостатки
Варить газовой методикой не сложно, но она, как и электродуговая, полуавтоматическая или аргонная сварка имеет свои преимущества и недостатки.
Преимущества газового соединения:
- это идеальный способ сваривания меди, латуни и чугуна;
- обработке поддаются материалы с разным уровнем плавления, за счет высокой температуры, образующейся в результате горения;
- варить можно в любом месте, так как не требуется специального оборудования или электрической розетки;
- при использовании качественной придаточной проволоки и правильно подобранному пламени, получаются качественные и красивые швы (широко используются для соединения комплектующих в трубопроводах);
- рабочее изделие греется медленно, что позволяет избежать деформации или пропала, как в случае с полуавтоматической сваркой или при использовании электрода).
Кроме положительных моментов, сущность газовой сварки имеет и несколько недостатков:
- зона прогрева достаточно широка, то есть нагревается не только зона шва, но и большая площадь вокруг нее. Это может нанести вред изделию;
- невозможность работы с деталями, толщина которых превышает 5 мм;
- крайне не рекомендуется производить газопламенную сварку «внахлест», это приведет к деформации места сплавления;
- высокая опасность работы, так как газы образуют химическую смесь, которая имеет свойство воспламеняться.
Техника и технология газовой сварки
Чтобы газопламенная сварка порадовала в результате качественным швом, необходимо придерживаться всех рекомендаций и четко блюсти технологию работы. Для начала необходимо подготовить кромки изделий в районе будущего шва, то есть очистить от различных примесей и загрязнений. Это можно сделать при помощи наждачной бумаги или механической железной щеткой. Технология газовой сварки и резки металла выбирается заранее, перед началом процесса.
Техника газовой сварки делится на два метода:
- правый способ сварки характеризуется движением горелки слева направо. При этом огненное пламя направляется на сваренный участок, а придаточный материал ведется следом за ним.
- левый способ сварки, соответственно, выполняется наоборот – справа налево. Проволока продвигается впереди пламени, которое направлено на еще не соединенные кромки деталей.
Правый способ сварки менее популярен, так как левый и видно лучше мастеру, и обеспечивает качественный прогрев. Хотя при правом, коэффициент полезного действия на 20% выше, а расход газа меньше.
 Способы газовой сварки
Способы газовой сварки
Особое внимание требуется уделить выбору присадочной проволоки. Она зависит от толщины металла, который нужно сварить. При левом способе, диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого изделия (в миллиметрах).
Техника и технология газовой сварки выбирается, отталкиваясь от нескольких факторов:
- толщина изделия;
- положение детали и ширина шва;
- предпочтения мастера;
- используемые газы.
Рекомендации
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.

